
Как заменить гильзы блока цилиндров ваз
Обновлено: 05.05.2024
Как выполнить гильзовку блока цилиндров своими руками?

По дорогам нашей необъятной страны колесит огромное количество стареньких автомобилей, ремонт двигателей которых производился не один раз. Без разницы, какой марки и модели наше транспортное средство, отремонтировать его можно своими руками, сэкономив на этом не только деньги, но время. Автомобили без явного ремонтного резерва наши умельцы восстанавливают методом гильзования. В данной статье мы разберемся, как выполняется гильзовка блока цилиндров своими руками.
Гильза и ее виды
Одной из составных частей любого мотора является гильза. Она представляет собой вставку из металла, внутри которой располагается поршень. От объема данного элемента зависит рабочий объем силового агрегата автомобиля.
Как и все механические составляющие детали в двигатели, гильза нуждается в периодическом ремонте, который называется «гильзование». Такой процесс требует от человека особых навыков и знаний. Данная процедура выполняется в том случае, когда износ гильз превышает предусмотренные изготовителем ремонтные размеры.
На сегодняшний день производителями легковых автомобилей устанавливается следующие типы гильз:
- Мокрые – имеют точку соприкосновения поверхности с охлаждающей жидкостью и располагаются в «рубашке охлаждения». Такой вид гильз обеспечивает хороший теплообмен, однако картеры с ними имеют меньшую жесткость. Мокрые гильзы лучше поддаются ремонту, а произвести их замену можно собственноручно.
- Сухие – представляют собой цельную конструкцию с блоком и монтируются в него еще на заводе изготовителе. Они не контактируют с охлаждающей жидкостью, вследствие чего и получили такое название. Заменить гильзы такого вида довольно сложно. Гильзование выполняется профессионалами с применением специального оборудования.
Покупая на рынке или в специализированном магазине гильзы, следует учитывать некоторые немаловажные моменты:
Методика выполнения работ

Перед гильзовкой нужно с помощью нутромера выполнить специальную диагностику, результаты которой скажут, необходим ли ремонт вашему двигателю. В зависимости от вида гильз применяют различные технологии ремонта. Чаще всего – это запрессовка и горячее гильзование. Также, для чугунных блоков двигателя следует использовать гильзы из чугуна, а для алюминиевых блоков соответственно из алюминиевых сплавов.
Первым шагом перед началом гильзования является расточка цилиндра (кроме цилиндров из галникала), при которой нужно выдержать правильную форму паза для гильзы. Следующий шаг – это хонинговка пазов, после чего идет уже гильзование.
Гильзование горячим методом
Такой метод можно считать самым качественным. В его основе лежит использование различия температур элементов. Втулка обрабатывается специальным средством во избежание появления конденсата на деталях двигателя. Блок разогревается до 150С0 после чего в гнездо вставляется охлажденная жидким азотом втулка.
Гильзование запрессовкой
Гильзы сухого типа устанавливать в блок методом запрессовки профессионалы не рекомендуют. Данный метод осуществим лишь при небольшом значении натяга 0,05 мм и меньше. Кроме этого гильзу приходится делать толстой, иногда до 4 мм, чтобы избежать искажения во время самого процесса запрессовки. Также существует риск искажения гильзы во время работы двигателя из-за остаточного напряжения внутри, которое образуется при данном методе.
Делаем гильзовку блока цилиндров своими руками
Ремонтировать эту составляющую двигателя нужно в сроки, прописанные производителем, или тогда, когда у автомобиля большой пробег и износ. Чтобы правильно определить сроки ремонта, нам нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге.
Современные производители устанавливают в двигателях легковых автомобилей два типа гильз:
Требования к гильзам
Эксплуатационные свойства этой детали двигателя должны соответствовать типичным требованиям: устойчивость к коррозии металла, прочность, износостойкость. В местах, где гильза стыкуется с блоком цилиндра, должно быть создано надежное уплотнение.
К деталям, использующимся для ремонта, предъявляются особые требования, о которых знают специалисты, должны знать и мы, автолюбители. Если мы покупаем гильзы самостоятельно, мы должны учесть то, что
- эллипсность и конусность детали не должна превышать 0,02 мм, а разность в толщине стенки – и того меньше – 0,01 мм;
- точность, с которой выполнена гильзовая поверхность, должна соответствовать 8 – 10 классу;
- ремонтная гильза для двигателей выбирается по каталогу. Выбирая деталь, учитываем припуск, чтобы можно было сделать последующую расточку.
Технология ремонта
Технология ремонта гильз зависит от их вида. В ремонте применяют, в частности, горячее гильзование и запрессовку. Детали мокрого типа можем заменить самостоятельно, вручную.
Заменить детали сухого типа сложнее, их замену выполняют специалисты с применением специального оборудования.
Гильзовка цилиндров блока – технология, которую применяем при ремонте любых двигателей. Опытные автолюбители утверждают, что загильзовать можно любой двигатель. Если ремонтируем блок цилиндров из чугуна, используем чугунные легированные втулки. Если блок алюминиевый, используем гильзы из алюминиевого сплава с присадками.
Сначала выполняем расточку цилиндра, на качество которой влияет ресурс двигателя, подлежащего ремонту. Главное здесь — выдержать правильную геометрическую форму гнезд для гильз. Если эта часть двигателя приобретет эллипсовидную форму гнезда, поршень начнет работать неправильно – последствия непредсказуемые. После расточки под нужный ремонтный размер, выполняем хонинговку гнезд и затем – гильзование.
Метод горячего гильзования
Он является более качественным. В основе этого метода лежит использование разницы температур деталей. Сначала обрабатываем втулку особым составом для предотвращения образования конденсата во время установки. Блок нагреваем до 150°, потом в гнездо вставляем втулку, которая охлаждена с применением жидкого азота.
Цилиндры, изготовленные из галникала, предварительно не растачиваем. Гильзовка втулок из алюминия делается с помощью запрессовки.
Метод запрессовки
При использовании этого метода гильзовка блока цилиндра проходит в несколько этапов:
- нагреваем блок до высокой температуры,
- охлаждаем втулку в азоте;
- напыляем герметик в гнездо;
- запрессовываем втулку в отверстие.

Долговечность мотора в автомобиле во многом зависит от качества ремонта. Если все выполнено в соответствии с технологией, соблюдены все рекомендованные параметры, восстановленный двигатель еще пробежит многокилометровую дистанцию.
На записи показано, какие проверки и виды работ требуются при монтаже мокрых гильз цилиндров и как правильно обращаться с кольцами круглого сечения.
2 метода гильзовки блока цилиндров: особенности ремонтных работ
Стандартно расточка блока цилиндров является оптимальным вариантом для ремонта, однако при определённых обстоятельствах её стоит заменить гильзовкой. В каких случаях гильзовка блока цилиндров более целесообразна и что собой представляет данная процедура? Как выполнить гильзовку с учётом типа гильз?

Часто производитель авто предусматривает расточку блока цилиндров под больший размер поршня в ремонтных целях. Но не всегда такой ремонт возможен. К категории исключений стоит отнести трещины, задиры и глубокие царапины в цилиндре после разрушения поршня, а также его избыточный износ, отсутствие комплекта, необходимого для ремонта или их высокая стоимость. В случае с определёнными двигателями такой ремонт вовсе не предусмотрен. Гильзовка блока цилиндров является альтернативным вариантом ремонта в упомянутых ситуациях.
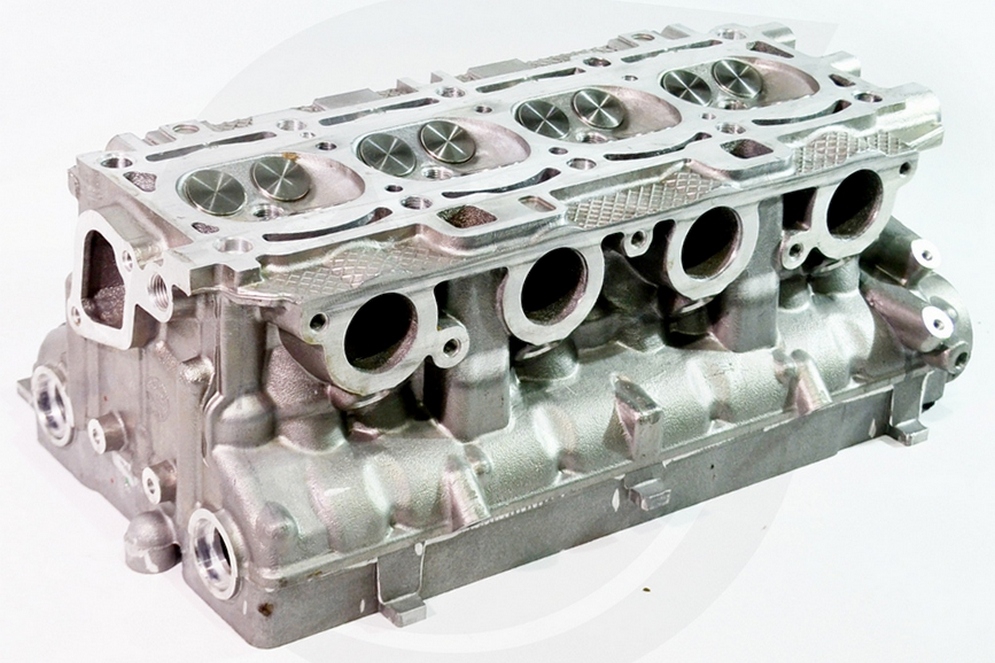
Что такое гильза блока цилиндров двигателя?
Гильза представлена в виде съёмной вставки в блок цилиндров двигателя. Иными словами – это своеобразные стенки блока цилиндра, поскольку поршень движется именно в ней. Рабочий объём цилиндра напрямую зависит от объёма гильзы. Гильзование блока цилиндра – это установка гильзы в цилиндр. Такие ремонтные работы можно смело отнести к категории сложных. В данном случае успех зависит не только от подготовительных работ, но также от наличия специального оборудования.
Независимо от типа втулок блока они должны соответствовать следующим требованиям:
- материал, из которого они изготовлены, должен быть прочным;
- стойкость к температурным и механическим нагрузкам;
- стойкость к коррозионным процессам.
Если гильзы устанавливаются с уплотнителем, то в месте стыковки втулки с блоком цилиндров необходимо обеспечить требуемые параметры. При выборе гильз обращайте внимание на такие факторы, как толщина стенок, а также конусность и эллипсность изделий. Некоторые гильзы не предусматривают наличие допуска под дополнительную расточку после установки в блок – данный нюанс также необходимо брать во внимание.

Разновидности гильз
Классификация гильз предполагает их распределение на мокрые, сухие и с воздушным охлаждением.
В случае с мокрыми гильзами наблюдается соприкосновение её поверхности с охлаждающей жидкостью, которая находится в полости двигателя с водяным охлаждением. Отвод тепла при использовании такой гильзы намного лучше, но недостатком является меньшая жёсткость картера двигателя. Ключевое достоинство представлено высоким уровнем ремонтопригодности, поэтому такие гильзы наиболее распространены на двигателях для тракторов и грузовиков. Перед установкой нет необходимости что-либо дорабатывать, а изношенные гильзы сразу заменяются и чаще всего ремонту не подвергают. При осуществлении замены мокрых гильз двигатель даже не снимают с шасси.
Сухие гильзы с охлаждающей жидкостью не соприкасаются. Использование износостойких материалов при их изготовлении позволяет создать оптимальные условия для работы группы цилиндров и поршней. В случае с сухими ремонтными гильзами допускается шлифовка наружной поверхности, чтобы добиться оптимальной плотности прилегания. Фиксация возможна при монтаже нижним, верхним буртом или без упора. Жёсткость блока картера с сухими гильзами более высокая, если сравнивать с мокрыми.
Гильзы, устанавливаемые в двигателях с воздушным охлаждением, представлены отдельно отлитыми цилиндрами с воздушными рёбрами, расположение которых является перпендикулярным относительно оси цилиндра. Фиксация осуществляется с помощью короткий шпилёк через опорный фланец на верхней части картера. Также используются несущие, то есть анкерные шпильки.
Такие гильзы могут быть би- или монометаллическими. Для их изготовления используется несколько сплавов или один металл. При изготовлении биметаллических элементов наиболее востребованными вариантами являются цилиндры из стали или чугуна с рёбрами из алюминия, которые могут быть навиты или залиты. Для изготовления цилиндров из одного металла часто используется чугун. Лёгкие сплавы и сталь имеют меньшее распространение. Двигатели с воздушным охлаждением устанавливаются преимущественно на тяжёлую строительную технику. В качестве примера стоит привести производителя немецких двигателей индустриальной направленности – компанию DEUTZ.

Технология гильзовки
Гильзование блока цилиндра можно провести на любом моторе. Возможна изначальная заводская гильзовка блока цилиндров, при которой стоит использовать мокрую гильзу, а изношенные втулки заменяются на новые. Такой вид ремонта нельзя назвать сложным, поскольку доступна ручная замена путем подбора готовых гильз. В одновременной замене втулок сразу во всех цилиндрах чаще всего нет никакой необходимости, а чтобы в этом убедиться, необходимо воспользоваться нутромером. Данный инструмент позволит провести диагностику каждой гильзы в блоке и заменить только изношенные.
При выборе технологии ремонта стоит ориентироваться на вид гильз, а выбирать придётся между горячим гильзованием и запрессовкой. Помните, что чугунные гильзы подходят для блоков из того же материала, а гильзовка алюминиевого блока цилиндров осуществляется только путем установки гильзы из сплавов этого металла.
Предварительные работы выглядят следующим образом:
- Необходимо провести расточку цилиндра, если речь не идёт о цилиндре из галникала. На данном этапе очень важно выдержать необходимую форму паза.
- Хонингование пазов является следующим шагом, по завершению которого можно приступать непосредственно к гильзованию.

Метод горячего гильзования
Горячее гильзование блока цилиндра подходит для работы с сухими гильзами и предполагает реализацию следующих этапов:
- Нагревание блока цилиндров до 150 градусов.
- Охлаждение гильзы с помощью жидкого азота и её дальнейшая обработка специальным средством, благодаря которому установка холодной втулки в горячий блок не вызовет образование конденсата.
- Установка втулки в посадочное гнездо.
В плане качества такой метод считается наиболее подходящим, поскольку посадка получается плотной, а в зоне соприкосновения гильзы с блоком достигается необходимое натяжение. Под тяжестью собственного веса втулка без труда попадает в гнездо, в крайних случаях необходимо легко постучать молотком.

Метод запрессовки
Запрессовка актуальна в тех ситуациях, когда перед установкой втулок алюминиевый блок не растачивался. Ключевое отличие заключается в предварительном нанесении герметика в посадочное гнездо, далее втулка подвергается запрессовке в блок.
Мастера категорически против установки сухих гильз таким методом, поскольку допустимое значение натяга не должно превышать 0,05 мм. Процесс запрессовки с высокой долей вероятности может исказить форму гильзы, поэтому её толщина часто достигает 4 мм. Данный метод также может спровоцировать искажение гильзы непосредственно во время работы двигателя, поскольку внутри может присутствовать остаточное напряжение.
Выводы
Подводя итоги, стоит отметить, что эксплуатация двигателя при качественно загильзованном блоке цилиндров и соблюдении всех технологических этапов достигает 150 тысяч км. Дополнительным условием является правильная эксплуатация двигателя и его регулярное обслуживание.
Способ ремонта блоков двигателей установкой чугунных гильз хорошо известен и широко используется автеремонтниками с незапамятных времен. Применяя технологию гильзования при ремонте зарубежных двигателей, отличающихся большим конструктивным разнообразием, нужно учитывать ряд нюансов. Иначе можно легко нажить себе неприятности.
Когда при вскрытии двигателя обнаруживаются критические повреждения стенок цилиндров, часто оказывается, что щадящий способ ремонта, растачивание и хониигование цилиндров под установку поршней ремонтного размера, неприменим. Действительно, таким образом восстановить блок удается далеко не всегда.
Подавляющее большинство чугунных блоков современных двигателей имеет так называемую моноблочную конструкцию. В моноблоке гильзы цилиндров (таким термином в общем случае называют стенки цилиндров) составляют с телом блока единое целое. Для таких блоков, как правило, выпускаются поршнекомплекты ремонтного размера. В качестве редкого исключения можно упомянуть отдельные типы дизельных двигателей (к примеру, Isuzu), в которых применяется блок из чугуна с запрессованными в него тонкими стальными гильзами. Они не растачиваются, а заменяются при ремонте. Тем не менее, в последнее время увеличивается доля двигателей с блоками, изготовленными из алюминиевых сплавов. Здесь, как говорится, возможны варианты.
Некоторые алюминиевые блоки изготавливаются составными. В них тонкостенные гильзы с толщиной стенки 2—3 мм выполняются из другого материала (чаще — чугуна) и устанавливаются в блок при его отливке. Такая конструкция получила название «блок с сухими чугунными гильзами» и применяется в и цилиндровых двигателях Volvo, цилиндровых двигателях Land Rover, японских моторах Honda, Nissan, Suzuki, Subaru и ряде других. Технологии ремонта блоков с «сухими» гильзами, как правило, предусматривают возможность растачивания и хонингования цилиндров под увеличенный размер поршней, но из этого правила нередко бывают исключения.
Ряд автопроизводителей применяет цельноалюминиевые блоки, в которых поверхность стенок цилиндров подвергается специальной химико-термической обработке. Упрочненная структура поверхности, отличающаяся высокой концентрацией кристаллов кремния, получила название Silumal (по терминологии фирмы Mahle). Такую технологию используют при изготовлении блоков двигателей Mercedes V8 и V12, BMW V12, Audi V8, Porsche V8 и L4, Honda L4. Помимо этого, в некоторых моторах BMW применяются алюминиевые моноблоки, в которых на поверхность цилиндров наносится твердое покрытие Nicasil. Оно представляет собой композицию никеля и частиц карбида кремния. Для алюминиевых моноблоков типа Silumal производятся ремонтные поршнекомплекты с увеличением размера цилиндра на 0,5 мм и даже на 1,0 мм. Напротив, для алюминиевых моноблоков с покрытием Nicasil ремонтных поршней не существует.
Из сказанного следует, что первое ограничение на применение метода ремонта растачиванием под увеличенный размер поршня накладывается конструкцией блока. Возможности ремонта блока методом растачивания также ограничиваются величиной и характером повреждений. Степень износа стенок или глубина рисок и задиров могут достигать таких значений, что удалить эти дефекты нельзя даже при расточке цилиндра в максимально возможный ремонтный размер, Указанный способ ремонта тем более неприменим в случаях, когда в стенке образовалась трещина или обширная пробоина, или в месте заливки «сухой» гильзы появилась течь, в результате которой в цилиндр и картер поступает антифриз. Бывает, что ремонт, предусматривающий последующую установку комплекта ремонтных поршней, может оказаться просто нецелесообразным ввиду их высокой стоимости или дефицита.
Практически во всех случаях, когда растачивать цилиндры бесполезно или неэффективно, спасти ситуацию можно установкой в блок ремонтных гильз. Технология гильзования универсальна, ее можно применять для блоков любой конструкции.
Универсальная технология
Для ряда конструкций блоков заводы-изготовители допускают ремонт методом гильзования. В таком случае предусматривается поставка в запасные части к двигателю ремонтных гильз. Например, они поставляются для некоторых цельноалюминиевых блоков, изготовленных с применением технологии Silumal. Гильзы для таких блоков изготавливаются из алюминиевого сплава, структура их материала соответствует материалу блока. Безусловно, применение «фирменных» гильз дает наилучшие результаты с точки зрения восстановления работоспособности двигателя, но в наших условиях ограничивается их высокой стоимостью <более 100—120 Евро за гильзу>, а потому экономически оправдано лишь тогда, когда гильзуется один или несколько цилиндров.
Напротив, на некоторые типы блоков ремонтные гильзы не выпускаются. Такая ситуация характерна для алюминиевых моноблоков с покрытием Nicasil, а также и для многих моделей чугунных блоков. Означает ли это, что поврежденный блок ремонту не подлежит и его остается лишь выбросить? Отнюдь, отечественная практика показывает, что даже в тех случаях, когда ремонт гильзованием официально не одобрен заводом-изготовителем двигателя, его можно успешно применять. Правда, непременным условием является точный расчет и полное владение технологией установки гильз.
Опыт использования технологии ремонта отечественных моторов установкой ремонтных гильз, изготовленных из чугуна, насчитывает не один десяток лет. Ее особенности хорошо известны, и на них нет смысла останавливаться. В то же время, ввиду большого конструктивного разнообразия двигателей зарубежного производства, единых рекомендаций, касающихся процедуры их гильзования, не существует. Для успешного выполнения работы в каждом конкретном случае нужно учитывать два основных момента.
Во-первых, для правильного определения геометрических параметров ремонтной гильзы необходимо тщательно изучить конструкцию блока. После растачивания цилиндров под установку ремонтных гильз толщина их стенок должна быть достаточной для сохранения механической прочности блока. Во-вторых, материал, из которого изготавливается гильза, должен быть работоспособным в паре с материалом (или покрытием) поршней и поршневых колец. Работоспособность материала гильз можно считать достаточной, если ресурс отремонтированного блока достигает, как минимум, 150 000 км пробега автомобиля.
Проверено, что, используя гильзы, изготовленные из серого чугуна, обеспечить такой ресурс более чем реально. Их можно применять не только для ремонта чугунных моноблоков или алюминиевых блоков с «сухими» гильзами, но и для восстановления всех типов цельноалюминиевых блоков. В последнем случае установка чугунных гильз означает серьезное изменение конструкции, которое нельзя не принимать во внимание. Прежде всего учитывается разное тепловое расширение алюминиевого блока двигателя и ремонтной гильзы.
Чтобы в процессе работы не нарушался тепловой контакт между гильзой и блоком, гильза должна устанавливаться с натягом не менее 0,05—0,07 мм. В противном случае возможна потеря натяга гильзы при работе двигателя, перегрев и разрушение поршня, тепло от которого в основном отводится в стенки цилиндра через кольца. Помимо этого, необходимо внести изменения в тепловой зазор между поршнем и гильзой. В алюминиевом моноблоке он обычно составляет 0,01—0,02 мм. При использовании чугунной гильзы его следует увеличить в 2, а то и в 3 раза. Установлено, что долговечность вновь образующихся пар трения «чугун-сталь» и «чугун-хром» в местах контакта гильзы с поршнем и кольцами не намного ниже в сравнении с вариантом, когда цилиндры обработаны по заводским технологиям.
Однако не все так безоблачно. При выборочном пользовании отдельных цилиндров алюминиевых блоков чугунными гильзами часто наблюдается деформация цилиндров, соседствующих с ремонтируемыми. Искажения формы цилиндров в виде эллипсности возникают из-за двух факторов: вынужденно большой величины натяга ремонтной гильзы и недостаточно большой прочности алюминиевого сплава. Если эллипсность не превышает величины в 0,02—0,03 мм, это не так страшно. Такие отклонения могут быть компенсированы податливостью тонких поршневых колец, которые применяются в моторах зарубежного производства. И все же более правильным в этой ситуации будет либо гильзовать весь блок (одну сторону в случае V-образного двигателя), либо провести последующую обработку всех цилиндров под установку поршней ремонтного размера, если таковые предусмотрены. Именно по этой причине использование упоминавшихся «фирменных» алюминиевых гильз при ремонте отдельных цилиндров цельноалюминиевых блоков предлочтительнее. Они устанавливаются с меньшим натягом (около 0,02 мм) и потому не вызывают деформацию соседних цилиндров.
Эффект искажения формы соседних с ремонтируемыми цилиндров характерен и для чугунных блоков. В зависимости от жесткости стенок он может проявляться в большей или меньшей степени. Поэтому, установив ремонтную гильзу, обязательно нужно проверить, как это отразилось на геометрии расположенных рядом цилиндров и после этого принять оптимальное решение.
Несмотря на то, что основные этапы гильзования неплохо отработаны, проблемы все же возникают. Одна из самых распространенных заключается в том, что после непродолжительной эксплуатации в гильзованном блоке может нарушиться герметичность прокладки головки блока. Такой серьезный дефект, перечеркивающий результаты многодневной работы, случается в основном при восстановлении блоков из алюминиевых сплавов и вызывается просадкой гильз. Вскрытие двигателя в таких случаях показывает, что гильзы опускаются от первоначального положения на величину 0,05—0,1 мм. Давление на прокладку ослабевает, что провоцирует появление течи.
Не понаслышке зная о существовании такой проблемы, специалисты моторного центра фирмы «АБ-Инжиниринг» провели специальное исследование. Оно показало, что причина просадки гильз кроется в самом процессе установки гильзы в блок, В настоящее время редко кто устанавливает гильзы, задавливая их прессом. Такой метод применим только для чугунных блоков, да и то чреват деформацией тонкостенных гильз. Запрессовывать гильзы в алюминиевые блоки и вовсе не рекомендуется. При этом существует большая вероятность «подхвата» мягкого алюминиевого материала и образования обширных задиров. В таких местах нарушается тепловой контакт между гильзой и блоком. К тому же в месте неплотного прилегания к блоку гильза «дышит», что не позволяет выполнить ее качественную механическую обработку.
Разумная альтернатива запрессовке, одинаково пригодная для ремонта как чугунных, так и легкосплавных блоков, — установка гильз «от руки» после создания большой разницы температур между гильзой и блоком, Для этого предварительно нагревают блок или глубоко охлаждают гильзу, либо воздействуют на обе детали одновременно. Один из наиболее удобных способов — охлаждение гильз в жидком азоте. При соблюдении несложных мер безопасности можно быстро довести температуру гильз до такого уровня, когда останется лишь аккуратно опустить их в предварительно расточенные цилиндры.
Для фиксаций положения гильзы в цилиндре чаще используется хорошо себя зарекомендовавшая схема с упорным «буртиком» в верхней ее части (см. рис. 1). Гильза спускается в крайнее нижнее положение до касания буртом поверхности ответной выточки, выполненной при растачивании цилиндра. Обычно касание хорошо ощущается рукой по возникающему легкому стуку. Казалось бы, все очень просто, ничто не предвещает неприятностей, но исследования убедительно показали, что именно на этом этапе допускаются ошибки.
При изготовлении гильзы у большинства специалистов инстинктивно возникает желание минимизировать зазор между наружной поверхностью бурта и выточкой (б). В этом случае после финишной обработки привалочная плоскость блока выглядит абсолютно монолитной. Стремление сделать «как лучше», в соответствие с известной житейской практикой, приводит к обратным последствиям. Дело в том, что на заключительном этапе установки гильзы в полости (А), образующейся между буртом и выточкой, скапливается воздух. Если зазор недостаточен, воздух не успевает полностью покинуть полость. Сжимаясь, он работает аналогично пневмоподвеске — после легкого касания бурта упорной поверхности происходит «отбой». Гильза незаметно для глаза приподнимается и, нагреваясь, в этом положении «схватывается». Нагрев при работе двигателя ослабляет натяг и гильза проваливается.
Аналогичная картина наблюдается в случае попадания в ту же полость герметика. Герметик применяется при установке гильзы в цилиндр. Он наносится в верхней (всегда) и нижней (если стенки цилиндра имеют трещины или пробоины) зонах расточенного цилиндра для исключения просачивания антифриза в цилиндр и картер. Выполнять эту операцию нужно очень аккуратно, чтобы исключить попадание герметика в выточку.
Если гильзуется чугунный блок, после установки допускается «додавить» гильзы до упора. Вероятность их проседания при этом будет исключена. Другое дело, если блок — алюминиевый и особенно V-образный. В этом случае прилагать большие усилия не рекомендуется, так как его можно легко деформировать. Единственное, что можно и даже нужно сделать после установки гильз, — нагрузить («заневолить») их тем или иным способом. Эта мера предотвратит их подъем на этапе выравнивания температур из-за разницы коэффициентов теплового расширения материалов блока и гильз.
Один из способов избежать просадки гильз, установленных в легкосплавный блок, — перейти на другую схему фиксации гильзы. В ней гильза изготавливается без упорного буртика. Упорная поверхность, до которой она досылается, образуется растачиванием цилиндра не «на проход», а на рассчитанную глубину. К сожалению, рекомендовать этот способ к широкому применению нельзя. В такой конструкции, как и в блоках с «мокрыми» чугунными гильзами, последние, установленные «в распор» между прокладкой и выступом блока, постоянно испытывают продольные нагрузки и могут непредсказуемо деформироваться при работе.
В то же время проведенные эксперименты показали, что существует очень простой выход из создавшегося положения. При установке гильзы с верхним упорным буртом достаточно обеспечить радиальный зазор (б) не менее 0,2 мм. При этом условии подъем гильзы в момент установки практически исключается. То, что на привалочной поверхности блока появляются кольцевые щели, никак не отражается на работоспособности блока.
Чтобы полностью исключить возможность ошибки, все этапы процесса установки гильз рекомендуется отражать в технологической карте. На ней можно поместить чертеж зоны посадки. Перед сборкой гильзы и соответствующие им цилиндры маркируются. Затем с точностью до 0,01 мм измеряются высота буртиков и глубина выточек. Для каждой пары деталей рассчитывается теоретическая величина выступания гильзы над плоскостью блока, равная разности измеренных величин (см. рис. 2). Все данные заносятся в карту. После гильзования величина выступания каждой гильзы точно вымеряется и сравнивается с расчетной. Если обнаруживается расхождение, указывающее на неплотную посадку, гильза безжалостно вырезается, и процесс повторяется до полной «виктории».
Соблюдение именно такого комплекса правил гарантирует от неприятностей. По крайней мере, с прокладкой все будет «о’кей».
При недостаточной величине радиального зазора (б) между упорным «буртиком» и выточкой воздух, находящийся в полости «A», в момент установки гильзы работает аналогично пневмоподвеске. В результате после касания упорной поверхности гильза успевает приподняться на 0,05—0,1 мм.
Теоретическая величина выступания гильзы над плоскостью блока определяется как разность высоты бурта и глубины выточки.
Изготовленные гильзы маркируются в соответствие с номерами цилиндров и тщательно обмеряются с занесением результатов в технологическую карту. Наружный диаметр упорного бурта должен быть таким, чтобы радиальный зазор (б) был не менее 0,2 мм.
После растачивания цилиндра глубина выточки измеряется с точностью по 0,01 мм. Для этого удобно использовать глубиномер с индикаторной головкой.
С такой же точностью необходимо измерить высоту упорного буртика.
Необходимый перепад температур между блоком и гильзой можно создать, охладив гильзы в жидком азоте. Такой способ требует минимальных затрат времени и не снижает работоспособности деталей.
Для надежности на верхнюю область стенки цилиндра наносится специальный герметик. Если выявлена негерметичность стенки, делать это нужно обязательно, причем нужно также покрыть герметиком и нижнюю часть цилиндра.
Установленные гильзы обязательно нагружаются. Для этого лучше применять резьбовые шпильки с подходящими по размерам шайбами.
После выравнивания температуры деталей блока измеряется выступание гильзы и сравнивается с расчетной величиной, отмеченной. в технологической карте. Если значения совпадают, можно двигаться дальше.
На обработанной привалочной плоскости блока по периметру гильзы хорошо заметна кольцевая щель. На работоспособность двигателя она никакого влияния не оказывает.
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации пожалуйста, обращайтесь по телефону 812-3880855 или другими способами указанными вконтактах.
Одноразовые, но не совсем: способы капремонта современных моторов

Тенденции современного автомобилестроения таковы, что классические чугунные блоки под несколько ремонтных размеров поршней уже стали исчезающим видом, куда чаще двигатели являются "одноразовыми". Нет ремонтных размеров цилиндропоршневой группы, нет ремонтных размеров вкладышей коленчатого вала.
Что может произойти с таким мотором и что делать, если он всё же сломался, а заменить на новый агрегат – не вариант из-за слишком высокой цены? Моторы бывают разные, но почти всегда можно найти альтернативный путь и вернуть его к жизни. Другой вопрос, имеет ли это смысл с точки зрения финансовой?

Алюминиевые блоки с чугунными гильзами
Самый простой вариант – "обычный" мотор с чугунными гильзами, а иногда даже и с блоком из того же чугуна, но не имеющий ремонтных размеров поршневой группы и коленчатого вала.
А кстати, почему? Существует "теория заговора", согласно которой производители специально ограничивают выпуск деталей для ремонта, лишь бы потребитель косяком шел в салоны за новыми машинами. Но если это и правда, то отчасти. Дело в том, что многие современные чугунные моторы по стойкости к выработке – не чета старым.
Вследствие прогресса в материалах чугунная гильза по износостойкости вплотную приблизилась к весьма недешевым технологиям с применением алюсила и никасила, о которых подробно расскажем ниже.
Естественный износ чугуна, по сути, остался в прошлом. Зачастую естественная выработка цилиндра при пробеге свыше трехсот тысяч километров оказывается минимальной. А если износ меньше глубины хонингования (две-три сотые доли миллиметра), то нет и нужды в расточке.
Разумеется, для производителя это хороший повод отказаться от ремонтных размеров и выпускать только несколько градаций "номинальных" поршней и колец. Но, к сожалению, износ бывает не только естественным. При залегании поршневых колец, попадании абразива в цилиндры, перегревах, детонации или других неприятностях с мотором могут выйти из строя один или все цилиндры.
На них появляются задиры, эллипсность или даже кольцевая выработка, возможны и нарушения геометрии шатунно-поршневой группы. Если бы была возможна расточка, то проблема решалась бы просто переточкой в новый размер, дефекты такого рода обычно при этом удаляются без проблем. Но точить-то нельзя! Попросту нет в продаже поршней нового размера, а если проблемы с коленчатым валом, то и его точить тоже нельзя – нет вкладышей.
Способ ремонта №1: покупка шот-блока
Значит, моторы все же одноразовые? Отнюдь. Решить проблему такого мотора можно несколькими способами. Первый из них – штатный, рекомендуемый производителем. И зачастую, кстати, не самый плохой. Это покупка так называемого шот-блока, то есть блока цилиндров в сборе с поршнями и коленчатым валом. Поставить на него головки блоков, картер, навесное оборудование – и мотор готов.
Обычно минусом такого решения является цена, но если вспомнить, что оригинальные поршни обычно тоже стоят недешево, да и работа стоит немало, то… Вопрос, как всегда, в цене на конкретные экземпляры. Например, известные моторы Opel Z22SE или Saab B207 как продукция компании GM имеют большой выбор шот-блоков, причем далеко не только от производителя. Цена их в США очень приятная – от полутора тысяч долларов. За две с половиной можно приобрести тюнинговый усиленный блок со строкер-китом на 2.5 – 2.7 литра или рассчитанный под большее давление наддува и солидный крутящий момент. А вот на немолодые Тойоты шот-блок обойдется минимум в три с половиной тысячи. При этом изрядная часть моторов большого объема имеет шот-блоки ценой около пяти тысяч. И тут уже придется задуматься об альтернативе простой замены.
Способ ремонта №2: гильзование блока цилиндров и "родные" поршни
Гильзы делаются, как говорится, "в номинал", то есть того же размера, что и в оригинале. Если удачно подобрать материал гильзы и точность "натяга", то разве что немного пострадает теплопередача, ведь "родная" гильза именно залита в расплавленный металл, а ремонтная, в зависимости от способа посадки, может как почти не иметь монтажного зазора, так и сохранять зазор от одной до трех сотых.
Дальше всё зависит от точности мехобработки и от качества сборки. Оригинальная поршневая группа номинального размера прекрасно будет работать в таком моторе. Можно гильзовать только поврежденный цилиндр и тем самым уменьшить цену работ. Многое зависит от мастерства исполнителей работ, но если в вашем городе есть точные станки, то это сравнительно недорогой способ восстановления мотора.
Но помните, что при тепловой обработке блока цилиндров возможны деформации и нарушение геометрии. Поэтому рекомендуется гильзовать все цилиндры сразу и производить расточку с учетом новой геометрии от "базы" блока, а не старых осей цилиндров. При необходимости же ремонта только одного цилиндра лучше использовать технологии холодной посадки гильз прессом или установку с зазором.
Способ ремонта №3: "родные" расточенные гильзы и поршни большего диаметра
Блок цилиндров просто растачивается под новые кастомные поршни – не оригинальные, а заказные, под нужный размер. Обычно речь идет о так называемой ковке – поршнях, полученных мехобработкой из болванки, полученной изотермической штамповкой. Такие поршни заметно прочнее обычных литых, но, как всякая индивидуальная работа, она может оказаться не самой удачной.
Даже поршни от солидного производителя требуют большего теплового зазора из-за более высокого коэффициента расширения сплавов для ковки и неучтенной тепловой деформации. И разумеется, более прочный поршень не всегда означает больший срок службы двигателя, так как изнашиваются и кольца, и сам цилиндр. В этом случае многое будет зависеть как от обработки самого цилиндра (в этом случае он сохраняет свои параметры по теплопередаче и геометрии, в отличие от гильзования), так и от нового поршня.
Аналогично действуют и тогда, когда оригинальная поршневая группа очень дорога или редка, а мотор строится для использования каждый день. Это хороший способ в случае, если поршни под ремонтируемый мотор уже освоены хотя бы малой серией или есть испытанные образцы. Ведь работать испытателем тестового мотора не хочется никому.
Впрочем, если вы наберете желающих заказать пятьсот или тысячу поршней, то ваш заказ имеет все шансы быть произведенным по оригинальным технологиям Kolbenschmidt или Mahle, правда, и цена поршней будет как минимум не ниже, чем у оригинальных, зато размер – любой в пределах разумного допуска к штатному и полностью отработанная в серии конструкция.
Полностью алюминиевые блоки без гильз
Делать блоки цилиндров из алюминия без чугунных гильз крайне выгодно. Во-первых, это меньшая масса мотора. Во-вторых, теплопроводность алюминия выше, чем у чугуна, а значит, лучше теплоотвод от самых нагруженных частей мотора. Наконец, и поршни, и головка блока цилиндров тоже выполнены из алюминия, а значит, их коэфициент теплового расширения будет близок к коэффициенту расширения блока. Поэтому можно уменьшить тепловые зазоры до минимума, обусловленного разницей температур поршня и блока цилиндров.

Технологии цельноалюминиевых блоков цилиндров условно можно разделить на три группы материалов, и во всех случаях это будет не "чистый" алюминий, а блок из "крылатого" металла с прочным покрытием цилиндров.
Никасиловые алюминиевые блоки
В первую очередь это Nikasil, который был первым получившим массовое признание как способ производства надежных цельноалюминиевых двигателей без чугунных гильз. Название от компании Mahle стало нарицательным, хотя, может быть, торговая марка аналогичного покрытия от фирмы Kolbenschmidt – Galnical – оказалась не столь благозвучна и вторична…
В первую очередь оно предназначалось для роторных моторов, но получило широчайшее распространение в девяностых годах, а в Формуле-1 используется до сих пор, как и в мотоциклетных моторах. Например, "монстр" Suzuki Hayabusa имеет именно такое покрытие цилиндров. Более прочного и удачного материала для цилиндров пока не придумали, его слой твердый и достаточно вязкий, он толстый и не трескается, его можно немного расточить, если уж удалось его каким-то образом сносить. Но это бывает крайне редко, покрытие практически вечное.

Вот только никель-карбид-алюминиевое покрытие, столь прочное и износостойкое, боится сернистых соединений. И на машинах в США и Канаде, в которых использовали высокосернистый бензин, покрытие быстро выходило из строя. Такого бензина сейчас и не встретить, но есть и другая причина, по которой от покрытия отказались. Оно вечное, но оно и дорогое – технология требует сложного способа гальванического нанесения и механической обработки высокопрочного материала.
Алюсиловые алюминиевые блоки
Поэтому компания Kolbenschmidt предложила использовать весьма старую (запатентована еще в 1927 году компанией Schweizer & Fehrenbach) технологию Alusil для производства блоков цилиндров. Поскольку Кольбеншмидт на тот момент принадлежал Audi Group, то технология быстро была доведена до практического использования.
Основная идея достаточно проста: гильза или весь блок цилиндров целиком изготовлены из сплава алюминия с высоким содержанием кремния, его в нем не менее 17% – это так называемый заэвтектический сплав. При этом кремний содержится в материале не в растворенном виде, а как кристаллы.

И если "осадить" алюминий, то получится сплошной слой из выступающих кристаллов кремния, очень твердый, "скользкий" и износостойкий, по нему уже могут работать самые твердые поршневые кольца. Этот способ проще и куда дешевле, а покрытие — вытравливаемое химическим способом или получаемое специальной обработкой в слое высококремнистого алюминия. По твердости алюсил не уступает никасилу.
Дополнительным плюсом технологии является близость алюминиевых сплавов блока и поршня – те тоже отливают из заэвтектического алюминия, а значит, тепловой зазор будет наименьшим. Вот только упрочненный слой куда тоньше, чем у Никасила, а само покрытие куда более хрупкое, под тончайшей рубашкой из кристаллов кремния всё тот же алюминий. Оно боится и перегрева, и попадания твердых частиц, и даже нагара с колец. А еще боится агрессивных химических соединений серы и других.
При этом способ его производства часто допускает образование каверн и зон с неоднородным качеством покрытия. И пусть сейчас это самая распространенная технология для цельноалюминиевых моторов, но всё же у нее есть свои рамки применения и вытеснить простые чугунные гильзы она не смогла.

Но есть и один почти не используемый плюс: теоретически возможна расточка и восстановление слоя покрытия. Тут нужна лишь специальная технология расточки, удаляющая слой алюминия, а затем формирующая слой сплошного кремния на поверхности и слегка "сглаживающая" кристаллы. Но она требует массовости, а значит, и крупных заводов по восстановлению блоков цилиндров. А их пока нет.
В активе Кольбеншмидта есть еще технология Locasil – сплав, в котором содержание кремния составляет все 27%, но отлить блок цилиндров из него уже нельзя, он слишком хрупкий, зато можно сделать гильзу для блока цилиндров, она будет более износостойкой, чем алюсиловая, но технологии для ремонта у них одни и те же.
Экзотика: плазменное напыление
Способ ремонта №1: расточка алюминиевых блоков с покрытием
Разумеется, все технологии с поверхностным упрочнением слоя алюминия не предусматривают износ зеркала цилиндра, а значит, и моторов с ремонтными размерами поршневой группы почти нет. Разве что совсем старые моторы BMW под Никасил имели пару ремонтных размеров, но быстро выяснилось, что покрытие либо служит и не изнашивается, либо повреждается и тогда надо менять блок цилиндров в сборе. Соответственно, ремонтные размеры для никасиловых моторов быстро пропали.
Более свежие конструкции обычно не дают даже возможности купить "оригинальные" поршни по заводскому каталогу – только шот-блок в сборе. Обосновывается это, как обычно, заботой о потребителях и высокими стандартами качества. Но поскольку детали поршневой группы заказываются производителем машины "на стороне", то в каталогах производителей поршней оригинальные запчасти найти можно, нужно только выяснить, кто из десятка производителей поставлял их на конвейер.

Иногда можно заказать и ремонтные размеры, например, если у вас есть возможность восстановления покрытия типа алюсила, то этот вариант обеспечит сохранение всех заводских характеристик мотора. Полное восстановление заводских параметров обеспечивает гальваническое или плазменное напыление никасилоподобного или хромового покрытия с последующей расточкой или высокоточное напыление без дальнейшей обработки. Но если уж в серийном производстве не могут обеспечить стабильное качество и ресурс такого покрытия, то при использовании ремонтных технологий ресурс может оказаться еще меньше, всё зависит от исполнителя.
Шансы на качественный ремонт есть, технология широко применяется для мелкосерийного гоночного моторостроения, а там высочайшие требования к покрытию. Вот только цена работ и процедура тестирования будут соответствующие. Из славного советского прошлого множеству заводов достались восстановительные технологии из этой серии. Возможно, где-то применяются ноу-хау, позволяющие производить такое восстановление надежно и недорого, но лично мне такие места не известны. Кто знает, поделитесь!
Дополнительным плюсом использования таких технологий является возможность восстановления только поврежденного цилиндра, что делает такой вариант выгодным при возвращении к жизни именно поврежденного, но не изношенного временем блока.

Способ ремонта №2: гильзование алюминиевых блоков
Но по-настоящему массовой технологией является гильзование. Используются как алюминиевые гильзы с никасиловым покрытием или алюсил-подобные технологии, так и старые добрые чугунные. Алюминиевые гильзы позволяют избежать многих сложностей внедрения чугуна в изначально алюминиевый мотор, но в большинстве случаев алюминиевая гильза поставляется уже с готовой к работе поверхностью и не подвергается дальнейшей мехобработке. А это налагает высокие требования к качеству исполнения всех работ. В противном случае возможны как нарушение геометрии самой гильзы, так и нарушение геометрии шатунно-поршневой группы и, соответственно, снижение ресурса мотора и его характеристик.
Чугунные гильзы куда дешевле, выполняются не под конкретный мотор а подбираются по размеру. В результате гильзовка мотора по этой технологии заметно дешевле и применяется куда чаще. В отличие от посадки чугунной гильзы, в чугун применяется только "горячая" посадка или с применением жидкого азота для охлаждения гильзы и уменьшения ее диаметра.
При использовании качественных гильз и точной мехобработки ресурс поршневой группы может оказаться даже выше, чем у оригинального покрытия, но опять же возможны ошибки в работе мастерской, а значит, могут появиться и локальные перегревы цилиндров, и термодеформации.

Минусами технологии применения чугунных гильз традиционно являются уже упомянутое ухудшение теплоотвода, необходимость использования сильного нагрева блока для "горячей посадки", азотного охлаждения материала или высокотехнологичной технологии сварки вращением и большая вероятность ошибки, чем при использовании алюминиевых гильз.
Чаще всего это будет единственная доступная технология разумного восстановления мотора. Причин на то много: например, нет специализированных алюминиевых гильз, технологий расточки и обработки алюсила и нанесения никасила, что типично для России. Если блок цилиндров был перегрет и нарушилась его геометрия, то нужна гильза, рабочую поверхность которой можно будет расточить под новую геометрию блока, и тут выбор технологий восстановления сужается до чугуна или растачиваемых алюсиловых гильз.
Поршни под гильзованные моторы подбираются из числа оригинальных по уже описанной технологии или изготавливаются специальные заказные, как и для моторов со штатной рабочей поверхностью цилиндра из чугуна.
Что в итоге?
99% всех двигателей производится по описанным технологиям, а значит, шансы на восстановление есть всегда. Главное – найти хорошего исполнителя с обкатанной технологией восстановления, поставщика качественных запчастей и ответственно отнестись к проверке получившего новую жизнь мотора.
Читайте также: