
Клапан подачи газа для сварочного полуавтомата
Обновлено: 14.05.2024
Skoda Octavia ТЕПЕРЬ и RS и 4x4 › Бортжурнал › Доработка сварочного полуавтомата — подаем газ
Всем привет!)
Как и обещал — публикую отчет о доработке дешманского полуавтомата.
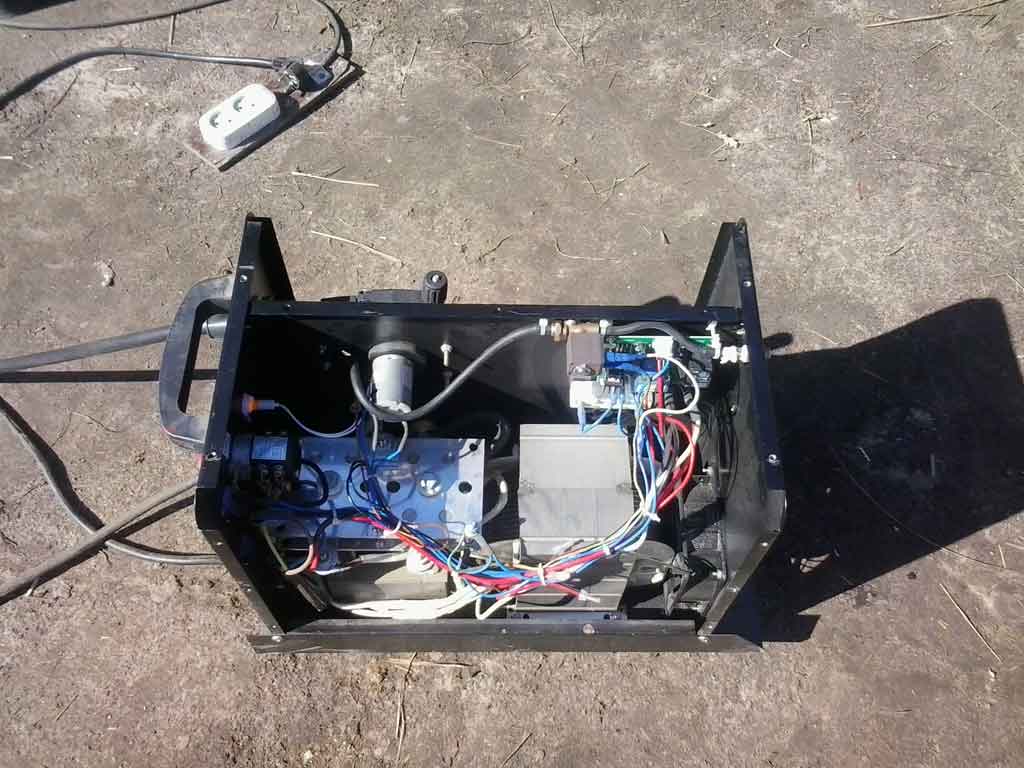
Это мегабюджетный аппарат под флюсовую проволоку 0,6-0,8мм без подачи газа. Флюсовая проволока как всем известно очень дорогая, качество ее как повезет, а масса наплавляемого металла в 1,5 раза ниже против обычной(читай расход выше). А еще у этого аппарата даже наконечники редкие и дорогие… Поскольку денег на приличный аппарат нет — решил допилить этот — поменять горелку и добавить газку.
Для переделки потребуется
Горелка — урвал по случаю(новую) — стандартная под евроразъем с газовым каналом
Евроразъем — ответная часть под горелку
Клапан электрический — подойдет от ВАЗ 2109 — клапан омывателя — его ставят с завода в отечественные аппараты, а в ремонте ставят в импортные =)
Реле — тоже от ВАЗа
Баллон — я взял 2 по 5кг — очень мобильно получается
Редуктор на баллон
Газовый шланг от редуктора к аппарату
Соединительные фитинги
У данного аппарата горелка и рукав не отсоединяются от корпуса — рукав закреплен в подающем механизме. Выкручиваем и вытаскиваем рукав, силовой провод отрезаем с запасом.
Примеряем евроразъем к месту установки — напротив подающего механизма.
Из ответки(разъема) выходит направляющая трубка для проволоки — ее надо закрепить в подающем механизме — в том месте где крепился рукав старой горелки. Снимаем подающий механизм
теперь трубку можно закрепить.
Далее надо прикрепить силовой провод к разъему — для этого я использовал медный луженый наконечник под 10 квадратов на М12 и гексагональные пресс-клещи.
Крепим разъем на корпусе исходя из положения в подающем механизме.
Далее про подключении клапана газа и подачи проволоки.
У этого автомата подача запитана напрямую от силового транса через регулятор — дуга горит — скорость стабилизируется. 12в нужных для клапана нет, питать от силового я решил, что не стоит. Поставил дополнительный трансформаторный БП на 12В 0,5А — под руку попался. Раньше подача управлялась одним проводом — кнопка в горелке замыкала цепь на силовой в горелке и редуктор включался. Теперь эту цепь замыкает автореле от ВАЗ. Параллельно реле включен клапан газа, они подключены к 12В БП через кнопку на горелке.
Проверил — все работает. Клапан открывается, подача включается.
Варить само собой в таком виде еще не пробовал — не хватает еще одного фитинга под газ — закрепить на корпусе полуавтомата для подключения баллона с углекислотой.
P.S.
Я знаю, что этот аппарат гуано, можно не говорить.
Советы по делу приветствуются.
Всем хорошего настроения!)
Skoda Octavia 2006, двигатель бензиновый 1.8 л., 180 л. с., полный привод, механическая коробка передач — электроника
Машины в продаже

Skoda Octavia, 2006

Skoda Octavia, 2007

Skoda Octavia, 2009

Skoda Octavia, 2008
Комментарии 42
Гамно- гамном, а с углекислотой на переменке варит отлично.Х.з. как это объяснить, то-ли сеть у нас другая, то-ли что…но варит…сучёк.Есть ещё контур-150(инверторный), так с тем морока, а с этим никаких проблем.
Клапан газа от омывателя не заедает?
Не, мне его порекомендовали в сервисе по ремонту сварочных аппаратов официальном. Типа он лучше китайского оригинального который плавится от долгой работы
Обьясните пожалуста подробно куда что какой провод
На китайский МИГ 195 поставил рукав фирмы Binzel.Родной дроссель викинул нафик.Смотал самоделнный на сердечнике (180-100-60мм)от трасформатора 12 волт.Такие примениалис для мобильного освещения.Мотал медной шиной от стартера Камаза или комбайна Нивы сколь влезло.Один конец сердечника пропилил болгаркой и поставил гетинаксовую прокладку 1-3мм экспериментальным путем и пропитал лаком пф.А с газом повозился.Моторчиком подачи проволоки управляет тиристор КУ 203.Поставил параллельно еще один, думал будет уравлять клапаном газа.Ничего неполучилось-моторчик засвистел на все обороты.Поступил иначе.Нашол трансформатор ТВК 110 или ТВЛ 110 и подключил к питанию главного трансформатора.Из вторичной обмотки ТВК 110 взял 12 волт и подключил к клапану газа(от сзиженного газа автомобилей легковых или грузовых через мостик выпрямитель от старого телевизора (диоды Д226БВ.Клапан по ребляет 8 вт.К клапану газа параллельно подключил китайский конденсатор 22000 мкф 63в(там ни 10000мкф нет).Но 2200мкф нигего нидает.Тепер газ подается одну полторы секунды после выключения тока и остановки проволоки.Теперь на макс 1-2 варит даже очень-то неплохо.Еще было бы хорошо ведущий ролик подперет сверху маленким подшипником на тугой пружине.Но такие переделки много стоит если все покупать и много времени отнимает.
Привет, сможешь все подробно разжевать про установку реле на подачу газа?
питание — кнопка — клапан омывателя — больше ничего нет
а запитать релюшку от моторчика подачи проволоки не получится?
моторчик запитан через регулятор оборотов, который в свою очередь питается от сварочного транса — напряжение на нем меняется.
ага, понял.значит в любом случае надо ставить трансформатор 220В/12В…любой в принципе должен подойти?лежит просто от колонок китайских как раз 220/12в
Не надо лепить лишнего. Берешь"+" с силового, покупаешь на рынке радиодеталей переменный резистор 25 или 50 Ват (примерно 10 ком) и диодную сборку и собираешь схему подачи на моторчик. Проще уже некуда.
моторчик запитан через регулятор оборотов, который в свою очередь питается от сварочного транса — напряжение на нем меняется.
привет!
пришлось менять на telmig 180/2 горелку на евро, столкнулся с проблемой отсуствия клапана, быстро прочитал про этот клапан, купил, приколхозил, питание на него взял с проводов, идущих на моторчик подачи проволоки, потестил не собирая всё, газ включается, отключается, всё хорого, но когда собрал до конца столкнулся с тем, что при нажатии на кнопку на горелке клапан не сразу открывается и не закрывается вообще… что делать?
Углекислотный клапан - доработка трансформаторного полуавтомата
У старых трансформаторных полуавтоматов есть одна беда – клапан подачи углекислоты.
При интенсивной и продолжительной работе эти клапаны очень часто выходят из строя, бывает, что начинают подклинивать прямо в процессе сварки или, начинают самопроизвольно травить углекислоту.
Для лечения этой «болезни» есть только один способ – пересадка органа, а точнее установка клапана от газового оборудования автомобиля. Как это сделать, смотрите ниже в видео.
Надеюсь, из этих видео сюжетов вы возьмете для себя лучшее, добавите что-то свое и станете истинными мастерами кузовного ремонта.
Удачи вам! С уважением, Сергей.
Добавить комментарий
Добавляя комментарий Вы соглашаетесь с Политикой конфиденциальности.
Разделы сайта
Блог автомастера
Статьи по меткам
Читаем еще по теме
- Расходники для кузовного ремонта и работы со сваркой. Кузовной ремонт на видео 6.
- Споттер из сварочного аппарата своими руками.
- Как сделать пуллер для споттера своими руками.
- Как выбрать сварочный аппарат инвертор для гаража?
- Как выбрать сварочный аппарат для гаража?
Самые читаемые
- Ремонт и перетяжка передней панели (торпедо) искусственной кожей.
- Как выбрать краскопульт для покраски авто? Основные критерии выбора и покупки.
- Как выбрать воздушный поршневой компрессор для гаража.
- Как вклеить лобовое стекло автомобиля своими руками?
- Дефекты возникающие при покраске автомобиля
Последние публикации
- Когда менять тормозные колодки?
- Автосканер ELM327
- Неисправность газовой форсунки
- ГБО для авто с прямым впрыском
- Автомагнитолы с bluetooth
Заходите на наш форум

Этот веб-сайт использует собственные и сторонние файлы cookie для анализа и улучшения своей работы.
Продолжая просматривать его, вы принимаете правила его использования. Подробнее.
Политика конфиденциальности персональных данных
Политика конфиденциальности персональных данных
Настоящая Политика конфиденциальности применяется только к сайту "Сам Автомастер".
Сайт гарантирует, что не приведет к повреждению компьютера Пользователя или заражению его вирусами.
Идентификация посетителей
Электронная почта
Персональные данные, разрешённые к обработке в рамках настоящей Политики конфиденциальности, предоставляются Пользователем путём заполнения контактной формы, формы заказа и формы добавления комментариев на сайте и может включать в себя следующую информацию:
- ФИО Пользователя;
- Адрес электронной почты (e-mail);
- Почтовый индекс и адрес;
Куки (Cookie)
Когда Пользователь посещает сайт, на его компьютер отправляются один или несколько файлов cookie.
Это небольшой файл, в котором содержатся наборы символов и который позволяет идентифицировать браузер Пользователя.
Мы используем файлы cookie, чтобы повысить качество своих услуг путем сохранения пользовательских настроек и отслеживания тенденций в действиях пользователей, например, при выполнении поиска или показа рекламы. Большинство браузеров изначально настроены так, чтобы принимать файлы cookie, однако Пользователь может полностью запретить использование файлов cookie или настроить показ уведомлений об их отправке. Однако без файлов cookie некоторые функции сайта могут работать некорректно.
Протоколирование
При каждом посещении сайта наши серверы автоматически записывают информацию, которую браузер Пользователя передает при посещении веб-страниц. Как правило эта информация включает запрашиваемую веб-страницу, IP-адрес компьютера, тип браузера, языковые настройки браузера, дату и время запроса.
Ссылки
На этом сайте ссылки могут быть в таком формате, который позволяет отслеживать, пользуются ли ими посетители. Эта информация используется для повышения качества нашей рекламы.
Изменения в политике конфиденциальности
Администрация сайта вправе вносить изменения в настоящую Политику конфиденциальности без согласия Пользователя.
Новая Политика конфиденциальности вступает в силу с момента ее размещения на сайте Сам Автомастер, если иное не предусмотрено новой редакцией Политики конфиденциальности.
Все предложения или вопросы по настоящей Политике конфиденциальности следует сообщать Администрации сайта через страницу КОНТАКТЫ.
Клапан электромагнитный для сварочного полуавтомата
В общем история такая.Сгорел у меня рукав на аппарате Telvin, рукав не съемный с механическим клапаном подачи углекислоты.В гараже у друга валялся Циклон со сгоревшей схемой управления и в отсыревшем состоянии.Решил я поставить полностью с него рукав, и в общем то все нормально получилось если бы не фокус с электроклапаном подачи кислоты, суть в том что за неимением штатной проводки для его установки я приделал его к двигателю подачи проволоки, но он почему то не работает в момент работы двигателя и в чем секрет я не догадался, клапан на 12 v.Если кто сталкивался, подскажите.
Так надо замерить было сначала напряжение на моторе. Если там мотор постоянного тока, то когда он настроен на маленькие обороты, на нём будет маленькое напряжение, и клапану его не хватит чтобы открыться. Но на нём могло быть и слишком большое напряжение, и клапан мог уже сгореть.
Нельзя так делать. Во-первых ничего не замерив, во-вторых из-за регулировки оборотов мотора, даже если там постоянный ток и около 12 вольт, то клапан либо будет греться или вообще сгорит с большой подачей, либо не будет открываться с маленькой.
Да знаю что накорявил, но увы в электрике не особо шарю.Клапан точно жив, я его проверил после, а двигатель и вправду настроен на маленькое напряжение по всей видимости.А куда в таком случае лучше подключить клапан?
Надо замерять, где можно взять 12-15 вольт. Возможно, на схему регулировки подаётся 12 вольт, а после схемы уже выходит отрегулированное напряжение на мотор. И можно взять эти неотрегулированные 12 вольт и они всегда там будут такие. Но это далеко не факт, что оно так окажется. Может выключатель подачи оказаться после схемы регулировки, тогда она постоянно будет включена, или напряжение может быть не то…
В общем в свежекупленном сварочном полуавтомате
от ПДГ-185 в комплектации РБР (встроенная горелка Binzel),
сразу же обнаружились проблеммы 🙁
При давлении СО2 начиная от 0,2 МПа и выше,
клапан газа однажды открывшись, не закрывается вообще.
При низком давлении все Ок.
По договоренности с фирмой поставщиком,
попытался заменить клапан сам (клапан стеклоомывателя ВАЗ 2108),
но замена результата не дала.
Однако был замечен следующий эффект.
Если на выход клапана не подключать рукав с горелкой,
то клапан нормально закрывается при рабочем давлении
в системе 0,3-0,5 МПа .
Попытался продуть рукав (ртом) и обнаружил очень
большое сопротивление.
Т.е. даже со снятым наконечником воздух шел,
но уж очень неохотно (ну уж никак не соответствуя
диаметру входной трубки).
Какие могут быть идеи на этот счет ?
Отчет и благодарности 🙂 Вчера вечером опять игрался с аппаратом.
При давлении 0,5 Атм через рукав газ почти не шел 🙁
Но в результате многочисленных ужимок и прыжков
(при выкрученном сопле) из рукава вылетела какая-то
х..ня и довольно больно ударилась мне в ладонь .
После чего газ пошел как положено.
Найти ее к сожалению не удалось, так как она
отскочила от ладони и куда-то улетела.
Хотя было-бы очень интересно узнать, что там было (!)
После этого аппарат стал нормально работать при
положенном давлении в 0,5 Атм.
Выражаю благодарность все, принявшим участие
в решении моей проблеммы.
И будьте бдительны, отечетвенный производитель не спит 🙂
Так сложилось, что я стал владельцем TEMP MIG 190R, полуавтомат довольно надежный, хотя и есть некоторые недостатки. Поговорим о них.

Первый из существенных недостатков, который был обнаружен это — плохая подача проволоки , точнее нестабильная подача, проволока заедала, варить было очень сложно. Причина плохой подачи — пластмассовый корпус роликов подачи, он не фиксировал надежно кожух, по которому идет проволока в рукаве, кожух заламывал проволоку и подача прекращалась. Вылечить удалось путем получения соосности между роликами и кожухом, таким образом, чтобы проволока после роликов прямой наводкой попадала в кожух без перегибов и изломов.

Второй недостаток, который проявился не сразу — это хлипкая не надежная горелка и такой же рукав, все сделано в Китае. Увидев и разобравшись с горелкой, я сначала обрадовался, так как она имела встроенный, механический клапан подачи газа, что довольно удобно и надежно. Но вскоре я разочаровался в этом клапане, так как он постоянно травил, а в последнее время дак и вовсе отказался перекрывать газ. При поиске в интернете мне постоянно попадались такие самые рукава, не вызывающие ни малейшей надежды. Я решил купить рукав без этого клапана и длиннее на 0,5м. Для перекрытия газа был куплен клапан-отсекатель, специальный для углекислоты по цене 11 долларов. Установка оказалась не сложной, понадобилось только два куска тонкого шланга, способного выдержать давление 0.5 — 1 атмосферу. Места соединения были проклеены белым автомобильным герметиком и обжаты стяжками. Питание электромагнитного запорного клапана подключил к питанию двигателя подачи проволоки.


Внутренности полуавтомата 2
Спасибо за подписку!

Подающий механизм и новый рукав

Клапан установлен, вверху желтого цвета
Все готово к сборке
При выборе электроклапана обратите внимание на напряжение питания, встречал клапана отсечки с 12В, 24В (такой приобрел себе), 220В.
Клапан работает более чем исправно, после переделки использовал 10 кг проволоки, газ на манометре остается на месте . Экономия на лицо. Забыл упомянуть, что я уже использовал им около 35 кг проволоки, что совесем не мало для практически домашнего использования.
Из недостатков электромагнитного клапана могу отметить лишь звук его щелчка, что ИМХО маловажно. Также первые секунды сварки после подключения полуавтомата не всегда хороши, так как газ не успевает заполнить все трубки после клапана.
Вы зададите вопрос, ну так все же идет ли полуавтомат ТЕМП для сварки кузовного метала? Я отвечу прямо — сойдет. Не для професионального использования, возможно после некоторых доработок, но поварить автомобиль им можно, тем более если бюджет на покупку сварочного аппарата не высок. Я понимаю тех людей которые скажут, что лучше взять дорогой инверторный полуавтомат и варить в удовольствие, но не всегда люди могут себе позволить потратить 300 — 400 долларов на покупку брендовой вещи. Так что смело покупайте, берите гарантию и вперед!
Клапан подачи углекислоты на сварочном полуавтомате
Клапан электромагнитный для сварочного полуавтомата
В общем история такая.Сгорел у меня рукав на аппарате Telvin, рукав не съемный с механическим клапаном подачи углекислоты.В гараже у друга валялся Циклон со сгоревшей схемой управления и в отсыревшем состоянии.Решил я поставить полностью с него рукав, и в общем то все нормально получилось если бы не фокус с электроклапаном подачи кислоты, суть в том что за неимением штатной проводки для его установки я приделал его к двигателю подачи проволоки, но он почему то не работает в момент работы двигателя и в чем секрет я не догадался, клапан на 12 v.Если кто сталкивался, подскажите.
Так надо замерить было сначала напряжение на моторе. Если там мотор постоянного тока, то когда он настроен на маленькие обороты, на нём будет маленькое напряжение, и клапану его не хватит чтобы открыться. Но на нём могло быть и слишком большое напряжение, и клапан мог уже сгореть.
Нельзя так делать. Во-первых ничего не замерив, во-вторых из-за регулировки оборотов мотора, даже если там постоянный ток и около 12 вольт, то клапан либо будет греться или вообще сгорит с большой подачей, либо не будет открываться с маленькой.
Да знаю что накорявил, но увы в электрике не особо шарю.Клапан точно жив, я его проверил после, а двигатель и вправду настроен на маленькое напряжение по всей видимости.А куда в таком случае лучше подключить клапан?
Надо замерять, где можно взять 12-15 вольт. Возможно, на схему регулировки подаётся 12 вольт, а после схемы уже выходит отрегулированное напряжение на мотор. И можно взять эти неотрегулированные 12 вольт и они всегда там будут такие. Но это далеко не факт, что оно так окажется. Может выключатель подачи оказаться после схемы регулировки, тогда она постоянно будет включена, или напряжение может быть не то…
В общем в свежекупленном сварочном полуавтомате
от ПДГ-185 в комплектации РБР (встроенная горелка Binzel),
сразу же обнаружились проблеммы
При давлении СО2 начиная от 0,2 МПа и выше,
клапан газа однажды открывшись, не закрывается вообще.
При низком давлении все Ок.
По договоренности с фирмой поставщиком,
попытался заменить клапан сам (клапан стеклоомывателя ВАЗ 2108),
но замена результата не дала.
Однако был замечен следующий эффект.
Если на выход клапана не подключать рукав с горелкой,
то клапан нормально закрывается при рабочем давлении
в системе 0,3-0,5 МПа .
Попытался продуть рукав (ртом) и обнаружил очень
большое сопротивление.
Т.е. даже со снятым наконечником воздух шел,
но уж очень неохотно (ну уж никак не соответствуя
диаметру входной трубки).
Какие могут быть идеи на этот счет ?
Отчет и благодарности Вчера вечером опять игрался с аппаратом.
При давлении 0,5 Атм через рукав газ почти не шел
Но в результате многочисленных ужимок и прыжков
(при выкрученном сопле) из рукава вылетела какая-то
х..ня и довольно больно ударилась мне в ладонь .
После чего газ пошел как положено.
Найти ее к сожалению не удалось, так как она
отскочила от ладони и куда-то улетела.
Хотя было-бы очень интересно узнать, что там было (!)
После этого аппарат стал нормально работать при
положенном давлении в 0,5 Атм.
Выражаю благодарность все, принявшим участие
в решении моей проблеммы.
И будьте бдительны, отечетвенный производитель не спит
Так сложилось, что я стал владельцем TEMP MIG 190R, полуавтомат довольно надежный, хотя и есть некоторые недостатки. Поговорим о них.
Первый из существенных недостатков, который был обнаружен это — плохая подача проволоки , точнее нестабильная подача, проволока заедала, варить было очень сложно. Причина плохой подачи — пластмассовый корпус роликов подачи, он не фиксировал надежно кожух, по которому идет проволока в рукаве, кожух заламывал проволоку и подача прекращалась. Вылечить удалось путем получения соосности между роликами и кожухом, таким образом, чтобы проволока после роликов прямой наводкой попадала в кожух без перегибов и изломов.
Второй недостаток, который проявился не сразу — это хлипкая не надежная горелка и такой же рукав, все сделано в Китае. Увидев и разобравшись с горелкой, я сначала обрадовался, так как она имела встроенный, механический клапан подачи газа, что довольно удобно и надежно. Но вскоре я разочаровался в этом клапане, так как он постоянно травил, а в последнее время дак и вовсе отказался перекрывать газ. При поиске в интернете мне постоянно попадались такие самые рукава, не вызывающие ни малейшей надежды. Я решил купить рукав без этого клапана и длиннее на 0,5м. Для перекрытия газа был куплен клапан-отсекатель, специальный для углекислоты по цене 11 долларов. Установка оказалась не сложной, понадобилось только два куска тонкого шланга, способного выдержать давление 0.5 — 1 атмосферу. Места соединения были проклеены белым автомобильным герметиком и обжаты стяжками. Питание электромагнитного запорного клапана подключил к питанию двигателя подачи проволоки.
Внутренности полуавтомата 2
Спасибо за подписку!
Подающий механизм и новый рукав
Клапан установлен, вверху желтого цвета
Все готово к сборке
При выборе электроклапана обратите внимание на напряжение питания, встречал клапана отсечки с 12В, 24В (такой приобрел себе), 220В.
Клапан работает более чем исправно, после переделки использовал 10 кг проволоки, газ на манометре остается на месте . Экономия на лицо. Забыл упомянуть, что я уже использовал им около 35 кг проволоки, что совесем не мало для практически домашнего использования.
Из недостатков электромагнитного клапана могу отметить лишь звук его щелчка, что ИМХО маловажно. Также первые секунды сварки после подключения полуавтомата не всегда хороши, так как газ не успевает заполнить все трубки после клапана.
Вы зададите вопрос, ну так все же идет ли полуавтомат ТЕМП для сварки кузовного метала? Я отвечу прямо — сойдет. Не для професионального использования, возможно после некоторых доработок, но поварить автомобиль им можно, тем более если бюджет на покупку сварочного аппарата не высок. Я понимаю тех людей которые скажут, что лучше взять дорогой инверторный полуавтомат и варить в удовольствие, но не всегда люди могут себе позволить потратить 300 — 400 долларов на покупку брендовой вещи. Так что смело покупайте, берите гарантию и вперед!
У старых трансформаторных полуавтоматов есть одна беда – клапан подачи углекислоты.
При интенсивной и продолжительной работе эти клапаны очень часто выходят из строя, бывает, что начинают подклинивать прямо в процессе сварки или, начинают самопроизвольно травить углекислоту.
Для лечения этой «болезни» есть только один способ – пересадка органа, а точнее установка клапана от газового оборудования автомобиля. Как это сделать, смотрите ниже в видео.
Надеюсь, из этих видео сюжетов вы возьмете для себя лучшее, добавите что-то свое и станете истинными мастерами кузовного ремонта.
Как сделать полуавтомат из инвертора ?

Любой сварщик знает о преимуществах полуавтомата перед ручной электросваркой. В силу своей большой распространенности и малой стоимости, MMA инверторы есть в арсенале многих мастеров. А вот с MIG сваркой дело другое – эти устройства дороже. Но, выход есть – можно сделать полуавтомат из инвертора своими руками. Если вникнуть в этот вопрос, дело окажется не таким уж и сложным.
Сварочный полуавтомат
Между MMA и MIG сварками есть кардинальные различия. Для работы полуавтомата, нужен углекислый газ (или смесь углекислоты с аргоном) и электродная проволока, которая подается к месту сварки через специальный шланг. Т.е. сам принцип сварки полуавтоматом – сложнее, но она универсальна и ее использование оправданно. Что нужно для работы полуавтомата:
- устройство для подачи проволоки;
- горелка;
- шланг для подачи проволоки и газа к грелке;
- источник тока с постоянным напряжением.
- А чтобы превратить сварочный инвертор в полуавтомат, понадобится инструмент, время и желание.
Подготовка
Изготовление сварочного полуавтомата в домашних условиях начинается с планирования работ. Есть два варианта для изготовления MIG сварки из инвертора:
- Полностью сделать сварочный полуавтомат своими руками.
- Переделать только инвертор – подающий механизм приобрести готовый.
В первом случае, стоимость деталей для подающего устройства выйдет около 1000 рублей, без учета работы, конечно. Если заводской полуавтомат включает все в одном корпусе, то самодельный будет состоять из двух частей:
- Сварочный инвертор.
- Ящик с подающим механизмом и проволочной бобиной.
Вначале, нужно определиться с корпусом для второй части полуавтомата. Желательно, чтобы он был легким и вместительным. Подающий механизм нужно держать в чистоте, иначе проволока будет подаваться рывками, кроме того, периодически нужно менять бобины и подстраивать механизм. Поэтому ящик должен легко закрываться и открываться.
Идеальный вариант – применить старый системный блок:
- опрятный внешний вид – особого значения не имеет, но гораздо приятнее, когда внутренности самоделки не торчат наружу и полуавтомат из MMA инвертора хорошо выглядит;
- легкий, закрывается;
- корпус тонкий – легко сделать нужные вырезы;
- клапан газа и привод подачи проволоки работают от 12 Вольт. Поэтому подойдет блок питания от компьютера, а он уже встроен в корпус.
Теперь нужно прикинуть размеры и расположение будущих деталей в корпусе. Можно вырезать из картона примерные макеты и проверить их взаимное расположение. После этого, можно приступать к работам.
Оптимальный вариант для электродной проволоки – катушка весом 5 кг. Ее внешний диаметр 200 мм, внутренний – 50 мм. Для оси вращения можно использовать канализационную ПВХ трубу. Ее внешний диаметр – 50 мм.
Горелка

Самодельный полуавтомат нужно оснастить горелкой. Ее можно сделать самостоятельно, но лучше купить готовый комплект, в который входит:
- Горелка с набором наконечников разных диаметров.
- Подающий шланг.
- Евро разъем.
Нормальную горелку можно приобрести за 2-3 тысячи рублей. Тем более, аппарат самодельный, поэтому можно не гнаться за дорогими брендами.
На что обратить внимание при выборе комплекта:
- на какой сварочный ток рассчитана горелка;
- длина и жесткость шланга – главная задача шланга, обеспечить свободную подачу проволоки к горелке. Если он будет мягкий – любой перегиб затормозит движение;
- пружины возле разъема и горелки – они не дают шлангу переламываться.
Подающий механизм

Электродная проволока должна подаваться непрерывно и равномерно – тогда сварка получится качественной. Скорость подачи должна регулироваться. Есть три варианта как сделать устройство:
- Купить полностью готовый механизм в сборе. Дорого, зато быстро.
- Купить только подающие катушки.
- Сделать все своими руками.
Если выбран третий вариант, понадобится:
- два подшипника, направляющий ролик, пружина натяжения;
- двигатель для подачи проволоки – подойдет мотор от дворников;
- металлическая пластина для крепления механизма.
Один подшипник прижимной – он должен быть регулируемый, второй служит опорой для ролика. Принцип изготовления:
- на пластине делаются отверстия для вала двигателя и для крепления подшипников;
- мотор закрепляется сзади пластины;
- на вал надевается направляющий ролик;
- сверху и снизу закрепляются подшипники;
Подшипники лучше всего ставить на металлические полоски – один край прикрепляется болтом к основной пластине, а к другому подсоединяется пружина с регулировочным болтом.
Сделанный механизм, размещается в корпусе так, чтобы ролики располагались на одной линии с разъемом для горелки, т.е., чтобы проволока не переламывалась. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
Реализация электрической части
Для этого понадобится:
- два автомобильных реле;
- диод;
- шим регулятор для двигателя;
- конденсатор с транзистором;
- электромагнитный клапан холостого хода – для подачи газа в горелку. Подойдет любая ВАЗовкая модель, например от восьмерки;
- провода.
Схема управления подачей проволоки и газа довольно проста и реализуется следующим образом:
- при нажатии кнопки на горелке срабатывает реле №1 и реле №2;
- реле №1 включает клапан подачи газа;
- реле №2 работает в паре с конденсатором и включает подачу проволоки с задержкой;
- протяжка проволоки делается дополнительной кнопкой в обход реле подачи газа;
- для снятия самоиндукции с электромагнитного клапана, к нему подключается диод.
- Нужно предусмотреть подключение горелки к силовому кабелю от инвертора. Для этого рядом с евро разъемом, можно установить быстросъемный разъем и подключить его к горелке.
Полуавтоматический аппарат имеет такую последовательность работы:
- Включается подача газа.
- С небольшой задержкой включается подача проволоки.
Такая последовательность нужна, чтобы проволока сразу попадала в защитную среду. Если сделать полуавтомат без задержки – проволока будет залипать. Для ее реализации, понадобится конденсатор и транзистор, через которые подключается реле управления двигателем. Принцип действия:
- напряжение подается на конденсатор;
- он заряжается;
- ток подается на транзистор;
- включается реле.
Емкость конденсатора нужно подбирать так, чтобы задержка равнялось примерно 0,5 секунды – этого достаточно для заполнения сварочной ванны.
После сборки механизм нужно протестировать, а процесс изготовления можно увидеть на видео.
Переделка инвертора
Чтобы изготовить полуавтомат из обычного инвертора своими руками, придется немного переделать его электрическую часть. Если подключить MMA инвертор к собранному корпусу – варить получится. Но при этом качество сварки будет далеким от заводского полуавтомата. Все дело в ВАХ – вольт-амперных характеристиках. Электродуговой инвертор выдает падающую характеристику – напряжение на выходе плавает. А для корректной работы полуавтомата требуется жесткая характеристика – аппарат поддерживает на выходе постоянное напряжение.
Поэтому, чтобы использовать свой инвертор как источник тока, нужно изменить его ВАХ (Вольт амперную характеристику). Для этого понадобится:
- тумблер, провода;
- переменный резистор и два постоянных;
Получить жесткую характеристику на инверторе довольно просто. Для этого нужно поставить делитель напряжения перед шунтом, управляющим сварочным током. Для делителя используются постоянные резисторы. Теперь можно получать необходимые милливольты, которые будут пропорциональны напряжению на выходе, а не силе тока. Минус в такой схеме один – дуга получается слишком жесткая. Чтобы ее смягчить, можно использовать переменный резистор, который подключается к делителю и выходу из шунта.
Плюс такого подхода в том, что появляется регулировка жесткости дуги – такая настройка есть только в профессиональных полуавтоматах. А тумблер переключает инвертор между режимами MMA и MIG.
Таким образом, переделка MMA инвертора в полуавтомат, задача хоть и не простая, но вполне реализуемая. На выходе, получается аппарат, не уступающий заводским по своим характеристикам. Но при этом значительно дешевле. Стоимость такой переделки – 4-5 тысяч рублей.
Горелка для сварочного полуавтомата
Сварщик, производя сварочные работы сварочным инвертором или полуавтоматом, делает одинаковые движения. Но в отличие от держателя для электродов, полуавтоматы имеют горелку достаточно сложную по конструкции. Горелка для сварочного полуавтомата подбирается под тип сварки MIG или MAG. И от правильного выбора зависит производительность, безопасность и утомляемость работника, который производит сварочные работы в течение половины рабочего времени.

Горелки для полуавтоматов можно отнести к расходным материалам, потому что срок их эксплуатирования не превышает полугода. Но и для такого срока необходима смена быстро выходящих из строя элементов.
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.

Газовая горелка для полуавтомата
Принцип работы следующий:
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.

Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.
Конструкция горелки
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.

Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- воздушный;
- водяной;
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
- штекером;
- евроразъемом.
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.

Самодельная газовая горелка
Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе.
Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
Как настроить сварочный полуавтомат?

В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG / MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
Содержание:
Какие регулировки имеет сварочный полуавтомат?
На полуавтомате три настройки:
- Напряжение (несколько режимов) Скорость подачи проволоки
- Скорость потока газа (количество расходуемого газа)
Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Настройка напряжения сварочного полуавтомата
- Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
- Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
- На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.

- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Положение наконечника горелки относительно сопла
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG / MAG ”.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.

На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.

Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Читайте также: