
Притирка клапанов газель 405
Добавил пользователь Владимир З. Обновлено: 04.10.2024
ГАЗ Газель САМОСВАЛ 2006г.в. › Бортжурнал › Притирка клапанов ЗМЗ405
Притирка клапанов.
Т.к. седла не прогоревшие, направляющие втулки без люфтов, Клапана после ультразвуковой раскоксовки практически новые ) решил ограничиться притиркой, без фанатизма )
Все тысячу раз описано, ничего нового не придумал.
Из инструмента алмазная паста, шуруповерт, держатель клапана (ручной, переделанный под шуруповерт) по времени часа 2-3.
Результат на фото, в течении суток под соляркой — каналы сухие. И на этом пока все хватит ) как говорится "не чеши там где не чешится" )))
Работы предстоит еще много )
PS вопрос: почему на поверхности впускных клапанов эти дикие царапина? Под камеру особенно сильно заметно
ГАЗ Газель 2006, двигатель бензиновый 2.5 л., 140 л. с., задний привод, механическая коробка передач — своими руками
Машины в продаже

ГАЗ 2217, 2010

ГАЗ 3110 Волга, 1998

ГАЗ 69, 1971

ГАЗ 2217, 2004
Комментарии 8
Ничего не могу понять. Почему в середине седла, где после притирки должна образовываться матовая непрерывная полоска шириной в 1-1,5 мм, видна блестящая полоса? Каким местом клапана то притерлись? Краями что ли?
Эта блестящая полоса и есть по сути матовая. А вообще клапана не затоплены в седло и краями не задевают)
навеяло:)
как то (лет 10-15 назад, а то и боле) приходит ко мне свояк Вова, помоги! клапана у дядьки притирали, притирали, саляру держут, однако авто троит
сделал фаски, поставили без притира, авто заработало (может и сейчас работает)
к тому что ежели фаски праведные — будет работать, ежели нет …
притир в общем является не ремонтной, а контрольной операцией для проверки визуальной ширины, геометрии фасок седло — клапан
делается теми кто правит фаски ручным инструментом
обычно сия операция занимает не боле минуты на клапан (ручками), ну а коли боле… уже вопрос к качеству фасок / соосности
после станочной правки седел (без притирки) керосин /саляра протекает по определению, потому что профиль поверхности фаски имеет чистые микро риски, которые в дальнейшем притираются во время работы двс, обеспечивая максимальный ресурс
однако многие товарищи сего не знают, потому скандалят — мол плохо сделали, саляру /керосин не держит
Спасибо за столь обширный текст ) Опять же, про косячок этой головки писал в другой записи (видно на 2м фото), мне главное на ход поставить для переоборудования под самосвал, другая ГБЦ есть, с фасками и новыми седлами как по книжке…пока что ждет доработки и увеличения впускных/выпускных каналов, облегченных клапанов и валов с хорошим перекрытием ) Это будет совсем другая история )
А на этой ГБЦ опробуем доработку маслянных каналов, чтоб в случае чего не запороть хорошую голову )
доработанные клапана
Доработанные клапана змз
А зачем вообще это нужно, кроме тюнинга «как действа»? Попробую объяснить на примере медицины. У моей мамы медицинский и врачебный стаж более 45 лет, и очень много вещей у меня остается в памяти, даже когда она разговаривает по телефону со своими коллегами. Это я веду к тому, что большинство народа не знает элементарные вещи и даже дышит неправильно. Как следствие этого плохое насыщение крови кислородом, вялый организм и мозг и еще несколько последствий. Примерно тоже можно сказать про двигатель со стандартным впускным трактом и клапанами. У любого распредвала есть одна из характеристик, которая называется высота кулачка, это и есть высота поднятия клапана из седла. В большинстве стандартных моторов, это величина не более 10 мм. То есть проходное сечение, на впуске и выпуске, за время открытия клапана, совсем не большое и нам нужно биться, за его любое увеличение, чтобы мотор просто мог нормально дышать. И если двигатель, собранный на стандарте, я могу сравнить с человеком, который ничего не делает в плане спорта, то двигатель на доработанных деталях – это человек, который занимается элементарной физкультурой (но не профессиональным спортом).
Профиль клапана

Наверное, у всех на слуху, русская трактовка вопроса – Т-образные клапана. Не буду скрывать, что в начале пути меня тоже не миновало это «творчество», пока не пришло понимание, какая это глупость)). В моем небольшом видео на эту тему, я показал эволюцию клапанов, от стандарта до самого современного профиля на сегодняшний день. Так называемые Т-образные клапана не просто ничего хорошего не принесут, а скорее даже вредны, поскольку смесь попадая почти на плоскость и отскакивая от нее, полностью нарушает ламинарность потока. Несколько лет назад, я ремонтировал двигатель Audi-RS и увидел, что там стоят клапана, с профилем бутончика, который мне еще не встречался. Вот его я и взял за основу при доработке. Я не нашел как он называется, поэтому с моей подачи, его стали называть «зонтик».
Донор проекта
Это один из самых основных вопросов данного проекта. Вопрос русских клапанов даже не рассматривался. Я уже хлебнул сполна, нашего качества. Будь то самарские или челябинские. У одних клапанов хорошая геометрия и плохая сталь, у вторых хорошая сталь и ужасная геометрия. Нельзя брать для доработки клапана среднего качества, у которых мы еще и уменьшаем толщину бутона. Изначально я работал с клапанами SM, но потом по логистическим причинам, перешел на Kolbenschmidt, о чем ни разу не пожалел. Случаи, изначально заводского брака: по клапанам, поршневым кольцам или направляющим клапанов, единичны.
Установка
Очень на многих моторных форумах, и на форумах змз, говорится о том, что очень хорошо сделать так называемую «двойную фаску» или даже «тройную фаску». То есть, по сути дела, на клапане есть две или три фаски, под разными углами, которые обеспечивают более лучшую герметичность камеры сгорания и прилегание клапана. Если я не забыл историю автомобильных двигателей, фирма Cosworth, практиковала аж 5 фасок на клапан. Но это уже чистый спорт. Не буду спорить на данную тематику, я не очень согласен с данной постановкой вопроса, по отношению к «гражданским двигателям». Мне больше нравится идея с тонкой фаской и вращающимся клапаном, которая прекрасно реализуется на двигателях змз. Дело в том, что на тонкой фаске, гораздо проще обеспечить прилегание и герметичность, нежели на толстой. Обратите внимание на фото, какова ширина запорной фаски на стандартном и доработанном клапане. На хороших современных двигателях, она сейчас делается 1-2мм. На впуске чуть уже, на выпуске чуть шире. А уж притирать клапана с данной фаской, это просто удовольствие. Несколько минут на один клапан, даже вручную.
Фрезеровка седла
Как только вы приносите в моторную фирму доработанные клапана змз, цена за фрезеровку седел начинает ползти вверх относительно стандартного прайса. Ну как же, «ведь это тюнинг». В данных доработанных клапанах я уменьшил по ширине запорную фаску, но не стал трогать угол. Он остался стандартным. Так что можете смело говорить «станочнику», что данный параметр остался заводским, а больше кроме этого, ему ничего для фрезеровки седла и не нужно. Ну и попутно отвечу на частый вопрос: притирать или не притирать клапана, после обработки седел на современном оборудовании? Я предпочитаю сделать эту операцию, по следующей причине. Это дополнительный контроль геометрии клапанов. Всякое может случиться и при транспортировке, и при обработке на ЧПУ. А после притирки, по фаске сразу видно, есть осевое биение у «бутончика» клапана или нет.
Доработанные клапана змз, резюме
Мы хотим сделать гбц и установить «допиленные» клапана, что это нам даст?
Притирка клапанов ЗМЗ 405
- Опубліковано 27 кві 2018
- Второй день Пашка притирает клапана . Медленно но уверенно движемся к заданной цели .
КОМЕНТАРІ • 79
Бля как вы меня бесите пиздите пиздите типа умные
раньше брали 2 напильника с алмазом.Крошили друг об друга и с маслом притирали клапана.
С такими мастерами весь газель бизнес просрешь! Шевелитесь поцаки!
Вы как клапана в заряженном состоянии проверяете или без пружин?
Салам алейкум брат у меня токая проблема поменял направляющие выпускные начали клинить клапана чё можешь посоветывать
Мишаня какой-то мутный тип хрен слово с него вытянеш
Ребята чем мыли головку
Расход топлива какой будет двигателей 405 и 406 если поставить на Волгу 3102 какой лучше поставить?
Не дай бох пападеш в такой мастер умреш адин движок на адин месяц зделает
@Дукальские Колдуны ест такой буква в етом слове
саид саидов Брат ,То что долго это конечно минус. Зато качественно
@Дукальские Колдуны адин башку за два дня зделает же
))))))) от куда хоть беруться такие выводы? мотор уже намотал тысячи километров ИДЕАЛЬНО
Слишком широкая фаска на седлах, очень широкая.
он мозги ебет проста ходить курит проста время убивает языком
Пашка лучше паставь туда 402й 😊😊😊
умная книга талмуд😂
Паша ты ж "упаковал" этот ГБЦ. Ты че там её "замаринавал" чтоли? Отдай мастерам не мучайся уже. У шарошки как-то странно лежит. Все пучком на проволке. У них резцы острые, но они могут сломатся от удара друг от друга. Зенкеры надо хранить в своем шкатулке, резцами вверх. От такого зенкера мало толка.
"ЗАШАМАНИЮ". Да.
Привет пацаны сколько будит стоять теплица 6 метровая
Дукальские Колдуны . а три листа поликарбоната ?
Александр Келлер 15600
Молодцы ребята. Хату Паше построй чтоб норм хата была..
Дукальские Колдуны молодцы
Андрей Николаев Дак у него дом рядом с его беньдюшкой больше чем у меня 200 с лишним квадратов 😂😂. Ремонт делает внутрянку .
Паша супер очень мало таких со знанием что он делает осталось
Вам сервис свой надо открывать со всей России за качеством поедут( только не на поток )
Александр Иванов Думали , только блин СТО это уже по сути поток😂. А так конечно сталкиваешься с этим бракоделом и задумываешься что кроме самого себя ни кто лучше не сделает
Привет трудяги , лаик ,
Вас насмотрелся и тоже купил газель.
когда сделаю тогда и будем пухать)))
иван иванов Оо поздравляем , когда бухаем ))
нам бы токих мастеров
Парни отдайте голову мастерам седла на станке пусть пройдут и не будете мучатся с притиркой .Два раза теранете и уже клапан притерт.А так вы канавку на клапане натрете..Проверено на личном опыте.Успехов!
Андрей Кудлаев Сколько этих клапанов он претер Дак не сосчитать . Как будто он первый раз это делает .Не доверяет он ни кому такие дела . Будет две недели тереть , сделает правильно .
Андрей Кудлаев у В.Высоцкого есть песня с такими вот словами - . а если дуб как дерево родишься баобабом и будешь баобабом 1000 лет пока помрешь. , так вот это про тех кто трет неделю , и не может притереть , про таких еще говорят - не можешь срать не мучай жопу.
Александр Рябычин Можно тереть неделю и получить результат хуже чем если тереть после станка каждый клапан по 3 минуты .Есть разница?
Андрей Кудлаев Пашка трет для себя, сделает лучше любого мастера, а после мастеров (возможно) придется переделывать .
Привет ребята будете собирать двигатель берите новые болты под голову
Миша посмотрел в конистру, вроде жидкое лить можно 😁
На своём Фотоне сам головку чугунную шлифовал камнем наждачным. Часов 6 ушло это рукоблудство, а что делать если ремонт выпал на длинные выходные. Кстати, после среза шарошкой фазки посадочной клапана, есть вероятность зажатия клапана. Мне так 2 клапана сделали товарищи
Пал Антонычь, обрати внимание на внутренюю поверхность впускных и выпускных коллекторов и камер клапанов. Там заводская отливка имеет небольшие зазубриные ступеньки - их в идеале необходимо зашлифовать граверовальной машинкой и тогда на входе и на выходе потоки смеси не будут срываться в завихрение. Это улучшит приемистость двигателя.
Павлик правильно мыслит про маслоканал у привода маслонасоса, щас модно туда жиклер от жиги с карба вставлять, и там где гидронатяжители цепей тоже.
На Прадо 4х литровом отверстие для подачи масла в гидронатяжитель чуть тоньше спички, на Змз как дупло у белки.
Для увеличения объема камеры сгорания можно на «бошке» вытеснители подточить, те, что по бокам между впускными и выпускными клапанами.
Имя Фамилия Приняли ✌️
При нагреве клапан не попадает в эту натёртую канаву! Притерать нельзя! Должна быть
Васка строго по заводским размерам прирезанная на кординатном станке. И направляюшие клапанов должны быть с минимально допустимым зазорам! Только так система работает правильно.
серега спроси у пашки на 406 на горячую 1 очко давит нормально это?и компресия 11.5 где 11, какой вердикт скажет
у меня пробег 280
незнаю делали мотор или нет газа никогда не было
Natalya Vau у меня тож самое после капиталки)))
Мне вот интересно если не секрет,сколько Профессору лет?Вроде не старый,а все СССР и так далее. Молодец Павлик,руки золотые!
Салам . Пацаны я действительно завидую но конечно белой завистью крепкое у
Вас предприятия и пацаны красавцы так держать тьфу тьфу тьфу что бы не сглазить каждый из Вас по своему уникальный и на счёт направляющей Павел конкретную подсказку дал что не нужно шорошить по теории он как всегда прав, ну ладно пишу Вам только чтобы передать привет поставить лайк и поздравить с наступающим 1 Мая " МИР . МАЙ. ТРУД. "
Притирка клапанов газель 405
«Оказывается всё другому,
колпачёк надевается как
колпачёк на направляющую
втулку….»
из одного форума
О маслосъемных колпачках, направляющих втулках и вообще, о жизни клапанов в моторе.
Еще 50-60 лет назад, в СССР, к проблемам снижения расхода масла в двигателях внутреннего сгорания относились как к очень далекой перспективе. Автомобильные двигатели были, в основной массе, нижнеклапанными, а у таких моторов потери масла через подвижные части клапанного механизма ничтожны. Самые передовые, по тем временам, москвичевские и волговские моторы были
уже с верхним расположением клапанов, однако, верные устоявшимся привычкам конструкторы, при проектировании моторов основное внимание, в борьбе
с расходом масла, уделяли конструкциям поршней и поршневых колец, нежели клапанному механизму.
Каким же образом масло из пространства под клапанной крышкой попадает в цилиндры? Коромысельный привод клапанов, а в моторах с верхним распредвалом, сам распредвал и толкатели, смазываются маслом, подаваемым к ним под давлением. Это масло, выдавливаясь из зазоров механизма, разбрызгивается каплями в пространстве под клапанной крышкой. Капли масла оседают на всех деталях, в том числе, и на верхней тарелке клапанной пружины.
Эта тарелка очень похожа на воронку и, собравшиеся в ней капли масла, стекают вниз по штоку клапана. При работе двигателя на холостом ходу и частичных нагрузках, во впускном коллекторе и в каналах головки блока возникает разрежение. Если зазор между направляющей втулкой клапана и штоком клапана велик, то масло, стекающее из тарелки вниз по штоку, усиленно увлекается этим разрежением во впускной канал головки. Именно поэтому у мотора с изношенными колпачками и направляющими втулками мы наблюдаем сильный плевок белого дыма при начале движения на перекрестке.
В первых верхнеклапанных двигателях меры борьбы с потерями масла через зазоры в паре шток клапана - направляющая втулка сводились к размещению под сухарями клапана резинового кольца, а
под верхней тарелкой пружины стального или резинового колпачка (рис 1). 
Рисунок 1
Резиновое уплотнительное кольцо под сухарями и маслозащитный колпачок
Однако, такие простейшие устройства прожили не долго и в конструкциях клапанных механизмов повсеместно стали использовать уплотнительные манжеты, которые унаследовали название «колпачки». Ввиду «узкой специализации», вариантов конструкций маслосъемных колпачков (МСК) не так уж много – всего два. А многообразие исполнений заключается лишь в мелких деталях.
На рисунках 2 и 3 представлены два основных вида маслосъемных колпачков. Вариант №1 представляет собой манжетное устройство, надеваемое на выступающую из головки часть направляющей втулки клапана. 
Рисунок 2
Маслосъемный колпачок, монтирующийся на направляющую втулку клапана
Вариант 2 монтируется под клапанную пружину, усилие которой фиксирует колпачок на головке и герметизирует его стык с головкой
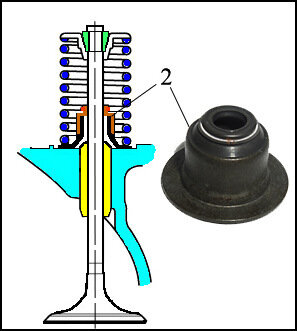
Рисунок 3
Маслосъемный колпачок с фланцем под пружину
Маслосъемные колпачки (МСК) первого типа получили доминирующее распространение ввиду простоты и дешевизны. Однако, на многих двигателях замена таких колпачков без специнструментов трудоемка из-за сложности работы в стесненном пространстве головки. Маслосъемные колпачки второго типа не контактируют с направляющей втулкой клапана и, соответственно, меньше нагреваются (температура направляющей втулки выпускного клапана всегда выше температуры головки блока). Поэтому такие колпачки более долговечны. При обслуживании двигателя, замена этих колпачков очень удобна и не требует никакого специального инструмента. Однако, цена их в разы выше традиционных. Есть и еще один недостаток, при применении колпачков второго типа длина направляющей втулки вынужденно получается более короткой, а из-за этого снижается ее износостойкость.
Применительно к волговским двигателям, МСК первого типа применяются на всех двигателях отечественной разработки. На двигателях Крайслер применяются МСК второго типа.
Функции маслосъемных колпачков противоречивы: с одной стороны, они должны препятствовать расходу масла через зазоры между направляющей втулкой и штоком клапана, а с другой стороны, они не должны полностью перекрывать поступление масла в зазор, поскольку в этом случае износ направляющей втулки и штока клапана будет чрезмерно сильным. Для улучшения условий смазки пары трения втулка-клапан внутреннюю поверхность втулки иногда выполняют с нарезкой канавок (кольцевых или в виде резьбы) В которых может аккумулироваться смазка. Другим решением проблемы смазки узла втулка-клапан является изготовление направляющих втулок из пористого материала. Таковыми являются чугуны, а также материалы, получаемые по порошковым технологиям. Чугун – материал, содержащий огромное количество микроскопических включений графита чешуйчатой или сферической формы. При механической обработке чугуна миллионы микровключений графита вскрываются режущим инструментом и становятся аккумуляторами смазки. Направляющие втулки клапанов у всех первых верхнеклапанных двигателей были исключительно чугунными. Последующий опыт эксплуатации двигателей показал, что при любой, даже самой идеальной конструкции колпачков незначительный расход масла через них, все же, всегда имеет место. Это наблюдение привело к тому, что массовое распространение стали получать направляющие втулки, изготовленные из бронзы. Бронза не уступает чугуну по антифрикционным свойствам и по износостойкости и при этом она менее хрупка, что позволяет изготавливать втулки более миниатюрными. Это очень важно для современных, высокооборотистых моторов с тонкими, легкими клапанами.
Каким же образом работают маслосъемные колпачки? Плотно надетые на направляющую втулку или прижатые к головке блока пружиной, они охватывают шток клапана манжетной частью и, таким образом, препятствует попаданию моторного масла в зазор шток-втулка. Маслосъемные колпачки изготавливают из специального масло-термостойкого каучука. Однако, с течением времени, эластичность колпачков всегда снижается и отличие качественных колпачков от плохих заключается только лишь в скорости и в степени их старения. Тем не менее, даже потерявшие эластичность МСК, долгое время сохраняют работоспособность, при условии, что зазор между направляющей втулкой и штоком клапана не превышает допустимого. При увеличенном зазоре клапан под воздействием сил от приводного механизма получает возможность качаться в направляющей втулке, отчего изнашивается и деформируется манжета маслосъемного колпачка. Встречались маслосъемные колпачки, у которых на момент ремонта двигателя внутренний диаметр манжетной части был на 0,2-0,3 мм больше диаметра штока клапана (рис 4). 
Рисунок 4
Изношенные направляющая втулка клапана и маслосъемный колпачок
В этом случае масло свободно проникает в зазор между направляющей клапана и штоком и образует на впускных клапанах массивный слой нагара, так называемую «шубу» (рис 5 и 6). 
Рисунок 5
Нагар на впускном клапане 
Рисунок 6
Вид клапана с нагаром изнутри цилиндра. Снимок сделан при
помощи эндоскопа.
Заимствовано с www.liscar.ru
Этот нагар заполняет собой проходное сечение между тарелкой клапана и седлом и препятствует наполнению цилиндра (рис7). 
Рисунок 7
А – проходное сечение без нагара
Б – проходное сечение, уменьшенное за счет нагара
Одной из наиболее распространенных мер в борьбе с расходом масла через направляющие втулки клапанов является замена маслосъемных колпачков. В большинстве случаев, эту процедуру выполняют без снятия головки блока с двигателя. При этом, состояние направляющих втулок и наросты нагара на клапанах остаются за пределами внимания. При больших величинах износа направляющих новые маслосъемные колпачки сразу же испытывают большие боковые нагрузки из-за перекладки клапана и интенсивно изнашиваются. Поэтому очень часто, вскоре после замены МСК, снова начинается увеличенный расход масла. Владелец авто, полагая, что состояние головки блока вне подозрений (ведь он только что заменил МСК), ищет другие причины повышенного расхода масла и начинает большой ремонт мотора. В итоге, только что перебранный двигатель продолжает расходовать масло, и … начинаются поиски виновных.
В некоторых случаях, все же, возможна замена МСК без демонтажа головки блока с двигателя. Показаниями к этому являются отсутствие масляного нагара на клапанах и уверенность в том, что износ направляющих втулок клапанов не превышает допустимого. Для осмотра клапанов необходимо демонтировать впускной коллектор (на выпускных нагара не бывает).
Величины зазоров для 402 и 406 моторов представлены в таблицах 1 и 2.
Таблица 1
ЗМЗ 406. . Зазор сборочный, мм . Зазор браковочный, мм
Направляющая втулка -впускной клапан. 0,060-0,022. 0,20
Направляющая втулка - выпускной клапан. 0,067-0,029. 0,20
Таблица 2
ЗМЗ 402. . Зазор сборочный, мм. Зазор браковочный, мм
Направляющая втулка -впускной клапан. 0,097-0,050. 0,25
Направляющая втулка - выпускной клапан. 0,117-0,050. 0,25
Ремонт головки цилиндров ЗМЗ-40911, клапанного механизма и распределительных валов, проверка и притирка клапанов, проверка упругости клапанных пружин.
Перед ремонтом сначала необходимо определить ремонтопригодность головки цилиндров ЗМЗ-40911 Евро-4 и Евро-5. Головка цилиндров является неремонтопригодной в следующих случаях: наличие пробоин, прогара и трещин на стенках камеры сгорания и разрушения перемычек между гнездами; износы отверстий под шейки распределительных валов более максимально допустимого значения; износы отверстий под гидротолкатели и гидронатяжитель свыше максимально допустимого значения.
Ремонт головки цилиндров ЗМЗ-40911, клапанного механизма и распределительных валов, проверка и притирка клапанов, проверка упругости клапанных пружин.
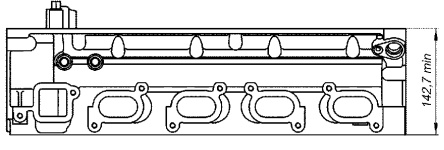
Для замера диаметра опор распределительных валов в головке цилиндров, крышки опор, с целью их центрирования, закрепить с помощью оправки, в качестве которой допускается использовать новые гидротолкатели. При неплоскостности поверхности сопряжения головки цилиндров ЗМЗ-40911 с блоком цилиндров (измеряется на контрольной плите с помощью щупа) более допустимой величины обработать поверхность до устранения дефекта, но до размера высоты головки не менее 142,7 мм.
Контролируемые параметры при ремонте головки цилиндров ЗМЗ-40911, клапанного механизма и распределительных валов.

Размеры сопрягаемых деталей привода впускных и выпускных клапанов головки цилиндров ЗМЗ-40911.

Проверка герметичности и притирка клапанов головки цилиндров ЗМЗ-40911.
Для проверки герметичности клапанов необходимо залить керосин поочередно во впускные и выпускные каналы головки цилиндров ЗМЗ-40911. Протекание керосина из-под тарелок клапанов свидетельствует об их негерметичности.
Дальше необходимо рассухарить клапаны с помощью специального приспособления и уложить в порядке, соответствующем расположению клапанов в головке, для последующей установки на прежние места. Удалить нагар со снятых клапанов, который мешает полному наполнению цилиндров горючей смесью.
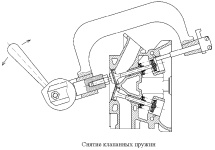
Снятие клапанных пружин с помощью специального приспособления.
Притереть клапаны, используя притирочную пасту, составленную из одной части микропорошка М-20 и двух частей масла И-20А. Перед началом притирки следует проверить, нет ли коробления тарелки клапана и прогорания клапана и седла. При наличии этих дефектов восстановить герметичность клапана одной притиркой невозможно и следует сначала прошлифовать седло, а поврежденный клапан заменить новым.
Клапаны с деформированными стержнями, значительной выработкой на торце или трещинах на тарелке также подлежат замене. Если зазор между клапаном и втулкой превышает 0,20 мм, то герметичность также не может быть восстановлена. В этом случае клапан или втулку, в зависимости от износа, следует заменить новыми.
При негерметичности клапана из-за дефектов рабочей фаски клапана (износ, риски, раковины) обработать рабочую фаску клапана по приведенным ниже размерам. При этом расстояние от плоскости контрольного диаметра до плоскости тарелки не должно быть менее 1,3 мм для впускного клапана и 1,8 мм для выпускного.
Обработка фасок впускных и выпускных клапанов головки цилиндров ЗМЗ-40911, размеры фасок.

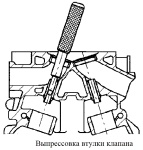
Если увеличенный зазор между направляющей втулкой и клапаном не может быть восстановлен заменой клапана, втулку клапана следует заменить. Перед выпрессовыванием направляющих втулок необходимо определить ремонтопригодность головки цилиндров ЗМЗ-40911.
Определение ремонтопригодности головки цилиндров ЗМЗ-40911.
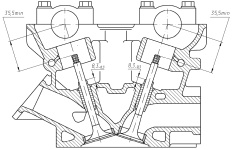
Головка цилиндров является ремонтопригодной, если после перешлифовки седла расстояние от оси распределительного вала до торца стержня клапана, прижатого к рабочей фаске седла, будет составлять не менее 35,5 мм. Если данное условие невыполнимо – головка цилиндров ремонту не подлежит. Выпрессовывание направляющей втулки производится с помощью оправки.
Выпрессовка втулки клапана.
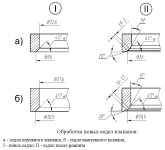
После установки направляющей втулки развернуть отверстие втулки под клапан и прошлифовать фаску седла, центрируя инструмент по отверстию во втулке. Обработать вспомогательные фаски под углом 20, 15, и рабочую фаску под углом 45 градусов с учетом размера базового диаметра 36 мм или 30,5 мм и ширины фаски согласно размеров ниже.
Обработка новых седел впускных и выпускных клапанов головки цилиндров ЗМЗ-40911, размеры.
При обработке седла обеспечить концентричность фаски на седле клапана с отверстием во втулке в пределах 0,025 мм общих показаний индикатора (биение рабочей фаски седла относительно отверстия втулки 0,05 мм). По окончании обработки седел и притирки клапанов все газовые каналы тщательно очистить и продуть сжатым воздухом, чтобы не осталось абразивной пыли. Стержни клапанов перед сборкой смазать маслом, применяемым для двигателя.
Напрессовать на направляющие втулки клапанов новые маслоотражательные колпачки с помощью оправки, вставить клапаны во втулки согласно их расположению до снятия и собрать их с пружинами с помощью специального приспособления. Убедиться, что сухари вошли в кольцевые канавки клапанов.
Рекомендуется маслоотражательные колпачки при ремонте головки цилиндров ЗМЗ-40911 всегда заменять новыми. С течением времени резина маслоотражательных колпачков теряет эластичность, появляются трещины и расслоения. Это способствует проникновению масла в камеру сгорания и повышенному угару масла.
Замер объема камер сгорания головки цилиндров ЗМЗ-40911.
В ходе ремонта надо замерить объем камер сгорания головки цилиндров ЗМЗ-40911 при установленных клапанах и свечах зажигания. Объем камер сгорания должен составлять 55-57,5 см3. При этом разница объемов в одной головке должна быть не более 1,5 см3. Для приведения объема камер допускается срезать необходимый объем вытеснителей – приливов, находящихся по бокам камеры сгорания между впускными и выпускными клапанами.
Проверка упругости клапанных пружин головки цилиндров ЗМЗ-40911.
При ремонте головки блока цилиндров надо проверить упругость клапанных пружин, так как при длительной работе их упругость падает, и нарушается кинематическая связь отдельных звеньев газораспределительного механизма. Это приведет к снижению мощности, перерасходу топлива, перебоям в работе двигателя и стукам клапанов. Уменьшение контрольных нагрузок клапанных пружин не должно превышать 10 % от номинальных величин.
Усилие новой клапанной пружины (одинарная пружина) при сжатии ее до длины 34,7 мм должно быть 232,5-270,1 Н (23,7-27.5 кгс), а при сжатии до 25,7 мм – 458,2-521,8 Н (46,7-53,3 кгс). Пружины, имеющие наработку более 200 000 километров пробега подлежат замене, независимо от результатов контроля.
Подсборка головки цилиндров ЗМЗ-40911.
При подсборке головки блока цилиндров необходимо очистить камеры сгорания и газовые каналы головки цилиндров от нагара и отложений. Протереть и продуть сжатым
воздухом.
Проверка распределительных валов головки цилиндров ЗМЗ-40911.
При наличии трещин любого характера распределительные валы подлежат выбраковке. Поверхности опорных шеек и кулачков должны быть без задиров и глубоких раковин и не иметь износов, превышающих предельно допустимые. После проверки валов необходимо зачистить и отполировать поверхности шеек и кулачков.
Замена прокладки головки блока цилиндров Волга 31105 2004-2009
Замена прокладки головки блока цилиндров автомобиля Волга ГАЗ 31105
Инструменты:
- гаечный ключ рожковый 12 мм
- гаечный ключ рожковый 13 мм
- гаечный ключ рожковый 17 мм
- ключ шестигранный 6 мм
- ключ шестигранный 12 мм
- отвертка плоская средняя
Примечание:
Для замены прокладки нужно снять головку блока цилиндров с ресивером и выпускным коллектором. Если головку блока цилиндров снимают с двигателя, установленного на автомобиле, нужно предварительно слить охлаждающую жидкость.
1. Снимите крышку головки блока цилиндров.
2. Снимите генератор.
3. Снимите гидронатяжитель верхней цепи.
4. Снимите распределительные валы.
5. Отверните четыре гайки (одна гайка на фотографии закрыта приемной трубой) крепления приемной трубы к выпускному коллектору.
6. Отверните гайку болта крепления приемной трубы к кронштейну на коробке передач, выньте болт и отведите приемную трубу от выпускного коллектора.
7. Отсоедините колодки жгутов проводов от датчиков массового расхода воздуха.
8. Отсоедините колодки жгутов проводов от датчиков положения дроссельной заслонки.
9. Отсоедините колодки жгутов проводов от датчиков положения коленчатого вала.
10. Отсоедините колодки моторного жгута от форсунок.
11. Отверните переднюю гайку крепления ресивера и снимите со шпильки держатель 1 топливоподводящего шланга и провод 2 «массы» моторного жгута.
12. Отсоедините колодку жгута проводов от регулятора холостого хода.
13. Отверните заднюю гайку крепления ресивера и снимите со шпильки держатель 2 топливоподводящего шланга и второй «массовый» провод 1 моторного жгута.
14. Отведите в сторону моторный жгут.
15. Ослабьте гайку фиксатора троса привода дроссельной заслонки и отсоедините трос от сектора.
16. Ослабьте гайки крепления оболочки троса привода дроссельной заслонки, выньте трос из кронштейна и отведите его в сторону.
17. Ослабьте хомут крепления воздушного патрубка к дроссельному узлу.
18. Ослабьте хомут крепления воздушного патрубка к воздушному фильтру.
19. Снимите патрубок вместе с датчиком массового расхода воздуха.
20. Ослабьте хомуты шлангов на дроссельном узле и отсоедините шланги.
21. Ослабьте хомуты шланга сливной магистрали, отсоедините шланг.
22. Ослабьте хомуты топливоподающей магистрали, отсоедините шланг. Отведите шланги в сторону.
23. Снимите распределительные валы
24. Выверните болты крепления успокоителя верхней цепи и снимите успокоитель.
25. Выньте указатель уровня масла.
26. Отсоедините колодку жгута проводов от датчика температуры воздуха.
27. Отверните последнюю гайку выпускного коллектора.
28. Снимите со шпильки держатель шланга системы охлаждения.
29. Выверните болты крепления головки блока цилиндров в последовательности, обратной затяжке см. рис1.
Рисунок 1 «Последовательность затяжки болтов крепления головки блока цилиндров»
30. Снимите головку блока цилиндров.
31. Снимите прокладку.
32. Тщательно очистите от нагара, остатков старой прокладки и герметика сопрягаемые поверхности головки и блока цилиндров.
33. Новую прокладку смажьте с обеих сторон тонким слоем графитной смазки, а в месте контакта с передней крышкой блока — термостойким клеем-герметиком.
34. Уложите прокладку на блок цилиндров, проследив, чтобы установочные втулки блока вошли в соответствующие отверстия прокладки.
35. Установите головку блока в порядке, обратном снятию.
Болты крепления головки блока цилиндров затяните в два этапа:
36. 1-й – 40–60 Н·м (4,0–6,0 кгс·м);
37. 2-й – 130–145 Н·м (13,0–14,5 кгс·м).
В статье не хватает:
- Фото инструмента
- Фото деталей и расходников
- Качественных фото ремонта
Источник: https://www.automnl.com/model/gaz_volga/65/
Замена Прокладки Гбц Змз 406
Сообщества ›Volga GAS› Блог ›Задачи после замены прокладки ГБЦ 406 Zm
Привет всем, я поменял прокладку и одновременно установил график. ОМП 406 у меня есть завел машину и она потерла, я бы даже сказал парную, новые провода, установила метки на ремне ГРМ (возможно, они прыгали, пока натяжители были без масла) Я закрываю шланг с системой кондиционирования, не запускается. какие у тебя варианты? что я мог пропустить, может быть, где это утечка? Постскриптум Я видел, что газы в расширительном баке не ворчат естественным образом, но когда вы открываете крышку, при открытии возникает давление Вооотот видос, я не единственный =))
Комментарии 32
Спасибо за все расходы огромные, проблема решена, прыжок ремня ГРМ на один зуб =) все исправлено и стало как часы
Слегка открутите верхнюю крышку, снимите переднюю крышку и посмотрите, что произойдет, если истечет время, затем удалите все и установите его до последнего
да, теги были сдвинуты, уже сняты и просто с покатушек, стало лучше =)
очевидно, пусть этот автомобиль работает
Проверьте теги. Если до изменения все прошло хорошо, значит, ваш ремонтный бизнес. Соль из трубки нормальная, должно быть давление. главное, что при перезагрузке пузырьков не так много. Посмотри на разрядку, если она зависает.
READ Замена Салонного Фильтра Renault Символ
глупо как я думал о скользящей метке =))
Измерьте сжатие. Если стружка попадет под клапан, гидравлический очистит зазор, и клапан не заблокируется.
Кажется, я начинаю догонять, что мозг накапливает, у меня, похоже, залил TPS, сейчас попробую, когда уйду с работы
Измерьте сжатие. Если стружка попадет под клапан, гидравлический очистит зазор, и клапан не заблокируется.
там в комментариях к письму видос написал как он исправил этот недуг
замена Прокладки головки 406. Видео
Показывает, как поднять голову 406
двигатель в газели, заточить головку двигателя,
заменить прокладку
, право.
GT замена Прокладки ГБЦ на Газель с 405м и ЗМЗ 406м!
Искренне поздравляю всех . Если вы заинтересованы в возврате орехов самостоятельно, вы также сэкономите свой домашний бюджет.
Это было так после замены прокладки Головка цилиндров тоже собрала все. Мало того, что один цилиндр не изменился, но сразу же на хх машина ужасно качалась на поворотах, приемлемо нормально. Оказалось, что один зуб трясется на впускном распределительном валу.
Я также думаю, что даже чертовски говорю, что один цилиндр будет работать, а другой будет иногда сниматься, чтобы помочь ему =)) он равен скорости, короче говоря, я думаю, что, пока новые натяжители были без масла, инфекция прыгнула
READ Замена Сальника Коленвала Mitsubishi Lancer 9
Вы положили прокладку под впускной коллектор? Это касается и собственного двигателя европейского класса. ZMZ 406 405 409 Процесс сборки Часть 2. Замена прокладки головки блока цилиндров ZMZ 405 в домашних условиях. И вот, они положили евро 0 на евро 3, и снег тоже
Я не одна, но я с такая фигня Я боролся в течение месяца. Проверьте впуск (я потянул через головку / впуск цилиндров) и катушку стартера)) Если он застрял со знаком плюс или минус на месте. Больше dtv и jot check.
например, проверка не горит для меня, это означает, что все связано, я думаю, что ремень ГРМ потерян и есть всасывание в закрытых клапанах это базовая версия, катушки являются нормой для замены, провода нового столетия, стружка может попасть в свечи при фрезеровании, но свечи сухие, что означает, что они работают
Я не одна, но я с бороться, как фигня
на месяц. установка фаз газораспределения ZMZ 406 имеет 100% успех при замене прокладки ГБЦ на замену. Проверьте впуск (я потянул через головку / впуск цилиндров) и катушку стартера)) Если он застрял со знаком плюс или минус на месте. Больше dtv и jot check.
READ Какой Двигатель Стоит На Датсун Он До
и даже при всасывании воздуха я бы давал газ, который бы утих, так сказать, затопил бы, но не здесь, скорость отключена
Нет. мой тест тоже не горит, самодиагностика указывает на ошибки, и это по-прежнему не означает, что все подключено правильно, так как некоторые из ошибок тупо игнорируются и устанавливаются параметры по умолчанию, катушки также кажутся работает. но блин остается первым, он не работает должным образом, и отсюда это было нелепое моторное поведение

(на самом деле это в БЖ) все-таки изменилось, работает даже нормально, но пока не нагреется до ОПЕРАЦИОННОЙ температуры, дурак запускается позже. повороты тупо уменьшаются до 500 и начинается репрессия. И это определенно не сложность зажигания. может быть, это либо DTV, потому что оно выглядит как микс, либо неправильно, и ECU устанавливает их специально для них. С всасыванием тоже там работает и сразу останавливается, когда я менял прокладку, все стало нормально.
Осмотр, дефектовка и ремонт головки блока
1. После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания и клапаны от нагара.
2. Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов, следы прогара и трещины на стенках камеры сгорания, заменить головку блока.
3. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки блока, посередине, вдоль и затем поперек и щупом измерить зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, головку заменить.
4. Проверить зазоры в подшипниках распределительных валов.
5. Проверить зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока. Зазор вычисляют как разность между диаметром канала и диаметром гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0 +0,025 мм, предельно допустимый — 35,1 мм. Номинальный диаметр гидротолкателя 35,0 –0,025 и 35,0 –0,041 мм, предельно допустимый диаметр — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанную величину, заменить гидротолкатель. Если и это не даст положительного результата, заменить головку блока.
6. Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан необходимо заменить.
Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
Притирку клапана к седлу производят следующим образом:
— вставить клапан в головку блока;
— надеть на стержень клапана приспособление для притирки клапанов;
— нанести на рабочую фаску клапана тонкий слой притирочной пасты, представляющей собой смесь мелкого абразивного порошка с моторным маслом;
— поворачивать клапан с помощью приспособления в обе стороны, периодически прижимая к седлу. Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски седла и клапана.
После притирки протереть седло и клапан чистой тряпкой и тщательно промыть для удаления остатков притирочной пасты. Чтобы проверить герметичность клапана, установить его в головку блока вместе с пружинами и сухарями.
После этого положить головку блока набок и залить в канал, закрываемый клапаном, керосин. Если в течение 3 мин. керосин не просочится в камеру сгорания, клапан считается герметичным.
7. Проверить состояние пружин клапанов. Искривленные пружины, а также имеющие трещины или поломанные, нужно заменить.
8. Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов. Более значительные дефекты можно устранить шлифовкой.
После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифовки седла клапан садится в седло глубже. Поэтому после шлифовки нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала.
Если это расстояние меньше 35,5 мм, заменить головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
9. Проверить зазоры между направляющими втулками и клапанами. Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,2 мм. Если зазор превышает указанный, заменить клапан и направляющую втулку. Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в плоскость головки блока со стороны отверстия под гидротолкатели. Втулки перед установкой нужно охладить до –40…45°С, а головку блока нагреть до температуры +160…175°С.
Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части направляющие втулки клапанов поставляют трех ремонтных размеров. Первый ремонтный размер с увеличенным на 0,02 мм наружным диаметром втулки.
Второй — наружный диаметр втулки 14,2 +0,053 и 14,2 +0,040 мм, третий — с увеличенным на 0,02 мм диаметром от второго размера. При установке втулок первого ремонтного размера отверстие под втулку в головке блока не растачивать.
При установке втулок второго и третьего ремонтных размеров нужно расточить отверстие до диаметра 14,2 –0,023 и 14,2 –0,050 мм.
После установки новых втулок развернуть в них отверстие под клапаны. Затем прошлифовать седла клапанов, как было указано выше.
10. Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подвода сжатого воздуха. Заглушить все отверстия в головке деревянными пробками.
Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах, где есть трещины, будут выходить воздушные пузыри.
Двигатель 406 инжектор ремонт своими руками
Преемником 406-го мотора стал ЗМЗ 405 и его модификации. ЗМЗ 405 имеет высокие характеристики. Это чистый инжекторный двигатель с повышенными мощностью. По сравнению с предшественником, у 406-го была меньшая мощность и больший объем двигателя. Мотор получил экологическую норму — Евро-3, что позволило продавать автомобили за границу.
При этом конструкторы смогли устранить ряд недоработок, которые были обнаружены у ЗМЗ 405. В процессе разработки нового движка была модернизированная клапанная крышка, газораспределительный механизм, установленная двухслойная металлическая прокладка ГБЦ.
Двигатель ЗМЗ 405 имеет технические характеристики:
| Наименование | Характеристика |
| Тип | Рядный |
| Топливо | Бензин |
| Система впрыска | Инжектор |
| Объем | 2,5 литра (2464 см. куб) |
| Мощность | 140,5 лошадиных сил |
| Количество цилиндров | 4 |
| Количество клапанов | 16 |
| Диаметр цилиндра | 95,5 мм |
| Расход | 9,6 литров на 100 км |
| Система охлаждения | Жидкостное, принудительное |
| Порядок работы цилиндров | 1-3-4-2 |
405 двигатель оборудовался 5 ступенчатой механической коробкой передач. Сцепление устанавливалось сухое. При подтёках из-под заднего сальника коленчатого вала, обычно намокал диск, и узел работал неисправно.
Во многих случаях приходилось из-за этого менять диск сцепления вместе с манжетой коленвала.
Последующие операции по сборке двигателя
Установить и закрепить переднюю крышку головки цилиндров с прокладкой.
Установить корпус термостата в шланг термостата и закрепить корпус термостата с прокладкой к головке цилиндров, затянуть хомуты шланга.
Запрессовать трубку стержневого указателя уровня масла и установить указатель. Для повышения надежности установки и герметичности предварительно нанести на поверхность нижнего конца трубки герметик «Локтайт-638».
Установить выпускной коллектор с прокладкой на шпильки головки цилиндров. Наживить и затянуть все, кроме последней, гайки крепления коллектора.
Установить экран выпускного коллектора на шпильки выпускного коллектора и закрепить гайками.
Установить на штуцер водяного насоса шланг, соединяющий насос с трубкой забора воды, и закрепить хомутом.
Надеть на трубку забора воды скобу. Вставить трубку забора воды в шланг, надетый на штуцер водяного насоса, и надеть скобу на последнюю шпильку коллектора. Закрепить скобу затяжкой гайки и затянуть хомут шланга.
Установить пробку сливного отверстия блока цилиндров, предварительно нанеся на резьбу пробки силиконовый клей-герметик «Юнисил Н50-1» или анаэробный герметик «Стопор-6».
Установить и закрепить крышку клапанов с прокладкой и уплотнителями свечных колодцев. Установить на крышке клапанов держатель разъема датчика синхронизации.
Установить и закрепить кронштейны генератора верхний и нижний и передний кронштейн подъема двигателя одновременно.
Установить патрубок отбора охлаждающей жидкости с прокладкой. Предварительно нанести на резьбу болтов патрубка анаэробный герметик «Стопор-6».
Установить и закрепить впускную трубу с прокладкой к головке цилиндров.
Установить ресивер с прокладкой на шпильки впускной трубы и закрепить гайками.
Закрепить ресивер к головке цилиндров посредством двух угловых кронштейнов, устанавливаемых на шпильки головки цилиндров.
Сначала следует наживить, не затягивая, винты крепления кронштейнов к ресиверу, затем затянуть гайки крепления кронштейнов к головке и затянуть винты крепления к ресиверу.
Установить шланг вентиляции с трубкой вентиляции и закрепить хомутами. Установить шланг малой ветви вентиляции на штуцеры трубки вентиляции и ресивера и закрепить хомутами.
Установить и закрепить ведомый и нажимной диски сцепления, центрируя ведомый диск с помощью специальной оправки.
В качестве оправки можно использовать первичный вал КПП.
Болты нажимного диска завернуть последовательно в несколько этапов, для исключения перекоса нажимного диска до момента 19,6…24,5 Нм (2,0…2,5 кгсм).
Установить палец вилки выключения сцепления и шпильки в картер сцепления.
Установить картер сцепления с кронштейном подъема двигателя на установочные штифты блока цилиндров и закрепить к блоку цилиндров болтами.
Снять двигатель со стенда.
Модификации двигателя ЗМЗ 405
- ЗМЗ 4052.10 — основной мотор. Используется на автомобилях Волга и Газель.
- ЗМЗ 40522.10 — аналог 4052.10, соответствует экологическим нормам Евро-2. Используется на автомобилях Газель и Волга.
- ЗМЗ 40524.10 — аналог 40522.10, соответствует экологическим нормам Евро-3. Используется на легковых автомобилях Волга.
- ЗМЗ 40525.10 — аналог 40522.10, соответствует экологическим нормам Евро-3. Используется на грузовых автомобилях Газель.
- ЗМЗ 4054.10 — турбо версия 405, стальной коленвал, кованая поршневая, интеркулер, СЖ 7.4, мощность 195 л.с./4500 об.мин, момент 343 Нм/об.мин. Производился мелкосерийно, стоил неадекватно дорого, поэтому тюнинговщики предпочитали ставить проверенные Toyota 1JZ / 2JZ.

Тюнинг ЗМЗ 406
Некоторые автомобилисты дорабатывают ЗМЗ 406, то есть проводят тюнинг. Существует два способа провести апгрейд. Первый — механическая доработка, второй — программная. Во втором случае, проводится перепрошивка электронного блока управления двигателем на понижение расхода или увеличения мощностных характеристик. В первом случае, потребуется механическое воздействие, чтобы добавить мощности.
Формирование
Автолюбителю придётся заменить распределительные валы, установить Т-образные клапаны, расточить камеру сгорания, смонтировать облегчённые поршни, шатуны и коленчатый вал. Также, потребуется полная адаптация головки блока цилиндров. Выход мощности составит около 200 лошадок, а вес мотора уменьшиться на 16 кг.
ЗМЗ 406 турбо или установка компрессора
Для монтажа компрессора придётся установить усиленный коленчатый вал и кованые поршни. Турбина Garrett 28, коллектор под неё, пайпинги, интеркулер, форсунки 630сс, выхлоп 76мм, ДАД+ДТВ, настройка на Январе. Турбирование ЗМЗ 406 позволит раскочегарить силовой агрегат до нереальных 300-400 лошадок.
При этом всем рекомендуется установить сток охлаждение мотора. Это поможет привести в норму рабочую температуру турбомотора. Отлично подойдёт комплект Брембо Е317, который рассчитан для установки на отечественные автомобили Волга.
Обслуживание
Обслуживание движков ЗМЗ 405начиналось с ТО-0, которое делается после пробега в 2500 км. Каждое последующее техническое обслуживание необходимо проводить каждые 15 000 км при эксплуатации на бензине и 12 000 км — для газа.
Каждое второе техническое обслуживание требует проверки систем, таких как клапанный механизм, состояние электронного блока управления силовым агрегатом, а также работоспособность датчиков. Регулировка клапанного механизма проводится спустя 50 000 км, или раньше по необходимости. Зачастую к 70 000 выходят со строя гидрокомпенсаторы, которые нужно менять все вместе, поскольку неизвестно, когда со строя выйдут работоспособные.
Смена прокладки клапанной крышки выполняется каждые 40 000 км пробега или при образовании течи с под неё.
Многие автолюбители задаются извечным вопросом, — сколько масла заливать в движок? В мотор 405 рекомендуется заливать полусинтетическое масло с маркировками 5W-30, 5W-40, 10W-30, 10W-40, 15W-40, 20W-40. Для смены масла понадобиться 5,4 литра, которые заливаются в силовой агрегат. Как показывает практика, большинство автомобилистов выполняют техническое обслуживание мотора самостоятельно.
Снятие и ремонт головки блока цилиндров двигателя змз 406
Сливаем из системы охлаждающую жидкость (см. «Замена охлаждающей жидкости»). Снимаем шланги с патрубков термостата или снимаем термостат
(см. Проверка и замена термостата»). Отсоединяем колодку проводов от датчика положения распределительного вала
(см. «Проверка и замена датчика положения распределительного вала»). Снимаем генератор с его верхним кронштейном (см. «Снятие генератора»). Если головку блока цилиндров двигателя змз 406 демонтируем с целью ремонта или замены, то предварительно снимаем впускной трубопровод (см. «Замена прокладки впускного трубопровода») и выпускной коллектор (см. «Замена прокладок выпускного коллектора»). Если работа выполняется с иной целью (например, нужно заменить прокладку головки блока цилиндров), то головку можно снять в сборе с впускным трубопроводом и выпускным коллектором. Снимаем распределительные валы (см. «Снятие распределительных валов»). Шестигранником «на 12» отворачиваем десять винтов крепления головки блока цилиндров двигателя змз 406.
и вынимаем винты.
Вынимаем шайбы винтов.
Вынимаем гидрокомпенсаторы (см. «Замена гидрокомпенсаторов»). пометив их местоположение в головке блока цилиндров. Снимаем головку блока цилиндров.
Сопрягаемые поверхности головки и блока цилиндров тщательно очищаем от нагара, остатков старой прокладки и герметика. Приложив линейку к привалочной плоскости головки блока цилиндров.
набором щупов проверяем неплоскостность головки блока цилиндров. При неплоскостности свыше 0,05 мм плоскость головки необходимо восстановить механической обработкой, однако, если неплоскостность превышает 0,1 мм, головка не ремонтопригодна.
Ключом «на 10» отворачиваем восемь болтов.
снимаем заднюю крышку головки блока цилиндров с прокладкой.
Устанавливаем рассухариватель на головку блока цилиндров. Если конструкцией рассухаривателя не предусмотрен упор клапана, подкладываем под тарелку клапана деревянный брусок. Рассухаривателем сжимаем пружины клапана. Чтобы тарелка пружин легче сошла с сухарей. наносим легкие удары молотком по упорной сошке рассухаривателя.
Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимаем верхнюю тарелку и две пружины клапана.
Съемником удаляем маслоотражательный колпачок.
и снимаем опорную шайбу.
Переворачиваем головку блока цилиндров двигателя змз 406 и вынимаем клапан, пометив место его установки, для того чтобы при последующей сборке клапан встал на свое прежнее место. Аналогично снимаем и помечаем остальные клапаны. Шестигранником «на 8» выворачиваем заглушки масляных каналов.
Для притирки клапанов.
наносим притирочную пасту на фаску клапана и устанавливаем клапан в соответствующую направляющую втулку головки блока цилиндров двигателя змз 406.
Закрепляем на ножке клапана приспособление для притирки и.
прижимая клапан к седлу, попеременно поворачиваем его в обе стороны.
Продолжаем притирку до тех пор, пока уплотняющая фаска клапана полностью по всей своей ширине и длине не станет матовой и чистой.
Так же должна выглядеть и фаска на седле клапана.
Стираем ветошью с клапана и седла остатки пасты.
Аналогично притираем остальные клапаны. Перед сборкой головки блока цилиндров змз 406 керосином или дизельным топливом промываем головку, очищаем масляные каналы от отложений. Затем вытираем поверхности чистой ветошью и продуваем каналы сжатым воздухом.
Собираем и устанавливаем головку блока цилиндров змз 406 в обратной последовательности. Маслосъемные колпачки заменяем новыми. Перед установкой клапанов их стержни покрываем моторным маслом.
Из резьбовых отверстий блока цилиндров под крепежные винты головки удаляем остатки масла и охлаждающей жидкости.
На привалочную плоскость передней крышки блока цилиндров (на участке контакта с прокладкой головки блока) наносим герметик.
Прокладку головки блока цилиндров двигателя змз 406 заменяем новой. Устанавливая головку блока цилиндров на блок, следим, чтобы она «села» на установочные втулки. Перед установкой винтов крепления головки блока цилиндров наносим на их резьбовую часть моторное масло. Винты затягиваем динамометрическим ключом в два этапа, соблюдая последовательность их затяжки. Предварительно затягиваем их моментом 50 Нм, затем окончательно — 140 Нм. Порядок затяжки болтов крепления головки блока цилиндров
Установив все снятые детали и узлы, заполняем систему охлаждения жидкостью и заменяем масло в двигателе
Неисправности и ремонт
Поскольку, новый силовой агрегат был выполнен на базе старого 406-го, то проблемы и ремонт остались прежними. Так, к основным неисправностям, которые встречаются у ДВС 405, относятся: частые поломки системы охлаждения, связанные с плохим исполнением термостата, троение, плавают обороты и плохой пуск.

Рекомендуется, для ЗМЗ 405 ремонт выполнять в условиях автосервиса, поскольку не всегда можно определить поломку. Это связано с неисправностью, когда заводится и глохнет ЗМЗ 405. В этом случае, проблема может скрываться в свечах зажигания или электронном блоке управления двигателем. Если неисправность носит механический характер, то её легко устранить самостоятельно, а вот если проблема в ЭБУ или датчиках, то придётся совершить поездку в автосервис.
С чего начать ремонт двигателя автомобиля Газель 405
Ремонт двигателя газель 405 начинается со снятия двигателя с автомобиля и его дальнейшей разборке.
Если делая ремонт двигателя газель 405 обнаружились на ГБЦ пробоины на стенках цилиндров, с трещинами на верхней поверхности и на ребрах, которые поддерживают коренные подшипники, с пробоинами на рубашке и картер, все подлежит замене на новые.
В результате износа цилиндры в ГБЦ становятся по длине неправильного конуса, а по окружности — овала. Наибольшей износ происходит в верхней части цилиндров против верхнего компрессионного кольца, при положении поршня в ВМТ, а наименьший износ происходит в нижней части, при положении поршня в НМТ.
Делая ремонт двигателя газель 405 все цилиндры в одном блоке подгоняются под один ремонтный размер с допуском +0,036…+0,072 мм от нормы. Исключение составляет, когда нужно вывести неглубокие царапины на зеркале цилиндров (на 0,10 мм), здесь допускается исправление только дефектных цилиндров.
В тех случаях, когда в распоряжении имеются лишь ограниченное число поршней рекомендуется рассчитать номинальный диаметр для каждого цилиндра, исходя из фактического размера диаметра юбки поршня, предназначенного для работы в данном цилиндре, и под этот размер обрабатывать цилиндры с указанным ниже допуском на обработку.
Отклонения от геометрически правильной формы цилиндров должны располагаться в поле допуска размерной группы на диаметр цилиндра.
Читайте также: