
Технологическая карта ремонта двигателя камаз 740
Обновлено: 14.05.2024
Технологическая карта ремонта двигателя камаз 740

Название:
Технологический процесс ремонта двигателей КамАЗ-740
Тип: Рефераты
Категория: Тех. дополнения
Подкатегория: Рефераты
Технологический процесс ремонта двигателей КамАЗ-740
Описание рекомендуемого технологического процесса
Приёмку двигателя в ремонт производят на основании технологических условий на приёмку в ремонт и выдачу из ремонта и оформляется приёмно-сдаточным актом. В цех капитального ремонта принимают двигатель второй комплектности, это двигатель без приборов системы питания, электрооборудования и коробки передач. Приемка двигателя производится приёмщиком ремонтного предприятия совместно с представителем заказчика. Приёмщик определяет комплектность поступившего двигателя и составляет приёмно-сдаточный акт, который подписывается заказчиком и приёмщиком предприятия. После окончания процесса приёмки, двигатель помещают на склад ремонтного фонда.
Схема технологического процесса ремонта двигателей КамАЗ-740 представлена на рисунке 2.1
Со склада ремонтного фонда Д.В.С. перемещают на участок разборки сборки двигателя по своей технологии не требует высокой квалификации рабочего, но это не значит, что разборочные работы имеют малое значение в процессе капитального ремонта. При плохой организации разборочных работ, в процессе разборки могут возникнуть различные повреждения деталей.
Наиболее характерными повреждениями являются:
-забоины на рабочей поверхности деталей.
Для улучшения качества разборки необходимо соблюдать следующие требования: последовательность снятия отдельных деталей должна обеспечивать облегчение выполнения дальнейших разборочных работ, применение специализированного инструмента и приспособлений при соблюдении установленного технологического процесса.
Разборке не должны подвергаться:
-картер сцепления - блок цилиндров
-шатун – крышка нижней головки шатана
-блок цилиндров – крышки коренных подшипников
При разборке агрегатов трудоемкость по разборке резьбовых соединений составляет от 40 до 50 % от трудоёмкости разборочных работ. Необходимо обеспечить рабочих гайковертами, применение механизированного инструмента позволяет повысить производительность труда в 4 раза.
После разборки базовые и основные детали должны быть тщательно очищены и вымыты.
Для мойки и очистки крупных деталей используют моечную машину струйного типа. Тайфун в которой процесс мойки представляет собой гидродинамическое действие горячего раствора на отчищенную поверхность. В качестве моющего раствора используют раствор «Мабомид-101» концентрацией 60 грам на 1 литр, при температуре 90-95 С.
Мелкие детали моются в специальном растворе. После мойки производится до разборка узлов ДВС таких как,
Коленчатый вал, головки цилиндров, оси коромысел (Цилиндропоршневая группа.)
Вымытые детали подлежащие восстановлению поступают в цех ремонта двигателей на отдельные посты.
К годным деталям (не требующие восстановления) при капитальном и углубленном текущем ремонте двигателя, как правило, относятся:
-топливо проводы, трубки масляной системы;
-соединительные трубки системы охлаждения;
Эти детали после дефектации поступают на комплектовку и сборку двигателя.
К деталям, подлежащим обязательной замене относятся:
-все резинотехнические изделия (78 наименований);
-шестерня масляного насоса;
-распределительная шестерня коленчатого вала;
-заглушки масляных карданов;
-вкладыши коренных и шатунных подшипников;
-уплотнительные элементы водяного насоса;
Деффектовку может производить слесарь по ремонту автомобилей не ниже 4-го разряда. Для обеспечения высокого уровня деффектовочных работ, рабочее место деффектовщика должно быть обеспечено оборудованием, позволяющим контролировать основные параметры таких ответственных деталей, как:
-распределительный и коленчатый вал;
Дефекты блока цилиндров устанавливают тщательным образом: осмотр обмер гильз, опрессовка.
Осмотром устанавливаются пробоины, сколы, срывы резьбовые, заметные для глаза трещины и определяют состояния зеркала цилиндров.
Возможные дефекты блока цилиндров могут быть:
-коробление поверхности сопряжения с головками цилиндров;
-деформация или износ гнёзд под вкладышами коренных подшипников коленчатого вала и втулок распределительного вала;
-деформация или износ верхнего посадочного пояса под гильзу;
-износ резьбовых отверстий;
-пробоины стенок блока.
Заделку трещин и пробои в блоках цилиндров целесообразно проводить с применением эпоксидной композиции и наложение заплат из стеклоткани. Этот метод не требует вложения больших денежных средств и покупке дорогостоящего оборудования.
Износившиеся постели блока под вкладыши коренных подшипников коленчатого вала восстанавливают расточкой постелей блока и втулок распределительного вала.
Так же восстанавливают изношенные отверстия под втулки распределительного вала. Втулки ремонтного размера в отверстия блока запрессовываются на гидравлическом прессе.
Изношенные посадочные пояски в блоке под гильзы цилиндров растачиваются под ремонтный размер.
Изношенные внутренние поверхности отверстий под толкатели развёртывают под ремонтный размер на радиально – сверлильном станке.
Поврежденные резьбы в блоке цилиндров восстанавливаются постановкой резьбовых ввертышей.
Блоки цилиндров, имеющие коробление поверхности сопряжения с головками цилиндров более 0,08 мм, восстанавливаются после установки блока цилиндров в приспособление шлифованием плоскости на горизонтальном плоскошлифовальном станке.
Изношенные гильзы цилиндров восстанавливают пластинированием, подробно этот процесс описан в конструктивной части.
Поршни при поступлении в капитальный ремонт двигателей имеют незначительный износ юбки и канавок под кольца. После дефектации около 50% поршней возможно использовать повторно после проточки канавки под верхнее компрессионное кольцо под размер колец от двигателя трактора марки СМД.
Поршневые пальцы изнашиваются по наружному диаметру и восстанавливаются под размер отверстий в поршне хромированием.
Основным дефектом коленчатого вала является изгиб, износ шатунных и коренных шеек, износ отверстия под подшипник ведущего вала коробки передач и отверстий фланца вала под болты крепления маховика. Изгиб коленчатого вала устанавливают на стенде, на призмах, установленных на плите или в центрах токарного станка с помощью индикатора.
Изгиб свыше допустимого по техническим условиям устраняют правкой на стенде. Для этого вал устанавливают на призмы крайними коренными шейками, и штоком пресса через медную или латунную прокладку давят на среднюю шайбу со стороны изгиба. После правки рекомендуется вал подвергнуть термической обработке. Изношенные коренные и шатунные шейки коленчатого вала шлифуются на кругло-шлифовальных 3А 432. В процессе шлифования шеек производится контроль их размеров и радиуса кривошипа. Все коренные и шатунные шейки шлифуются под один ремонтный размер. После шлифования шейки подвергаются полировке в течении 1 мин. на полировальных станках полировальной лентой ЭБ 220 или пастой ГОИ 10.
Шестерни привода масленого насоса из-за ненадежного его крепления могут иметь следующие дефекты;
-накрен на зубьях.
Шестерни , имеющие указанные выше дефекты заменяются новыми.
Противовесы подвергаются осмотру на магнитном дефектоскопе и контролю жестким измерительным прибором. Противовесы, имеющие износ отверстий под шейки вала восстанавливаются осталиванием \ железованием, а имеющие обломы и трещины, выбраковываются. Изношенные пазы под шпонку завариваются электродуговой сваркой и фрезеруются новые.
Вкладыши подшипников коленчатого вала и нижней головки шатуна сменные, тонкостенные трехслойные, с рабочим слоем из свинцовой бронзы. Камское объединение выпускает десять ремонтных размеров вкладышей. При сборке размеры шеек коленчатого вала и гнезд в блоке цилиндров должны соответствовать ремонтным размерам вкладышей.
Маховик изготовлен из серого специального чугуна. Он закрепляется на заднем конце коленчатого вала и фиксируется двумя штифтами. Характерные дефекты маховика:
-износ шипов ведущего и нажимного дисков сцепления, установочной втулки, ослабление её посадки, манжеты первичного вала и поломка в ней пружины;
-трещины на рабочей поверхности глубиной до 2-х мм, её износ, задиры, риски;
Износ, риски, задиры, трещины глубиной до 2-х мм на рабочей поверхности устраняются шлифованием на плоскошлифовальном станке.
Зубчатые обод, имеющий обломы, трещины и износ зубьев, с маховика спрессовываются и вместо него напрессовываются новый. При обломах, трещинах маховики выбрасываются.
Распределительный вал изготовляется горячей штамповкой из стали 18 ХГТ. Он устанавливается в развале блока на пяти опорных подшипниках.
Характерными дефектами распределительных валов являются;
-трещины на валу, отколы по торцам вершин кулачков;
-износ шпоночного паза;
-износ впускных и выпускных кулачков по высоте;
-износ передней, средней и задней опорных шеек.
Восстановление опорных шеек распределительного вала производится шлифованием под ремонтный размер, а его кулачков шлифованием по копиру с целью восстановление профиля кулачков на копировально-шлифовальных станках 3А433 шлифовальным кругом ПП 600·20·305 марки Э46-606 М1-СМ2К. После шлифования шейки и кулачки полируются полировальной лентой ЭБ 220 или пастой ГОИ № 10. остальные дефекты исправляются аналогично коленчатому валу.
Клапана изготовлены из жаропрочной стали. Характерными дефектами клапанов являются:
-износ рабочих фасок;
-облом тарелки клапана;
Толкатели тарельчатого типа стальные, тарелки наплавляются при изготовлении отбеленным чугуном.
Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня.
Изношенные тарелки и стержни толкателей восстанавливаются хромированием. После восстановления клапана притираются в сёдлах головок цилиндров.
Сборка двигателя при ремонте подразделяют на сборку узлов и общую их сборку. Схема технологического процесса сборки двигателя представлена на рисунке 2.2.
На специальных постах, вне линии общей сборки, основные узлы: поршень с маховиком, ТНВД, топливо подкачивающий насос, малый насос, масляной фильтр. Для обеспечения качественной сборки рекомендуется:
-все детали перед сборкой продуть сжатым воздухом, трущиеся поверхности тщательно протереть, промыть и смазать чистым дизельным маслом;
-затяжку резьбовых соединений (крепление головок цилиндров, крышек шатунов, крышек коренных подшипников и т.д.) производить в установленной последовательности с требуемым моментом;
-не применять шплинты бывшие в употреблении, пружинные шайбы, потерявшие упругость, болты и шпильки с повреждённой резьбой или изношенными гранями;
-осуществить максимальную механизацию сварочных работ, применяя различные приспособления.
Собранный двигатель окрашивается алюминиевой эмалью НЦ МРТУ-10-895-69 без грунта. После сборки и окрашивания все двигатели, прошедшие капитальный ремонт, подвергаются приработке и испытанию.
Обкатка двигателей производится на стендах, оборудованных электрическим асинхронным двигателем и устройствами для измерения мощности двигателя, его крутящего момента и расхода топлива.
Двигатель, поступивший на испытательную станцию, должен быть укомплектован водяным насосом, компрессором, насосом гидроуселителя рулевого управления, стартером и генератором.
Испытание двигателя
Оборудование, приборы, инструмент.
Кран-балка подвесная, подвеска для транспортировки и установки двигателя на стенд модель 130.219.00.000.000; стенд для испытания двигателей модель 470.004 – 470.006; набор щупов, рукоятка динамометрическая модель 131М, рычаг для поворота коленчатого вала двигателя модель 7829-4087 или 7829-4063, приспособление для регулировки клапанов И-801.14.000; головки сменные 13,14, 17, 19, 22 мм, ключ с присоединительным квадратом, ключи гаечные с открытым зевом 8, 10, 13, 14, 17, 19, 22, 24 мм, ключи гаечные кольцевые 17, 19, мм, отвёртка слесарно-монтажная 8,0 мм, электропогрузчик серия 02.
1.Установить двигатель на стенд, закрепить его и подготовить двигатель к приработке и испытанию, для чего выполнить следующие работы:
- отвернуть сливные пробки из масляного поддона двигателя,
- соединить выпускные трубы газопровода с фланцами выпускных коллекторов двигателя,
- соединить карданным валом балансирный электротормоз стенда с маховиком двигателя,
- соединить трубку слива топлива от форсунок с топливной системой стенда,
- установить ремни привода водяного насоса и натянуть их,
- закрыть и закрепить кожух ограждения со стороны вентилятора,
- соединить тягу с рычагом подачи топлива из ТНВД,
- соединить тягу с рычагом останова ТНВД,
- подсоединить к двигателю шланги подвода и отвода воды,
- подсоединить к фильтру центробежной очистки масла и к фильтру полнопоточной очистки масла шланги подвода масла,
ТНВД (первого цилиндра двигателя) и соединить со штуцером датчика,
- присоединить шланг подвода топлива (дренажную) от топливного фильтра,
- присоединить гибкий металлический шланг подвода воздуха от воздушного фильтра к двигателю,
- установить технологические заглушки в отверстие подвода воды и масла к компрессору и насосу гидроусилителя руля,
включить подачу воды, масла и топлива к двигателю. (кран-балка, подвеска, стенд для испытания двигателя, головки сменные 13,14,17,19 и 22 мм, ключ с присоединительным квадратом, ключи гаечные открытые 8,10,13,14,17,19 22 и 27 мм, ключи гаечные кольцевые 17,19 мм)
В картер двигателя заливается масло М-10В.
Холодная обкатка начинается при температуре масла не менее 50 С. В начале холодной обкатки необходимо проверить подачу масла к подшипникам коромысел, герметичность уплотнения форсунок и головок цилиндров, соединений в системах смазки и охлаждения.
Холодная обкатка двигателя.
1. проверить параметры подводимых к двигателю энергоносителей. Холодную обкатку производить после замены блока цилиндров, коленчатого вала, распределительного вала, одного или нескольких поршней или гильз, более половины вкладышей коренных и шатунных подшипников, а так же более 2 поршневых колец; температура подаваемая в двигатель должна быть не менее 80 градусов, давление масла - не ниже 0,1 МПа (1кгс/см)
при минимальной частоте вращения холостого хода, и о,4-0,55 МПа (4-5,5 кгс/см 2 ) при-2600 об/мин. Температура воды должна быть в пределах 50-55 градусов (стенд для испытания двигателя.
2.Установить скобу останова двигателя в положение выключенной подачи, включить электродвигатель стенда и произвести холодную обкатку двигателя, по режиму приведённому в таблице 6.1.
РЕМОНТ ДВИГАТЕЛЯ КАМАЗ
При ремонте двигателя пользуйтесь следующими рекомендациями:
— до истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива, и воздуха, водяной насос, вентилятор, выключатель
гидромуфты, внешние крепежные детали, впускные воздухопроводы и допускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
— разберите двигатель на поворотном стенде Р-770 (рис. 76). Перед установкой двигателя на стенд снимите полнопоточный фильтр очистки масла, вентилятор, выпускные коллекторы в сборе с патрубками, кронштейны передних опор, стартер. Для установки двигателя на стенд в отверстия для трубопроводов предпускового подогревателя в блоке цилиндров установите и закрепите кронштейны, после этого вверните пальцы 7 до упора. Вокруг горизонтальной оси стенда двигатель поворачивайте вращением рукоятки червячного редуктора. Перед поворотом двигателя вокруг вертикальной оси стенда нажмите на педаль 3 фиксатора;
— трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
— при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно табл. 6;
— уменьшайте моменты затяжки на 10%, если
моторное масло применяется в качестве смазочного
материала;
— неметаллические прокладки для удобства сборки, при необходимости, вставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
— при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
— не подгибайте шпильки при надевании на них деталей;
— после ремонта сборочных единиц и замены их обкатайте двигатель на стенде, укомплектованном согласно требованиям ГОСТ 14846—69, в одном из приведенных ниже режимов в зависимости от замененных деталей:
1. После замены коленчатого вала, распределительного вала, одного или нескольких поршней или гильз, более половины вкладышей коренных или шатунных подшипников, а также более двух поршневых колец проведите приработку в основном режиме, включающем в себя «холодную» и «горячую» обкатку (табл. 7, 8). В начале «холодной» обкатки допускается температура масла, подаваемого в двигатель, 50 °С и выше. Давление масла в главной магистрали системы смазки не ниже 98,07 кПа (1 кгс/см 2 ) при минимальной частоте вращения холостого хода и 392,3. 539,4 кПa (4 . 5 кгс/см 2 ) — при частоте вращения 2600 мин -1 .
Перед «горячей» обкаткой проверьте, и при необходимости отрегулируйте тепловые зазоры в газораспределительном механизме, угол опережения впрыскивания топлива, затяжку болтов крепления головок цилиндров.
Выбрасывание и подтекание воды и топлива, а также прорыв газов в местах соединений не допускаются.
2. После замены менее половины вкладышей коренных или шатунных подшипников или по одно му поршневому кольцу не более чем в двух цилиндрах проведите приработку в режиме «горячей» обкатки.
3. После замены головки цилиндра или других деталей, замена которых требует снятия головки, после снятия ее для осмотра деталей цилиндро-поршневой группы, а также замены масляного, водяного или топливного насосов, привода топливного насоса, шестерен распределения, манжет коленчатого вала, картера маховика, передней крышки блока проведите приработку двигателя в режиме, указанном в табл. 9.
4. После переборки без замены агрегатов, сборочных единиц, деталей проведите приработку двигателя в режиме согласно п. 3.
Обкатка двигателя должна всегда заканчиваться на автомобиле с соблюдением рекомендуемых скоростей движения, указанных в разделе «Обкатка автомобиля» Руководства по эксплуатации, прилагаемого к автомобилю.
Для снятия шестерни привода топливного насоса в сборе с валом:
— выверните четыре болта 4 (рис. 77) крепления компрессора и снимите компрессор; выверните три болта 3 крепления насоса гидроусилителя руля и снимите насос
— выверните два болта 4 (рис. 78) и два болта 1 крепления задних пластин, ослабьте затяжку стяжного болта 8 и снимите ведущую полумуфту 9 в сборе с фланцем 7 и передними пластинами 6, выверните два болта 3 и снимите задние пластины 11;

Рис. 78. Привод топливного насоса высокого давления: 1-болты крепления задних пластин; 2 - фланец задний ведущей полумуфты; 3, 4 - болты; 5 - болты крепления передних пластин; 6 - пластины передние; 7 - фланец передний полумуфты; 8 - болт стяжной; 9 - полумуфта ведущая; 10 - гайка; 11 - пластины задние
— отверните гайку 10 (см. рис. 78) и съемником 2 (рис. 79) снимите фланец 1 ведущей полумуфты 9 (см. рис. 78); — снимите корпус 1 (см. рис. 77) заднего подшипника в сборе с манжетой;
— снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. 80).

Рис. 79. Снятие фланца ведущей полумуфты съемником: 1 - фланец ведущей полумуфты; 2 - съемник

Рис. 81. Снятие гильзы цилиндра съемником И801.05.000: 1 - винт; 2 -рукоятка; 3 - корпус; 4 -опора; 5 - гильза; 6 - захват
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала. Стяжной болт 8 (см. рис. 78) затяните после установки сборочной единицы на двигатель.
Для снятия гильзы цилиндра съемником И80 1.05.000 (рис. 81) сложите захват 6 вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
Для снятия картера маховика:
— снимите компрессор (см. выше);
— снимите насос гидроусилителя руля (см. выше);
— выверните три болта 2 (см. рис. 77) и снимите рым задний; снимите скобы крепления трубки 5 отвода топлива от форсунок;
— выверните болт крепления масляного щупа; выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. 82) снимите маховик;
Технология капитального ремонта двигателей КамАЗ
Капитальный ремонт двигателей КамАЗ-740 осуществляется в соответствии с разработанным для них технологическим процессом на стационарных ремонтных заводах.
Технологический процесс капитального ремонта двигателей включает следующие технологические операции: снятие навесного оборудования, мойку двигателей в сборе без навесного оборудования, разборку двигателей на узлы и детали, мойку деталей, дефектацию и восстановление деталей, комплектовку узлов, общую сборку двигателей, обкатку двигателей (приработку и испытание), окраску и предъявление отремонтированного двигателя ОТК.
Схема маршрутного технологического процесса капитального ремонта двигателей КамАЗ представлена на рис. 38.
Технологический процесс капитального ремонта двигателей КамАЗ-740 отличается от углубленного текущего ремонта более широкой номенклатурой восстанавливаемых, изготавливаемых и заменяемых деталей.
С двигателей, поступивших в капитальный ремонт, снимается навесное оборудование, отворачивается пробка картера и сливается масло и двигатель подвергается наружной мойке. Мойка производится в моечной машине роторного типа модели 29.4948.
Двигатели загружаются в люльки вращающейся крестовины машины. Люльки периодически погружаются в ванну с водным раствором. Водный раствор синтетических моющих средств (CMC) через отверстия в стенках люлек заполняет внутреннюю полость поддона картеров двигателей и при поднятии люлек выливается из картера, и таким образом осуществляется мойка не только наружной части двигателя, но и внутренней его части.
В качестве моющего раствора применяется моющее средство «Лабомид-203» с концентрацией 30 г порошка на 1 л воды.
Схема роторной машины для мойки двигателей и деталей представлена на рис. 39.
После мойки двигатели разбираются на узлы и детали, которые подвергаются мойке во второй моечной машине такой же модели. Вымытые детали поступают на пост дефектации деталей.
Базовые детали, подлежащие восстановлению, поступают в цех ремонта двигателей на отдельные посты.
К годным деталям (не требующим восстановления) при капитальном и углубленном текущем ремонтах двигателя, как правило, относятся крыльчатка вентилятора, картер маховика, пружины клапанов, топливопроводы, трубки масляной системы, соединительные трубки системы охлаждения. Эти детали после дефектации поступают на комплектовку и сборку двигателей.
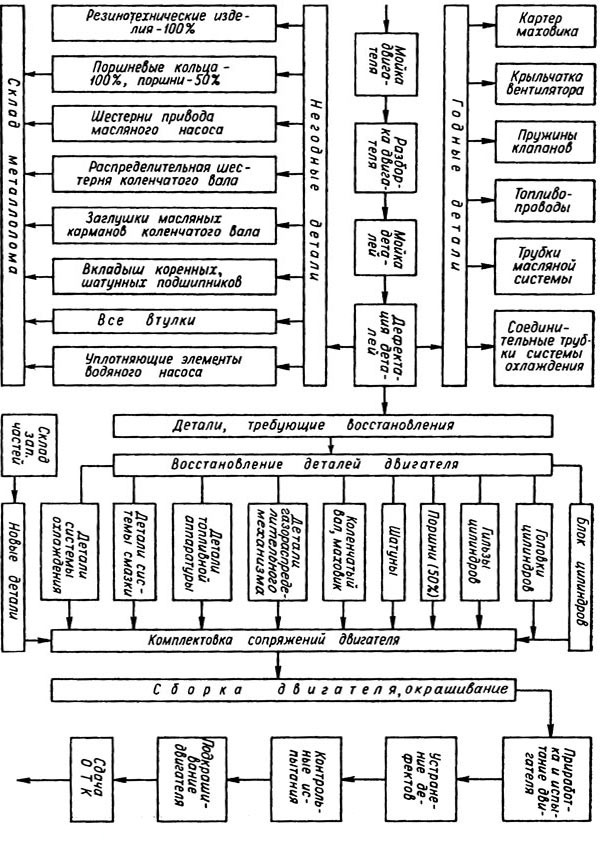
Рис. 38. Схема маршрутного технологического процесса капитального ремонта двигателей КамАЗ-740
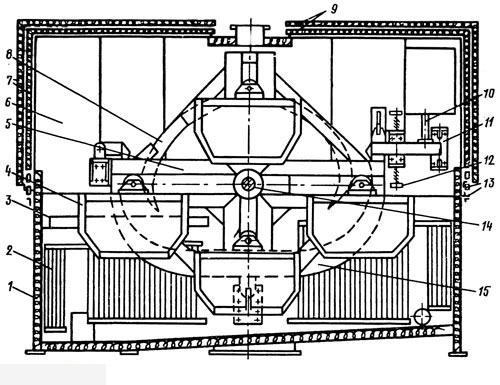
Рис. 39. Машина для мойки агрегатов и деталей:
1 — ванна; 2 — батареи для подогрева моющего раствора, 3 — лоток; 4 — люлька для мойки деталей (4 шт.); 5 — вращатель люлек (мальтийский крест); 6 — кожух; 7 — дверцы четырехстворчатые, 8 — направляющая верхняя; 9 — крышки в отверстии кожуха; 10 — вибратор, 11 — буфер, 12 — пружинная подвеска; 13 — направляющие, 14 — вал держателей люлек, 15 — направляющая нижняя
К деталям, подлежащим обязательной замене (негодным деталям), относятся все резинотехнические изделия (78 наименований), поршневые кольца, шестерня привода масляного насоса, распределительная шестерня коленчатого вала, заглушки масляных карданов, вкладыши коренных и шатунных подшипников коленчатого вала, все втулки, уплотнительный элемент водяного насоса.
Вместо негодных деталей на комплектовку поступают новые детали со склада или вновь изготовленные детали из цеха восстановления и изготовления деталей (ЦВИД).
Капитальный ремонт двигателей КамАЗ-740
КамАЗ (акроним от Ка?мский автомоби?льный заво?д) — крупнейший производитель дизельных грузовиков и дизельных двигателей в Советском Союзе и России, действующий с 1976 года. В настоящее время также выпускает автобусы, тракторы, комбайны, электроагрегаты, мини-тепловые электростанции и комплектующие. Основное производство расположено в Набережных Челнах.
В 2012 году группа компаний «КАМАЗ» занимает 16 место в мире по выпуску тяжёлых грузовиков. По состоянию на 2010 год КамАЗ занимал 8 место в мире по объёмам выпуска дизельных двигателей.
В 1960-х годах экономика СССР нуждалась в увеличении парка грузовых автомобилей, особенно современного типа с грузоподъёмностью от 8 до 20 тонн с более экономичным дизельным двигателем. Существующие автомобильные заводы эту потребность восполнить не могли.
В августе 1969 года ЦК КПСС и Совет Министров СССР приняли ряд документов, в том числе Постановление № 674 от 14 августа 1969 «О строительстве комплекса автомобильных заводов в Набережных Челнах Татарской АССР». Заводы должны были специализироваться на производстве только большегрузных автомобилей. Строительству заводов в данном месте способствовало месторасположение города — в центре страны, наличие судоходных рек Камы и Волги, близость железной дороги — позволяли обеспечить будущий автогигант строительными материалами, сырьём, оборудованием и комплектующими. По первоначальному проекту он должен был производить 150 тыс. большегрузных автомобилей и 250 тыс. двигателей в год
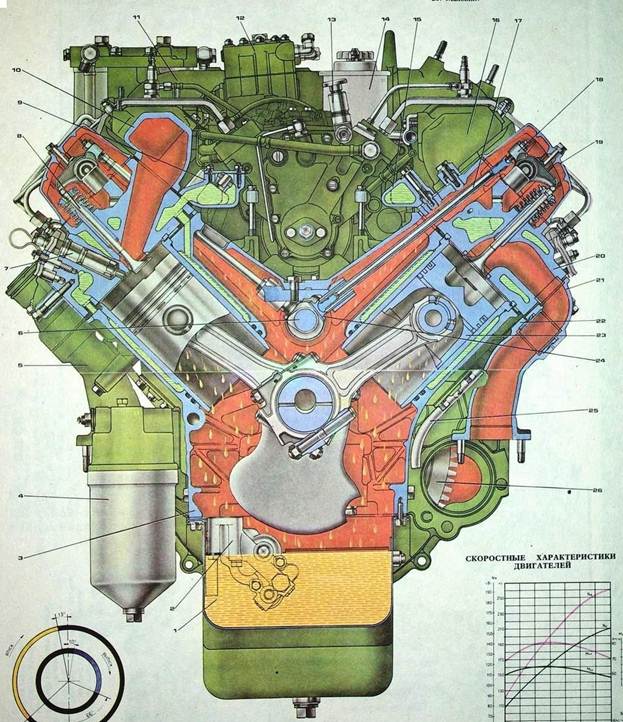
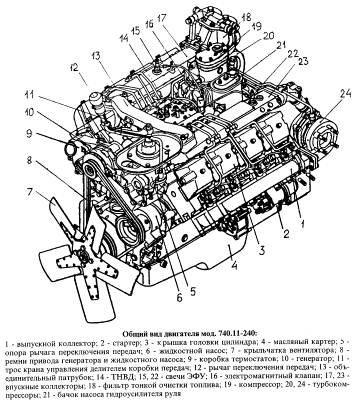
Рис.1 Двигатель КамАЗ-740
Конструкция дизельного двигателя КамАЗ-740 по сравнению с существующими дизельными двигателями обладает рядом преимуществ. Он имеет малую массу, небольшие габаритные размеры (почти в два раза меньше, чем у двигателя ЯМЗ-238), большую мощность, высокие степень сжатия, частоту вращения и экономичность. Цилиндры двигателя расположены в два ряда с углом развала между ними 90°. Двухрядное расположение цилиндров с большим углом их наклона позволило сократить габариты двигателя.
1. Техническая характеристика дизельных двигателей
| Параметры | КамАЗ-740 | ЯМЗ-238 |
| Количество и число цилиндров, шт. | ||
| Диаметр цилиндра, мм | ||
| Ход поршня, мм | ||
| Рабочий объем цилиндра, л | 10,85 | 14,86 |
| Степень сжатия | 16.5 | |
| Номинальная мощность, кВт | 154,4 | 176,5 |
| Частота вращения коленчатого вала при номинальной мощности, мин-1 | ||
| Максимальный крутящий момент, Н*м | ||
| Частота вращения коленчатого вала при наибольшем крутящем моменте, мин-1 | ||
| Порядок работы цилиндров | 1542—6378 | 1542—6378 |
| Удельный расход топлива, г/кВт | ||
| Масса сухого двигателя, кг | ||
| Охлаждение | Жидкостное | Жидкостное |
| Габаритные размеры (длина, ширина, высота), мм | 110Х880Х1093 | 1577Х1008Х1162 |
Пространство в развале между цилиндрами используется для размещения распределительного вала, привода к клапанам, топливного насоса высокого давления, насоса гидроусилителя рулевого управления, компрессора для подачи сжатого воздуха в тормозную систему автомобиля. В выпускном коллекторе установлены подвижные заслонки, позволяющие перекрывать выход отработавших газов или воздуха при отключении подачи топлива. Такая конструкция позволяет использовать компрессию двигателя при торможении автомобиля вспомогательных тормозов на спусках в холмистой и горной местностях.
Установка в тормозной системе вспомогательного тормоза значительно снижает нагрузку на тормозные механизмы автомобиля и увеличивает срок их службы. По своим техническим данным отечественный дизельный двигатель КамАЗ-740 не уступает уровню лучших мировых образцов. Сравнительная техническая характеристика отечественных дизельных двигателей приведена в табл. 1. Однако новые быстроходные двигатели КамАЗ и их модификации отличаются наличием сложных узлов, механизмов и систем, требующих квалифицированного подхода при организации их ремонта.
Осуществляется в соответствии с разработанным для них технологическим процессом на стационарных ремонтных заводах.
Технологический процесс капитального ремонта двигателей включает следующие технологические операции: снятие навесного оборудования, мойку двигателей в сборе без навесного оборудования, разборку двигателей на узлы и детали, мойку деталей, дефектацию и восстановление деталей, комплектовку узлов, общую сборку двигателей, обкатку двигателей (приработку и испытание), окраску и предъявление отремонтированного двигателя ОТК.

Схема маршрутного технологического процесса капитального ремонта двигателей КамАЗ представлена на рис. 2.
Технологический процесс капитального ремонта двигателей КамАЗ-740 отличается от углубленного текущего ремонта более широкой номенклатурой восстанавливаемых, изготавливаемых и заменяемых деталей.
Двигатели загружаются в люльки вращающейся крестовины машины. Люльки периодически погружаются в ванну с водным раствором. Водный раствор синтетических моющих средств (CMC) через отверстия в стенках люлек заполняет внутреннюю полость поддона картеров двигателей и при поднятии люлек выливается из картера, и таким образом осуществляется мойка не только наружной части двигателя, но и внутренней его части.
Базовые детали, подлежащие восстановлению, поступают в цех ремонта двигателей на отдельные посты. К годным деталям (не требующим восстановления) при капитальном и углубленном текущем ремонтах двигателя, как правило, относятся крыльчатка вентилятора, картер маховика, пружины клапанов, топливопроводы, трубки масляной системы, соединительные трубки системы охлаждения. Эти детали после дефектации поступают на комплектовку и сборку двигателей.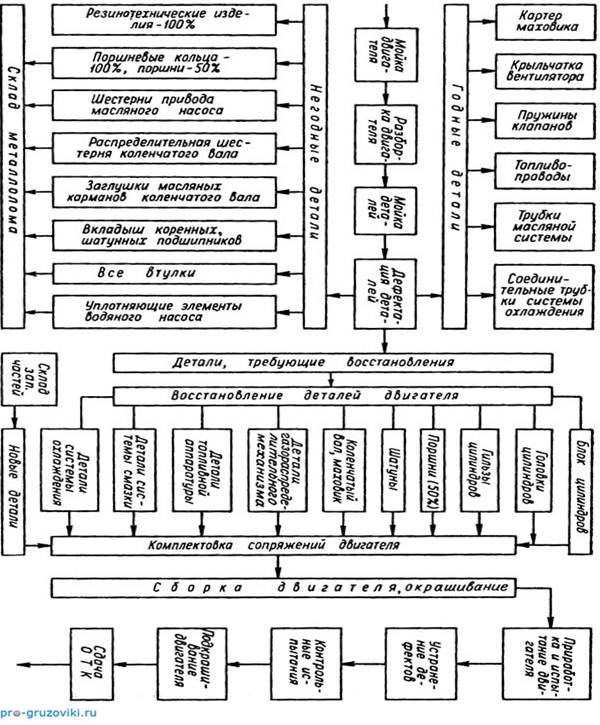
Рис. 2. Схема маршрутного технологического процесса капитального ремонта двигателей КамАЗ-740
Разборка двигателя КАМАЗ 740
- Установите двигатель на стенд для сборки/разборки;
- Выверните рым-болт 16 (Рис. 1) передний, снимите регулировочные шайбы 15;
![Блок цилиндров с передней крышкой, гильза цилиндра]()
Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30. - Отверните болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД;
![шестерни привода агрегатов]()
Рис. 2. Шестерни привода агрегатов:1 — болт крепления роликоподшипника; 2 — шестерня промежуточная привода распределительного вала; 3, 18 — болт; 4, 17 — шайба; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода топливного насоса высокого давления; 10 — шпонка; 11, 15 — шарикоподшипники; 12 — шестерня привода топливного насоса высокого давления; 13 — распределительный вал в сборе с шестерней; 14 — упорная шайба; 16 — ось ведущей шестерни; 19 — конический двухрядный роликоподшипник; 20 — шпонка; 21 — шестерня ведущая привода распределительного вала; 22 — упорное кольцо; 23 — стопорное кольцо; 24 — ведущая шестерня коленчатого вала; 25 — замковая шайба; 26 — упорная шайба; 27 — шестерня распределительного вала.![снятие шестерни]()
Рис. 3. Снятие шестерни привода топливного
насоса высокого давления в сборе с валом:



Рис. 5. Выключатель гидромуфты:
1 — выключатель гидромуфты; 2 — шайба плоская; 3, 13 — шайба пружинная; 4, 5, 12 — болт; 6 — пружина; 7, 15 — шарик; 8 — седло термосилового клапана; 9 — корпус термосилового клапана; 10 — термосиловой датчик с поршнем; 11 — кольцо уплотнительное; 14 — крышка; 16 — пробка; 17 — рычаг пробки; 18 — корпус выключателя гидромуфты; 19 — прокладка

Рис. 6. Вал коленчатый и маховик:
1— вал коленчатый в сборе; 2 — противовес передний; 3 — шестерня привода масляного насоса; 4 ввертыш: 5, 19 — штифт; 6 — шпонка сегментная; 7 — вал коленчатый; 8 — втулка; 9 — заглушка.
шатунной шейки; 10 — шпонка сегментная; 11 — противовес задний; 12 — шестерня в сборе; 13 — шестерня; 14 — маслостражатель задний; 15 — верхний вкладыш подшипника; 16 не полукольцо подшипника; 17 — манжета в сборе; 18 — фиксатор маховика в сборе; 20 — корпус фиксатора; 21 — пружина; 22 — фиксатор; 23, 34, 41 — болт; 24 — маховик; 25 — втулка
установочная; 26 — кольцо пружинное упорное; 27 — обод зубчатый; 28 — маховик в сборе; 29 — вкладыш подшипника нижний; 30 — штифт установочный; 31 — шайба плоская; 32, 33 — болт стяжной; 35 — шайба; 36 — крышка подшипника; 37 — крышка подшипника передняя; 38 — полукольцо подшипника нижнее; 39 — полумуфта отбора мощности; 40 — шайба замковая; 42 — шайба носка; 43 — комплект вкладышей подшипников коленчатого вала.
Двигатель КамАЗ-740: технические характеристики, регулировка клапанов, как выставить зажигание

| Вид | Четырехтактный |
| Количество цилиндров | 8 |
| Угол развала | 90° |
| Диаметр цилиндров, см | 12 |
| Ход поршневой части, см | 12 |
| Рабочий объем двигателя, л | 11 |
| Уровень сжатия | 17 |
| Мощность мотора | 210 л. с. |
| Наибольший крутящий момент, Нм | 650 |
| Двигатель весит, кг | 750 |
| Масса коробки со стартером, кг | 760 |
| Количество клапанов | По 2 на каждом цилиндре |
| Параметры, м | 1*0,9*0,95 |
| Система подачи питания | ТНВД |
Дополнительные характеристики двигателя КамАЗ-740:
Градусное положение выпускного и впускного клапанов в различных фазах газораспределения:
Устройство
Устройство данной модели мотора включает в себя следующие элементы:
- ГРМ;
- система питания, смазки и охлаждения;
- ТНВД;
- форсунки;
- масляный насос;
- гидромуфта.
Двигатель

Таблица размеров коленвала для этой модели мотора:
| 1H | P1 | P2 | P3 | P4 | |
| Шейки коренного типа | 95,0-0,015 | 94,5 | 94,0 | 93,5 | 93 |
| Шейки шатунного типа | 80,0-0,013 | 79,5 | 79 | 78,5 | 78,0 |
Крутящий момент переходит на основные узлы при помощи прямозубых шестерен. На этих шестернях функционируют приводы системы, которая ответственна за распределение газа, насосы, компрессоры и гидроусилители.
Устройство механизма, отвечающего за распределение газа внутри двигателя, включает в себя такие элементы, как:
- распределительный вал, оснащенный шестернями;
- толкатели, у которых имеются направляющие;
- штанга;
- коромысло, оснащенное винтами регулировочного типа;
- контргайки;
- впускные и выпускные клапаны, на которых установлены пружины;
- крепление;
- привод вала распределительного типа;
- втулка подшипника;
- шайба;
- тарелка пружины.

Газораспределительный механизм выполнен полностью из надежного стального сплава. ГРМ имеет 5 шеек опорного типа и 16 кулачков.
Система питания
Устройство системы питания данной модели мотора:
- Насосное устройство высокого давления топливного типа. У него есть регулирующий элемент, который помогает отслеживать частоту вращения. Также здесь есть автоматическая муфта опережения.
- Форсунки. Всего их 8 шт.
- Очистительный механизм, оснащенный грубым и тонким фильтрующим элементом.
- Насосное устройство для низкого давления.
- Топливный провод.
- Емкость для горючего.
- Клапан с электромагнитными свойствами.
- Факельные свечи.
- Тройник.
- Кран распределительного типа.
- Топливный провод, предназначенный для слива лишней жидкости.
У этого насоса повышенный уровень впрыскивания, есть корректор, защищающий от задымления, а номинальная цикловая подача горючего составляет 96 м³ за 1 рабочий цикл.

ТНВД включает в себя:
- ролики толкательных элементов;
- оси и втулку роликовых частей;
- пяту толкательных деталей;
- сухарь;
- тарелку пружины;
- шайбы и помпу;
- плунжер;
- кольца для уплотнения;
- установочный штифт;
- многофункциональный регулятор вращательных частот;
- манжет, оснащенный пружинным элементом;
- стопорный винт, болты, шпонки.
Форсунки
Данная деталь предназначена для распыления и впрыскивания горючего в камеры сгорания.
Здесь установлены форсуночные элементы закрытого типа с многодырчатым распылителем и управляемой гидравлическим способом иголкой.
Конструкция состоит из следующих элементов:
- корпуса;
- болтов;
- роставки;
- штифта;
- штанги;
- кольца, предназначенного для уплотнения;
- штуцера;
- шайбы;
- пружинной детали.
Система охлаждения

Схема системы охлаждения двигателя состоит из таких деталей, как:
- трубка;
- компрессорная запчасть;
- труба, предназначенная для сбора жидкости;
- водяной насос;
- колено отводящего патрубка;
- вентилятор;
- коробка термостатов;
- термостат.
Система смазки
- фильтрующая деталь;
- поточный фильтрующий элемент;
- клапан предохранительного типа;
- масляная насосная часть;
- термическая и перепускная составляющая механизма;
- контролирующее устройство;
- форсуночный элемент охлаждения поршневой части.
Масляный насос

Устройство такого насосного элемента состоит из таких деталей:
- корпуса;
- шестерней, которые ведут к радиаторной и нагнетающей частям;
- ведущего валика;
- кронштейна;
- сетчатого фильтра;
- предохранительной детали радиаторной части;
- пружины и пробки клапанов.
Данная деталь механизма создает нужный уровень давления в смазочном механизме и направляет масляную жидкость.
Гидромуфта
Данная деталь направляет крутящий момент от коленвала к вентилятору и гасит инерционные нагрузки, которые могут возникнуть во время резкого изменения частоты вращения коленчатого вала.
Устройство включает такие элементы, как:
- передняя крышка;
- корпус подшипника;
- кожух;
- трубка корпусной части;
- вал ведущего типа;
- ведомое колесо;
- шкив;
- упорная втулка;
- ступица;
- манжет;
- выключатель гидромуфты двигателя;
- прокладка;
- отражатель масляной жидкости.
Данная запчасть находится на одной оси вместе с коленвалом и уплотнена резиновыми манжетами. Крутящий момент передается после заполнения рабочей области маслом.
Порядок работы цилиндров
Знать устройство и порядок работы цилиндров КамАЗ 740 необходимо для налаживания впрыска горючего после демонтажа насоса, а также регулировке ГРМ.
Движок КамАЗ 740 имеет особое строение, которое позволяет ему превосходить зарубежные аналоги по мощности, а также делает его компактнее отечественных аналогов.
Цилиндры установлены в два ряда, в первом ряду с 1 по 4, во втором ряду с 5 по 8. Номера форсунок соответствуют номерам цилиндров. Первым и главным цилиндром считается тот, что установлен в правом ряду ближайшим к передней части машины.
Особенность двигателя заключается в расположении цилиндров. Правый и левый ряд цилиндров расположены несимметрично, такой вид конструкция имеет благодаря наличию 2 противоположных шатунов на шейке коленвала. Это устройство изменяет последовательность работы цилиндров. Следующая схема показывает порядок работы цилиндров у КамАЗ 740:

Укороченный коленчатый вал на 8 поршней/4 шейки способствует росту компрессии, которая значительно увеличивает КПД.
Знать устройство такого двигателя необходимо для установки некоторых неисправностей. Например, для настройки работы клапанов. Если они будут неплотно прилегать или находиться в открытом положении дольше необходимого срока, то поломок мотора не избежать. В основном неисправности можно устранить путем регулировки тех или иных креплений, проворота коленвала и т.д. О том, как и что необходимо проворачивать, есть много инструкций в свободном доступе.
Обслуживание и ремонт
В руководстве по ремонту прописано, как самостоятельно можно устранить некоторые неисправности в работе двигателя, а также периодичность проведения технического обслуживания.
До окончания срока гарантийного талона не рекомендуется разбирать мотор самостоятельно, иначе пропадает возможность починки по гарантии.
В период постоянной эксплуатации необходимо:
- Проводить ежедневное техническое обслуживание, т. е. проверять уровень масла и загрязненности.
- Проводить ТО 1 после 5000 км пробега транспортного средства.
- Проводить ТО 2 после 14800 км пробега.
- Проводить подготовительные работы перед эксплуатацией в зимний и летний периоды.
Технологическая карта разборки
Для разборки рекомендуется воспользоваться поворотным стендом Р-770.
Технологическая карта разборки мотора 740:
- Снять крышку корпуса и отсоединить положительный и отрицательный выводы аккумулятора.
- Поднять облицовочную часть кабины и снять буфер.
- Наклонить кабину на 60°.
- От генератора отключить вывод проводов и штекер.
- Отсоединить все датчики.
- Демонтировать воздухопровод.
- Выкрутить болты крыльчатки вентилятора и снять ее.
- Отсоединить питающий и дренажные топливопроводы.
- Очистить систему охлаждения от лишней жидкости.
- Слить масляную жидкость из картера двигателя.
Ремонт двигателя
Цена на капитальный ремонт двигателя КамАЗ-740 стартует от 40 тыс. рублей.
Возможные сбои в работе и способы их устранения:
- Мотор не запускается. Это может быть связано с наличием воздуха в системе питания. Необходимо устранить негерметичность и прокачать систему.
- Мотор работает не на полную мощность. Нужно заменить элементы фильтрующей очистки, промыть фильтр грубой очистки, подтянуть гайки в топливных трубах.
- Посторонний шум во время работы. Следует проверить болты крепления корпуса турбины, осмотреть двигатель на наличие задеваний роторной части при крайнем положении, отдать турбокомпрессор на ТО.
Как отрегулировать клапана
Для того чтобы отрегулировать клапаны, необходимо установить транспортное средство на смотровую канаву или ровную поверхность.

Порядок регулировки клапанов на двигателе КамАЗ:
- Снять крышку с цилиндра и проверить затяжку болтов крепления.
- Установить фиксирующий маховик в нижнее положение.
- Снять крышку люка ГРМ и установить его в положение входа пружины в зацепление с маховиком.
- Проверить затяжку гаек на коромысле цилиндра.
- Провернуть коленвал на 60° от второго отверстия в маховике.
- По порядку выполнить регулировку клапанов на 180° в два приема: в первом и пятом, четвертом и втором, шестом и третьем, седьмом и восьмом.
Ремонт и регулировка ТНВД
Для того чтобы выполнить ремонт ТНВД КамАЗа-740, необходимо разобрать насос:
- Снять заглушки.
- Отвернуть кольцевую гайку и спрессовать муфту.
- Убрать пломбу и снять защитные кожухи.
- Снять гайки с пружинных шайб задней крышки.
- Убрать стопорное кольцо и кулачковый вал.
Ремонт системы питания двигателя может заключаться в регулировке форсунок:
- Установить деталь на стенд.
- Проверить уровень давления при начале подъема иглы. В случае необходимости выполнить регулировку.
- Изменить общую толщину регулировочных шайб, которые установлены под пружиной.
- Установить форсунку обратно и проверить уровень давления.
Как выставить зажигание
Для того чтобы выставить зажигание, необходимо правильно вычислить угол, в противном случае мотор будет работать некорректно.

Порядок установки зажигания:
- Расположить отметку на ТНВД.
- Поворачивать мотор до тех пор, пока отметка не совпадет с риской.
- Привести поршень в фиксированное положение при помощи стопорного элемента.
- Определить, в каком положении начинается процесс сжатия в цилиндрической части механизма.
- Опустить стопор, чтобы стопорная запчасть вошла в отверстие. Маховик нужно вращать при помощи специального рычага.
- Ослабить болты крепления насосного привода и совместить отметку с крайней частью указательной детали.
Какое масло лить
Рекомендуется заливать масло в двигатель 740 следующих марок: KAMAZ SAE 15W40 API CI-4/SL К10-40.50, Лукойл-Супер (SAE 15W-40, CE/SG).

Для того чтобы определиться с тем, какое масло лить, нужно знать, в каких условиях будет эксплуатироваться транспортное средство. Объем масла в дигателе не должен превышать 35 л.
Руководство по замене масла в двигателе КамАЗ-740:
- Прогреть мотор.
- Слить остатки масляной жидкости.
- Промыть систему, картерный поддон, маслозаборник и сапун вентиляции.
- Залить новую масляную жидкость до максимальной отметки.
- Проверить уровень давления масла.
Как регулировать сцепление
Порядок регулировки сцепления:
- Опустить педаль до тех пор, когда начнет функционировать главная цилиндрическая часть.
- Если есть расстояние между верхним упором и толкательной частью, его нужно устранить.
- Повернуть эксцентриковый палец до максимально возможного положения (не больше 12 мм).
- Закрутить гайку и проверить полный ход педали.
Свободный ход не должен быть больше 0,4 см. Для измерения данного показателя следует снять пружинный элемент и сдвинуть рычаг вала вилки самостоятельно в направлении от сферического болта толкателя пневмогидравлического усилителя.
Читайте также: