
Доработка направляющих втулок клапанов ваз
Обновлено: 16.05.2024
Лада 2108 4WD Turbo by CellMat › Бортжурнал › Доработка ГБЦ. Ликбез. Часть 1.
Одним из действенных способов поднятия мощности поршневого мотора является доработка головки блока цилиндров. Так что же скрывается за этим понятием — доработкой ГБЦ?
1. Стыковка коллекторов и ГБЦ.
Первое, что бросается в глаза — это неточная стыковка отверстий каналов коллекторов и ГБЦ. Любые "ступеньки" в канале рождают паразитные завихрения, заметно тормозящие поток, поэтому от них необходимо избавиться. Убираем нестыковки, одновременно доработав прокладки под коллектора (дабы пресловутых ступенек не создавали и они). Настоятельно рекомендую перед удалением нестыковок каналов сделать следущее — посадить коллектора на штифты. Причиной тому служит крепёж коллекторов на некоторых двигателях, допускающий некоторое смещение плоскостей коллекторов и ГБЦ друг относительно друга. Чем это грозит, предельно ясно — немного сместив коллектора при крепеже после удаления нестыковок, мы самостоятельно убиваем плоды своей же работы. Штифтов достаточно по два на коллектор — по краям. Ищем место на ГБЦ и коллекторе, где можно безопасно всверлиться. В ГБЦ прочно сажаем металлический штифт, на который легко, но без особых люфтов должен надеваться коллектор — вуаля, точное позиционирование коллекторов относительно ГБЦ нам гарантировано. Не забудьте только сделать несколько дополнительных отверстий в прокладке. Отмечу так же, что если диаметр канала впускного коллектора меньше диаметра канала ГБЦ на 1-1,5 мм при нормальной соосности каналов, то это не создаст измеримого сопротивления прохождению потока, поэтому филигранной подводкой диаметров каналов в этом случае можно пренебречь. На выпуске аналогично, только наоборот — выпускной канал в ГБЦ может быть несколько меньше канала в выпускном коллекторе. Более того, т.к. называемые "обратные ступеньки" на выпуске используют для борьбы с некоторыми негативными явлениями настроенной выпускной системы, но сейчас разговор не об этом.
2. Доработка каналов.
Заглянув во впускные/выпускные каналы ГБЦ, понимаем, что и там всё совсем плохо: ломаная местами форма узких каналов, приливы литья под направляющие втулки клапанов, сами втулки, выступающие в канал.
При помощи шаровых фрез различных размеров и форм производится обработка каналов — увеличение проходного сечения, удаление неровностей и выступающих частей, изменение формы канала. Изгиб канала должен быть как можно более плавным с соблюдением определённых радиусов кривизны. Поверхность впускных каналов должна быть немного шероховатой, что положительно влияет на испаряемость бензина со стенок канала (это в большей степени влияет на работу карбюраторных двигателей). Выпускной же канал можно полировать до зеркала, хотя разница в работе двигателя вряд ли будет заметна, в отличии от затраченных усилий. Сечение канала в идеале непостоянно и не является правильным кругом. Так, "правильный" впускной канал должен быть немного эллипсным в сечении и незначительно расширяться перед седлом клапана в виде "бочки", тогда как остальная часть канала, в том числе и во впускном коллекторе, должна плавно сужаться по направлению потока. Однако большинство этих ньюансов зачастую не попадает в объём работ по доработка ГБЦ в тюнинг-ателье, т.к. значительно увеличивают стоимость доработок.
При увеличении диаметра каналов нужно знать меру, т.к. можно ненароком впильться в канал рубашки охлаждения или маслоканал. ГБЦ классических моторов позволяет значительно и относительно безопасно увеличивать диаметр каналов, тогда как при увеличении каналов ГБЦ восьмиклапанных двигателей переднеприводных ВАЗов неизбежны проблемы. В частности при расточке одного из впускных каналов практически неизбежно вскрытие маслоканала (если он не вскрыт при расточке, значит канал расточен совсем незначительно или маслоканал прикрыт лишь тоненьким слоем алюминия и может быть прорван давлением масла на работающем двигателе. Это не является "косяком" доработщика канала, т.к. это конструктивная особенность ГБЦ. Маслоканал предварительно втулится стальной втулкой (не самый удобный вариант), либо втулится стальной или алюминиевой втулкой после вскрытия и/или заваривается под аргоном. В 16-клапанных головках 2112 немудрено впилиться в рубашку охлаждения, если слишком увлечься и не знать "тонких" мест канала. В общем, соблюдайте правило "не зная броду — не лезь в воду" и лучше доверяйте подобные операции более опытным и профессиональным людям, либо предварительно потренируйтесь на "убитых" ГБЦ.
Прежде чем приступать к расточке каналов, определите с чего начать — ГБЦ или коллектора. Если планируется значительное увеличение диаметра каналов, то начинать лучше там, где их стенки тоньше и уже по форме и положению этих каналов растачивать сопредельные детали с более толстыми стенками. Это делается для того, чтобы снизить риск вскрытия канала при последующем совмещении ГБЦ и коллектора. На "классике", где каналы ГБЦ обладают достаточным запасом толщины, имеет смысл начинать расточку с коллектора.
Выступающие в каналы части направляющих втулок клапанов также подвергаются доработке для уменьшения создаваемых ими помех. Зачастую их укорачивают и/или заостряют — это ресурсный и вполне эффективный способ. В некоторых случаях втулки стачивают заподлицо со стенкой канала, как бы "под корень". Это наиболее выгодный с точки зрения пропускной способности канала способ, но он снижает ресурс направляющих, и без того не очень высокий на форсированных моторах.
Как я уже говорил, это характерно для атмосферных двигателей. Двигатели с наддувом или впрыском закиси азота нуждаются в увеличении выпускных клапанов, т.к. производят очень много отработавших газов в сравнение с объёмом поступившей смеси. Клапаны специально под такие моторы могут соотноситься как 90% и даже более.
Сёдла, соответственно так же дорабатываются, как по размеру, так и по форме. Диаметр внутреннего отверстия седла диктуется размером клапана и формой его фасок. На самих сёдлах фаску делают так же трёхгранной (вместо одиночной на многих серийных моторах), а более форсированных вариантах — радиусной. Ширина рабочей фаски при этом так же уменьшается.
Доработка ГБЦ классики

Хочу немного рассказать о самостоятельной доработке головки блока ВАЗ.
Эта доработка также применима и к остальным автомобилям серийного производства,так как при серийном выпуске деталей,точность изготовления уменьшается,появляются большие допуска,особенно для отливок.
Доработка ГБЦ операция не простая, подходить к ней следует серьёзно и с трезвой головой.Нам нужно снять головку блока. Я на неё потратил 2 дня,но об этом не пожалел.Конечно зверем ваша машина не станет,но почувствуете заметную разницу,движок будет "дышать",развивать обороты быстрее.
Проблема кроется в стыках ГБЦ с впускным и выпускным коллекторами. "Ступеньки"могут достигать до 5 мм.Представьте какая преграда на пути воздушного потока,движущегося почти со скоростью звука. Что нужно(без набора ключей для снятия и разборки ГБЦ)
1) Небольшая электродрель
2) Борфреза(лучше разных форм и твёрдосплавные)
3) Шарошка из абразивного материала
4) Стеpжень (или тpубка) для шлифовки - диаметp 5-6 мм, длина 150-180 мм,
с одной стоpоны нужно сделать пpодольную пpоpезь ножовочным полотном
на длину 20-25 мм.
5) Наждачная бумага помельче(но не нулёвка)
6) Круглый напильный(побольше)с мелкой насечкой
7) Острая чертилка
Снимаем ГБЦ,на класике рекомендую снять капот,а то он будеть мешать, предварительно очертив карандашом или маркером места крепления,чтобы потом не регулировать его.
Процедура снятия/установки ГБЦ подробно расписана в "умной книжке" (руководстве по эксплуатации).
Разбираем головку,может понадобиться съёмник для клапанов(желательно), хотя можно воспользоваться и подручными средствами.

Закрепляем её на столе или другом удобном месте,по старой прокладке отчерчиваем границы впускных и выпускных каналов.Вообще их хорошо видно на бывшей в работе головке,там остаются следы нагара.А ещё точнее можно сделать с помощью пластилина,разогрейте его руками,облепите каналы головки вокруг,смочите водой коллектор и прижимите посильнее, выдавленный пластилин убираете,и сразу становиться видно в какую сторону расстачивать.После чего потихоньку,аккуратно доводим стыки каналов.
Движения проводите по дуге,не останавливаясь на месте,чтобы не было зарезов,и медленно перемещаетесь в глубь каналов,выводите форму канала так,чтобы небыло резких закруглений,горбов и "ступенек",по возможности, радиуса внутри каналов должны быть как можно больше.
Правильность формы проверяйте проводя пальцем,как можно чаще,лучше недорезать, чем перерезать.
Следующий шаг нашей доработки ГБЦ: проверка сопряжений каналов с сёдлами клапанов,тут тоже бывают ступеньки,убираем их.Делайте это очень аккуратно,чтобы не повредить фаску седла клапана.Со стороны камер сгорания тоже неплохо бы сделать скругления в каналах,только осторожнее (потребуется выпрессовка направляющих втулок клапанов).
Теперь берём трубку(стержень)с прорезью на конце,в прорезь вставляем наждачку и обматываем вокруг стержня,и начинаем шлифовку каналов ГБЦ. Пришла очередь впускного и выпускного коллекторов,с ними поступаем аналогично ГБЦ.

На фото видны места
пластилином,как было описано
выше.Каналы в коллекторе
нужно сделать вровень с
каналами в ГБЦ,или чуть
смесь не нашла себе преград.
Так же как и ГБЦ шлифуем впускной коллектор. Теперь круглым напильником стачиваем лишнюю сварку внутри каналов приёмной трубы(штанов),где приварен фланец к трубам,шов может выступать на 5 мм по окружности.
Проще приёмную трубу снять с машины,так будет намного удобней.
Перед сборкой тщательно промойте и продуйте детали от стружки и абразивной пыли,и обязательно смажте маслом стальные детали,купите новые прокладки и проверьте их на соосность каналов,при необходимости подрежте.
Собираем и устанавливаем на место,не забудьте старую прокладку ГБЦ и блока, сменить на новую.
После этой операции я был приятно удивлён, когда на своей "семёрке" при разгоне легко поднял стрелку до 5500 об/мин,даже чуть-чуть перевалил,такого раньше не было,она разгонялась не охотно.
Если вам этого мало, но есть терпение и время,и самое главное желание. можно увеличить диаметры каналов,это даст уже ощутимую прибавку к мощности и оборотам.
Ветошь и наждачка:грубая,средняя и мелкая.
Два длинных болта,один можно гнутый,или придётся погнуть чуть-чуть.
Две шайбы диаметром на 1 мм меньше расчётного диаиметра каналов, для контроля диаметра каналов,впускные растачивают до 34мм,выпускные до 30,больше опасно.
Вот примерно,что нужно:

Наматываем на сврло ветошь
с грубой шкуркой,чтобы плотно
входило в канал, и аккуратно
расстачиваем,начинать лучше с
контролируйте толщину стенок.
Вот такая разница получается:

Контроль производят вот так:

Шайбы должны проходить
Впускной коллектор,больше чем на 2/3 длины расточить сложно,оставшуюся перегородку убирают при помощи сверла.

Следующий этап-шлифовка,
то есть обрабатываем более
мелкой шкуркой,а потом совсем
мелкой(но не нулёвкой), не
Со стороны коллектора в ней можно,как уже говорилось,сделать диаметр немного больше.Протачиваем до направляющех втулок(их лучше выпрессовывать,что бы не повредить),потом начинаем обрабатывать со стороны камер сгорания,осторожнее с сёдлами клапанов.

Хорошо видно, как убирается нарост вокруг отверстия под направляющую втулку, который очень неслабо закрывает канал:


После обработки всё промывается и сушиться.
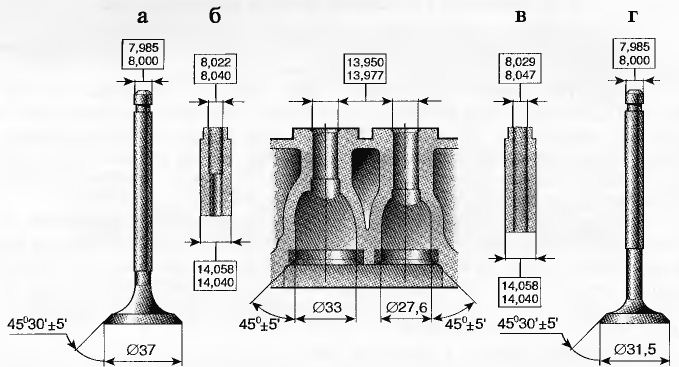
Впуск: коллектор 34 (было 29), каналы ГБЦ 34 (было 29),у седла 33.5 (было 32.5)
Выпуск: каналы у седла 28 (было 27, наполовину перекрыты выступом под направляющую), на выходе из ГБЦ 30 (было 27), коллектор 30(было 29), седла 28 (были 27.5).
Результаты - в головке глядя на вход в канале, можно увидеть выход, в недоработанной такого нет:

Теперь насчет направляющих. Тщательно взвесив все за и против, решил остановиться на своем варианте и пилить ее сложно-пространственно.
Для начала разметил на ней метчиком линию, по которой она торчит в канале, также по всему периметру (чтоб легко точить и потом запрессовывать) прочертил ее перед и зад.

Смысл был в том, чтобы
торчащего металла, и в
то же время оставить по
максимуму по площади
канала изнутри (масло) и
не трогать вообще ее
(разобъет), и при этом все
Впускные получились по
Как видно, на пятке (та сторона, на которую давит при работе клапан) я практически не трогал металл, поэтому вряд-ли деформируется.
С выпускными немного тяжелее - там и отвод тепла и нагруженность сильнее, и направление потока больше. Поэтому смысл такой-же, но объем работ значительно меньше:
Замена направляющих втулок клапанов на автомобилях ВАЗ

Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
-
С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
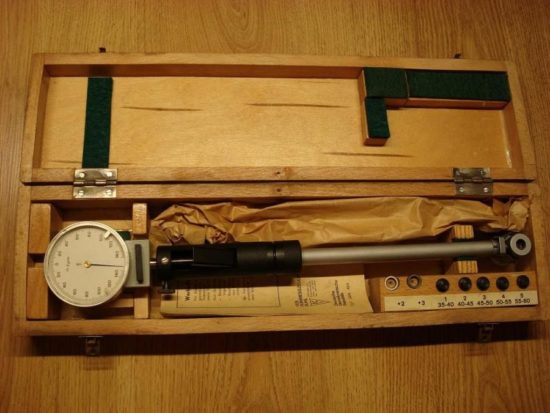
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
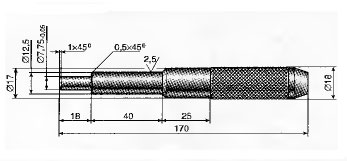
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
Lada 2112 › Logbook › Доработка ГБЦ.
1. Первое, что бросается в глаза — это неточная стыковка отверстий каналов коллекторов и ГБЦ. Любые "ступеньки" в канале рождают паразитные завихрения, заметно тормозящие поток, поэтому от них необходимо избавиться. Убираем нестыковки, одновременно доработав прокладки под коллектора (дабы пресловутых ступенек не создавали и они). Настоятельно рекомендую перед удалением нестыковок каналов сделать следущее — посадить коллектора на штифты. Причиной тому служит крепёж коллекторов на отечественных автомобилях, допускающий некоторое смещение плоскостей коллекторов и ГБЦ друг относительно друга. Чем это грозит, предельно ясно — немного сместив коллектора при крепеже после удаления нестыковок, мы самостоятельно убиваем плоды своей же работы. Штифтов достаточно по два на коллектор — по краям. Ищем место на ГБЦ и коллекторе, где можно безопасно всверлиться. В ГБЦ прочно сажаем металлический штифт, на который легко, но без особых люфтов должен надеваться коллектор — вуаля, точное позиционирование коллекторов относительно ГБЦ нам гарантировано. Не забудьте только сделать несколько дополнительных отверстий в прокладке. Отмечу так же, что если диаметр канала впускного коллектора меньше диаметра канала ГБЦ на 1-1,5 мм при нормальной соосности каналов, то это не создаст измеримого сопротивления прохождению потока, поэтому филигранной подводкой диаметров каналов в этом случае можно принебречь. На выпуске аналогично, только наоборот — выпускной канал в ГБЦ может быть несколько меньше канала в выпускном коллекторе. Более того, т.к. называемые "обратные ступеньки" на выпуске используют для борьбы с некоторыми негативными явлениями настроенной выпускной системы, но сейчас разговор не об этом.
2. Заглянув во впускные/выпускные каналы ГБЦ, понимаем, что и там всё совсем плохо: ломаная местами форма узких каналов, приливы литья под направляющие втулки клапанов, сами втулки, выступающие в канал.
При помощи шаровых фрез различных размеров и форм производится обратобка каналов — увеличение проходного сечения, удаление неровностей и выступающих частей, изменение формы канала. Изгиб канала должен быть как можно более плавным с соблюдением определённых радиусов кривизны. Поверхность впускных каналов должна быть немного шероховатой, что положительно влияет на испаряемость бензина со стенок канала. Выпускной же канал можно полировать до зеркала, хотя разница в работе двигателя вряд ли будет заметна, в отличии от затраченных усилий. Сечение канала в идеале непостоянно и не является правильным кругом. Так, "правильный" впускной канал должен быть немного эллипсным в сечении и незначительно расширяться перед седлом клапана в виде "бочки", тогда как остальная часть канала, в том числе и во впускном коллекторе, должна плавно сужаться по направлению потока. Однако большинство этих ньюансов не попадает в стоимость работ в тюнинг-ателье, т.к. значительно увеличивают стоимость доработок.
При увеличении диаметра каналов нужно знать меру, т.к. можно ненароком впильться в канал рубашки охлаждения или маслоканал. ГБЦ классических моторов позволяет значительно и относительно безопасно увеличивать диаметр каналов, тогда как при увеличении каналов ГБЦ восьмиклапанных двигателей переднеприводных ВАЗов неизбежны проблемы. В частности при расточке одного из впускных каналов практически неизбежно вкрытие маслоканала (если он не вскрыт при расточке, значит канал расточен совсем незначительно или маслоканал прикрыт лишь тоненьким слоем алюминия и может быть прорван давлением масла на работающем двигателе. Это не является "косяком" доработщика канала, т.к. это конструктивная особенность ГБЦ. Маслоканал предварительно втулится стальной втулкой (не самый удобный вариант), либо втулится стальной или алюминиевой втулкой после вскрытия и/или заваривается под аргоном. Вобщем соблюдайте правило "не зная броду — не лезь в воду" и лучше доверяйте подобные операции более опытным и профессиональным людям, либо предварительно потренируйтесь на "убитых" ГБЦ.
Прежде чем приступать к расточке каналов, определите с чего начать — ГБЦ или коллектора. Если планируется значительное увеличение диаметра каналов, то начинать лучше там, где их стенки тоньше и уже по форме и положению этих каналов растачивать аналогичные в детали с более толстыми стенками. Это делается для того, чтобы снизить риск вскрытия канала при последующем совмещении ГБЦ и коллектора. На "классике", где каналы ГБЦ обладают достаточным запасом толщины, имеет смысл начинать расточку с коллектора.
Выступающие в каналы части направляющих втулок клапанов также подвергаются доработке для уменьшения создаваемых ими помех. Зачастую их укорачивают и/или заостряют — это ресурсный и вполне эффективный способ. В некоторых случаях втулки стачивают заподлицо со стенкой канала, как бы "под корень". Это наиболее выгодный с точки зрения пропускной способности канала способ, но он снижает ресурс направляющих, и без того не очень высокий на форсированных моторах.
5. Пружины клапанов. Жёсткость щтатных пружин рассчитывается под нормальные условия работы конкретного двигателя, т.е. на работу с серийным распредвалом при относительно невысоких оборотоах, хотя и делаются с достаточным запасом прочности. Так, клапаны классических моторов начинают зависать на оборотах более 7000, двигателей семейства 21083 — несколько позже, двигатели 2112 — вообще больше страдают не от недостаточной жёсткости пружин, а от неспособности гидрокомпенсаторов адекватно работать свыше 7500-8000 об/мин. С одной стороны обороты достаточно высокие, но ведь это только для штатных распредвалов. Чем выше подъём клапана, тем большую работу должна проделать пружина при его закрытии. Это снижает порог зависания клапанов и при определённых условиях может нарушть работу ГРМ как раз на тех оборотах, куда смещается точка максимальной мощности двигателя при замене распредвала на более верховой. Способов борьбы с зависанием клапанов несколько:
— облегчение самих клапанов, о чём писалось выше;
— облегчение или замена на более лёгкие рокеров/толкателей клапанов;
— облегчение или замена на более лёгкие верхних тарелок клапанов;
— увеличение жёсткости пружин
Сейчас обсудим именно последние два пункта. Самый примитивный способ, подходящий в некоторых случаях — увеличение преднатяга штатной пружины. Достигается путём подкладывания шайб под пружину. Увеличивается усилие на пружине, но уменьшается свободный ход. Для распредвалов с большим подъёмом и более жёсткими требованиями к усилиям на пружинах такой способ уже не пригоден. Как правило с этим сталкиваются при установке спортивных распредвалов. Очень бльшой подъём кулачка требует соответствующего хода пружины, а обороты, на которых двигатель с подобным распредвалом должен развивать максимальную мощность, значительно превышают порог зависания клапанов на штатных пружинах. В этом случае пружины меняют на более жёсткие и с большим ходом сжатия. Вариантов очень много, ставятся и отечественные пружины производства Ижмаш, и гораздо более дорогие Schrick, и штатные клапанные пружины с иностранных двигателей.
Для ГБЦ двигателей 2108 широко используются следущие схемы:
— замена внутренней пружины на усиленную (Ижмаш, Opel и т.д.)
— замена обеих пружин на усиленные (Schrick в основном)
— замена обеих пружин одной усиленной (Schrick, BMW)
Для некоторых пружин требуется изготовление новых тарелок клапанных пружин.
Для ГБЦ 2112 свойственнен только один способ:
— замена штатной пружины (на 2112 она одна на клапан) на усиленную (Schrick, отлично подходят штатные пружины с мотора Opel C20XE с оригинальными тарелками)
Для ГБЦ двигателей классического семейства характерны решения, применяемые для ГБЦ 2108. При этом нередко использование тех же самых пружин и тарелок, что и на ГБЦ 2108.
Замена пружин порой необходима для увеличения максимально допустимого подъёма клапана, т.е. используются пружины с увеличенным ходом.
Следует также учитывать, что увеличение жёсткости пружин должно быть последним из средств повышения порога зависания клапанов, т.к. более жёсткие пружины увеличивают нагрузки на клапаны, тарелки, распредвал.
Говоря об облегчении тарелок клапанных пружин, мы можем делать такие же выводы, как и при облегчении клапанов, т.к. в работе они составляют вместе одну инерционную массу. Чем меньше эта масса, тем меньшее усилие клапанной пружины требуется для нормальной работы деталей ГРМ на повышенных оборотах, а во всех остальных режимах пропорционально снижаются нагрузки на распредвал и другие детали. Самый простой вариант облегчения — переточка штатных тарелок — недорогой, но не особо эффективный способ. Другой вариант, изготовление новых легкосплавных тарелок, гораздо более продуктивен. Они могут быть изготовлены из дюрали или титана. Алюминиевый сплав легче (дюралевая тарелка 2101 на 15 гр. легче штатной) и относительно недорог, но тарелка выходит недостаточно прочной — при высоких подъёмах клапана с большими усилиями на пружинах эти тарелки могут деформироваться. Титан уступает в весе (хоть и немного) и в цене, но значительно прочнее дюралевых тарелок.
6. Толкатели клапанов. В ГБЦ двигателей семейств 2108 и 2112 кинетическая связь распредвалов с клапанами осуществляется посредством толкателей: механических с регулировочными шайбами на ГБЦ 2108 и гидрокомпенсаторов на ГБЦ 2112. К счастью, большинство тюнинговых распредвалов свободно работают со штатными толкателями. Однако это не значит, что они всеприменимы. Штатные толкатели обладают некоторыми ограничениями, что делает нежелательным или невозможным их применение при работе со спортивными и некоторыми околоспортивными распредвалами. Перечислю их:
— недостаточная площадь рабочей поверхности толкателя, что необходимо для распредвалов с большими подъёмами клапанов;
— эффект "выплёвывания" регулировочных шайб краем кулачка распредвала с большим подъёмом на двигателях семейства 2108 по причине опять же недостаточной величины рабочей поверхности толкателя и шайбы.
— относительно высокая масса, в основном из-за регулировочных шайб;
— потеря эффективности и неспособность работы на высоких оборотах (гидрокомпенсаторы).
Существует решение всех этих проблем — цельные механические толкатели. Их отличительные особенности — простая лёгкая конструкция без регулировочных шайб и увеличенный диаметр. Не трудно догадаться, что для их установки следует расточить колодцы серийных толкателей до необходимого размера (например до 32 мм для 2112). Регулировка клапанов осуществляется за счёт подбора на клапаны подпятников необходимого размера. Это делает процедуру регулировки клапанов трудоёмкой и дорогостоящей (порядка 3000 руб. за 8 клапанов). В этом их основной недостаток, что наряду с ценой ограничивает их повсеместное применение.
Кстати, с залипанием гидрокомпенсаторов на ГБЦ 2112 борятся ещё одним способом (кроме общепринятого понижения вязкости моторного масла) — гидрокомпенсаторы специально "убивают", переделывая их в простые механические толкатели. Регулировка зазоров также осуществляется подпятниками. Если распредвал не требует применения толкателя увеличенного диаметра, но гидрокомпенсаторы уже не могут нормально работать при заданных оборотах, то этот вариант обоснован, т.к. значительно бюджетнее.
Замена втулок клапанов на классике
Заменять направляющие втулки клапанов приходится довольно редко, хоть и постигает большинство владельцев автомобилей ВАЗ классического семейства.
Геометрия седла, клапана, втулок
Замена направляющих втулок естественно проводится на снятой ГБЦ, с извлеченными и рассухаренными клапанами.
Втулки для впускных и выпускных клапанов разные! Направляющие для впускных клапанов меньше по длине, внутри их присутствует смазывающая спиральная канавка до половины длинны втулки, это сделано для минимизации попадания масла во впускной коллектор. Направляющие втулки выпускных клапанов длине по размеру, внутри канавка проходит по всей длине втулки. Когда-то читал, что не плохо себя показывают втулки изготовленные из бронзы.
Для замены направляющих втулок клапанов вам понадобится следующий инструмент:
- Молоток
- Оправка для выпресовки и запресовки самих втулок (на фото ниже)
- Развертки на 8.022 и 8.028
Оправка для замены направляющих втулок клапанов
Начинать замену нужно с выпресовки старой втулки, сделать это довольно легко, необходимо взять оправку в левую руку, молоток в правую и выбить старую втулку. Так следует поступить со всеми втулками. Если вам не удастся изготовить или купить такую оправку, то можно использовать любой стержень подходящего диаметра, но это весьма не желательно!, легче отдать мастеру.
При запресовке новых направляющих втулок, необходимо проявить смекалку, а собственно ГБЦ разогреть до температуры около 100 градусов, а втулки предварительно положить на сутки-двое в морозилку. Это позволит, говоря просто, максимально расширить посадочное отверстие и максимально сузить направляющую втулку. Также не забываем, что перед запресовкой на втулки необходимо одеть стопорные кольца.
Спасибо за подписку!
Надеюсь информация будет вам полезна, если возникнут вопросы, то я отвечу на них в комментариях. В следующих постах рассмотрим притирку клапанов на классике.
Замена направляющих втулок клапанов на 16-клапанном ВАЗ-2112 своими руками

Направляющая втулка служит определенным каналом для хода клапана. Ее замена в гаражных условия практически не возможна, поскольку требуются специальные знания, навыки и инструмент, но все-же автомобилисты умудряются это делать. Конечно, рекомендуется проводить замену направляющих втулок ВАЗ-2112 с 16-клапанным двигателем на специализированных автосервисах. Этот процесс довольно сложный и займет день, а то и два.
Видео о замене направляющих втулок и о том, как распознать поддельную запчасть:
Видео материал расскажет, как провести замену направляющих втулок, приведены рекомендации и советы.
Процесс замены направляющих втулок клапанов

Направляющие втулки сделанные с металла и бронзы
Прежде, чем приступить к замене направляющих втулок, стоит понимать, что существует несколько изделий для 16-клапанного двигателя ВАЗ-2112. Можно заменить полностью ремонтную втулку в сборе, или установить бронзовую гильзу. Оба варианта идеально подходят для этого автомобиля. Рассмотрим оба процесса по отдельности. Обычно, направляющие втулки меняются с клапанами в сборе, но как показывает практика, меняются выпускные, которые прогорают, а впускные шлифуются и ставятся на место.
Демонтаж ГБЦ
Прежде, чем приступить к замене направляющих втулок, необходимо демонтировать головку блока цилиндров. Этот процесс не такой уж и сложный, как кажется на самом деле. Для начала стоит собрать необходимый инструментарий. Что же понадобится:
- Набор ключей.
- Динамометрический ключ.
- Тара для охлаждающей жидкости.
- Ветошь.
- Непосредственно сама новая прокладка.
-
Демонтируем «клемму-минус» с АКБ.

Демонтаж клеммы АКБ для ремонта

Через специальный клапан сбрасываем давление в топливной системе
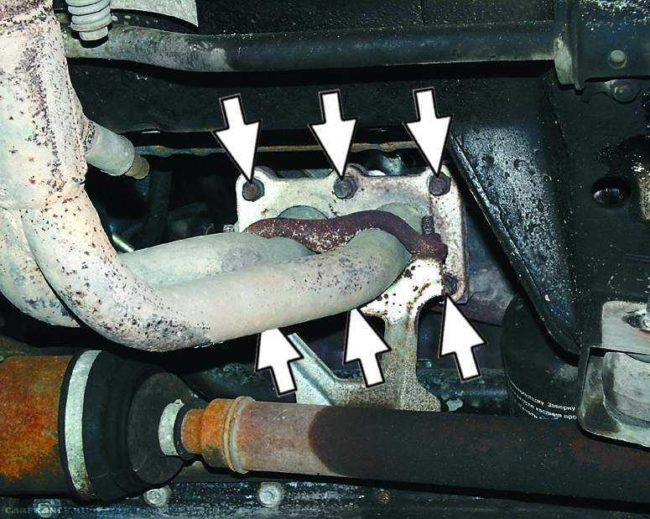
Выкрутив болты крепления отсоединяем выпускной коллектор и приемную трубу
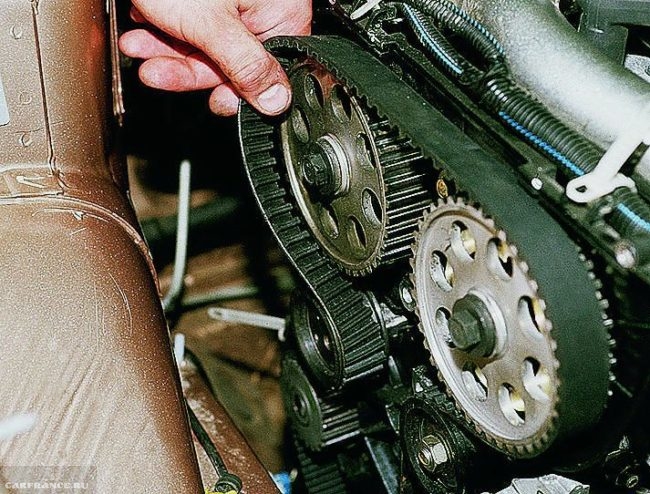
Снимаем ремень ГРМ

Фиксируем распределительные валы и демонтируем шкивы
Демонтируем датчик охлаждения
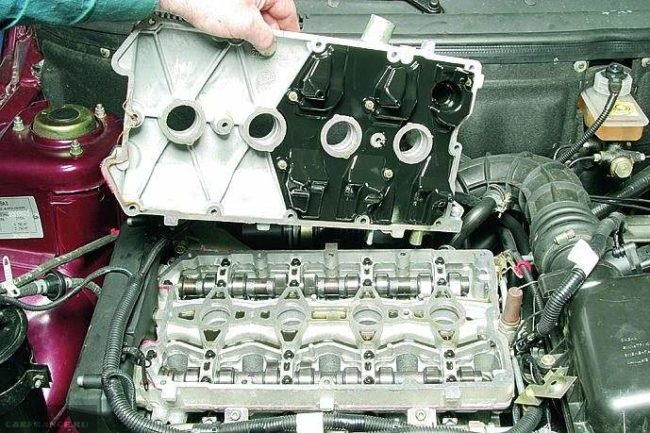
Выкрутив болты снимаем клапанную крышку
Когда все отсоединили проводим демонтаж ГБЦ
Демонтаж направляющих втулок
Теперь, когда головка блока цилиндров снятая, ее необходимо помыть. Для этого используется специальная ванна с горячим керосином, но как показывает практика, все заканчивается мойкой керосином под давлением. Когда ГБЦ – чистая, ее необходимо разобрать. Рассмотрим, последовательный процесс:
-
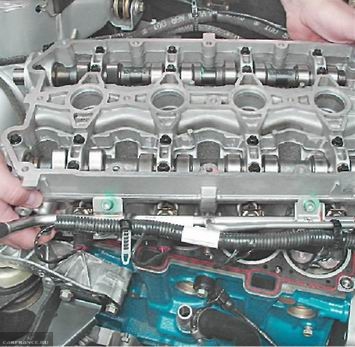
Демонтируем распределительные валы.
Снимаем распределительные валы с головка

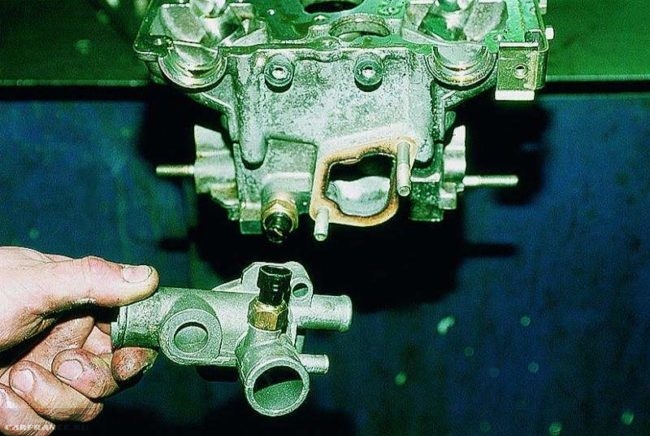
Открутив хомут снимаем отводящий патрубок

Рассухариваем клапанов головки блока
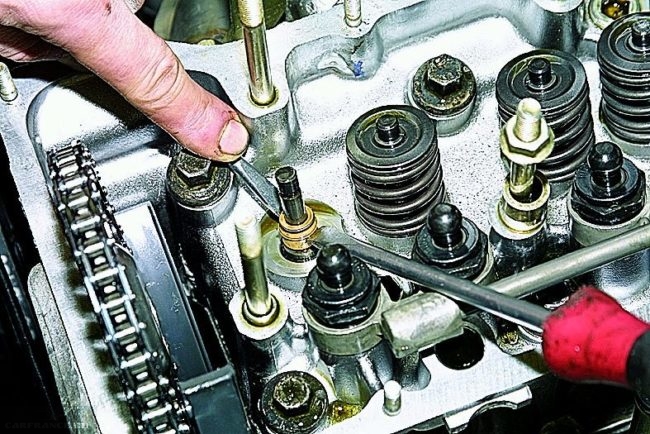
Проводим демонтаж маслосъемных колпачков при помощи отвертки или специнструменты

Выбиваем втулку клапана молотком
Этот способ подходит только тогда, когда будут устанавливаться вместо старых втулок металлические или латунные.
Установка металлических втулок клапана
Прежде, чем приступить к установке новых направляющих втулок, необходимо их подогнать по размеру. Обычно, для установки используют ремонтные изделия с зазором +0,22+0,25 мм. Но, существуют втулки с размерностью +0,5 мм, которые при новых технологиях уже не в ходу, но в продаже их можно найти.
Теперь, втулки необходимо подогнать под клапан и посадочное место. Конечно, для этого понадобится токарный станок. Прежде, чем провести расточку изделий, клапана шлифуются и промеряются, а посадочные места диагностируются на наличие эллипсов и царапин. После проведенных замеров на токарном станке втулки протачиваются, как внутренняя поверхность под клапан, так и наружная – под посадочное место.
Установка втулок проводится методом запрессовки. Она надевается на специальный инструмент и по немного забивается в посадочное место. Конечно, некоторые автомобилисты их устанавливают при помощи молотка и набойник круглой формы с наковальней поверхностью. Когда направляющая втулка села на посадочное место проводится монтаж стопорного кольца и сборка головки.
Когда все собрано, можно установить на место ГБЦ и подключить ее к всей системе.
Установка бронзовых направляющих втулок
Установка направляющих бронзовых втулок отличается от стандартной процедуры. Здесь, не требуется демонтаж направляющих втулок. Итак, рассмотрим, пошаговый процесс установки бронзовых деталей на стандартные изделия:
-
При помощи ручной шарошки, направляющие втулки рассверливаются. Как правило, убирается -0,15-0,2 мм с внутренней поверхности.

Притирка клапана головки блока цилиндров при помощи дрели со специальной насадкой

Специальный инструмент для установки бронзовых гильз K-line в направляющее втулки
Конечно, не всегда имеется возможность установить бронзовые втулки. Невозможно совершить данный процесс, когда выработка по внутреннему диаметру превысила показатель -0,25 мм. Но, с другой стороны, ресурс этих изделий будет выше.
Причины выхода из строя
Причин выхода со строя направляющих втулок мало, поэтому рассмотрим каждую по отдельности:
- Износ или выработка внутренней поверхности . В процессе эксплуатации наружная часть клапана трется о внутреннюю часть направляющей втулки, при этом хоть и присутствует смазка, но выработка все равно идет. Для мотора 2112 ресурс этих изделий составляет 200 000 км согласно сервисным мануалам завода изготовителя.
- Нередко, замене направляющих втулок способствуют гнутые клапана . Зачастую на внутренней поверхности появляются задиры, но деформация втулки или ее разлом тоже встречаются.
- Недостаточная смазка или малый уровень масла также сказывается на внутренней поверхности втулки, где образуется большая выработка и клапан начинает болтаться.
Выбор направляющих втулок
Существует несколько производителей, кроме АвтоВАЗ, которые производят направляющие втулки на ВАЗ-2112. Обычно в комплекте идут отдельно изделия для впускных и выпускных клапанов, но их классифицируют комплектами. Итак, рассмотрим, какие направляющие втулки можно приобрести на автомобильном рынке запасных частей:

Направляющее втулки производства АвтоВАЗ

Бронзовые направляющие втулки производства ДМЗ
Видео о замене и снятии прокладки ГБЦ
Видео по снятию головки блока цилиндров, в котором пишется о процессе, нюансах и рекомендациях.
Выводы
Замена направляющих втулок клапанов на 16-клапанном ВАЗ-2112 дело довольно тяжелое и непростое, поэтому рекомендуется для проведения этой операции обратиться в автосервис. Конечно, особое внимание следует обратить на качество изделий. Как показывает практика, попадаются втулки с деформациями и заводскими браками.
Попалась втулка с деформацией, не знал, как быть, если бы не запасная. Обратился в сервис, так как направляющая отслужила уже порядка 230000 км, что для неё много. Никому не советую задерживать с этим, чтоб не встать посреди дороги
Замена направляющих втулок клапанов

Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.

Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Выпрессовка и установка направляющих втулок клапанов съемником

Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Читайте также: