
Расточка блока цилиндров ваз 2111
Обновлено: 14.05.2024
aleksandr231 › Блог › Увеличение объема двигателя — расточка блока цилиндров
Увеличение объема двигателя внутреннего сгорания является самым простым способом поднять моментные (в большей степени) и мощностные характеристики мотора. Существует несколько возможных вариантов по увеличению объема двигателя ВАЗ-21083 ( и его производных – ВАЗ 2111, 2112, так как все они используют практически одинаковые блоки цилиндров, за исключением применения масляных форсунок в 16-ти клапанных моторах ВАЗ-2112).
Кроме ГБЦ, достаточно большое влияние на характер мотора оказывает содержимое и «геометрия» блока цилиндров. Мы не будем обсуждать разные типы поршней и их форму, весовые характеристики коленчатых валов, хотя бесспорно они вносят определенный вклад в характер будущего мотора. Существует такое понятие, как отношение длины шатуна к ходу поршня, эта характеристика и сам диаметр кривошипа коленчатого вала (ход поршня) существенно влияют на «дыхание» мотора: ведь по своей сути, ДВС – это насос, который прокачивает через себя определенный объем смеси воздуха с топливом за определенный промежуток времени.
Мы рассмотрим влияние соотношения длины шатуна и диаметра кривошипа коленчатого вала на «характер» мотора двигателей семейства ВАЗ-2108. В англоязычной литературе это соотношение именуется R/S – rod to stroke ratio, и ему уделяется достаточно серьезное внимание при доработке моторов. Многие источники считают, что «золотой серединой» является величина R/S, равная 1,75. Отчасти все они будут справедливы для моторов ВАЗ, так как в обоих случаях речь идет о двигателях относительно небольшого рабочего объема (моторы Honda серий В16А — В20В с объемом соответственно от 1,6 до 2,0 литров, что вполне соотносится с литражом моторов ВАЗ 21083 (2112), получаемым при форсировании путем увеличения рабочего объема). Вот для примера геометрия легендарного мотора В16А (объем 1587 см. куб., мощность 160 л.с.; это первый «гражданский» мотор, имеющий удельную мощность 100 л.с./литр):
Длина шатуна: 134 мм
Ход поршня: 77 мм
Соотношение R/S: 1,74:1 (что как видим практически близко к «золотой середине»)
21081 – объём 1099 куб. см
— ход 60,6 мм
— диаметр поршня 76 мм
— длина шатуна 121 мм
— R/S = 1,996
2108 — объём 1288 куб. см
— ход 71 мм
— диаметр поршня 76 мм
— длина шатуна 121 мм
— R/S = 1,7
21083 — объём 1499 куб. см.
— ход 71 мм
— диаметр поршня 82 мм
— длина шатуна 121 мм
— R/S = 1,7
21084 — объём 1580 куб см.
— ход 74,8 мм
— диаметр поршня 82 мм
— длина шатуна 121 мм
— R/S = 1,61
Эффект большого R/S:
ЗА: Позволяет поршню дольше находиться в ВМТ, что обеспечивает лучшее горение топливной смеси, т.е. более полное сгорание топливной смеси, более высокое давление на поршень после прохождения ВМТ, более высокая температура в камере сгорания. В результате хороший момент на средних и высоких оборотах. Длинный шатун уменьшает трение пары «поршень-цилиндр», а это особенно важно при рабочем ходе поршня.
ПРОТИВ: Мотор, собранный с достаточно большим значением R/S не обеспечивает хорошее наполнение цилиндров на низких и средних частотах вращения КВ, из-за снижения скорости воздушного потока (из-за уменьшения скорости движения поршня после ВМТ, в момент открытия впускного клапана). Большая вероятность появления детонации из-за высокой температуры в камере сгорания и длительного времени нахождения поршня в ВМТ.
Эффект малого R/S:
ЗА: Обеспечивает очень хорошую скорость наполнения цилиндров на низких и средних частотах вращения КВ, так как скорость движения поршня от ВМТ больше, разряжение нарастает быстрее, что улучшает наполнение цилиндров, более высокая скорость движения топливовоздушной смеси делает смесь более гомогенной (однородной) что способствует лучшему сгоранию. преимущества: более низкие требования к доработке и диаметрам каналов ГБЦ, чем на моторе с высоким соотношением R/S.
ПРОТИВ: Малая величина RS означает, больший угол наклона шатуна. Это значит, что большая сила будет толкать поршень в горизонтальной плоскости. Для мотора это означает следующее:
1) Большая нагрузка на шатун (особенно на центр шатуна), что делает разрушение шатуна более вероятным. Разрушение шатуна само по себе мало вероятно, кроме случаев обрыва, при заклинивании и гидроударе, как правило, шатун рвется у верхней или нижней головки под углом приблизительно 45 градусов к оси шатуна.
2) Увеличение нагрузки на стенки блока цилиндров, большая нагрузка на поршни и кольца, увеличение рабочей температуры вследствие повышенного трения, как результат, более быстрый износ стенок цилиндра, колец, и ухудшении условий смазки. Износ этого участка зависит от величины смещения оси пальца относительно оси поршня и от значения максимального угла наклона шатуна, т.е. при применении "кованных" поршней со смещенным пальцем, износ будет меньше чем при применении стандартных поршней.
3) Более короткий шатун также увеличивает скорость движения поршня, что влияет на износ и увеличение трения. Максимальная скорость поршня приходится на угол около 80 градусов поворота коленчатого вала от ВМТ, для мотора с коленвалом 74,8 мм при 5600 оборотов в минуту она равна 22,92 м/с при шатуне 121 мм., и 22,80 м/с., при шатуне 129 мм. Наиболее весомым является зависимость ускорения поршня от длины шатуна. Большие значения ускорения положительно влияют на наполнение цилиндров на малых оборотах, что ведет к «тяговитости» двигателя в следствии лучшего наполнения. Но на высоких оборотах из-за инерционности потока во впускной трубе происходит эффект запирания на впускном клапане (т.е объем цилиндра над поршнем растет быстрее, чем может заполняться через клапанную щель, что ведет к ухудшению наполнения и мощностных характеристик на высоких оборотах). В случае длинного шатуна на малых оборотах происходит обратный выброс смеси, но на высоких нет явления запирания.
По вполне понятным причинам, АВТОВАЗ комплектует свои моторы шатуном 121 мм (он обеспечивает 83-му мотору R/S = 1,7, что вполне удовлетворительно). Но для «тюнингаторов», использующих КВ с большим радиусом кривошипа, шатун 121 мм обеспечивает не очень хорошее отношение R/S, поэтому на рынке «нестандартных», а-ля «спортивных» запчастей существуют и продаются шатуны с большей длинной – 129, 132 мм, цена их правда не столь привлекательна. Еще не стоит забывать, что «экстра ходы» поршня компенсируются уменьшением компрессионной высоты поршня (смещением поршневого пальца вверх) или увеличением высоты блока цилиндров. Т.к. компрессионную высоту можно уменьшать до определенного предела, то следующим шагом будет замена блока цилиндров на более высокий, что повлечет за собой немалые расходы финансовых средств. Все эти действия направлены для того, чтобы увеличить значение R/S.
Тюнинг Автомобилей "ВАЗ"

2108 - объём 1288 куб. см
- ход 71 мм
- диаметр поршня 76 мм
- длина шатуна 121 мм
- R/S = 1,7
21083 - объём 1499 куб. см.
- ход 71 мм
- диаметр поршня 82 мм
- длина шатуна 121 мм
- R/S = 1,7
21084 - объём 1580 куб см.
- ход 74,8 мм
- диаметр поршня 82 мм
- длина шатуна 121 мм
- R/S = 1,61
Эффект большого R/S:
ПРОТИВ: Мотор, собранный с достаточно большим значением R/S не обеспечивает хорошее наполнение цилиндров на низких и средних частотах вращения КВ, из-за снижения скорости воздушного потока (из-за уменьшения скорости движения поршня после ВМТ, в момент открытия впускного клапана). Большая вероятность появления детонации из-за высокой температуры в камере сгорания и длительного времени нахождения поршня в ВМТ.
Эффект малого R/S:
ЗА: Обеспечивает очень хорошую скорость наполнения цилиндров на низких и средних частотах вращения КВ, так как скорость движения поршня от ВМТ больше, разряжение нарастает быстрее, что улучшает наполнение цилиндров, более высокая скорость движения топливовоздушной смеси делает смесь более гомогенной (однородной) что способствует лучшему сгоранию. преимущества: более низкие требования к доработке и диаметрам каналов ГБЦ, чем на моторе с высоким соотношением R/S.
ПРОТИВ: Малая величина RS означает, больший угол наклона шатуна. Это значит, что большая сила будет толкать поршень в горизонтальной плоскости. Для мотора это означает следующее:
1) Большая нагрузка на шатун (особенно на центр шатуна), что делает разрушение шатуна более вероятным. Разрушение шатуна само по себе мало вероятно, кроме случаев обрыва, при заклинивании и гидроударе, как правило, шатун рвется у верхней или нижней головки под углом приблизительно 45 градусов к оси шатуна.
2) Увеличение нагрузки на стенки блока цилиндров, большая нагрузка на поршни и кольца, увеличение рабочей температуры вследствие повышенного трения, как результат, более быстрый износ стенок цилиндра, колец, и ухудшении условий смазки. Износ этого участка зависит от величины смещения оси пальца относительно оси поршня и от значения максимального угла наклона шатуна, т.е. при применении "кованных" поршней со смещенным пальцем, износ будет меньше чем при применении стандартных поршней.
Лада 2111 DIY › Бортжурнал › Ремонт двигателя 21124. часть 2 — мойка и расточка
Помыл все детали ГБЦ и блок на мойке, конечно стало чище, но коричневые лаковые отложения местами так и остались. Блок был на время отложен, занялся ГБЦ.
Маслосъемные колпачки были наверно ещё заводские дубовые как кирпич, под замену. Клапаны на удивление в отличном состоянии, ровная фаска, не трещин или других дефектов, люфт в направляющих минимальный, оставил и направляйки и клапаны. Ну и пришло время портинга.
Распил без фанатизма:
окна 36/32мм
каналы клапанов 25/22мм, по сёдлам.
направляющие спилил, да знаю, это не очень хорошо, но многие ездят и всё ок, если уж разболтаются поменяю.
Да. Для тех кто хочет проделать это дома, нужна дрель по мощнее, желательно 1500Вт. Одолжил у друга машинку на 750Вт — каналы клапанов режет ещё норм, а входные окна резать одно мучение. Мощности не хватает и фреза либо останавливается или она сильно прыгает и вибрирует, выгрызает канат рытвинами, задолбался их шкуркой тереть потом. После двух окон попросил у соседа дрель на 1,2 киловатта — совсем другое дело, той же фрезой режет чисто и быстро, как по маслу.
Для надёжности прирезал все сёдла, притёр клапаны. Притирку использовал Абровскую, двухкомпонентную, так что по факту я притёр 32 клапана, занятие на весь вечер)). Но притирается с ней классно, ровная матовая полоска и на седле и на клапане.
Закончив сегодня с головкой, сегодня(ну уже вчера) поехал в Тамбов на расточку и шлифовку.
С блоком все ок, расточили под поршни, а вот головка подложила свинью. Плоскость сошлифовалась быстро, кроме одного места у 4 цилиндра, похожего на пятно ржавчины. Пошлифовали ещё немного, но пятно не уходило, снято было много, мастер сказал оставить как есть.
Приехал домой, пошёл к другу промыть её бензином под компрессором, но хрен там. Эмульсия от станка, масло, алюминиевая пудра и абразив так прилипли к головке, что пришлось её везти на автомойку. И пушка сделала то что не смогла сделать фреза.
Никто не застрахован, что поделать, прокладка ГБЦ обычная, обожмётся как есть, главное что такая фигня не у камеры сгорания.
А так отшлифовалась отлично, блястит.
Ну и сейчас вечером засухарил все клапаны.
На завтра в планах собрать блок, поженить его с коробкой и запихнуть в машину, ну и если время позволит накинуть головку(но это не точно))
Диагностика состояния и расточка блока цилиндров в автомобиле ВАЗ 2110
Штатный блок цилиндров ВАЗ 2110 изготовлен методом отливки из особенного чугунного сплава низколегированного состава. Сверху, на горизонтальной плоскости находится головка блока цилиндра, в которой помещен распределительный вал с клапанами и камера сгорания, технологические отверстия, масляные и жидкостные магистрали и др. приспособления. Цилиндры силового агрегата находятся в посадочных местах, их диаметры подразделены на 5 отдельных классов, различающихся по размерам на 0,01 мм. Они обозначаются литерами А, В, С, D, Е, которые наносятся на нижней плоскости изделия.
Существует возможность «расточки» цилиндров под поршни ремонтных размеров, которые имеют увеличенный диаметр на 0,4 и 0,8 мм. Крышки подшипников коренного типа подгоняются при сборке блока цилиндров, места их строго определены и для отличия они снабжены отметкой по внешней плоскости.

По периметру изделия изготовлены и поставлены специальные технологические изделия. При замерзании тосола или иного охладителя такая заглушка блока цилиндров «десятки» под действием расширительных сил выдавливается из блока, не давая блока получить повреждения. Такие компоненты блока, как заглушки блока цилиндров установлены в заводском варианте по два изделия на длинных сторонах блока и по одной детали с торцевых сторон, т.е. по бокам изделия.
Проверка технического состояния блока цилиндров
Изначально требуется отмыть блок цилиндров и прочистить магистрали для подачи масла. Далее проводим продувку и просушку изделия резиновым шлангом компрессора и осматриваем изделие. Наличие трещин на всех деталях и частях блока приводит к разгерметизации внутренних магистралей. При возникновении версии о проникновении жидкости-охладителя в картер мотора необходимо осуществить тест на герметичность агрегата.

При этом требуется заглушить выходы охладительных магистралей и наполнить внутренние полости охлаждающих каналов слегка теплой водой под напором 3 кгс/см. Течь водных масс наблюдаться не должна.
При наличии масляных сгустков с жидкости-охладителе необходимо провести визуальный осмотр на наличие трещин в районах прохождения масляных магистралей. Сливаем жидкость из охладительной системы, демонтируем головку блока цилиндра, наполняем магистрали системы водными массами и направляем воздух из компрессора в магистраль движения масла вертикального типа. При выделении воздушных пузырей в водной среде, которая заполнила охладительную рубашку, необходимо произвести замену блока цилиндров, купить который можно в специализированных магазинах АвтоВаза.
Тестируем наружную поверхность агрегата, куда монтируется головка блока цилиндра ВАЗ 2110, применяя измерительную линейку и щупом. Допустимый размер отклонений по плоскости должен находиться в пределах 0,1 мм.
Расточка блока цилиндров
На практике используется несколько вариантов увеличения мощности силовой установки. Наиболее конструктивный способ – повышение объемных характеристик двигателя. Весьма распространенным видом работ по повышению линейных данных будет расточка блока цилиндров ВАЗ 2110, которая изготавливается на увеличенный поршневой диаметр. Денежные расходы сведены к минимуму – к ним относятся собственно затраты на расточку блока цилиндров и приобретение поршневой группы и колец ремонтного размера.

Другим способом увеличения объема силовой установки является замена стандартного коленвала на изделие с увеличенным радиусом кривошипного механизма. При этом увеличивается рабочий ход поршневой группы, что ведет к прямо пропорциональному повышению объемного параметра мотора.
Вообще, такой тюнингованный блок цилиндров, цена которого весьма высока, обойдется автолюбителю «в копеечку». И все-таки, увеличение объемных параметров силовой установки не всегда приемлемо. Все зависит от того, что автолюбитель хочет получить на выходном этапе. Иногда лучше сделать доработку ГБЦ автомобиля с постановкой рекомендуемого распредвала спортивного типа и после этого в результате получить повышенные мощностные характеристики двигателя, подвергшегося модернизации.

Для доведения распредвала до состояния раскрытия максимальных кондиций требуется доработать головку блока цилиндра до перепрессовки клапанных седел и переустановки клапанов увеличенного размера. Также требуется модернизация магистралей впускного и выпускного типа, через которые воздушно-топливная аэрозоль проходит в цилиндры, а выхлопные газы выходят через систему вывода отработанных газообразных смесей. В качестве доработки предлагается их усовершенствовать, повышая размер сечения, в последующем их необходимо отполировать и изменить их геометрию.
Расточка блока цилиндров ваз 2111

Увеличение рабочего объема двигателя ВАЗ 2110 и 2111
- 8 января 2009
Рабочий объем двигателя это величина хода поршня умноженная на площадь рабочей поверхности поршня (зависит от диаметра поршня).
У полуторалитрового мотора ВАЗ-2111 ход поршня 71мм, а диаметр – 82мм при длине шатуна в 121мм. Поэтому рабочий объем этого двигателя – 1499 см куб.
Есть у ВАЗа и 1,6л. мотор. Увеличение рабочего объема на 100 кубиков достигается применением оригинального (более высокого) блока и коленвала с иным радиусом кривошипа, который увеличивает ход поршня до 75,6мм. При этом поршни, кольца, шатуны, пальцы и вкладыши аналогичны тем, что в 1,5-литровом двигателе.
Если Вы хотите увеличить объем свого 1,5л. мотора - не вопрос. Тюнинг мотора ВАЗ 21102 в домашних условиях с увеличением рабочего объема до 1580 см куб. достигается несколько иным путем, чем на заводе. Для этого нужно заменить коленчатый вал на вал с радиусом кривошипа увеличенным на 1,9 мм. Это увеличит ход поршня до 74,8 мм. Само собой, что во избежание столкновения поршней с клапанами и головкой стандартные поршни необходимо заменить на низкие, кованные из высококремнистых сплавов.
Есть еще вариант увеличить рабочий объем путем расточки цилиндра до 84 мм с сохранением хода, но это уже больше "вынужденный тюнинг", по сути являющийся капитальным ремонтом. В то время как замена коленвала и поршневой группы это всего лишь комплекс сборочно-разборочных работ.
Если хочется еще больше увеличить объем - можно соединить оба метода воедино. Т.е. увеличить ход и расточить блок.
Не забывайте, что после подобной доработки необходима «перепрошивка» блока управления двигателем т.к. параметры смеси для увеличенного объема отличаются от стандартных.
После такой доработки мощность двигателя ВАЗ 2111 возрастает примерно до 90 л.с., а также существенно улучшается эластичность и тяговитость мотора на средних оборотах.
Двигатель 2111: особенности, технические характеристики и отзывы
Двигатель 2111 продолжил серию силовых установок, выпускаемых ВАЗом, сменив на конвейере модели 21083 и 2110. Этот мотор считается первым полностью доработанным отечественным инжекторным движком.

Применение и общая характеристика двигателя
Агрегат 2111 мог устанавливаться на всю линейку моделей "Лада Самара", начиная с 2108 и заканчивая 2115, а также на «десятку» и ее модификации (2110-2112).
Рабочий цикл двигателя ВАЗ 2111 (инжектор) – классический, то есть осуществляется в четыре такта. Топливо в камеру сгорания подается через форсунки. Цилиндры расположены в один ряд. Распредвал установлен сверху. Охлаждение ДВС осуществляется принудительно при помощи закрытой жидкостной системы, а смазывание деталей обеспечивает комбинированная система смазки.
Технические характеристики инжекторного двигателя ВАЗ-2111
- Число цилиндров (шт.) – 4.
- Количество клапанов (общее) – 8 шт. (по два на каждый цилиндр).
- Рабочий объем – 1490 см куб.
- Величина сжатия – 9,8.
- Мощность при скорости вращения коленвала 5400 об/мин. – 77 л. с., или 56,4 кВт.
- Минимально возможная частота коленвала, при которой мотор продолжает работать устойчиво – 750-800 об./мин.
- Диаметр одного цилиндра – 82 мм.
- Длина вертикального хода поршня – 71 мм.
- Крутящий момент (максимальный) – 115,7 Нм (при 3 тыс. об./мин.).
- Порядок воспламенения смеси в цилиндрах стандартный: 1-3-4-2.
- Рекомендуемый тип топлива – Аи-95.
- Рекомендуемый тип свечей зажигания – А17 ДВРМ или их аналоги, например, BPR6ES (NGK).
- Масса мотора без учета тех. жидкостей – 127,3 кг.
Расположение под капотом автомобиля
Двигатель 2111 в совокупности с коробкой передач и механизмом сцепления составляет единый силовой блок, который в подкапотном пространстве машины закреплен на трех резинометаллических опорах.
Справа (если смотреть по направлению движения автомобиля) от блока цилиндров расположен комплекс приводов: коленчатого вала, вала распределительного, а также насоса для перекачки по системе охлаждения антифриза. Приводы выполнены в виде зубчатых шкивов, соединенных одним ремнем. С этой же стороны установлен генератор, который также посредством поликлинового ремня соединен со шкивом коленвала.
Слева на блоке цилиндров закреплен термостат с датчиком температуры.
В передней части снизу стоит стартер. Между ним и генератором находится модуль зажигания, от которого идут высоковольтные провода к свечам. Там же (правее модуля) установлен щуп, погруженный в картер двигателя, для ручного контроля уровня масла.
В задней части БЦ установлен ресивер с топливной рампой и форсунками, чуть ниже находится масляный фильтр, а также впускной и выпускной коллекторы.
Особенности блока цилиндров двигателя 2111 (инжектор, 8 клапанов)
Прежде всего, отличить блок цилиндров модели 2111 от блока 21083 можно по дополнительным отверстиям, используемым для крепления кронштейна генератора, а также модуля зажигания и детонационного датчика.
Отверстия под болты для монтажа головки блока имеют размер резьбы М12 х 1,25. Высота блока, если за эту величину брать расстояние от оси коленвала до площадки, на которую устанавливается ГБЦ, составляет – 194,8 см. Исходный диаметр цилиндра равен 82 мм, но ремонтную расточку можно проводить на 0,4 мм или же на 0,8 мм. Предельный износ «зеркала» (поверхности) цилиндра не должен быть больше 0,15 мм.
В двигателе 2111 установлен коленвал мод. 2112-1005015. По своим посадочным местам он идентичен валу 2108, но его противовесы имеют больший размер, и кроме того, они прошли дополнительную заводскую обработку, в результате которой удалось добиться значительного снижения вибрации при вращении, а также повысить его общую надежность.
Поршни и шатуны
По своим размерам поршни двигателя 2111 (инжектор) аналогичны тем, что устанавливались на 21083 и также имеют противоударную выемку на днище, обеспечивающую сохранность клапанов, если произошел обрыв ремня ГРМ.
Отличие заключается в специальных канавках под стопорные кольца, которые предотвращают смещение поршневого пальца. Сам палец отличается от того, что использовался на модели 2108. Если наружный диаметр остался прежним, то есть – 22 мм, то внутренний уменьшили до 13,5 мм (был – 15). Кроме того, его немного укоротили – на 0,5 мм (60,5 мм).
Размер поршневых колец не модифицировался – 82 мм, а вот шатун переделали: его нижняя головка стала более массивной, поменялся профиль, для его изготовления использовался более прочный сплав, устойчивый к механическим воздействиям.
Длина шатуна составляет 121 см.
Головка блока цилиндров
ГБЦ инжекторного двигателя 2111 такая же, как устанавливалась на модель 21083, отличие только одно – крепежные болты головки имеют большую длину.

Распределительный вал аналогичен 2110. Его посадочные размеры совпадают с валом от 2108, но профиль кулачков несколько иной, из-за чего увеличился подъем клапанов: впускные – 9,6 мм, выпускные – 9,3 мм (на 2108 и те и другие поднимались на 9 мм). Кроме того, были измены углы наклона кулачков относительно паза, в который устанавливается шпонка шкива приводного ремня ГБЦ.
Благодаря внесенным изменениям производителю удалось улучшить характеристики двигателя 2111.
Что касается привода ГРМ, то он конструктивно такой же, как и на 21083. Ремень (шириной 19 мм) имеет 111 зубьев с эвольвентным профилем.
Другие особенности двигателя
Из-за того что после обновления двигателя в нем возрос крутящий момент, была изменена и конструкция маховика: поверхность под сцепление увеличилась со 196 до 208 мм, ширина венца также возросла до 27,5 мм (прежняя была 20,9), кроме того, изменились размеры и форма его зубьев.
Стартер соответствует модели 2110, ведущая шестерня которого имеет 9, а не 11 зубцов.
На этом силовом агрегате установлен масляный насос 2112, отличие которого от модели 2108 заключается лишь в том, что крышка корпуса изготовлена из алюминия, на которую крепится датчик коленвала.
Водяная помпа в составе системы охлаждения такая же, как и на 2108.

Генератор имеет маркировку 9402 3701 (80 А).
Управление двигателем осуществляется электронным блоком (ЭБУ). На эту роль подходят контроллеры (Bosch, GM или «Январь»).
Отзывы автовладельцев о двигателе модели 2111
Как замечает большинство автовладельцев, чьи машины укомплектованы двигателем 2111, в целом агрегат довольно надежен: несмотря на то, что его рабочий ресурс, заявленный производителем, составляет 250 тыс. км, на самом же деле при условии регулярного техобслуживания, использования качественного топлива и технических жидкостей его ресурс можно продлить до 350 тыс. км.
Однако несмотря на проведенные преобразования, этот двигатель унаследовал недостатки предыдущих моделей (21083 и 2110):
- требует периодической регулировки клапанов;
- быстрый выход из строя отдельных элементов системы охлаждения, в частности, водяной помпы;
- проблема с подтеканием масла из-под прокладки крышки клапанов;
- выход из строя погружного топливного насоса.
- поломка шпилек на выпускном коллекторе в месте крепления выхлопной трубы.
От последнего недостатка можно избавиться, заменив стальные (заводские) шпильки на латунные.
И в заключение: двигатель 2111, цена которого по России составляет около 60 тысяч рублей, является довольно популярной моделью, и часто владельцы ВАЗов, на которых стоят еще карбюраторные моторы, самостоятельно меняли их на инжекторный движок.
Капитальный ремонт двигателя ВАЗ 2111
Капитальный ремонт двигателя достаточно трудоемкий процесс, в данной статье рассмотрим весь процесс такого ремонта на примере двигателя 1,5 л VAZ-21113 16V 2000 года, после прохождения 95 тысяч км. При ремонте были сняты и поменяны следующие детали:

- Кольца
- МСК
- Прокладки головы, трубы коллектора и поддона
- Гидрокомпенсаторы
- Сальники на распредвале
- Герметик
- Моторное масло
- Масляный фильтр
- Топливный
- Воздушный фильтр
- Направляющие
- Уплотнительные кольца
- Патрубок
- Хомуты
- Шпилька ресивера
- Прокладка помпы
Первым делом избавляемся от тосола и масла.
При открутке крышки, снимаем крепление ресивера.
Избавляемся от тросика газа и разъемов с ДТ, снимаем провода массы.
Стоит снять ресивер.
Перед вами на вот ресивер, ВВ провода и свечи.
Вооружившись ключом на 10 отвинчиваем болты, на которых крепится крышка ремня ГРМ.
Снимаем провода массы, после чего и скобу крепления бензотрубки.
Помещаем переднее колесо на домкрат, после совмещения меток, снимаем болты крепления шестерён, а также гаек роликов.
После этого изымаем шестерни, главное уберечь от потери шпонки, извлекаем ролики и крышку. Предварительно возможно придётся снять шкив, расположенный на коленвала.
Перед тем, как снять болты крепления, резьбу стоит немного ударить молотком, следует это сделать через вороток.
После чего отвинчиваем болты крепления, удерживающих рампу и шестигранник.
Сняв болт, извлекаем щуп вместе с хоботом.
Достаем рампу, а также форсунки, отодвигаем ее вправо, потяну на себя.
Откладываем ее в сторону, шланги не стоит откручивать.
Извлекаем крышку головы.
Возможно кронштейн будет мешать, стоит его снять.
Для снятия средний головы отвинчиваем болты крепления, бывают случаи снятия распредвала вместе с головой, как у меня.
Снимаем распредвалы и колодцы свечей.
После этого извлекаем гидрокомпенсотор при помощи магнита, после чего аккуратно отклываем в сторону, чтобы не перепутать при возвращении их на место.
Стоит сменить старые сальники, хоть они ещё и пригодны.
Колодцы выглядят не очень хорошо, особенно самые нижние.
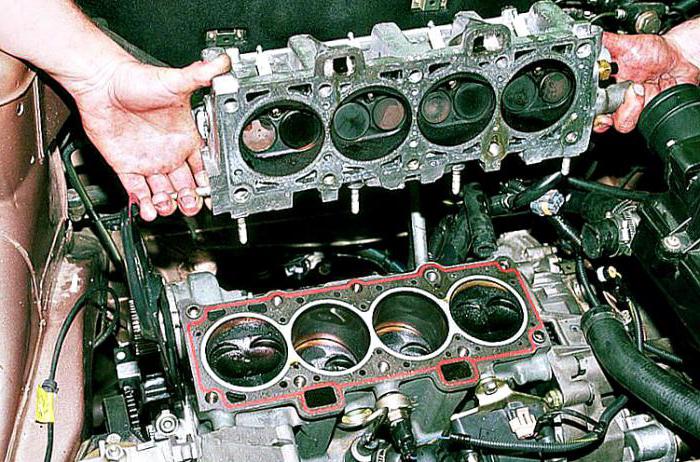
Особое внимание следует уделить открутки болтов головы, из стоит в начале осадить молотком, после чего при помощи шестигранника отвинтить. Отделяем голову от двигателя, после чего принимаемся за клапан.
Извлекаем сухари про помощи пинцета и шила, после вооружившись пассатижами снимаем МСК, меняем на новые при помощи оправки.
При снятии МСК заметно, что они уже дубовые и увеличились в размере!
Очищаем впускной клапан, при этом стоит применить наждачную бумагу.
На фото видно, что он уже очищен.
Очистки требует и выпускное отверстие головы.
А также впускное отверстие.
Оставшуюся прокладку на поверхности снимаем при помощи ножа и наждачки.
Очистить также стоит и от остатков герметика с другой стороны, голову отмываес при помощи бензина.
Блок очищать требуется при помощи ножа или шкурки. Также необходимо удалить нагар.
Отделяем поддон от картера, а также масло приемника.
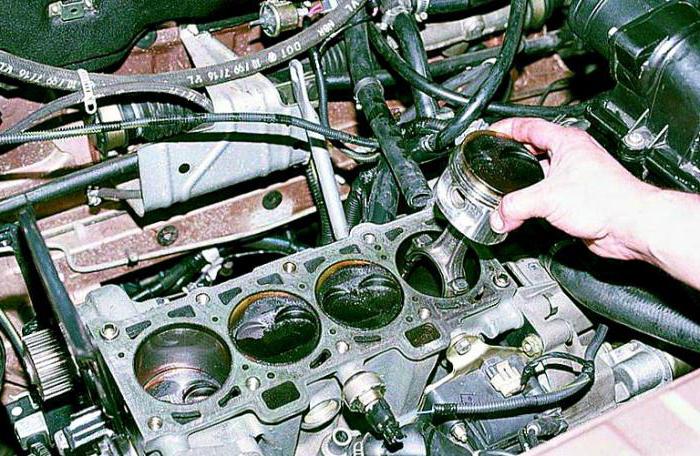
Отвинчиваем 2 гайки, после чего с лёгкостью извлекаем поршень с шатуном. Обозначены трущиеся поверхности стрелочками.
Не стоит менять шатунную шейку, она в хорошем состоянии.
Зеркало цилиндра чистое, без царапин После пробега в 95 тыс.км. состояние отличное!
Вынимаем компрессионное кольцо, после чего устанавливаем в горшок.
Вниз, также в центр и вверх.
Стоит измерить зазор замка, он соответствует.
После этого измеряем другое компрессионное кольцо.
Изношенным и поломанным кольцом прочищает канавки, которые присутствуют в поршне.
Меняем кольца, первым делом маслосъёмные.
После чего второе снятое компрессионное кольцо заменяем на новое.
Устанавливаем новое вместо первого компрессионного, аккуратно все проделываем, чтобы ничего не повредить.
Поршни готовы, чтобы из установить.
Чтобы установить поршень, нужно верную позицию занять шатуну.
Устанавливаете поршень оправкой, параллельно постукивание молотком.
Меняем старое изношенное резиновое кольцо масло приемника, обрабатываем герметиком.
Также герметиком обработать следует поддерживать, новые прокладки и блок. Возвращаем поддон на место.
Меняем прокладку тройника, ведь если она сильно будет изношена, все будет намного сложнее.
Отверстия, куда крепятся болты очищаем от пыли и грязи.
Устанавливаем новую прокладку, где находится труба и блок, после чего возвращаем головку на свое место, привинчивают болты.
Очищаем от пыли и грязи ГБЦ.
Обрабатываем маслом установочные места гидрики и распредвала, после чего необходимо обработать и герметиком.
Обрабатываем также центр, после чего стыкуем метки ВМТ и болтами затягиваем.
Колодцы свечей обрабатываем герметиком, после чего продеваем резинку. После обработки, устанавливаем колодцы на места.
Герметиком стоит обработать и верхнюю часть крышки ГБЦ, возвращаем ее на место.
Блок цилиндров: расточка или хонингование?
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.

Что такое расточка блока цилиндров и для чего она нужна

Цилиндры растачивают в случае их износа, как вы уже знаете далеко не все цилиндры изнашиваются равномерно. Чтобы установить степень износа цилиндра специалисты используют специальную систему оценки, которая сводится к двум размерным параметрам цилиндра. 1
. Изменение первоначальных размеров на 0,05 мм в верхней мертвой точке, верхнего поршневого кольца, а не самого поршня.
2
. Изменение размера на 0,03 мм в точке контакта юбки поршня и стенки цилиндра. То есть, в случае изменения параметров до таких величин — делаем вывод о необходимости немедленного ремонта. Хуже этой ситуации может быть разве что возникновение дефекта в виде ступеньки в верхней части цилиндра, именно по вине этой ступеньки разбиваются поршневые кольца, и посадочные места под поршневые кольца. Все это сопровождается весьма ощутимыми ударами, а сам мотор начинает работать с сильной вибрацией. Возникшая эллипсность не позволяет поршневым кольцам как следует прилегать к стенкам цилиндра. Такое явление чревато другой неприятностью, из-за неплотного прилегания выхлопные газы «попрут» из цилиндра в картер, нарушится компрессия в двигателе и возникнет эффект, который называют в народе «двигатель жрет масло». В итоге кольца от постоянных ударов просто развалятся на мелкие части, которые окончательно поцарапают стенки цилиндра, в итоге уже никакая расточка и никакой капремонт не спасет этот двигатель. Расточка блока цилиндров позволяет восстановить геометрию цилиндров, а также нормальное положение сопряженных деталей по отношению друг к другу. Добиться лишь правильной геометрии цилиндра недостаточно, для того чтобы восстановить правильную соосность и оптимальное расположение всех деталей относительно поверхности, цилиндры как и раньше будут разбиваться в процессе работы двигателя. Избыточное трение и напряжение, возникающее при отсутствии соосности, будет разрушать другие зависимые узлы, которые относятся к поршневой группе. Возникнут дополнительные нагрузки на все движущиеся элементы, которые участвуют в процессе работы двигателя, возможны изгибы, трещины, деформация.
Еще одна причина расточки
– это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.

- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.

- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.

| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |



Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Стоит учитывать, что при неправильно проведенном процессе, описанном в пункте 1, цилиндр расточиться не правильно и двигатель можно будет, попросту, выкинуть. Поэтому растачивать блоки стоит доверять профессионалам.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Показания и противопоказания к расточке
К показаниям к проведению расточки являются:
- Износ внутренней части цилиндров, наличие раковин и царапин.
- Возможность восстановления.
- Отсутствие трещин и других похожих повреждений.
- Возможность установки ремонтного комплекта поршневой группы.
- Проведение точных операций по расточке.

А вот к противопоказаниям можно отнести:
- Невозможность восстановить поверхность цилиндров.
- Отсутствие возможности расточки под ремонтный размер (случаи с гильзовкой блока).
- Другие факторы, в которых растачивать блок не целесообразно.
Алюминий и чугун
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.



Растачивание на токарных станках, как правило, производится в следующих случаях:
- если сверление, зенкерование или рассверливание не обеспечивают необходимой точности размеров отверстия;
- если есть необходимость обеспечения прямолинейности оси отверстия и точности её положения;
- если нет сверла или зенкера необходимого размера;
- если необходимо обработать отверстие, диаметр которого превышает наибольшие стандартные диаметры свёрл и зенкеров;
- при небольшой длине отверстия.
Расточный резец — это технологическое приспособление, состоящее из трёх основных частей:
- сменная неперетачиваемая пластина;
- тело расточной оправки;
- хвостовик.
расточка в словаре кроссвордиста
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
Читайте также: