
Как правильно установить поршневые кольца на газель 405 двигатель
Обновлено: 12.05.2024
Как правильно установить поршневые кольца на газель 405 двигатель
Очистить днища поршней и канавки для поршневых колец от нагара
Поршни в цилиндры блока должны устанавливаться группа в группу, в соответствии с таблицей
Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на три размерные группы и маркируются буквами - A, B, C.
Буква, обозначающая размерную группу диаметра цилиндра, наносится краской на наружной поверхности блока цилиндров справа, против каждого цилиндра.
Размерные группы диаметров цилиндров определяются при изготовлении блока цилиндров.
При ремонте двигателя бывшего в эксплуатации и имеющего износ цилиндров необходимо провести повторные замеры диаметров цилиндров и определить их группу.
Замеры диаметров цилиндров производить при температуре плюс 20±3˚C.

Поршни маркируются буквами на днище (Рисунок 1).
Наибольший диаметр юбки поршня расположен в плоскости, перпендикулярной оси поршневого пальца на расстоянии 47,5 мм от днища поршня.
Замеры диаметров юбки поршней производить при температуре поршней плюс 20 ± 3 °С.
Пальцы по наружному диаметру, шатуны и поршни по диаметру отверстия под палец сортируются на четыре размерные группы, которые маркируются краской или римскими цифрами (Таблица 1).
Размерная группа отверстия шатуна под палец маркируется краской на стержне в зоне поршневой головки.
Группа отверстия поршня обозначается римскими цифрами, выбитыми на его днище (Рисунок 1), а пальца - римскими цифрами, выбитыми на торце.
Шатун должен быть собран с пальцем одной размерной группы.
При превышении непараллельности осей отверстий поршневой и кривошипной головок максимально допустимой величины шатун деформирован и подлежит замене.
В случае износа отверстия втулки шатуна под палец более допустимого необходимо заменить втулку, выполнить проточку во втулке под масляный канал и обработать отверстие втулки под палец.
Перед установкой новой втулки замерить диаметр посадочного отверстия шатуна — при износе отверстия более допустимого шатун браковать.
Замеры поршней, пальцев и шатунов производить при температуре 20±3 °С.
Шатуны по массе сортируются на три группы и маркируются краской на крышке шатуна (Рисунок 1). Цвет маркировки:
— белый — соответствует массе шатуна 900. 905 г;
— зеленый — 895. 900 г;
— желтый — 890. 895 г.
Размерные группы поршней и цилиндров блока
Размерные группы пальцев, поршней и шатунов
Для установки на двигатель следует брать шатуны одной группы по массе.
Поршни по массе не сортируются.
Проверить разницу масс подобранных комплектов поршень, палец, шатун и кольца, которая не должна превышать 10 г.

При большей разнице масс комплектов с целью исключения повышенных вибраций двигателя следует выровнять массу комплектов, для этого снять металл у шатунов более тяжелых комплектов с весовых бобышек поршневой или кривошипной головок, в зависимости от массы головок, до размера, не менее указанного на рисунке 2.
При удалении материала масса головок шатуна не должна выходить из следующих пределов: поршневой (m1) —211. 217 г, кривошипной (m2) — 679. 688 г.
Смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна.
Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом: надпись «FRONT» (перед), расположенная на наружной стороне бобышки под палец и выступ «А» на кривошипной головке шатуна должны быть направлены в одну сторону.
Крышка шатуна на шатун должна быть установлена так, чтобы уступ «Б» на крышке шатуна и выступ «А» на кривошипной головке или выбитые на боковой поверхности крышки и кривошипной головки номера цилиндров или пазы под вкладыши располагались с одной стороны (Рисунок 1).
Кольца, предназначенные для установки в цилиндры номинального диаметра, маркируются желтой краской на верхнем компрессионном кольце.
Для установки в цилиндры первого ремонтного размера - голубой, второго ремонтного размера - зеленой.

Тепловой зазор, замеренный в стыках, помещенных в цилиндр (Рисунок 4), для новых колец должен быть:
— 0,25. 0,45 мм у верхнего компрессионного кольца;
— 0,45. 0,65 у нижнего компрессионного кольца;
— 0,30. 0,55 мм у коробчатого маслосъемного кольца.
Для изношенных колец допускается максимальный размер в замке не более 1,5 мм.
Кольца для замера теплового зазора в замке помещать в верхнюю неизношенную часть цилиндра (от верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ) или в оправку аналогичного диаметра.
Поверхность цилиндра предварительно очистить от нагара.
Установка поршневых колец с меньшим тепловым зазором в стыке приведет к схождению стыка кольца при работе двигателя и надиру цилиндра.
Установка изношенных колец с большим зазором приведет к снижению давления такта сжатия и повышенному угару масла.

Проверить щупом боковой зазор между кольцами и стенкой поршневой канавки (Рисунок 5). Проверку произвести по окружности поршня в нескольких точках.
Величина бокового зазора должна быть для новых колец и поршней 0,045. 0,090 мм. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм.
Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец.
Надеть с помощью приспособления (Рисунок 6) поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «ТОР» (верх) на торце в сторону днища поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршня в цилиндры следующим образом:
— сориентировать шатунно-поршневую группу таким образом, чтобы надпись «FRONT» (перед) на бобышке поршня была обращена в сторону переда блока цилиндров,
— протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши,
— повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ;
— смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом для двигателя;
— развести замки колец на угол 120° (ориентировочно) друг к другу, при этом стык пружинного расширителя должен быть размещен напротив замка коробки маслосъемного кольца до установки кольца на поршень.
Рекомендуется не располагать замки колец в плоскости, перпендикулярной оси пальца;

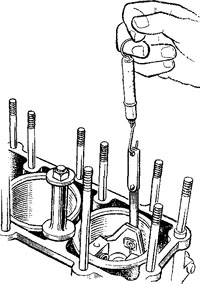
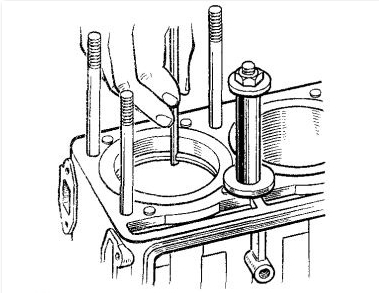
— надеть на болты шатунов предохранительные наконечники, с помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр (Рисунок 7).
Перед установкой поршня следует еще раз убедиться, что номера, выбитые на шатуне и его крышке, соответствуют порядковому номеру цилиндра, проверить правильность положения поршня и шатуна в цилиндре.
Подтянуть шатун за кривошипную головку к шатунной шейке, снять с болтов латунные наконечники, надеть крышку шатуна.
Крышку шатуна следует ставить так, чтобы номера, выбитые на крышке и шатуне, или пазы под вкладыши находились с одной стороны.
Завернуть гайки динамометрическим ключом моментом 68. 75 Нм (6,8. 7,5 кгсм).
В таком же порядке вставить поршень четвертого цилиндра.
Повернуть коленчатый вал на 180˚ и вставить поршни второго и третьего цилиндров.
Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
Как правильно установить поршневые кольца на газель 405 двигатель
Упругость поршневых компрессионных колец, сжатых стальной лентой до зазора в стыке 0,4 мм, должна быть 17,5 — 25,0 Н. С увеличением изнашивания нарушается правильная геометрическая форма гильз цилиндров, увеличиваются зазоры в стыках колец, зазоры между кольцами и кольцевыми канавками в поршне; упругость колец сильно падает. Все это приводит к нарушению их герметизирующих свойств. С увеличением изнашивания возрастает и количество газов, проникающих в картер двигателя, начинается повышенный расход масла.
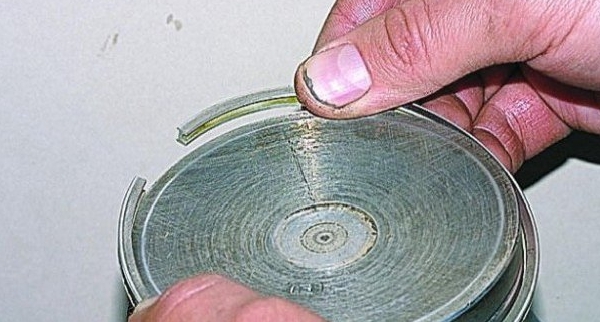
А вот основной причиной, определяющей необходимость замены поршней, является износ канавок под поршневые кольца. Увеличенный зазор между канавкой и кольцом способствует интенсивному перекачиванию масла в надпоршневое пространство. При больших изнашиваниях поршневых канавок замена одних только колец не даст положительных результатов, поэтому, если зазоры между торцом кольца и канавкой в поршне больше 0,15 мм, заменяют поршни и кольца новыми. Поршни заменяют с подбором по гильзам (если, конечно, Вы не меняете всю поршневую группу), в которых они будут работать. Подбирают поршни по усилию протягивания ленты-щупа толщиной 0,05 мм, шириной 10 мм и длиной 250 мм между поршнем и гильзой.
Подбор поршней по гильзам.
Ленту-щуп закладывают между гильзой и поршнем со стороны, противоположной прорези на юбке поршня по всей его длине. Усилие при протягивании ленты-щупа должно быть 35— 45 Н для новых гильз и поршней и 20 — 30 Н для гильз и поршней, бывших в употреблении. Подбирают поршни обязательно без поршневых пальцев при нормальной комнатной температуре (+20 °С). Если по каким-либо причинам подбор приходится делать при температуре, отличной от комнатной, то усилие протягивания ленты должно быть ближе к верхнему пределу при температуре выше 20 °С и ближе к нижнему пределу при температуре ниже 20 °С. После подбора поршни маркируют в соответствии с номерами цилиндров, к которым они подобраны.
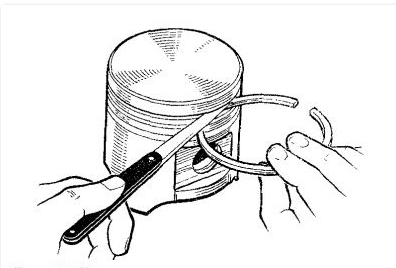
Если Вы ставите уже всю поршневую группу, новую, то конечно же будет легче. Но все же я Вам рекомендую ставьте поршень со своей гильзой как были упакованы. Поршневые кольца тоже нужно будет подобрать и проверить. Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм.
Проверка зазора в стыках поршневых колец.
Если Вы ставите, поршневую группу, бывшие в употреблении, то нужно обязательно померить нутромером не изношены ли гильзы, согласно таблице. Нужно будет проверить еще зазоры между торцами и стенками поршневых канавок при помощи новых поршневых колец. Зазор проверяем в нескольких точках по окружности поршня. Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм.
Проверяем зазоры колец в поршневых канавках.
Теперь же нужно будет все кольца надеть на свои места в поршневых канавках. Обычно на упаковке, поршневых колец, производитель показывает в какой последовательности надевать поршневые кольца. Если же окажется, что инструкции нет, то нужно будет проделать следующее:
- Надеваем кольца на поршень, начиная с маслосъемного кольца;
- Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя;

- Надеваем на расширитель маслосъемное кольцо, надписью к днищу поршня, угол между замками расширителя и кольца — 45 градусов;

- Устанавливаем нижнее компрессионное кольцо, надписью и фаской с внутренней стороны кольца, так же к днищу поршня;

- И наконец, устанавливаем верхнее компрессионное кольцо.

Нужно знать что для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров. Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в таблице 1.
Ремонт двигателя ЗМЗ 406 своими руками в гараже.
Специально для статьи был приобретен двигатель змз 406 с большим пробегом. По словам старого хозяина он пробежал более 600 тысяч км в разных условиях и эксплуатировался разными водителями, в том числе и пилотами, для которых капот является частью обшивки автомобиля, а не крышкой моторного отсека.
Этот двигатель тупо разобрали по болтикам без всякой диагностики неисправностей, так как пробег большой и делать надо всё. Сняв и почистив голову увидели: седла клапанов, особенно выпускных, обсевшие, т.е. это приведёт к снижению или потере компрессии. На фото видно, что клапана сидят глубже поверхности камеры сгорания. Кстати, для хозяев этих машин и начинающих мотористов, это очень серьезная неисправность для двигателя с гидрокомпенсаторами, которой необходимо уделить должное внимание. Замерами и цифрами в этой статье увлекаться не будем, она есть в соответствующей литературе, чтобы не упустить некоторых важных моментов.
Здесь тоже видно, как утоплены клапана, правда изображение некачественное.
Соответственно головку блока везем в мастерскую на замену направляющих втулок клапанов, сёдел клапанов и шлифовку, блок на расточку цилиндров под новые ремонтные поршня, а коленвал и промвал на шлифовку. Что приятно удивило - размеры шеек коленвала на несколько соток оказались ниже допуска, хоть и блок внутри был покрыт толстым слоем масляного нагара. Но в принципе тут нечего удивляться - это заводское качество.
Пока ждем результатов обработки, есть время разобраться с другими деталями.
Проверяем износ втулок верхней головки шатуна - как правило, лучше конечно замена.
Проверяем износ большой звездочки промежуточного вала со стороны их прилегания, если присутствует выработка от стопорной пластины, то её завариваем полуавтоматом и отдаем шлифовать -
чтобы получилось вот так.
Теперь выработки, как показывает практика, в этом месте никогда не будет, ввиду изменения структуры металла.
Проверяем маховик, если присутствует выработка от диска сцепления, то отдаем токарю или шлифовщику на проточку.
Привезли блок - как видно, кроме расточки, его еще шлифовали из-за небольшого коробления поверхности вовремя эксплуатации. Если исходить из практики то б/у блоки после расточки выхаживают на много больше, чем новые, так как за время работы получили многочисленные термические обработки, усадки металла и т.д.
Да, шлифовать блок надо обязательно с передней крышкой, чтобы они лежали в одной плоскости.
Теперь его следует хорошо отмыть и удалить всю стружку из масляных каналов.
После чистки блока чистим коленвал. Выкрутив пробки коленвала нередко приходится наблюдать такую картину - отверстие почти целиком забито отложениями масляного нагара. Чистим, промываем, продуваем.
Бывает, что грани пробки срезает, то тогда можно к ней приварить болт и выкрутить.
Как правильно установить поршневые кольца на газель 405 двигатель
Блок цилиндров ЗМЗ-405
Блок цилиндров двс ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь отлит из серого чугуна, цилиндры расточены непосредственно в блоке. Между цилиндрами выполнены протоки для охлаждающей жидкости.
Расчетный зазор между юбкой поршня и цилиндром (для новых деталей) должен быть равен 0,024–0,048 мм. Он определяется как разность размеров минимального диаметра цилиндра и максимального диаметра юбки поршня.
Требуемый зазор обеспечивается установкой в цилиндр поршня такой же группы, что и гильза. Для этого цилиндры и поршни двс ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь в зависимости от размеров (диаметров), полученных при механической обработке, разбиваются на пять групп (через 0,012 мм), обозначаемых буквами А, Б, В, Г, Д.
Размеры групп цилиндров: А – 95,536–95,548, Б – 95,548–95,560, В – 95,560–95,572; Г – 95,572–95,584; Д – 95,584–95,596 мм. Предельно допустимый износ цилиндров более 0,15 мм на диаметр.
При ремонте блока диаметр цилиндра может быть увеличен расточкой и хонингованием до размера 95,5+0,024 +0,084 мм или до размера 96,0+0,024+0,084 мм под поршни ремонтного (увеличенного) размера.
В нижней части блока цилиндров ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь расположены опоры коленчатого вала – пять постелей коренных подшипников вала со съемными крышками из высокопрочного чугуна, которые крепятся к блоку болтами.
Отверстия в блоке цилиндров под коренные подшипники обрабатываются в сборе с установленными крышками, поэтому крышки невзаимозаменяемы.
Головка блока цилиндров ЗМЗ-405
Головка блока цилиндров двс ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь отлита из алюминиевого сплава, общая для всех четырех цилиндров.
Головка крепится к блоку цилиндров десятью болтами. Между блоком и головкой блока цилиндров установлена уплотнительная прокладка из асбестового полотна, армированного металлическим каркасом.
Окна в прокладке под камеры сгорания и масляный канал окантованы жестью. Впускныые и выпускные каналы выпонены раздельно для каждого из шестнадцати клапанов ГРМ газораспределительного механизма.
Впускные каналы расположены с правой стороны головки блока, а выпускные – с левой стороны.
Гнезда для клапанов расположены в два ряда относительно продольной оси двигателя. Каждый цилиндр имеет два впускных и два выпускных клапана.
Соседняя пара клапанов управляет процессами впуска воздуха или выпуска отработавших газов. Стержни клапанов расположены под наклоном к продольной вертикальной плоскости головки блока цилиндров: впускных – на 17°, выпускных на 18°.
В головку блока цилиндров двигателя ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь запрессованы седла из жаропрочного чугуна и направляющие втулки клапанов из серого чугуна.
В верхней части головки блока двс ЗМЗ-405 цилиндров в два ряда расположены опоры под шейки распределительных валов – по пять опор в каждом ряду. Опоры образованы постелями головки и съемными алюминиевыми крышками.
Передняя крышка, общая для передних опор обоих распределительных валов, крепится четырьмя болтами, а остальные крышки – двумя болтами.
Клапаны двигателя ЗМЗ-405
Клапаны мотора ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь изготовлены из жаропрочной стали: впускной – из хромокремнистой, а выпускной – из хромоникель-марганцовистой и азотирован.
На рабочую фаску выпускного клапана дополнительно наплавлен жаростойкий хромоникелевый сплав. Диаметр стержня клапана 8 мм, тарелка впускного клапана имеет диаметр 37 мм, а выпускного – 31,5 мм.
Клапаны двигателя ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь работают в направляющих втулках, изготовленных из серого чугуна.
Втулки клапанов снабжены стопорными кольцами, которые препятствуют самопроизвольному перемещению втулок в головке блока.
Отверстия во втулках обрабатываются после запрессовки их в головку. Диаметральный зазор между стержнем клапана и направляющей втулкой не должен быть более 0,2 мм.
Сверху на направляющие втулки клапанов надеты металлорезиновые маслоотражательные колпачки (сальники клапанов) с браслетной стальной пружиной.
Клапан двс ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь закрывается под действием двух пружин с разным направлением навивки, установленных соосно.
Нижними концами они опираются на шайбу, а верхним – на тарелку, удерживаемую двумя сухарями. Сложенные вместе сухари имеют форму усеченного конуса, а на их внутренних поверхностях выполнены буртики, входящие в проточки на стержне клапана.
Привод клапанов двигателя ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь осуществляется от кулачков распределительного вала через гидравлические толкатели (гидротолкатели), установленные в гнездах головки блока цилинров.
Шатунно-поршневая группа двигателя ЗМЗ-405
Шатуны двс ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь – стальные кованые со стержнем двутаврового сечения.
Своими нижними (кривошипными) головками шатуны соединены через вкладыши с шатунными шейками коленчатого вала, а верхними головками (в которые запрессованы тонкостенные втулки из оловянистой бронзы) – через поршневые пальцы – с поршнями.
По диаметру отверстия верхней головки шатуна под поршневой палец шатуны разбиваются на четыре размерные группы с шагом через 0,0025 мм, которые маркируются краской на теле шатуна:
1 – белая (22,0070–22,0045 мм);
2 – зеленая (22,0045–22,0020 мм);
3 – желтая (22,0020–21,9995 мм);
4 – красная (21,9995–21,9970 мм).
Размерные группы подобранных шатунов и поршневых пальцев мотора ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь должны совпадать.
Перед подборкой поршневого пальца к шатуну следует учитывать, что шатуны сортируются по массе на две группы и маркируются краской на крышке шатуна: белый цвет – масса шатуна 0,900–0,905 г; зеленый – 0,895–0,900 г. На двигатель следует устанавливать шатуны одной группы по массе.
Кривошипная головка шатуна двигателя ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь– разъемная. Крышка кривошипной головки крепится к шатуну двумя болтами со шлифованной посадочной частью.
Болты крепления крышек и гайки шатунных болтов изготовлены из легированной стали и термически обработаны.
Резьба на гайках самостопорящаяся. Крышки шатунов ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь обрабатываются в сборе с шатуном и поэтому их нельзя переставлять с одного шатуна на другой.
Для предотвращения возможной ошибки на шатуне и на крышке (на бобышках под болт) выбиты порядковые номера цилиндров. Они должны быть расположены с одной стороны.
Кроме того, углубления в крышке и шатуне для фиксирующих выступов вкладышей также должны находиться с одной стороны. В стержне и головках шатуна выполнено отверстие, через которое масло от шатунного подшипника подводится к днищу поршня для его охлаждения.
Поршни двс ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь отлиты из высококремнистого алюминиевого сплава и термически обработаны. Для улучшения приработки поверхность поршня имеет специальный профиль.
Головка поршня цилиндрическая, днище – плоское с четырьмя цековками под клапаны, которые предотвращают касание (удары) о днище поршня тарелок клапанов при нарушении фаз газораспределения, вызванном, например, обрывом цепи привода распределительных валов.
Юбка поршня мотора ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь овальная в поперечном сечении и бочкообразная в продольном.
Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца (величина овальности – 0,514–0,554 мм).
Наибольший диаметр юбки поршня располагается на 8 мм ниже оси поршневого пальца. Ось отверстия под поршневой палец немного смещена от оси симметрии поршня в правую (по ходу автомобиля) сторону для уменьшения шума от перекладывания поршня от одной стенки гильзы к другой при изменении направления движения поршня (вверх – вниз).
Поэтому, чтобы поршни работали правильно, они должны быть установлены в цилиндры в строго определенном положении. Для этого на одной из бобышек поршня имеется надпись «ПЕРЕД».
В соответствии с этой надписью поршень указанной стороной должен быть обращен к передней части двигателя.
Для подбора поршней к цилиндрам - при сборке двигателя ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь поршни разбиваются на пять размерных групп по наружному диаметру юбки (номинальный размер):
А – 95,488–95,500;
Б – 95,500–95,512;
В – 95,512– 95,524;
Г – 95,524–95,536;
Д – 95,536–95,548 мм.
Группа поршня клеймится на его днище.
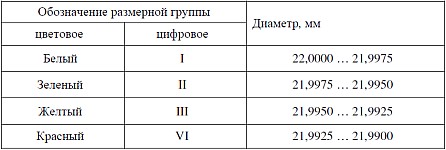
По диаметру отверстия под поршневой палец поршни ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь подразделяются на четыре размерные группы, которые маркируются краской на бобышках поршня:
1 – белая (22,0000–21,9975 мм);
2 – зеленая (21,9975–21,9950 мм);
3 – желтая (21,9950–21,9925 мм);
4 – красная (21,9925–21,9900 мм).
Метки группы отверстия под палец могут также быть нанесены на днище поршня римскими цифрами, при этом каждой цифре соответствует свой цвет (I – белый, II – зеленый, III – желтый; IV – красный).
Размерные группы подобранных поршней и поршневых пальцев должны совпадать.
На цилиндрической поверхности головки поршня двигателя ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь проточены три канавки под поршневые кольца: в двух верхних установлены компрессионные кольца, а в нижней – маслосъемное.
Компрессионные кольца препятствуют прорыву газов из цилиндра в картер двигателя и способствуют отводу тепла от поршня к цилиндру. Маслосъемное кольцо удаляет излишки масла со стенок цилиндра при движении поршня.
Компрессионные поршневые кольца ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь отлиты из чугуна.
Верхнее компрессионное кольцо работает в наиболее тяжелых условиях (при высоких температуре и давлении, а также при недостатке смазки).
Для увеличения износостойкости кольцо имеет бочкообразный профиль, а его наружная поверхность, прилегающая к цилиндру, покрыта слоем пористого хрома.
Нижнее компрессионное поршневое ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь кольцо в поперечном сечении несиммметричное – на его внутренней поверхности выполнена выточка, которая должна быть направлена вверх при установке кольца на поршень.
Нарушение этого условия вызывает резкое возрастание расхода масла и дымление двигателя. Для улучшения приработки рабочая поверхность нижнего компрессионного кольца покрыта слоем олова или кольцо полностью фосфатировано.
Маслосъемное кольцо сборное, состоит из двух стальных дисков и одного двухфункционального расширителя. На части двигателей устанавливалось чугунное маслосъемное кольцо с пружинным расширителем. Высота компрессионных колец – 2,0 мм, маслосъемного – 5,0 мм.
Номинальный зазор по высоте между поршневыми кольцами и канавками в поршне (можно измерить набором щупов) должен составлять: 0,050–0,087 мм – для компрессионных колец и 0,065–0,115 мм – для маслосъемных колец. Замок колец – прямой.
Поршневые пальцы двс ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Собольстальные, трубчатого сечения, плавающего типа.
Палец свободно вращается в бобышках поршня (зазор или натяг 0,0025 мм)и втулке верхней головки шатуна (зазор 0,0045–0,0095 мм), от выпадения зафиксирован двумя стопорными пружинными кольцами, расположеннымив проточках бобышек поршня.
Номинальный наружный диаметр пальца – 22 мм. Чтобы предупредить стук пальцев, их подбирают к поршням с минимальным зазором, допустимымпо условиям смазки.
Для удобства подбора поршневые пальцы двс ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь (по наружному диаметру) разбивают на четыре размерные группы, которые маркируются краской:
1 – белая (22,0000–21,9975 мм);
2 – зеленая (21,9975–21,9950 мм);
3 – желтая (21,9950–21,9925 мм);
4 – красная (21,9925–21,9900 мм).
Для обеспечения динамической уравновешенности двигателя суммарная масса комплектов, устанавливаемых в каждый цилиндр, – поршень, поршневой палец, кольца и шатун – не должна различаться более чем на 10 г.
Как правильно установить поршневые кольца змз 406
В России и за рубежом появилось много фирм, которые делают заказные запчасти. Как полностью проектируя с нуля, так и по «образцу». Когда народ подходит к расточке двигателей змз, у некоторых, появляются хорошие правильные мысли. А может поставить другие поршни? Или литые под заказ, а может и на ковку замахнуться. Но все упирается вопрос, с чего начать? Где та русская печка, от которой надо плясать. Исходя из многолетней практики, я предлагаю рассмотреть как пальцы змз 406, так и шатун 406, 405, 409 на предмет грамотной доработки.
Теория

замеры диаметра до микронов
Когда вы обратитесь в фирму делающие поршни под заказ, вас попросят точный размер пальца. Причем если фирма серьезная, то попросят или прислать живьем, или дать размер с точностью до тысячных. Если не серьезная, то попросят размер до одной сотки или вообще спросят, от какого производителя будет палец шатуна, и под него будут делать заказ. Но это не очень правильно. Не секрет, что понятие номинал, у всех фирм разное. У кого-то это абсолютный ноль и палец будет по диаметру до тысячных в нулях, а у кого-то предполагается «небольшой плюс или минус». Ну и конечно ни в коем случае не надо забывать про элементарное русское раздолбайство. Когда делаются пальцы шатунов, технология примерно следующая: делается заготовка, термообработка, финальная шлифовка. Никто не делает десять пальцев, это завод, поэтому делаются большие партии. У шлифовщиков и токарей ЧПУ, есть понятие, сделать партию «на одной заточке». Что это значит? И резец, и сверло и шлифовальный круг «садятся и тупятся». И размер первой детали из партии, и тысячной будет совсем не один и тот же. Вернемся к нашим баранам, то есть к пальцам шатунов. Три четверти партии, будут из одной группы, а когда шлифовальный круг «подсел», последняя четверть может попасть уже в другую размерную группу. Поэтому размеры пальцев на этапе проектирования, надо контролировать очень тщательно.
Рис. 1.62. Определение массы головок шатунов с помощью весов
При удалении материала масса головок шатуна не должна выходить из следующих пределов: поршневой (m1) – 211-217 г, кривошипной (m2) – 679-688 г (рис. 1.62).
Смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна. Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом: надпись «FRONT» (перед), расположенная на наружной стороне бобышки под палец и выступ А на кривошипной головке шатуна должны быть направлены в одну сторону (рис. 1.63).
Крышка шатуна должна быть установлена на шатун так, чтобы уступ Б на крышке шатуна и выступ А на кривошипной головке или выбитые на боковой поверхности крышки и кривошипной головки номера цилиндров или пазы под вкладыши располагались с одной стороны (рис. 1.63).
Пальцы змз 406, 405, 409
В настоящий момент времени, кто только не делает запчасти. В частности, пальцы змз 406 делают как минимум 4-5 производителей. Заводской артикул детали 406100402004. Введем данный номер на каком-нибудь портале запчастей, типа «Зизиста». Что видим? ЗМЗ зеленые, ГАЗ (ОАО ЗМЗ), СТК красные (Самара), Мотор Деталь (Кострома), БОН (не к ночи помянут). На конвейер поршневую группу сейчас поставляет . Это корейский производитель, хорошего уровня, который поставляет запчасти двигателя на конвейеры Hyundai и Kia. Пальцы змз 406 тоже можно найти отдельно. Но мне больше нравится продукция Мотор Деталь (Кострома). Если брать упаковку пальцев и шатун 406, 405, 409 в фирменных коробочках ЗМЗ, после промеров, ВГШ реже требует ремонта. Чаще требуется просто «правка». А это значительно дешевле.

пальцы змз, Мотордеталь
Общие сведения
Данный движок это измененный под инжекторную систему впрыска карбюраторный ЗМЗ-406. В современном мире употребляется движок 405 «Евро-3». Это позволило выйти на новый уровень продаж, так как мотор было разрешено устанавливать на авто зарубежного производства.
Также существует движок 405 («Газель»), который устанавливается лишь на грузовые и пассажирские авто. Модель имеет каталожный номер 405.020. Этот мотор настроит больше на развитие тяговой мощности, чем на скоростные свойства.
Ремонтировать двигатель 405 довольно легко. Его конструкция проста, а замена запасных частей не составляет труда. Проблему может создать блок цилиндров и коленчатый вал, которые нужно растачивать.
Распишем основные манипуляции, которые стоит проводить при капитальном ремонте 405-го мотора:
- Разборка.
- Диагностика состояния силовых агрегатов и деталей. Определение необходимых операций и запасных частей .
- Закупка всех необходимых деталей и запчастей.
- Проточка и подгонка коленчатого вала под размер новых вкладышей.
- Расточка-хонинговка блока цилиндров.
- Замена деталей в ГБЦ, шлифовка плоскостей и опрессовка на предмет трещин.
- Мойка всех деталей.
- Начальная сборка и определение дополнительных запчастей и материалов.
- Окончательная сборка.
Зачастую при установке коленчатого вала его следует балансировать, для этого покупается новое сцепление, поскольку совершать эту операцию на старом нет смысла.
Многие автолюбители захотели воспользоваться возможностью тюнинга. Таким образом, двигатель 405 подвергался модификациям. Рассмотрим, что же можно сделать для модернизации:
- Замена ГБЦ. Конечно, тяжело будет найти такую, но компания JP разработала похожую головку блока под тюнинг, которую можно установить вместо стандартной.
- Инжектор (двигатель 405). Полная замена системы впрыска позволит увеличить немного мощность, но при этом расход топлива станет в пределах 15 л/100км, а это понравится не каждому владельцу.
- Замена выпускного коллектора и системы выхлопа. Конечно, можно заменить всю систему, но при этом стоит сделать точный расчет на это усовершенствование.
- Расточка поршневой. Длительный процесс и не всегда эффективный. Увеличения размера поршня с 95,5 до 98 мм позволит добавить 20 %.
Все эти улучшения уменьшают моторесурс двигателя на 30 %, что, соответственно, приведет к скорому капитальному ремонту. Профессиональные гонщики советуют проводить такие операции в тюнинг-ателье, где специалисты сделают все расчеты и улучшат характеристики мотора без ущерба состоянию и потери ресурса.
Двигатель ЗМЗ-405, разработан на базе 406-го мотора и отличается диаметром поршня (увеличен с 92 до 95.5 мм), высота блока цилиндров одинаковая, межцилиндровые перемычки стали тоньше, появились прорези для охлаждения (на блоке Евро-3 моторов их нет), шатуны остались такие же, В остальном, мотор остался прежним, за счет возросшего объема увеличилась мощность на 7 л.с.
Модификации двигателя ЗМЗ 405
1. ЗМЗ 4052.10 — основной мотор. Используется на автомобилях Волга и Газель.2. ЗМЗ 40522.10 — аналог 4052.10, соответствует экологическим нормам Евро-2. Используется на автомобилях Газель и Волга.3. ЗМЗ 40524.10 — аналог 40522.10, соответствует экологическим нормам Евро-3.
Используется на легковых автомобилях Волга.4. ЗМЗ 40525.10 — аналог 40522.10, соответствует экологическим нормам Евро-3. Используется на грузовых автомобилях Газель.5. ЗМЗ 4054.10 — турбо версия 405, стальной коленвал, кованая поршневая, интеркулер, СЖ 7.
Неисправности двигателей ЗМЗ 405
Неисправности 405-го волговского двигателя абсолютно полюностью повторяют проблемы ЗМЗ-406, все те же проблемы с маслом под клапанной крышкой, ибо их отличия минимальны. О плюсах и минусах ЗМЗ-406 читаем ЗДЕСЬ.
Форсирование ЗМЗ 405.Турбина.Компрессор
Варианты увеличения мощности ЗМЗ-405 ничем не отличаются от ЗМЗ-406, о них можно прочитать во вкладке «Тюнинг» вот ТУТ. Стоит заметить, что на волговском/газелевском моторе строить мощные атмосферники, на злых распредвалах, 4-х дросселях не стоит, это пустая трата денег и времени.
Самый правильный тюнинг ЗМЗ это турбо. Хорошо собраный турбо 405-й даст более (а иногда и сильно больше) 300 л.с., чего атмосферник не выдаст ни при каких настройках.Стоит отметить, что под постройку турбо корча, блок Евро-2 не годится, он ослаблен прорезями между цилиндрами, ваш выбор более свежие блоки, под Евро-3 (40524.10 и 40525.10).
РЕЙТИНГ ДВИГАТЕЛЯ: 3
Шатун 406, 405, 409
Заводской артикул детали 406100404501. Если двигатель стоит на машине, вариантов особых нет. Мало находится людей, которые лезут в работающий двигатель. Но если речь идет о «постройке двигателя», то штатный шатун — это не более чем полуфабрикат. Первый момент – это диаметр ВГШ (верхняя головка шатуна), второй – это его масса в совершенно ненужных местах и третий – это приведение к центру масс. Про подход к ремонту ВГШ я рассказал в предыдущем абзаце. Про то как правильно облегчить шатун 406 на ЧПУ, вообще была посвящена отдельная статья. Остался третий пункт с таинственным названием – приведение к центру масс. Не путайте данное действо с развесовкой по массе, это суть разные вещи. Итак, балансировка шатунов или приведение к центру масс, это операция, по подгону на весах верхних и нижних головок шатуна. Зачем это нужно, мы поймем, если доведем ситуацию до абсурда. Представим рядную четверку. Допустим масса каждого шатуна будет 300 грамм. Только у первого шатуна она будет в основном на нижней головке в виде нижнего отлива, у второго будет «корона» на ВГШ, у третьего будет утолщение в середине, а четвертый будет нормальный. Я думаю, что данный двигатель будет работать и на холостом ходу и даже на небольших рабочих оборотах. Яркое доказательство, этого утверждения, это двигатели ЗМЗ 402 и его клон УМЗ. Расколбас этих моторов очень сильный, однако «конструкторы» нашли выход и повесили такой маховик по массе (13кг), который сглаживает все на свете своей инерционностью. Но если на таком моторе «дать гари», то последствия диких вибраций не заставят себя долго ждать, от выдранных подушек двигателя, до трещин и разрушения коленчатого вала. Процесс правильного приведения к центру масс достаточно длительный и кропотливый, он многократно описан на просторах интернета, поэтому я не буду делать это еще раз. Ради справедливости замечу, что после облегчения шатунов на ЧПУ, они становятся значительно лучше в плане балансировки, нежели заводские стандартные изделия. И если в стандарте даже приливы снизу и сверху визуально разные, то после ЧПУ иногда приходится только подравнять разницу, связанную с неоднородностью литья.

конечный результат
Резюме. Теперь когда у нас на руках есть данный комплект, мы можем смело отправлять производителю поршней, пальцы змз 406, 405, 409 и говорить, чтобы посадочное место в поршне делали по ним. После прихода поршней от изготовителя, мы развешиваем их с кольцами до 2гр. Шатун 406, 405, 409 при этом уже не трогаем. После данных операций мы получаем очень неплохую связку поршень-шатун-палец.
Ремонт
Ремонтировать двигатели УМЗ и Cummins автолюбители предпочитают самостоятельно. Это экономит средства, но не всегда оправдывается, поскольку движок производства Камминз рекомендуется обслуживать и ремонтировать в автосервисе у специалистов. Рассмотрим, ремонты для разных типов двигатель Газель Бизнес.
Ремонт моторов УМЗ
Ремонт бензиновых движков УМЗ делается намного легче и проще, чем дизельного варианта. Так, самыми распространёнными мелкими неисправностями является троение и загрязнённость элементов подачи воздуха, и топлива. Поэтому рекомендуется вовремя менять топливный и воздушный фильтры, а также следить за состоянием свечей зажигания и форсунок.
Капитальный ремонт делается типично, как и для всех моторов производства Ульяновского моторного завода. Цилиндры силового агрегата можно расточить до ремонтных размеров 100,5 мм, 101,0 мм и 101,5 мм. Последующие расточки могут ослабить стенки блока и привести к образованию трещин, а поэтому далее идёт гильзовка блока.
Головка блока цилиндров перебирается полностью. В процессе проведения капитального ремонта меняются направляющие втулки, клапаны, сёдла и проводится диагностика состояния распределительного вала. Клапаны устанавливаются ремонтные с увеличенной ножкой до +0,03 и +0,06.
Ремонт Cummins
Необходимо начать с того, что двигатель Камминз очень неприхотлив к топливу. Это стало доступно благодаря новой, модернизированной системе очистки топлива. На силовом агрегате установлена новая система подачи горючего CommonRail. В данном случае, топливо подаётся непосредственно в камеру сгорания под высоким давлением.
Капиталить мотор самостоятельно не просто, поскольку реставрация многих деталей требует наличия спецоборудования. Ресурс двигателя составляет 500 000 км, но как показывает практика, большинство автомобилистов относиться к обслуживанию небрежно, и вынуждена делать капитальный ремонт спустя 350+ тыс. км.
Ремонтные размеры коленчатого вала, которые применяются — 0,25 мм, 0,50 мм и 0,75 мм. В дальнейшем расточку не рекомендуется делать, поскольку металл теряет твёрдость и ослабляется, что может привести к разрыву запасной части внутри силового агрегата. Это может привести к тому, что двигатель придётся сменить на новый.

Тюнинг двигателя змз 406 своими руками
Головка блока поддаётся переборке полностью. При этом меняются клапаны, направляющие втулки и седла. Следуя американскому опыту, лучше всего не выбивать старые направляющие втулки, а установить бронзовые втулки K-line, которые ставятся внутрь изделий. Это позволяет не проводить постоянную расточку направляющих втулок и при последующих ремонтах, просто заменять бронзовые гильзы.
Особенности зубчато-пластинчатой цепи ЗПЦ:
считается скоростной цепью с наименьшей из всех цепей кинетической массой,ЗПЦ
меньше препятствует быстрому набору оборотов двигателя, способна перемещаться с большей скоростью и выдерживать большие нагрузки, чем втулочные цепи. Но эта цепь рассчитана на равномерные нагрузки без рывков, необходимо, чтобы в комплекте с зубчато-пластинчатыми цепями стояли качественные правильно подобранные гидронатяжители. Одной из причин быстрого выхода
ЗПЦ
из строя является ухудшение работы гидронатяжителя из-за его засорения, что быстро сказывается на состоянии
ЗПЦ
.
имеет слабый демпфирующий эффект из-за жёсткого характера контакта со звёздочками, близкого к зубчатой передаче. При заходе на звездочку клещевые захваты звеньев цепи захватывают зубы звездочки и отпускают зубы при сходе со звездочки
При таком способе зацепления звёздочек сЗПЦ особенно важно следить за неравномерным вытягиванием цепи. При ослаблении натяжения цепиЗПЦ «съезжают» по зубьям звездочки, вплоть до расцепления ВСЕХ зубьев со звездочкой, и уж если перескакивают, то не на один-два зуба, а до целого оборота коленвала
Нередко перескакиваниеЗПЦ происходит на пробеге до 20 000 км.
На зубьях штатных звездочек двигателей ЗМЗ-40905 Евро-4 остаются следы от клещевых захватов звеньев ЗПЦ
. Возможно, шестерни звёздочек должны иметь большую или такую же твёрдость, как иЗПЦ,
Поршень двигателей ЗМЗ-402, ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, общие сведения, размеры и маркировка.
Поршень 53-1004015 для двигателя ЗМЗ-402, общие сведения, маркировка.
Поршень 53-1004015 диаметром 92 мм применяется для четырех цилиндровых двигателей семейства ЗМЗ-402 рабочим объемом 2.5 литра и для восьми цилиндровых двигателей семейства ЗМЗ-511 рабочим объемом 4.25 литра. Маркировка размерных групп по диаметру поршня наносится на днище поршня.
Поршень изготовлен из специальных многокомпонентных алюмиево-кремнистых сплавов АК12ММгН легированных хромом, магнием, никелем, медью, цинком, оловом. Это обеспечивает его высокую жаропрочность, износостойкость в тяжелых условиях работы и низкий коэффициент линейного расширения.
Бочкообразный вертикальный профиль и овальный горизонтальный профиль поршня обеспечивает требуемые равномерные зазоры в паре гильза-поршень во время температурных расширений в процессе работы двигателя, что позволяет обеспечивать стабильные эксплуатационные характеристики двигателя в процессе всего срока эксплуатации.
Маркировка поршня 53-1004015.

Маркировка под поршневой палец.

Поршень 406.1004015 для двигателя ЗМЗ-406, общие сведения, размеры и маркировка.
Поршень 406.1004015 диаметром 92 мм применяется для четырех цилиндровых 16-ти клапанных двигателей семейства ЗМЗ-4062.10, ЗМЗ-4063.10 рабочим объемом 2.3 литра. Кроме стандартного размера в 92 мм изготавливаются поршни ремонтных размеров 92.5 мм и 93.0 мм. Поршень сделан из сплава АК12ММгН, обладающего высокой твердостью и стабильностью механических свойств при высоких температурах работы двигателя.

В конструкции поршня применена стальная терморегулирующая вставка, исключающая повышенный нагрев юбки поршня, что обеспечивает стабильность геометрических параметров даже в самых экстремальных условиях эксплуатации автомобиля.
Верхняя часть головки поршня имеет шесть кольцевых канавок треугольной формы глубиной 0.35 мм для создания лабиринтного уплотнения, это снижается прорыв газов, тем самым разгружаются поршневые кольца от газовых сил, что позволяет улучшить характеристики двигателя.

Юбка поршня имеет бочкообразный вертикальный профиль и овальный горизонтальный профиль, это обеспечивает оптимальный зазор пары цилиндр-поршень при повышенной температуре, снижает потери на трение.
Диаметр головки поршня 406.1004015 занижен до 91.45 мм у стандартного поршня, и до 91.95 мм, 92.45 мм у ремонтных размеров соответственно. Это связано с тем, что температура головки поршня всегда выше чем юбки, и головка расширяется сильнее, чем юбка.
Маркировка размерных групп наносится на днище поршня ударным способом. Поршни 406.1004015 стандартного и ремонтных размеров по диаметру юбки разбиваются на пять размерных групп с допусками, мм :
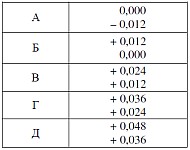
По диаметру отверстия под поршневой палец поршни 406.1004015 разбиваются на четыре размерные группы :
Поршень 409.1004015 для двигателя ЗМЗ-409, общие сведения, размеры.
Поршень 409.1004015 диаметром 95.5 мм применяется для четырех цилиндровых 16-ти клапанных двигателей семейства ЗМЗ-409.10, ЗМЗ-4092.10 рабочим объемом 2.7 литра. Кроме стандартного размера в 95.5 мм изготавливаются поршни ремонтных размеров 96.0 мм и 96.5 мм.

Диаметр головки поршня занижен до 94.85 мм у стандартного поршня, до 95.35 мм и 95.85 мм у ремонтных размеров соответственно. Это сделано в связи с тем, что температура головки поршня всегда выше, чем юбки, и головка расширяется сильнее, чем юбка.
Поршень 405.1004015 для двигателя ЗМЗ-405, общие сведения.

Поршень 405.1004015 применяется для четырех цилиндровых двигателей семейства ЗМЗ-40522.10, ЗМЗ-40524.10, ЗМЗ-40525.10 рабочим объемом 2.5 литра. Он аналогичен поршню 409.1004015, но имеет меньшую глубину камеры сгорания в днище поршня.
Читайте также: