
Ремонт грм камаз 740
Обновлено: 11.05.2024
Восстановление деталей газораспределительного механизма
Газораспределительный механизм двигателя КамАЗ имеет ряд ключевых деталей. Рассмотрим типичные дефекты каждой и способы их устранения.
Восстановление клапанов и их притирка в гнездах головок цилиндров
Клапаны изготовлены из жаропрочной стали. Стержень клапана перед установкой графитизуется. Угол рабочей фаски клапана 45°; диаметр выпускного клапана 51,5 мм, впускного — 46,5 мм; высота подъема клапана 12,5 мм.
Характерными дефектами клапанов являются износ рабочих фасок, погнутость стержня, облом тарелки клапана.
Толкатели тарельчатого типа стальные, тарелки наплавляются при изготовлении отбеленным чугуном. Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня.
Изношенные тарелки и стержни толкателей восстанавливаются хромированием.
После восстановления клапаны притираются в седлах головок цилиндров.
Притирка клапанов начинается с приготовления пасты: паста приготавливается из 1,5 части (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0,5 части дизельного топлива. Перед употреблением притирочная паста перемешивается, чтобы микропорошок не осаждался. Затем на фаску седла клапана наносится тонкий равномерный слой пасты. Стержень клапана смазывается моторным маслом. Притирка производится возвратно-вращательным движением клапана дрелью с присоской или соответствующим приспособлением. Нажимая на клапан, необходимо повернуть его на 1/3 оборота по часовой стрелке, затем на 1/3 оборота в обратном направлении. Клапаны круговыми движениями не притираются. Притирка продолжается до появления на фасках клапанов седел пояска шириной не менее 1,5 мм матового цвета, как показано на рис. 51.
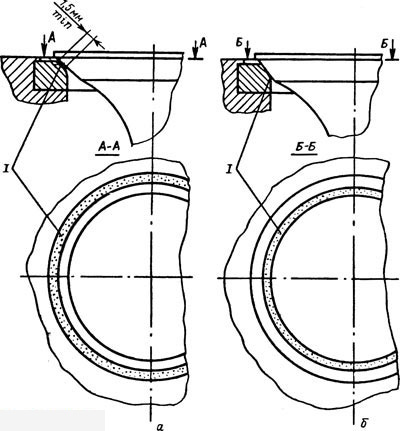
Рис. 51. Расположение притертых матовых поясков на седле и головке клапана при закрытом положении:
а — правильное; б — неправильное; I — положение пояска на седле и головке клапана
При правильной притирке матовый поясок на седле головки клапана должен начинаться у большего основания конуса седла.
После окончания притирки клапаны и головки цилиндров промываются керосином и обдуваются воздухом. Качество притирки клапанов определяется после сборки клапанного механизма проверкой его на герметичность. Для этого головка цилиндра устанавливается впускными и выпускными окнами вверх и в углубления клапанных гнезд заливается дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 мин. При подтекании керосина производится постукивание резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притираются повторно.
При необходимости качество притирки проверяется «на карандаш». Для этого на фаску клапана мягким графитовым карандашом наносится на равном расстоянии 6—8 черточек. Клапан осторожно вставляется в седло и после сильного нажатия проворачивается на 1/4 оборота. При качественной притирке все черточки должны быть стертыми.
После контроля притирки клапанный механизм собирается и регулируется. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первый цилиндр совмещением меток на муфте опережения впрыска и корпуса топливного насоса.
Дефекты распределительного вала
Распределительный вал изготовляется горячей штамповкой из стали 18ХГТ. Он устанавливается в развале блока на 5 опорных подшипниках. Поверхности опорных шеек и кулачков после цементации закаливаются токами высокой частоты. Поверхности шеек и кулачков проходят точную механическую обработку: шлифуются, полируются и затем фосфатируются. Биение поверхностей второй, третьей и четвертой шеек относительно оси крайних шеек допускается не более 0,025 мм. Нецилиндричность опорных шеек 0,005 мм, непараллельность образующих всех кулачков относительно поверхности крайних шеек не более 0,05 мм.
На задний конец распределительного вала напрессована стальная штампованная шестерня с прямыми зубьями. Зубья шестерни подвергаются термической обработке. Шестерня распределительного вала приводится во вращение через промежуточную шестерню шестерней коленчатого вала.
Характерными дефектами распределительных валов являются:
- трещины на валу, отколы по торцам вершин кулачков;
- погнутость вала;
- износ шпоночного паза;
- износ впускных и выпускных кулачков по высоте; износ передней, средней и задней опорных шеек.
Разборка клапанного механизма и возможные дефекты его деталей
В состав газораспределительного механизма, показанного на рис. 48, входят распределительный вал, толкатели с направляющими, штанги, прокладка крышки головки, коромысла с регулировочным винтом, клапаны с двумя клапанными пружинами, направляющая клапана и устройство крепления клапанов Клапанный механизм закрывается крышкой. Крышки крепятся болтами к головкам цилиндров.
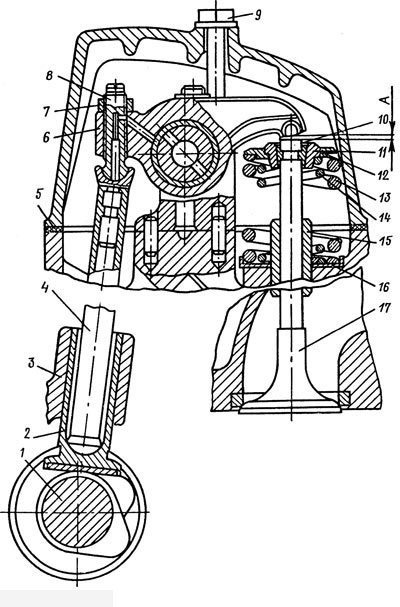
Рис. 48. Газораспределительный механизм двигателя КамАЗ-740:
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга; 5 — прокладка крышки головки; 6 — коромысло; 7 — гайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10 — сухарь; 11 — втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина, 15 — направляющая клапана; 16 — шайба; 17 — клапан; А — тепловой зазор между носком коромысла и стержнем клапана
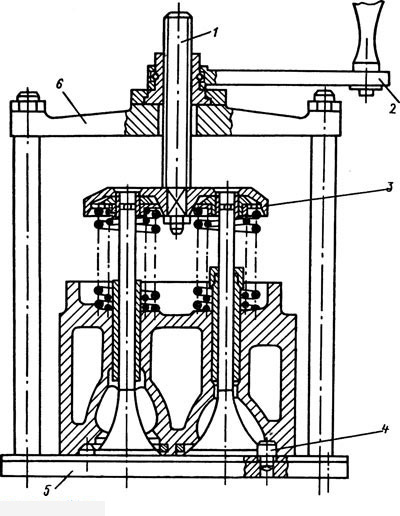
Рис. 49. Разборка клапанного механизма с использованием приспособления И-801.06.100:
1 — винт; 2 — рукоятка; 3 — тарелка; 4 — штифт; 5 — основание; 6 — траверса приспособления
Разборка клапанного механизма осуществляется с помощью приспособления И-801.06.100, показанного на рис. 49. Для разборки клапанного механизма необходимо:
- установить головку блока цилиндров на основание так, чтобы штифты приспособления вошли в отверстия под болты крепления головки;
- вращать вороток, вворачивать винт и тарелкой отжать пружины клапанов;
- снять сухари и втулки;
- вывернуть винт из траверсы, снять тарелку и пружины клапанов;
- вынуть впускной и выпускной клапаны.
Штанги толкателей стальные, пустотелые, со вставками, наконечниками. Характерный дефект штанг: ослабление посадки наконечников и погнутость стержня штанги.
На каждый клапан устанавливаются по две пружины. В соответствии с требованиями технических условий на контроль, сортировку и восстановление пружин предварительно устанавливаемое усилие пружин должно составлять 360 Н, а суммарное их рабочее (в сжатом состоянии) усилие — 830 Н. При дефектации пружин около 10 % от общего количества выбраковывается. Вместо выбракованных пружин на сборку газораспределительного механизма поступают новые.
Технические условия на контроль, сортировку и восстановление распределительных валов
Контроль размеров кулачков и опорных шеек распределительного вала осуществляется с помощью приспособления, показанного на рис. 50, а размеры кулачков указаны в табл. 28.
Технологические условия на контроль, сортировку и восстановление распределительных валов представлены в табл. 29.
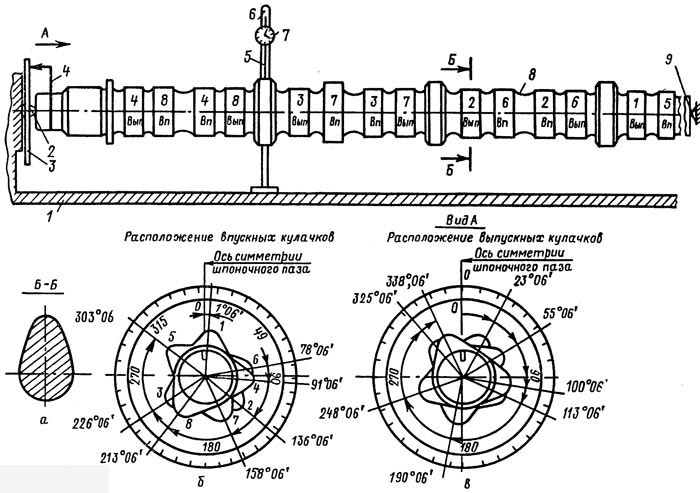
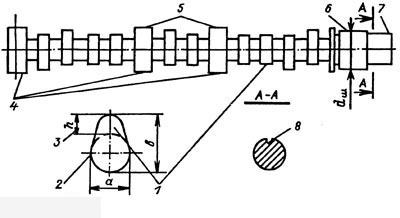
Рис. 50. Приспособление для контроля профиля кулачков и опорных шеек распределительного вала:
а — профиль кулачка, б — расположение впускных кулачков; в — расположение выпускных кулачков; Вп — впускной кулачок; Вып — выпускной кулачок; 1 — основание приспособления; 2,9 — центры; 3 — диск с градуировкой, град; 4 — указательная стрелка, закрепленная на шейке распределительного вала; 5 — ножка индикатора; 6 — стойка индикатора; 7 — индикатор, 8 — распределительны вал
Последовательность контроля распределительного вала следующая:
- проверить вал на отсутствие трещин и отколов кулачков;
- радиальное биение средних опорных шеек относительно передней и задней опорных шеек; проверить износ шейки под шестерни;
- кулачков по высоте;
- цилиндрической части кулачков;
- передней и средней шеек;
- задней шейки.
28. Размеры кулачков распределительного вала КамАЗ-740
Примечание: а — угол поворота кулачка; h — высота подъема профиля кулачка.
- Сделать заключение о годности распределительного вала и о способе восстановления распределительного вала.
Распределительные валы, не удовлетворяющие требованиям технических условий, подвергаются восстановлению.
Материал: сталь 18ХГТ
Твердость опорных шеек, кулачков и торца распределительного вала: HRC 58—63
29. Технические условия на контроль, сортировку и восстановление распределительного вала
Технологический процесс восстановления распределительных валов
Технологический процесс восстановления распределительных валов включает следующие операции: мойку распределительного вала, снятие шестерни, правку и проверку биения распределительного вала, шлифовку шеек вала под ремонтный размер, контроль размеров шеек, шлифовку кулачков цилиндров, контроль профиля кулачков, изготовление паза под шпонку, установку шестерен, сдачу распределительного вала ОТК.
Восстановление опорных шеек распределительного вала производится шлифованием под ремонтный размер, а его кулачков — шлифованием по копиру с целью восстановления профиля кулачков на копировально-шлифовальных станках ЗА433 шлифовальным кругом ПП 600X20X305 марки Э46—60 СМ1—СМ2К. После шлифования шейки и кулачки распределительного вала полируются полировальной лентой ЭБ220 или пастой ГОИ № 10.
Режимы шлифования опорных шеек и кулачков распределительного вала приведены в табл. 30.
30. Режимы шлифования опорных шеек и кулачков распределительного вала
Ремонт грм камаз 740
Механизм газораспределения предназначен для обеспечения впуска в цилиндры свежего воздушного заряда и выпуска из них отработавших газов
Впускные и выпускные клапаны открываются и закрываются в определенных положениях поршня, что обеспечивается совмещением меток на шестернях привода агрегатов при их монтаже.


Механизм газораспределения - верхнеклапанный с нижним расположением распределительного вала.
Кулачки распределительного вала 24 в соответствии с фазами газораспределения приводят в действие толкатели 23.
Штанги 19 сообщают качательное движение коромыслам 16, а они, преодолевая сопротивление пружин 7 и 8, открывают клапаны 25.
Закрываются клапаны под действием силы сжатия пружин.
Распределительный вал стальной, кулачки и опорные шейки подвергнуты термообработке ТВЧ;
- устанавливается в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные втулки, залитые антифрикционным сплавом.
Диаметр втулок на 6 мм больше по сравнению со втулками двигателя мод. 740.10.
Распределительный вал увеличенной размерности, измененными фазами газораспределения и ходом клапанов по сравнению с распредвалом двигателя мод. 740.10.

На задний конец распределительного вала напрессована прямозубая шестерня 3.
Привод распределительного вала осуществляется от шестерни коленчатого вала через промежуточные шестерни.
Шестерни стальные, штампованные с термообработанными зубьями.
Для обеспечения заданных фаз газораспределения шестерни при сборке устанавливаются по меткам, выбитым на торцах (см. статью "Техническая характеристика двигателя КАМАЗ 740.11-240").
От осевого перемещения вал фиксируется корпусом 2 подшипника задней опоры, который крепится к блоку цилиндров тремя болтами.
Посадочный диаметр корпуса подшипника задней опоры больше по сравнению с корпусом подшипника двигателя мод. 740.10.
Установка корпуса подшипника задней опоры распределительного вала двигателя мод. 740.10 не допустима, так как приведет к аварийному снижению давления масла в системе и преждевременному выходу из строя двигателя.
Клапаны из жаропрочной стали.
Угол рабочей фаски клапанов 90°. Диаметр тарелки впускного клапана 51,6 мм, выпускного - 46,6 мм, высота подъема впускного клапана - 14,2 мм, выпускного - 13,7 мм.
Геометрия тарелок впускных и выпускных клапанов обеспечивают соответствующие газодинамические параметры впуска-выпуска газов и поэтому их замена на клапаны двигателя мод. 740.10 не рекомендуется.
Клапаны перемещаются в направляющих втулках изготовленных из металлокерамики.
Для предотвращения попадания масла в цилиндр и снижения его расхода на угар, на направляющих клапанов устанавливаются резиновые уплотнительные манжеты.
Толкатели тарельчатого типа с профилированной направляющей частью, изготовлены из стали с последующей наплавкой поверхности тарелки отбеленным чугуном.
Толкатель подвергнут химико-термической обработке.
Коромысла клапанов стальные, штампованные, представляют собой двуплечий рычаг, у которого отношение большого плеча к меньшему составляет 1.55.
Коромысла впускного и выпускного клапанов устанавливаются на общей стойке и фиксируются в осевом направлении пружинным фиксатором.
Коромысла клапанов двигателя 740.11-240. в отличие от коромысел двигателя мод. 740.10, не имеют бронзовой втулки.
Направляющие толкателей отлиты заодно с блоком цилиндров.
Штанги толкателей стальные, пустотелые с запрессованными наконечниками. Штанги на 3 мм короче штанг двигателя мод. 740.10 и не взаимозаменяемы с ними.
Стойка коромысел чугунная, её цапфы подвергнуты термической обработке ТВЧ.
Диаметр цапф на 2 мм больше по сравнению с цапфами стойки коромысел двигателя мод. 740.10.
Пружины клапанов винтовые, устанавливаются по две на каждый клапан.
Пружины имеют различные направления навивки. Диаметр проволоки наружной пружины 4,8 мм, внутренний - 3,5 мм. Предварительно устанавливаемое усилие пружин 355 Н, суммарное рабочее - 821 Н.
Пружины взаимозаменяемы с пружинами двигателя мод. 740.10.
Головки цилиндров 1 (рис. 1) отдельные на каждый цилиндр, изготовлены из алюминиевого сплава.
Головка цилиндра имеет полость охлаждения, сообщающуюся с полостью охлаждения блока.
Для усиления днища головки увеличена ее толщина в зоне выпускного канала и выполнено дополнительное ребро по сравнению с головкой цилиндра двигателя мод. 740.10.
Каждая головка цилиндров устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали.
Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов.
Втулка уплотнена резиновыми кольцами.
В головке, по сравнению с головкой двигателя 740.10, увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость.
Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров.
Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса и экологические показатели двигателя, поэтому замена на головки цилиндров двигателя мод. 740.10 не допускается.
В головку запрессованы чугунные седла и металлокерамические направляющие втулки клапанов.
Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами двигателя мод. 740.10, и фиксируются острой кромкой.
Выпускное седло и клапан профилированы для обеспечения меньшего сопротивления выпуску отработавших газов.
Применение выпускного клапана мод. 740.10 не рекомендуется.
Стык "головка цилиндра - гильза" (газовый стык) - беспрокладочный (рис. Газовый стык).

В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3. Посредством этого кольца головка цилиндра устанавливается на бурт гильзы.
Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра 5.
Уплотнительное кольцо дополнительно имеет свинцовистое покрытие для компенсации микронеровностей уплотняемых поверхностей.
Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка - заполнитель 4.
Прокладка - заполнитель фиксируется на выступающем пояске кольца газового стыка за счет обратного конуса с натягом.
Применение прокладки заполнителя снижает удельный расход топлива и дымность отработавших газов. Прокладка-заполнитель разового применения.
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки установлены уплотнительные кольца 2 из силиконовой резины.
Пространство между головкой и блоком, отверстия стока моторного масла и отверстия прохода штанг уплотнены прокладкой 7 головки цилиндра из термостойкой резины.

При сборке двигателя болты крепления головки цилиндра следует затягивать в три приема в порядке возрастания номеров, указанном на рис. 5
Величины моментов затяжки должны быть:
1 прием - до 39-49 Нм (4-5 кгс.м);
3 прием - до 186-206 Нм (19-21 кгс.м
Перед ввертыванием смазать резьбу болтов слоем графитовой смазки.
После затяжки болтов необходимо отрегулировать зазоры между клапанами и коромыслами (регулировка зазоров клапанов описана в статье - Как отрегулировать зазоры клапанов Камаз.
Клапанный механизм закрыт алюминиевой крышкой 15 (см. рис. 1). Для шумоизоляции и уплотнения стыка крышка - головка цилиндра применены виброизоляционная шайба 14 и резиновая уплотнительная прокладка 19.
Болты крепления крышек головок цилиндров затянуть с крутящим моментом 12,7-17,6 Нм (1,3-1,8 кгс.м).
Основные неисправности механизма газораспределения
Отклонения в работе механизма газораспределения при естественном износе деталей вызывают ухудшение динамики механизма, способствуют ускоренному износу сопряжений. Из общего числа отказов всех систем двигателя 25-27 % приходится на ГРМ.
Основными неисправностями двигателя, обуславливаемые неисправностями ГРМ, могут быть следующие:
- уменьшение мощности двигателя, увеличение расхода топлива и масла;
- повышение дымности отработавших газов;
- уменьшение давления масла в системе двигателя при температуре выше 0° С;
- неустойчивая работа двигателя на холостом ходу;
- работа двигателя с перебоями или перегревом;
- подтекания жидкости в соединениях системы охлаждения.
Признаками неисправностей ГРМ являются стуки в головке цилиндра. Звонкий стук в головке цилиндра вызывается стуком клапанов о коромысла из-за большого теплового зазора между клапаном и носком коромысла.
Глухой металлический стук на холостом ходу и усиление его при подаче топлива являются признаком поломки клапанных пружин или заедании клапанов.
Неплотная посадка клапана на седло возникает при отсутствии или уменьшении теплового зазора между носком коромысла и клапаном, а так же при нарушении несущей способности неподвижного соединения головка цилиндров – седло клапана.
При неплотной посадке клапана на седло на отдельных участках между клапаном и седлом образуются зазоры.
Раскалённые газы под давлением и с большой скоростью проходят в образовавшиеся щели, поэтому поверхности фаски в этом месте интенсивно коррозируют, ухудшается прилегание фаски к седлу.
На поверхности фаски накапливаются продукты сгорания, вследствие чего нарушается герметичность соединения.
Анализ характерных повреждений клапанов и их сёдел показывает, что примерно 90% всех повреждений возникает при нарушении герметичности соединения седло – клапан.
При увеличении теплового зазора уменьшается высота подъёма клапанов, вследствие чего ухудшается наполнение и очистка цилиндров, растут ударные нагрузки и износ деталей ГРМ.
При очень маленьких тепловых зазорах, в результате сгорания или износа рабочих фасок клапана или седла клапана, не обеспечивается герметичность камеры сгорания, двигатель теряет компрессию, перегревается и не развивает полной мощности.
Наиболее часто встречающиеся неисправности ГРМ следующие:
– преждевременный износ посадочных поверхностей седла и клапана; износ направляющей втулки клапана;
– нарушение стабильности посадки в сопряжении седло клапана - головка цилиндров;
– деформация головки цилиндров;
– деформация седла и стержня клапана;
– деформация тарелки клапана; обрыв стержня клапана и коррозия; износ отверстий под толкатели;
– износ втулок распределительного вала; износ кулачков распределительного вала; износ коромысел клапанов.
Перед выполнением технических обслуживаний необходим индивидуальный контроль состояния ГРМ, позволяющий при помощи специального оборудования, без разборки двигателя заблаговременно выявить указанные выше скрытые неисправности и определить перечень профилактических и ремонтных воздействий.
Оценивать техническое состояние ГРМ следует по диагностическим параметрам, а определить необходимость выполнения операций обслуживания и ремонта – по предельным значениям этих параметров.
Характерный дефект штанг: ослабление посадки наконечников и погнутость стержня штанги.
Характерными дефектами клапанов являются износ рабочих фасок, погнутость стержня, облом тарелки клапана, износ торца клапана
Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня
Клуб студентов "Технарь". Уникальный сайт с дипломами и курсовыми для технарей.
Описание:
СОДЕРЖАНИЕ
Введение 4
1. Обеспечение технологического процесса 6
1.1 Характеристика детали 6
1.2 Основные неисправности и причины их возникновения 10
1.3 Технические требования на дефектацию головок блока 11
1.4 Технические условия на контроль, сортировку и восстановление распределительных валов 13
1.5 Технологическая документация на восстановление деталей 15
2. Технологический процесс ремонта 18
2.1 Маршрут восстановления детали и способы устранения дефектов 18
2.2 Технология восстановления головок цилиндров 19
2.3 Восстановление деталей газораспределительного механизма 20
2.4 Дефекты распределительного вала 22
2.5 Разборка клапанного механизма и возможные дефекты 23
2.6 Схема технологического процесса 25
2.7 Технологический маршрут восстановления детали 26
2.8 Выбор оборудования 27
2.9 Выбор технологической оснастки 28
3. Обеспечение качества ремонта 31
3.1 Контроль качества ремонта автомобилей и их агрегатов 31
3.2 Оценка качества ремонта 32
4. Охрана труда и требования техники безопасности 34
4.1 Общие положения 34
4.2 Требования техники безопасности при работе на станках 35
Заключение 36
Список использованных источников 37
С помощью данного курсового проекта была изучена и проанализирована нами литература по техническому ремонту газораспределительного механизма двигателя КамАЗ-740 и по организации ремонта жидкостного насоса; произведен отбор материала по теме «Организация и технология ремонта газораспределительного механизма двигателя КамАЗ-740»; изучена организация работ агрегатного участка.
Ремонт представляет собой комплекс операций по восстановлению исправности или работоспособности изделий и восстановлению ресурсов изделий и их составных частей.
При длительной эксплуатации автомобили достигают такого состояния, когда их ремонт в условиях автотранспортного предприятия становится технически не возможным или экономически не целесообразным. В этом случае они направляются в централизованный текущий или капитальный ремонт на авторемонтные предприятия.
Основным источником экономической эффективности капитального ремонта автомобилей является использованием остаточного ресурса их деталей. Около 70-75% деталей автомобилей, поступивших в капитальный ремонт, могут быть использованы повторно либо без ремонта, либо после необходимого ремонтного воздействия.
Детали, полностью исчерпавшие свой ресурс и подлежащие замене, составляет 25-30% всех деталей. Количество деталей износ рабочих поверхностей которые находятся в доступных пределах, что позволяет использовать их без ремонта достигает 30-35%. Остальные детали автомобиля 40-45% могут быть использованы повторно после их восстановления.
Восстановление деталей экономически выгоднее, чем покупка новых. Выполняя ремонт можно снизить простой автомобиля в ремонте, и уменьшить денежные расходы предприятия, что очень важно для автотранспортных предприятий. Цель, поставленная в ходе исследования, была достигнута.
Размер файла: 1,3 Мбайт
Фаил: (.rar)
Скачано: 144 Коментариев: 0
Некоторые похожие работы:
Спеши, предложение ограничено !
Cодержание / Автомобили и технологическое обслуживание / Организация и технология производства работ восстановительного ремонта деталей ГРМ двигателя КАМАЗ – 740
Ремонт газораспределительного механизма КАМАЗ-740
В состав газораспределительного механизма, показанного на рис. 1, входят распределительный вал, толкатели с направляющими, штанги, прокладка крышки головки, коромыслас регулировочным винтом, клапаны с двумя клапанными пружинами, направляющая клапана и устройство крепления клапанов.

Рис. 1. Газораспределительный механизм двигателя КамАЗ-740
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга; 5 — про- кладка крышки головки; 6 — коромысло; 7 — гайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10— сухарь; 11 — втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина; 15 — направляющая клапана; 16 — шайба; 17 — клапан; А — тепловой зазор между носком коромысла и стержнем клапана

Рис. 2. Разборка клапанного механизма с использованием приспособления
1 — винт, 2 — рукоятка; 3 — тарелка; 4 — штифт; 5 — основание; 6 — траверса приспособления
Возможные дефекты распределительного вала
Распределительный вал изготовляется горячей штамповкой из стали 18ХГТ. Он устанавливается в развале блока на 5 опорных подшипниках. Поверхности опорных шеек и кулачков после цементации закаливаются токами высокой частоты. Поверхности шеек и кулачков проходят точную механическую обработку: шлифуются, полируются и затем фосфатируются. Биение поверхностей второй, третьей и четвертой шеек относительно оси крайних шеек допускается не более 0,025 мм. Нецилиндричность опорных шеек 0,005 мм, непараллельность образующих всех кулачков относительно поверхности крайних шеек не более 0,05 мм. На задний конец распределительного вала напрессована стальная штампованная шестерня с прямыми зубьями. Зубья шестерни подвергаются термической обработке. Шестерня распределительного вала приводится во вращение через промежуточную шестерню шестерней коленчатого вала.
ГРМ двигателя КамАЗ-740
Устройство газораспределения призван для впуска в цилиндры воздуха и выпуска отработавших газов. Открытие и закрытие впускных и выпускных клапанов проистекает в строго предназначенных положениях по отношению к верхней и нижней мертвым точкам, которые соответствуют углам поворота шейки колечатого вала.
Устройство газораспределения двигателя КАМАЗ -- верхнеклапанный (рис. 4). Кулачки распределительного вал(1) в определенной очерёдности приводят в действие толкатели (2). Штанги (4) сообщают качательныепередвижения коромыслам (6), которые, преодолевая сопротивление пружин (13, 14), открывают клапаны. Клапаны закрываются под влиянием силы сжатых пружин.
Рисунок. 4. Устройство газораспределения:

1 - вал распределительный; 2 - толкатель; 3 - ориентирующая толкателей; 4 - штанга; 5-прокладка крышки головки; 6 - коромысло; 7 - гайка; 8 - винт регулировочный; 9 - болт фиксации крышки головки; 10 - сухарь; 11 - втулка тарелки; 12 - тарелка пружины; 13 - пружина наружная; 14 - пружина внутренняя; 15- ориентирующая клапана; 16- шайба; 17- клапан; А - промежуток тепловой
Крутящий момент на распределительный вал передается от коленчатого вала через шестерни привода агрегатов.
Головки цилиндров двигателя КАМАЗ, отлитые из алюминиевого сплава, имеют полости для охлаждающей жидкости, сообщающиеся с рубашкой блока. Стыки головки цилиндра и гильзы, головки и блока уплотнены прокладками. В канавку на привалочной поверхности головки запрессовано кольцо газового стыка, которым головка непосредственно размещается на бурт гильзы цилиндра (рис. 5). Непроницаемость уплотнения гарантируется очень большой точностью обработки сопрягаемых плоскостей кольца и гильзы цилиндра и, дополнительно, нанесением на плоскость кольца свинцовистого покрытия для компенсации микронеровностей уплотняемых плоскостей. Уплотнение перепускных каналов для охлаждающей жидкости применяется уплотнительными кольцами из силиконовой резины, устанавливаемыми хвостовиками в отверстия головки цилиндра. Подголовочное пространство, отверстие стока двигательного масла и прохода штанг уплотнены формованной прокладкой головки цилиндра.
Рисунок. 5. Стыки головки цилиндра и гильзы, головки и блока цилиндров:

1 - кольцо упорное;2 - головка цилиндра;3- прокладка; 4-блок цилиндров; 5 - кольцо уплотнительное гильзы; 6-гильза цилиндров
Впускные и выпускные каналы размещены на противоположных сторонах головки. Подающий канал содержит тангенциальный профиль для завихрения воздуха в цилиндре. Каждая головка зафиксирована на блоке четырьмя болтами
Клапанный устройство закрыт алюминиевой крышкой, под которой размещена уплотнительная прокладка.
Распределительный вал (рис. 6) стальной, плоскости кулачков и опорных шеек цементированы и закалены токами очень большой частоты. Вал размещен в развале блока на пяти подшипниках скольжения.
Подшипник задней опоры представляет собой втулку, плакированную бронзой и запрессованную в съемный чугунный основание. Втулки из биметаллической ленты, запрессованные в поперечные перегородки блока, служат подшипниками для других опор вала.
Осевое движение распределительного вала двигателя КАМАЗ ограничено корпусом (2) подшипника, в торцы которого упираются с единственной стороны ступица шестерни (8), с другой -- упрямый бурт задней опоры шейки вала. Основание подшипника задней опоры зафиксирован на блоке тремя болтами.
Толкатели (2) (см. рисунок. 4) -- грибкового типа, пустотелые, с цилиндрической направляющей частью, сделаны холодной высадкой из стали с последующей наплавкой тарелки отбеленным чугуном. Внутренняя цилиндрическая часть толкателя заканчивается сферическим гнездом для ограничения нижнего конца штанги.
Клапаны подающий и выпускной сделаны из жаропрочных сталей. Диаметр головки выпускного клапана меньше диаметра головки подающего клапана. Стержни обоих клапанов на длине 125 мм от торца покрыты графитом для улучшения приработки.
Во время работы двигателя КАМАЗ стержни клапанов смазываются маслом, вытекающим из сопряжений коромысел с осями и разбрызгиваемым пружинами клапанов. Для предупреждения проникновения масла в цилиндр по промежутку стержень клапана -- ориентирующая втулка на втулке подающего клапана расположена резиновая манжета.
Ориентирующие толкателей, отлитые из серого чугуна, сделаны съемными для повышения ремонтопригодности и технологичности блока. На силовой агрегат размещены четыре направляющие, в которых передвигаются по четыре толкателя
Рисунок. 6. Распределительный вал в сборе:

1 - вал распределительный; 2 - основание заднего подшипника; 3 - шестерня; 4 - шпонка; 5 - подшипник
двигатель ремонт газораспределение клапан
Каждая ориентирующая расположена на двух штифтах и зафиксирована к блоку цилиндров двумя болтами. Болты застопорены отгибными шайбами.
Штанги толкателей двигателя КАМАЗ - стальцые, трубчатые, с запрессованными и обжатыми наконечниками. Нижний наконечник содержит выпуклую сферическую поверхность, верхний--выполнен в виде сферической чашечки для ограничения корректировочного винта коромысла.
Коромысло (6) клапана (см. рисунок. 3)--стальное, кованое, с бронзовой втулкой, представляет собой двуплечий рычаг, имеющий передаточное отношение 1,55, В короткое плечо коромысла для регулирования зазора в клапанном, механизме вкручен регулировочный винт (8) с контргайкой (7). Коромысла подающего и выпускного клапанов размещены консольно на осях, изготовленных вместе со стойкой коромысел; стойка расположена на стержень и зафиксирована на головке двумя шпильками. Осевое движение коромысел ограничено пружинным фиксатором. К каждому коромыслу через отверстия в стойке коромысла подается смазка.
Пружины клапанов цилиндрические с равномерным шагом витков и различным направлением навивки. На каждом клапане размещены две пружины. Нижними торцами пружины опираются на головку через стальную шайбу (16), верхними -- в тарелку (12). Тарелки упираются во втулку, которая состыкована со стержнем клапана двумя конусными сухарями. Разъемное соединение втулка --тарелка дает способность клапанам проворачиваться относительно седла.
Проверка и регулировка тепловых зазоров в газораспределительном механизме двигателя КамАЗ
Тепловые зазоры в механизме газораспределения регулируйте на холодном двигателе не ранее чем терез 30 мин после его останова.
При регулировании тепловых зазоров коленчатый вал устанавливайте последовательно в положения I, II, III, IV ( табл. 3 ), которые определяются поворотом коленчатого вала относительно начала впрыскива-топлива в первом цилиндре на угол, указанный в таблице. При каждом положении регулируйте одновременно зазоры клапанов двух цилиндров в порядке работы: 1—5—4—2—6—3—7—8.
Таблица 3. Углы поворота коленчатого вала относительно начала впрыскивания топлива в первом цилиндре при регулировании тепловых зазоров
| Параметр | Значение параметра при положениях коленчатого вала | |||
| I | II | III | V | |
| Уголповорота коленчатого вала | 60° | 240° | 420° | 600° |
| Цилиндры регулируемых клапанов | 1; 5 | 4; 2 | 6; 3 | 7; 8 |
Регулируйте тепловые зазоры в следующем порядке:
- снимите крышки головок цилиндров;
- проверьте момент затяжки и при необходимости втяните болты крепления головок цилиндров;
- установите фиксатор маховика в нижнее поение;
- снимите крышку люка в нижней части картера пления;
- вставляя ломик в отверстия на маховике, проворачивайте коленчатый вал до тех пор, пока фиксатор не войдет в зацепление с маховиком;
- проверьте положение меток на торце корпуса муфты опережения впрыскивания топлива и фланце ведущей полумуфты привода топливного насоса высокого давления. Метки должны находиться в верхнем положении. Если риски находятся внизу, выверите фиксатор из зацепления с маховиком, проверни коленчатый вал на один оборот, при этом фиксатор ен войти в зацепление с маховиком;
- установите фиксатор маховика, в верхнее положение;
- проверните коленчатый вал по ходу вращения (против часовой стрелки, если смотреть со стороны маховика) на угол 60° (поворот маховика на угловое стояние между двумя соседними отверстиями соответствует повороту коленчатого вала на 30°), т. е. в положение I. При этом клапаны 1-го и 5-го цилиндров закрыты (штанги клапанов легко проворачиваются от руки);
- проверьте момент затяжки гаек крепления стоек коромысел регулируемых цилиндров и при необходимости затяните их;
- проверьте щупом зазор между носками коромысел и торцами стержней клапанов 1-го и 5-го цилиндров. Щуп толщиной 0,3 для впускного и 0,4 для выпускного клапанов должен входить с усилием (передние клапаны правого ряда цилиндров впускные, левого ряда — выпускные);
- для регулирования зазора приспособлением И801.14.000 ( рис. 63 ) ослабьте гайку регулировочного винта, вставьте в зазор щуп и, вращая винт отверткой 2, установите требуемый зазор. Придерживая винт отверткой, затяните гайку и проверьте величину зазора;
- дальнейшее регулирование зазоров в клапанном механизме проводите попарно в цилиндрах 4 и 2 (положение II), 6 и 3 (положение III), 7 и 8 (положение IV), проворачивая коленчатый вал по ходу вращения каждый раз на 180° ( см. табл. 3 );
- пустите двигатель и проверьте его работу, при правильно отрегулированных зазорах стука в клапанном механизме не должно быть;
установите крышки люка картера сцепления и головок цилиндров.
Рис. 63. Регулирование тепловых зазоров приспособлением И801.14.000: 1 - ключ; 2 — отвертка
Для смены фильтрующих элементов фильтра тонкой очистки топлива:
- выверните на два-три витка сливные пробки 10 ( см. рис. 32 ) и слейте топливо из фильтра, затем вверните пробки;
- выверните болты крепления колпаков фильтра, снимите колпаки ( рис. 64 ) и удалите загрязненные фильтрующие элементы;
- промойте колпаки дизельным топливом;
- установите в каждый колпак новый фильтрующий элемент;
- установите колпаки с элементами и затяните болты;
- пустите двигатель и убедитесь в герметичности фильтра.
Рис. 64. Обслуживание фильтра тонкой очистки топлива
Подтекание топлива устраните подтяжкой болтов крепления колпаков.
Для технического обслуживания фильтра грубой очистки топлива:
- слейте топливо из фильтра, ослабив сливную пробку 1 ( см. рис. 36 );
- выверните четыре болта 7 крепления стакана к корпусу фильтра и снимите стакан 2 вместе с фланцем 8;
- выверните фильтрующий элемент из корпуса;
- промойте сетку фильтрующего элемента и полость стакана бензином или дизельным топливом, продуйте сжатым воздухом;
- наденьте на фильтрующий элемент уплотнительную шайбу, распределитель 6 и вверните фильтрующий элемент в корпус;
- установите стакан фильтра и закрепите его болтами;
- затяните сливную пробку;
- убедитесь в отсутствии подсоса воздуха через фильтр на работающем двигателе; при необходимости устраните подтягиванием болтов крепления стакана к корпусу.
Рис. 65. Установка начала впрыскивания топлива в первом цилиндре двигателя по меткам: 1 - муфта автоматическая опережения впрыскивания; 2 - полумуфта ведомая; 3 -болт стяжной; 4 - фланец задний ведущей полумуфты; I - метка на заднем фланце полумуфты; II - метка на муфте опережения впрыскивания; III - метка на корпусе топливного насоса высокого давления
Для двигателей 740.11-240 проверка e регулировка угла опережения впрыскивание-топлива производится с помощью моментоскопа!
Установка моментоскопа приведена на рис. 65-b . Схема нумерации цилиндров двигателя и расположения секций топливного насоса высокого давлений (ТНВД) приведены на рисунке 65-b .
- Отсоедините трубку высокого давления восьмой секции ТНВД.
- На штуцер восьмой секции установите моментоскоп согласно рисунков.
- Рычаг управления регулятором переведите в среднее положение.
- Заполните стеклянную трубю моментоскопа топливом, вращая коленчаты вал двигателя.
- Переведите фиксатор в глубокий паз медленно поворачивайте коленчатый вал двигателя по ходу вращения до моменте начала движения топлива в стеклянной трубке моментоскопа. Если в этот момент фиксатор войдет в паз маховика, то угол опережения впрыскивания топлива установлено правильно.
При этом допускается несовпадение (S) не более 2 мм метки на фланце ведомое полумуфты и указателя на корпусе ТНВД сторону опережения впрыскивания топливе ( см. рис. 65-а ). Фиксатор переведите в верхнее положение. - Если паз на маховике двигателя не дошел до фиксатора, а движение топлива в стеклянной трубке началось, ослабьте болт крепления ведомой полумуфты и доведите паз маховика до фиксатора, затянуте болты. Фиксатор переведите в верхнее положение. Проверьте точность установки угла согласие п. 5.
- Если фиксатор вошел в паз на маховике а движение топлива в трубке не началось то ослабьте болты крепления ведомой полумуфты и медленно поворачивайте кулачковый вал ТНВД за фланец ведомой полумуфты (для двигателей с МОВТ за муфту опережения) по ходу вращения до моменте начала движения топлива в стеклянной трубке моментоскопа. Закрепите болты и повторите действия по п 5.Фиксатор переведите в верхнее положение.
Рис. 65-а. Установка угла опережения впрыскивания топ-ливадвигателейс муфтой опережения впрыскивания топлива 1 - корпус ТНВД; 2 - автоматическая муфта опережения впрыскивания топлива; 3 - полумуфта ведомая; 4 -вал привода; 5 - полумуфта ведущая; 6 - стяжной болт; 7 - шпонка; 8 - фланец центрирующий; 9 - втулка центрирующая; 10, 11 - пакет пластин; 12 -болт.
Рис. 65-b. Схема нумерации цилиндров двигателя и расположения секцийтопливного насоса высокого давления: 1 - двигатель; 2 - топливный насос высокого давления: 3 - маховик.
Рис. 65-с. Схема установки моментаскопа: 1 - стеклянная трубка; 2 - переходная трубка; 3 -отрезок топливопровода высокого давления; 4 - накидная гайка.
Механизм газораспределения.
Механизм газораспределения — верхнеклапанный с расположением нижним распределительного вала (рис. 2.7). От коленчатого через вала шестерни привода крутящий момент распределительный на передается вал 7. Кулачки распределительного вала в работы последовательности цилиндров приводят в действие толкатели 2. сообщают 4 Штанги качательное движение коромыслам 6, которые клапаны открывают 17. Пружины 13 и 14 обеспечивают закрытие клапанов. зазоры Тепловые А должны составлять для впускных для 0,25. 0,30 мм, а клапанов выпускных — 0,35. 0,40 мм.

Рис. 2.7. Механизм газораспределения:
1 — распределительный толкатель; 2 — вал; 3 — направляющая толкателя; 4 — штанга; 5 — прокладка головки крышки цилиндров; 6 — коромысло; 7 — контргайка; 8 — регулировочный болт; 9. — винт крепления крышки головки цилиндров; 10 — втулка; 11 — сухарь тарелки; 12 — тарелка пружины; 13, 14 — пружины внутренняя и наружная; 15 — направляющая клапана; 16 — шайба; 17 — клапан (тепловой); А — выпускной зазор
При регулировании коленчатый устанавливают вал последовательно в положения I, II, III и IV, которые его определяются поворотом относительно положения начала топлива впрыска в первом цилиндре на указанный угол. коленчатого Положение вала. I II III IV
Угол поворота вала коленчатого, град. 60 240 420 600
регулируемых Цилиндры клапанов. 1; 5 4; 2 6; 3 7; 8
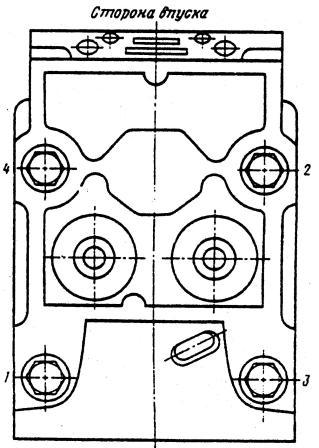
Рис. 2.8. Последовательность затяжки крепления болтов головки цилиндра
Впрыск топлива в цилиндре первом начинается, когда фиксатор маховика зацепление в входит с маховиком. Для установки такого коленчатого положения вала снимают крышку люка в части нижней картера сцепления и, вставляя ломик в маховике на отверстия, проворачивают коленчатый вал до тех пока, пор фиксатор не войдет в зацепление с маховиком. этом При метка I на приводе топливного насоса давления высокого находится вверху, а метки II на торце опережения муфты впрыска топлива и корпусе ТНВД совпадать должны (рис. 2.9). Если метки находятся фиксатор, внизу выводят из зацепления с маховиком и поворачивают вал коленчатый на один оборот, пока фиксатор не зацепление в войдет с маховиком, после чего устанавливают верхнее в фиксатор положение. Затем поворачивают коленчатый ходу по вал вращения (против часовой стрелки, смотреть если со стороны маховика) на угол 60 ° (угловое между расстояние двумя соседними отверстиями на маховике положение 30 ° ), т. е. в соответствует I. В этом положении клапаны первого и цилиндров пятого должны быть закрыты, о чем легкое свидетельствует проворачивание от руки штанг толкателей При.
клапанов каждом положении коленчатого вала зазоры регулируют клапанов двух цилиндров в порядке их рис (работы. 2.10). У регулируемых цилиндров дополнительно проверяют гаек затяжку крепления стоек коромысел.
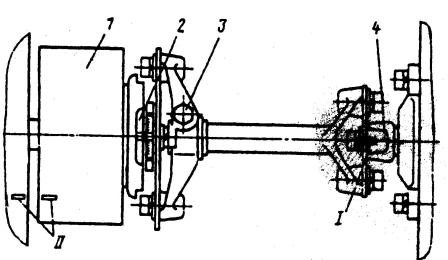
Рис. 2.9. начала Установка впрыска топлива в первом цилиндре по автоматическая: 1 — меткам муфта опережения впрыска; 2 — полумуфта стяжной; 3 — ведомая болт; 4 — задний фланец ведущей муфты полу; I. II — метки
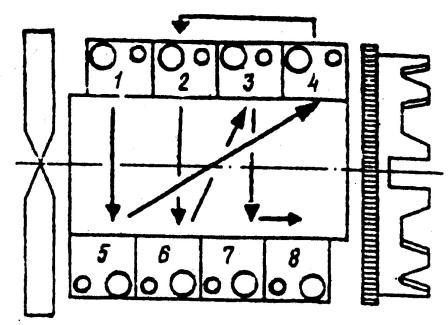
Рис. 2.10. Нумерация и порядок цилиндров работы двигателя
Зазоры между носками торцами и коромысел стержней клапанов проверяют щупами. толщиной Щуп 0,3 мм для впускных и 0,4 мм для выпускных должен клапанов входить в зазор с усилием, а щупы соответственно толщиной 0,25 и 0,35 мм — свободно (передние клапаны правого цилиндров ряда — впускные, левого ряда — выпускные). регулировки Для зазора ослабляют гайку регулировочного удерживая и, винта в зазоре щуп нужной толщины, требуемый устанавливают зазор вращением винта отверткой. придерживая, Затем винт отверткой, затягивают гайку и раз еще проверяют зазор щупом. Более производительной и удобной является регулировка зазоров клапанов с приспособления помощью И801.14.00 (рис. 2.11).
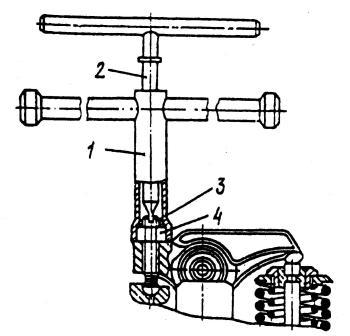
Рис. 2.11. Приспособление 000.14.И801 для регулировки зазоров клапанов: 1 — ключ торцовый; 2 — отвертка; 3 — регулировочный винт; 4 — контргайка
регулировки Качество зазоров клапанов проверяют на работающем отсутствию по двигателе стуков в клапанном механизме. По окончании устанавливают работ на места и закрепляют крышку люка сцепления картера и крышки головок цилиндров.
Ремонт, устройство и обслуживание, механизм газораспределения, клапана автомобиля НАЗАД.
Читайте также: