
Оправка для запрессовки седел клапанов ваз 2108
Обновлено: 17.05.2024
Замена седел клапанов своими руками
Клапан необходим для герметизирования цилиндровых отсеков мотора в ходе газообмена. Особенности функционирования – запуск смеси, состоящей из горючего и воздуха с целью последующего ее сжатия. За возгоранием и выработкой газы переходят в выпускную систему, и здесь также несет ответственность клапан.
Содержание:
Устройство и вероятные неисправности клапанного механизма
Данный элемент работает в агрессивной среде ДВС, всегда подвержен значительным нагрузочным воздействиям динамического характера, существенному скоростному режиму и нагреванию. Для понижения преждевременного изнашивания ходовых элементов этой детали, в изготовлении ее используются чаще всего материалы, легированные никелем и хромом.
В состав входит два основных элемента:

- головка;
- стержневая часть.
Эти автомобильные узлы могут иметь головки различных форм:
- в виде тюльпана;
- лоские;
- выпуклые.
На кончике стержня есть проточки конусного, фасонного или цилиндрического вида, помогающие фиксировать пружинки.
Наиболее вероятный признак отказа клапанов – понижение мощности мотора, его нестабильность в работе. Связано это с залипаниями и образованиями зазорных участков. Еще одна причина – появление нагара, который скапливается у клапана и не позволяет ему закрываться. Видимым признаком также можно считать чрезмерное выделение выхлопных дымов. Если в ДВС появились посторонние шумы – износились стержневые части и направляющие. Поэтому рассмотрим, как выполняется замена седел клапанов своими руками.

Чем пользоваться?

Такие работы подразумевают использование грубоватых инструментов
и отличающихся практически ювелирной точностью – зенкеров и шарошек. Такие инструменты с узкой спецификой применяются исключительно при ремонте мотора.

Подборку шарошек для клапанных седел используют под выточку необходимых размеров диаметров. Подобные действия дают возможность придать тарелочке максимальную плотность закрывания.

Зенковки при ремонтных работах по клапанным седлам используются так же. Но есть одно различие – зенкер применяется не только на механических, но и электроинструментах.
Технология выполнения
Работа отличается сложностью, но при наличии необходимых навыков ее можно выполнить в гаражных условиях.

Чтобы извлечь седло, имеется несколько способов. Быстрым, но не слишком правильным, является наваривание клапана на седло с последующей выбивкой. Клапан обтачивается под размеры седла, вставляется в него и обваривается. Пока металл не успел остыть. Седло необходимо выбить молотком. Вся конструкция должна выйти без особых проблем.
Но при этом помните, что от сварки металл нагревается, что может стать причиной деформирования головки. Выбивая, можно нанести повреждения посадочному месту под седло, что повлечет за собой дополнительные работы по обработке ГБЦ.
Лучше всего воспользоваться токарным станком. Так можно сточить седло то такого размера, что оно станет, как фольга, и легко достанется. Если нет станка, можно воспользоваться дрелью и насадкой в виде фрезы. Стачивание проводится с одной стороны, пока не ослабеет натяжение. Теперь седло можно достать рукой.

Идеальный вариант установки нового седла – азотный, в котором следует предварительно охладить седла. Дело в том, что их размеры немного больше отверстий, а за счет охлаждения уменьшается внешний диаметр.
Естественно, азот в гараже – большая редкость. Тогда вспомним свойства металла расширяться и сжиматься. Седло просто помещается в морозильную камеру на пару часов, а отверстие подогревается горелкой.

Если при установке необходимо будет приложить усилие, то рекомендуется взять подходящий под диаметр седла брусок и с его помощью провести запрессовку.
Обработка седла после установки
Чтобы седло работало нормально, в нем следует сделать фаску. В идеале это выполняется на токарном станке. Но можно воспользоваться уже известной шарошкой и дрелью, но возможны неточности в работе.
Нарезается три кромки – внешняя, внутренняя и по центру, для контактирования с ней клапана. После этого можно считать, что работы завершены. Клапана следует притереть и начать сборку ГБЦ.

Многих интересует вопрос, сколько стоит замена седла клапана ваз. Если рассматривать вариант только оплаты работ, то замена одного элемента вам обойдется в 500 – 700 рублей.
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Чертежи съёмников. Приспособления для ремонта. Инструмент
Фотография съёмника 
Чертёж съёмника
Приспособление для вывода ШРУСа из коробки передач.
Изготовлено из старого рожкового ключа с наваренной трубой.

Замена пыльника ШРУСа.
Подходит колпачок от водки, но можно использовать и другие подходящие ёмкости. Принцип показан на рисунке. Мажем маслом и всё заходит совершенно спокойно.
Чертёж съёмника ШРУСа.
Съёмник состоит из трёх частей. Причём полукольца для наружного и внутреннего ШРУС нужны разные.
Хомут
Клин. Надо 2 штуки.
Полукольцо
Набор оправок для запрессовки сальников в коробку передач.

Чертёж оправки для установки маслоотражательных колпачков.

Приспособление для притирки клапанов.

Приспособление для притирки клапанов.
Приспособление для притирки клапанов при помощи электродрели.
Приспособление для притирки клапанов при помощи дрели представляет собой кривошипно-кулисный механизм.
Порядок сборки приспособления и характер соединения его деталей приведены ниже.
Вращательное движение от электродрели передаётся на валик 1, диск 11 с кривошипом (штифтом) 12 и преобразуется в качательное движение кулисы 4, которое, в свою очередь, преобразуется в требуемое качательное движение рычага 9.
Рычаг 9 соединён с валиком 7, который и обеспечивает движение притирки. Соединение валика 7 с клапаном осуществляется при помощи присоски.
Притирка клапана происходит следующим образом. Одной рукой держим дрель, а другой держимся за корпус 5. Прижимать клапан не требуется, достаточно веса дрели. Приспособление при работе постепенно поворачиваем, перенося зону притирки. Внешним признаком конца притирки является получение ровной непрерывной матовой или блестящей полосы шириной 1. 2 мм на рабочих поверхностях клапана и его седла.
После притирки тщательно промывают клапаны и сёдла, чтобы паста не попала на рабочие поверхности стержня клапана и втулки, в противном случае произойдёт интенсивный износ последних.

Оправка для центрирования диска сцепления при его замене.

Довольно простое приспособление. Изготавливается элементарно. Длинна всего приспособления - 90 мм. Диаметр - 18 мм. С одного торца делается проточка длинной - 13 мм. и диаметром - 15 мм. Снимается фаска.
Из другого торца этого приспособления обычно делается оправка для запрессовки маслосъёмных колпачков.
Вместо этого приспособления, для центровки диска, можно использовать старый первичный вал коробки передач или его обломок.
Инструмент для притирки клапанов (шарошки, зенковки) и его применение
Шарошки для седел клапанов – это инструмент, при помощи которого автомобильный двигатель (а точнее, его клапанный механизм) возвращается в работоспособное состояние после выполненного ремонта. При помощи таких шарошек, которые также называют зенкерами, восстанавливается герметичность рабочих цилиндров двигателя, что является одним из основных условий его технически исправного состояния.

Полный комплект инструментов для ремонта седел клапанов
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
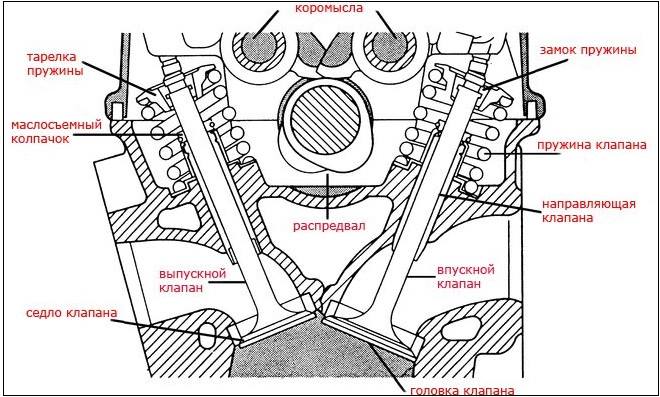
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.

В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.

Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Инструменты для ремонта клапанного механизма
Наиболее распространенным инструментом для ремонта седел клапанов является шарошка (зенкер). Следует иметь в виду, что такой зенкер – это не зенковка, посредством которой осуществляют зенкование.
Специалисты, профессионально занимающиеся ремонтом двигателей автомобилей, стараются сразу приобрести набор шарошек для ГБЦ (головки блока цилиндров). В таком наборе шарошек для клапанов есть инструменты с различными геометрическими параметрами, что позволяет оптимально подобрать их для двигателя автомобиля определенной марки.

Для приведения седел клапанов в нужную форму потребуется шесть зенкеров: три для выпускного и три для впускного клапанов
В том случае, если отремонтировать двигатель своего автомобиля вы решили своими руками, не обязательно приобретать набор шарошек, можно купить один зенкер, параметры которого точно соответствуют характеристикам ДВС вашего транспортного средства.
Такой инструмент для ремонта седел клапанов, как шарошка, работает по принципу фрезы, снимая с седла клапана образовавшийся нагар и тонкий слой металла. Оснащенная твердосплавными режущими зубьями, расположенными на конусной рабочей части, шарошка крепится на оправку, для чего в ее корпусе имеется специальное отверстие. Угол, под которым выполнена рабочая часть шарошки, может находиться в интервале 15–60°. Именно такой угол является основным параметром инструмента, используемого для прирезки седел клапанов.

Шарошка вращается с помощью ключа с шестигранным отверстием, обеспечивающим легкую и точную установку
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.

Обработка рабочей фаски седла шарошкой с углом в 45 градусов
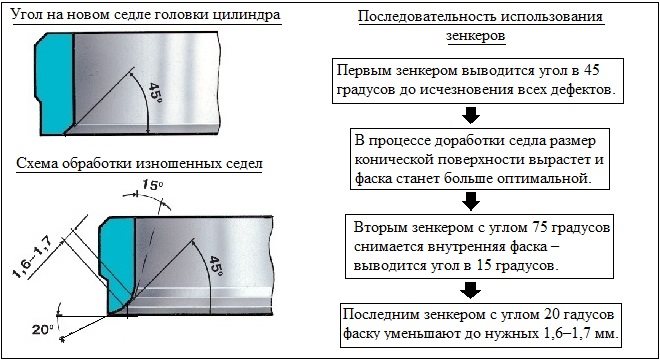
Схема обработки седла клапана (на примере двигателя ВАЗ)

Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
Съемник направляющих втулок клапанов своими руками
Чертежи на запресовщик/выпрессовщик направляющих втулок.
!Внимание!
Чертежи я сделал на запресовщик/выпрессовщик более усовершенствованной конструкции, в дальнейшем должен сделать себе и будут фото.
Комментарии 83
Скажи мне пожалуйста как тебе этот заприсовщик? А то многие на жопе прыгают доказывая что только забивать молотком нужно, как гвозди в доску)
Да конечна не хотелось бы купить машину после таких мастеров что так ремонтируют молотком )))))
Евгений спасибо за чертеж ) подскажи а упорный подшипник от чего ?
на ваз 2107 подойдёт?
Здравствуйте! А вас есть чертижи подробные для токоря ?
Приветствую Евгений! какой номер подшипника или с чего можно подобрать?
Здравствуйте Евгений, какие размеры брать на головку 21011 и какой силовой болт посоветуете?
Подскажите на ниву какие нужны втулки? Не хочется все делать чтобы высоту подогнать.
Спасибо Евгений за чертежи и видео. Вот Ваши чертежи в моём железе: www.drive2.ru/l/6289742/
Евгений огромное вам спасибо за то что вы делаете
Увидел у вас в видео (замена направляющих клапанов), захотел данный девайс хотел сесть и чертить подобное, но было лень. сегодня заняться нечем и роюсь в драйве. и о чудо. тот самый чертеж… супер) спасибо) у вас замечательная деятельность!
Добрый день. Начиная эту статью, я немного объясню, о чем пойдёт речь. Речь пойдёт не только о специальных инструментах, с помощью которых можно произвести ремонт головки блока цилиндров, но и о том, как правильно работать этим инструментом. Оказывается, что ни все умеют правильно пользоваться специальным инструментом и это приводит порой к не поправимым последствиям. Я постараюсь подробно описать весь процесс работ, что бы вы смогли самостоятельно проделать всю работу по ремонту ГБЦ.
И так начнём. В принципе весь процесс практически одинаков, что на классике, что на Самарах и им последующих моделях. Первое с чем нам приходится столкнуться, это снятие пружин и клапанов (разсухаривание клапана). Для этого используется специальный съёмник.

Конечно же, есть много всяких приспособлений, но это самое распространительное. Именно его мы и рассмотрим. Съёмник крепится передней частью к шпильке, а специальный захват устанавливаем на тарелку пружины.

Теперь нам понадобится специальная подложка в камеру сгорания под клапана. Зачем она нужна? При нажатии на рычаг приспособления, клапан уйдёт в низ, и он пройдёт соответствующий путь пока своей тарелкой не упрется, например, в стол на котором забираете головку. В это время пружина сожмётся и не даст вытащить сухари. Этой подложкой может послужить кусок резины нужной толщины или деревянный брусок.
Придавив на рычаг, клапан упрётся в подложку, а вы с лёгкостью можете извлечь сухари.

Все сухари аккуратно складывайте в коробочку, потому что потом искать потерявшийся сухарь очень тяжело.
Есть, конечно, и варварский способ извлечения сухарей. Прибегать к нему стоит только в особых случаях, когда нет специального съёмника. Этот процесс осуществляется с помощью молотка и отрезка металлической трубы (здесь хорошо подойдёт свечной ключ).

После нанесения удара не убирайте сразу молоток, иначе сухари разлетятся в стороны. Можно в верхнюю часть трубки запихнуть кусочек ветоши, это задержит вылетающие сухари.
Следующий инструмент, который нам понадобится – это съёмник для снятия направляющих втулок клапанов. Сам процесс замены направляющих клапана я написал в статье ( Замена направляющих втулок клапанов ). Есть разные съёмники. Первый (ударный).

Почему ударный? А потому что запрессовка происходит ударом молотка по оправке. Такой метод ни всегда проходит гладко. Бывали случаи, когда оправка заходила на перекос и снимала немного металла с посадочной плоскости втулки, тем самым уменьшается плотность её посадки, что не хорошо в нашем случае.
Распространённым приспособлением стал винтовой плавной запрессовки съёмник.

Этот съёмник позволяет плавно и безопасно заменить втулку. Продаются они в авто магазинах, но можно изготовить и самому как нарисую чертёж обязательно выложу.
Так же нам понадобится инструмент для снятия и установки сальника клапана. Работу по снятию и установке сальников нужно проводить осторожно. Почему осторожно? Потому что бортик, на который устанавливается сальник очень хрупкий и его можно повредить.

Для демонтажа применяются специальные зажимы, кстати, этот зажим можно изготовить самому. Я видел, как один мастер сделал зажим из распиленной на пополам гайки, приваренной к круглогубцам.

Метод извлечения прост. Охватываете снимаемый сальник и строго вертикально прокручиваете захват по оси в одну и другую сторону, при этом делаете натяжку вверх. Строго запрещается расшатывать сальник в стороны, потому как есть опасность повредить бортик направляющей втулки и нужно будет менять направляющую.
Установка сальников (колпачков) делается в специальной оправке.

Прежде чем устанавливать сальники, проверьте их на плотность установки. Попробуйте руками его надеть на ободок втулки. Если он не находит, то это наш сальник и его можно устанавливать. Если сальник находит свободно или болтается, то он будет пропускать масло и не справится со своей задачей.
Далее нам понадобится такой инструмент как развёртка.

Я рекомендую пользоваться именно такими развёртками, потому что у них есть направляющая для точного захода в отверстие. Нам нужна развёртка с диаметром 8.00 мм. Развёртывание происходит следующим образом. Устанавливаете развертку в только что запрессованную направляющую втулку и лёгким нажатием прокручиваем её до тех пор, пока она не выйдет с другой стороны.
Следующим этапом будет притирка клапанов. Перед тем как притереть клапана их нужно обработать шарошками.

Использовать лучше вот такие шарошки. Нам понадобится три шарошки с разным углом обработки. Первая 45 градусов, вторая 60 и третья 30. Они обрабатывают седло клапана с лёгкостью и без особого усилия.
После того как обработали шарошками сёдла их нужно притереть. Каким инструментом производится притирка клапанов, рекомендую прочитать статью ( Инструмент для притирки клапанов ).
Пожалуй, из специального инструмента это всё, дальше всё можно сделать с помощью ключей и отвёрток.
В данный момент это всё и если появится ещё что-то, обязательно допишу.
Комплект состоит из 3 приспособлений:
Съёмник маслоотражательных колпачков
Общий вид съёмника маслоотражательных колпачков представлен на рисунке 4.1

Съёмник маслоотражательных колпачков состоит из ограничительной гайки 1, направляющей шпильки 2, ключ-бойка 3, цангового патрона состоящего из зажимающей гайки 4 и зажима 5.
Маслотражательный колпачок закрепляется в цанговом патроне, и короткими ударами бойка по ограничительной гайке сбивается с направляющей втулки
Выколотка направляющих втулок клапанов
Общий вид выколотки направляющих втулок клапанов представлен на рисунке 4.2
Выколотка состоит из направляющего штока 1 и оправки 2.
Направляющий шток 1 вставляется в направляющую втулку клапанов со стороны седла клапана и ударами молотком по штоку, втулка выбивается.
Запресовщик направляющих втулок клапанов
Общий вид запресовщика направляющих втулок клапанов представлен на рисунке 4.3

Заперсовщик направляющих втулок клапанов состоит из болта 1, гайки 2, подшипника 3, направляющего конуса 4, оправки 5, гайки 6.
Запресовщик направляющих втулок клапанов устанавливается в отверстие направляющей втулки клапанов со стороны седла клапана таким образом чтобы направляющий конус упёрся в седло клапана, сверху на направляющий болт надевается новая втулка клапана, на направляющую втулку клапана надевается оправка и наворачивается верхняя гайка.
Далее при помощи открытого ключа на «19» заворачивается нижняя гайка, таким образом, втулка встаёт на своё место.
Замена направляющих втулок клапанов на автомобилях ВАЗ

Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
-
С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
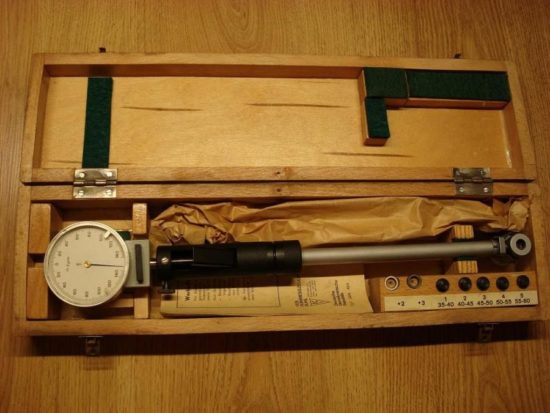
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
Шарошки для ремонта седел клапанов – как выполнить работу без проблем?
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.

Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.

Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.

Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.

Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.

Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.

Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
Читайте также: