
Допустимый зазор между поршнем и цилиндром опель
Добавил пользователь Alex Обновлено: 05.10.2024
Своими силами проверяем зазор между поршнем и цилиндром
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
Что происходит с зазором между поршнем и цилиндром
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.

Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.

Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.

Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.

Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.

При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
Какой должен быть зазор между поршнем и цилиндром
Для обеспечения высокой компрессии в двигателе, а это сильно влияет на его КПД и прочие способности по отдаче, лёгкости запуска и удельному расходу, поршни должны стоять в цилиндрах с минимальным зазором. Но сводить его к нулю невозможно, из-за разной температуры деталей двигатель заклинит.
Поэтому зазор определяется расчётным путём и строго соблюдается, а необходимое уплотнение достигается применением пружинных поршневых колец в роли газового и масляного уплотнения.
Почему изменяется зазор между поршнем и цилиндром
Конструкторы автомобилей стремятся, чтобы детали двигателя работали в режиме жидкостного трения.
Это такой способ смазки трущихся поверхностей, когда благодаря прочности масляной плёнки или подаче масла под давлением и при требуемом расходе непосредственного соприкосновения деталей не происходит даже под значительной нагрузкой.
Не всегда и не во всех режимах подобное состояние можно удержать. Влияют на это несколько факторов:
- масляное голодание, подвода смазывающей жидкости, как это делается в подшипниках скольжения коленчатого и распределительного валов, под давлением в зону между поршнем и цилиндром не производится, а прочие способы смазки не всегда дают стабильный результат, лучше всего работают специальные масляные форсунки, но по разным причинам ставят их неохотно;
- некачественно сделанный или изношенный рисунок хонингования на поверхности цилиндра, призван он удерживать масляную плёнку и не давать ей полностью исчезнуть под усилием поршневых колец;
- нарушения температурного режима вызывают обнуление теплового зазора, исчезновение масляного слоя и появление задиров на поршнях и цилиндрах;
- применение некачественного масла с отклонением по всем значимым характеристикам.
Кажется, парадоксальным, но больше изнашивается поверхность цилиндра, хотя она обычно изготовлена из чугуна, это цельный чугунный блок или различные сухие и мокрые гильзы, залитые в алюминий блока.
Даже если гильза отсутствует, поверхность алюминиевого цилиндра подвергается специальной обработке, и на ней создаётся слой специального твёрдого износостойкого покрытия.
Связано это с более стабильным давлением на поршень, которое при наличии смазки почти не снимает с него металл при движении. А вот цилиндр подвержен грубой работе пружинных колец с высоким удельным давлением из-за малой площади контакта.
Естественно, поршень тоже изнашивается, даже если это происходит с меньшей скоростью. В результате суммарного износа обеих поверхностей трения зазор непрерывно увеличивается, причём неравномерно.
Нормы соответствия
В исходном состоянии цилиндр полностью соответствует своему названию, это геометрическая фигура с постоянным диаметром по всей высоте и окружностью в любом сечении, перпендикулярном к оси. Однако, поршень имеет куда более сложную форму, к тому же он располагает термофиксирующими вставками, в результате чего неравномерно расширяется при работе.
Для оценки состояния зазора выбирается разница диаметров поршня в зоне юбки и цилиндра в средней его части.
Формально принято считать, что тепловой зазор должен составлять примерно от 3 до 5 сотых долей миллиметра по диаметру у новых деталей, а его максимальная величина в результате износа не должна превышать 15 сотых, то есть 0,15 мм.
Разумеется, это некие средние значения, двигателей великое множество и отличаются они как разными подходами к конструированию, так и геометрическими размерами деталей, зависящими от рабочего объёма.
Результат нарушения зазора
При увеличении зазора, а обычно оно связано ещё и с ухудшением работоспособности колец, всё больше масла начинает проникать в камеру сгорания и расходоваться на угар.
Теоретически при этом должна снижаться компрессия, но чаще она наоборот, повышается, из-за обилия масла на компрессионных кольцах, герметизирующего их зазоры. Но это ненадолго, кольца коксуются, залегают, и компрессия пропадает окончательно.
Поршни при увеличенных зазорах нормально работать уже не смогут и начинают стучать. Стук поршневой хорошо слышно на перекладке, то есть в верхнем положении, когда изменяет направление своего движения нижняя головка шатуна, а поршень проходит мёртвую точку.
Юбка отходит от одной стенки цилиндра и выбирая зазор с силой ударяет по противоположной. С таким звоном ездить нельзя, поршень может разрушиться, что приведёт к катастрофе всего мотора.
Как проверить зазор между поршнем и цилиндром
Для проверки зазора используется измерительная аппаратура в виде микрометра и нутромера, эта пара обладает классом точности, позволяющим реагировать на каждую сотую долю миллиметра.
Микрометром замеряется диаметр поршня в зоне его юбки, перпендикулярно пальцу. Стержень микрометра фиксируется зажимом, после чего нутромер устанавливается на ноль при опоре своим измерительным наконечником на стержень микрометра.
После такого обнуления индикатор нутромера будет показывать отклонения от диаметра поршня в сотых долях миллиметра.
Замер цилиндра производится в трёх плоскостях, верхней части, средней и нижней, вдоль зоны хода поршня. Замеры повторяются вдоль оси пальца и поперёк.
В результате можно оценить состояние цилиндра после износа. Главное, что потребуется – это наличие неравномерностей типа «эллипс» и «конус». Первое – отклонение сечения от окружности в сторону овала, а второе – изменение диаметра вдоль вертикальной оси.
Наличие отклонений в несколько соток говорит о невозможности нормальной работы колец и необходимости ремонта цилиндров или замены блока.
Заводы стремятся навязывать клиентам блок в сборе с коленвалом (шорт-блок). Но часто оказывается гораздо дешевле отремонтироваться расточкой, в тяжёлых случаях – гильзовкой, с заменой поршней на новые стандартные или ремонтного увеличенного размера.
Даже не новых двигателях со стандартными поршнями существует возможность точного подбора зазоров. Для этого поршни распределяются по группам с отклонением диаметра на одну сотку. Это позволяет выставить зазор с идеальной точностью и обеспечить оптимальные характеристики мотора и его предстоящий ресурс.
Тепловой зазор - поршень - цилиндр.

Помогите разобраться. Пока еще не наступил на грабли. Двигатель с20ne, будет ли нормально работать движок если тепловой зазор поршень-цилиндр 0.07 измерения проводились при температуре 13 градусов.
Под новые поршня зазор от 0.03 мм.
Хочешь рассмешить Бога — расскажи ему о своих планах
Под новые поршня зазор от 0.03 мм.
Ты боишься рассказать правду,взял золотую серединку ,от 0.02 до 0.04 мм для нового и откапиталенного двс .
В каком районе замерял зазор??
Зазор замерял в районе юбки.
. а произведи замер всего поршня, от юбки до верха, а то бывает, что самый большой размер в районе пальца.
Хочешь рассмешить Бога — расскажи ему о своих планах
Ты боишься рассказать правду,взял золотую серединку ,от 0.02 до 0.04 мм для нового и откапиталенного двс .
ну это для токаря с прямыми руками. А я насмотрелся, когда после пробега в несколько тысяч разбирают ДВС, а на рабочей части гильзы присутствуют мертвые зоны, ну правда это было в 90 годах, но последователи, полагаю есть.
Хочешь рассмешить Бога — расскажи ему о своих планах
ну это для токаря с прямыми руками. А я насмотрелся, когда после пробега в несколько тысяч разбирают ДВС, а на рабочей части гильзы присутствуют мертвые зоны, ну правда это было в 90 годах, но последователи, полагаю есть.
Это нормально для наших мастеров ,они это аргументируют тем что,там кольца не работают-зачем там точить и хонинговать.
. а произведи замер всего поршня, от юбки до верха, а то бывает, что самый большой размер в районе пальца.
Зачастую так и есть,в районе бобышек самый большой зазор а если мерить перпендикулярно оси пальца то там все ок,у меня зазор был порядка 15 десятков поршня реально стучали,особенно четко было слышно когда глушиш мотор.
Зачастую так и есть,в районе бобышек самый большой зазор а если мерить перпендикулярно оси пальца то там все ок,у меня зазор был порядка 15 десятков поршня реально стучали,особенно четко было слышно когда глушиш ь мотор.
ты хотел написать 15 соток, а 15 десяток - это 1,5 мм
у меня на NVR поршня были как яйца, самый большой размер был в районе пальца и когда я писал, что в двигателе кроме всего прочего тарабанят и поршня, то мне не поверили, ну то их проблемы.
Дефектовка деталей двигателя
Для дефектовки деталей двигателя в автомобилях Opel Astra вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
После разборки тщательно вымойте детали керосином, продуйте и просушите сжатым воздухом (особенно масляные каналы деталей).
1. Осмотрите блок, особенно внимательно опоры коленчатого вала. Трещины в любых местах блока не допускаются.
Полезный совет
Если есть подозрение на наличие трещин в блоке (попадание охлаждающей жидкости в картер или масла в охлаждающую жидкость), проверьте герметичность блока на специальном стенде. Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием.
2. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются.
Полезный совет
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой, так дефекты видны значительно лучше.
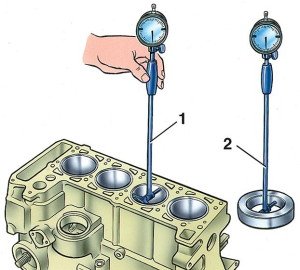
3. Определите нутромером фактические диаметры цилиндров. Диаметр цилиндра измеряйте в трех поясах (рис. 1). В каждом поясе диаметр измеряют в двух взаимно перпендикулярных направлениях (продольном и поперечном). В зоне над поясом А (на расстоянии 5 мм от плоскости разъема с головкой блока) цилиндры практически не изнашиваются. По разнице размеров в этой зоне и в остальных поясах можно судить об износе цилиндров. Номинальный размер цилиндра для двигателя Z 14 ХЕР составляет (73,4±0,25) мм, для двигателя Z 16 XER - (79,0±0,25) мм, для двигателя Z 18 XER - (80,5±0,25) мм, для двигателей мод. Z 20 LER и Z 20 LEH - (86,0±0,25) мм.
Овальность и конусность для двигателей Z 14 ХЕР, Z 16 XER и Z 18 XER не должны превышать 0,0065 мм, для двигателей Z 20 LER и Z 20 LEH - 0,013 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней (увеличенного на 0,25 или 0,50 мм), оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,03 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием.

Рис. 1. Схема измерения цилиндров: А - пояс наибольшего износа; Б - зона измерения после растачивания и хонингования; В - пояс наименьшего износа.
4. Проверьте отклонение от плоскостности поверхности разъема блока с головкой блока цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
5. Очистите днище поршня от нагара шабером (можно изготовить из старого напильника).
6. Очистите от нагара канавки под поршневые кольца старым кольцом, вставив его в канавку наружной стороной и перекатывая по канавке.
7. Осмотрите поршни.
8. Осмотрите шатуны…

9. . и крышки - на них не должно быть трещин.


10. Осмотрите вкладыши: если на их рабочих поверхностях обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы.

11. Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 19 мм от кромки юбки. Диаметр поршня номинального размера для двигателя Z 14 ХЕР составляет 73,385-73,415 мм, для двигателя Z 16 XER - 78,992-79,983 мм, для двигателя Z 18 XER - 80,492-80,558 мм, а для двигателей мод. Z 20 LER, Z 20 LEH - 85,986-86,055 мм. Диаметры ремонтных поршней увеличены на 0,25 и 0,50 мм. По результатам измерений определите зазор между поршнем и цилиндром, при необходимости подберите новые поршни к цилиндрам. Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,03 мм. Его определяют промером цилиндров и поршней и обеспечивают установкой поршней номинального или ремонтных размеров. Максимально допустимый зазор (при износе деталей) 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни номинального размера к цилиндрам или установить поршни ремонтного размера с расточкой и хонингованием цилиндров: зазор должен быть максимально приближен к расчетному.

12. Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку. Номинальный (расчетный) зазор для обоих компрессионных колец составляет 0,020 мм. Если кольцо велико по высоте и зазор мал, доведите высоту кольца до нужного значения, шлифуя его на наждачной бумаге, уложенной на стеклянную пластину.

13. Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.

Полезный совет

Для того чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем.
14. Зазор должен составлять 0,3 мм для обоих компрессионных колец и 0,4-1,4 мм для маслосъемного кольца. Если зазор недостаточный, спилите стыковые поверхности кольца. Если зазор больше допустимого, замените кольцо.
15. Все поршни номинального и ремонтного размеров изготовлены с высокой степенью точности и не требуют предварительной сортировки и подбора по массе. При необходимости можно установить в отдельные цилиндры бывшие в употреблении поршни, если они в хорошем состоянии. Балансировка двигателя в этом случае не нарушится.
16. Измерьте нутромером внутренний диаметр Db посадочного места шатуна в сборе с крышкой.

Примечание
Перед измерением затяните шатунные болты номинальным моментом.
17. Измерьте микрометром толщину Т шатунных вкладышей.

Полезный совет
При отсутствии специальной насадки на микрометре для измерения вогнутой поверхности вкладыша можно воспользоваться небольшим шариком. После измерения вкладыша необходимо будет вычесть из полученного размера диаметр шарика.
18. Измерьте микрометром диаметр Dh шатунных шеек.

19. Рассчитайте зазор z между шатунными вкладышами и шейками коленчатого вала по формуле z = Db -2 T-Dh . Номинальный расчетный зазор составляет 0,019-0,070 мм. Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельно допустимого, замените вкладыши на этих шейках новыми (номинальной толщины).
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, уменьшенного на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют помимо наличия общего износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность - более 0,005 мм.
Предупреждения
При перешлифовке шатунных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например «Ш 0,25». Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
20. Осмотрите верхние и нижние вкладыши коренных подшипников. Вкладыши центрального (третьего) коренного подшипника отличаются от остальных большей шириной. Кроме того, на их боковых торцах выполнены широкие буртики, играющие роль опорных полуколец упорного подшипника коленчатого вала. Если на рабочей поверхности вкладышей появились риски, задиры, отслоения антифрикционного слоя, замените вкладыши новыми.

Предупреждение
Запрещается проводить какие-либо подгоночные операции на вкладышах.
21. Осмотрите коленчатый вал. Трещины не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не должно быть царапин, забоин, рисок. При обнаружении их замените вал.
22. Измерьте микрометром наружный диаметр Dh коренных шеек. Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяют по методике, изложенной для шатунных вкладышей. Номинальный расчетный зазор составляет 0,005 мм. Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельно допустимого, замените на этих шейках вкладыши новыми (номинальной толщины).

Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера с уменьшением диаметра на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют помимо наличия износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность - более 0,005 мм, уменьшая диаметр на 0,25 мм.
Предупреждения
При перешлифовке коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например «К 0,25». Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
23. Проверьте параллельность упорных буртиков средней коренной шейки: если они не параллельны, коленчатый вал погнут и должен быть заменен.
24. Промойте каналы коленчатого вала, для чего залейте бензин в радиальные каналы, предварительно заглушив их с одной стороны деревянными пробками. Выдержите не менее 20 мин и промойте каналы бензином, впрыскивая его резиновой грушей. Деревянные заглушки снимите после промывки соединительных каналов. При необходимости повторяйте промывку до вытекания чистого бензина.
25. Очистите поверхности поршневых пальцев от лаковых отложений, предварительно размягчив их в растворителе. Осмотрите пальцы. Если на них обнаружены трещины, чрезмерный износ в месте контакта с бобышками поршня, следы от проворачивания в верхней головке шатуна, замените пальцы.
Сопряжение поршневого пальца и поршня проверьте, вставляя предварительно смазанный моторным маслом палец в отверстие бобышки поршня. При температуре окружающей среды 20 °С палец должен входить в отверстие при нажатии большого пальца руки и не выпадать из бобышки в вертикальном положении поршня с поршневым пальцем. Выпадающий из бобышки палец следует заменить другим. Если палец снова выпадает, замените поршень с пальцем.
Полезный совет
При наличии нового комплекта запасных частей не используйте выпрессованные поршневые пальцы повторно.
Моторист-конструктор» или как правильно собрать двигатель? ч. 2
В прошлом номере журнала мы познакомили читателей с сервисным опытом немецкой фирмы Kolbenschmidt. Речь шла о технологии сборки коленчатого вала и подшипников двигателя. На очереди - сборка шатунно-поршневой группы.
Установить поршни с кольцами и шатунами в блок цилиндров - работа не сложная, времени занимает немного - час, от силы два. Однако простота такой работы только кажущаяся.
Не проверишь - не поедешь
Лакмусовой бумажкой, позволяющей отличить моториста-профессионала от дилетанта, является отношение к контрольно-измерительным операциям при сборке узла. И дело не только в том, что измерение геометрии каждой детали требует терпения и скрупулезности. Необходимо понимать смысл этих операций, а для этого моторист должен четко знать технологию ремонтных операций, не входящих непосредственно в процесс сборки двигателя, например, как шлифуют коленчатый вал или растачивают и хонингуют блок цилиндров.
Зачем, спросите? Ведь расточник по размеру поршней может сам определить диаметр цилиндров, а после обработки блока проконтролировать результат.
Действительно, может. Только ответственность за сборку, а значит, и за работу двигателя после ремонта несет моторист-механик. Так что делайте выводы, стоит ли тратить время на контрольные замеры, или ими можно пренебречь.
Это должен знать каждый
Как правило, специалист начинает сборку шатунно-поршневой группы с проверки блока цилиндров. И не случайно: блок цилиндров - основа всего двигателя. На него монтируется большинство моторных деталей и узлов. Брак, допущенный при ремонте цилиндров, может существенно затормозить процесс сборки двигателя.
Как известно, изношенные цилиндры растачивают и хонингуют в увеличенный (ремонтный) размер. При этом, помимо необходимой точности размеров, обязательным являются определенная микроструктура и рельеф поверхности цилиндров. Об этом нередко забывают, а зря. Идеальный с точки зрения геометрии цилиндр склонен к ускоренному износу при нарушении технологии хонингования или использовании несоответствующего инструмента. Та же участь уготована и другим деталям ЦПГ - в первую очередь поршневым кольцам.
Растачивание цилиндров обычно выполняют на вертикально-расточном станке. При этом необходимо обеспечить перпендикулярность поверхности цилиндра к оси постелей коленчатого вала. Особое внимание уделяется окончательному размеру после расточки. Величина припуска под хонингование должна быть не менее 0,0,08 мм. Дело в том, что при растачивании резец деформирует поверхность металла, завальцовывая графитовые зерна, содержащиеся в чугуне (графит, выходящий на поверхность, обеспечивает низкое трение поршневых колец и, соответственно, малый износ колец и самих цилиндров). Если припуск окажется слишком малым, то после хонингования графитовые зерна не вскроются.
Препятствовать открытию зерен графита могут и неправильно выбранные режимы хонингования, условия подачи смазки в зону хонингования, тип смазывающего материала.
Хонингование цилиндров выполняют на вертикально-хонинговальных станках. Суть этой операции вовсе не в заглаживании рисок от резца, как ошибочно полагают некоторые механики. При хонинговании за счет вращения и возвратно-поступательного движения головки с абразивными брусками на поверхности цилиндров намеренно создается шероховатость в виде сетки рисок определенной глубины, способных удерживать масло и тем самым смазывать поршневые кольца и поршни.
Очень важен угол хонингования - угол между рисками, образованными при поступательном движении головки. Оптимальные значения угла хонингования - 80o, что обеспечивается правильным подбором соотношения частоты вращения и скорости возвратно-поступательного движения хонголовки. При малом угле не удается добиться нужного профиля поверхности, что ведет к полусухому трению и возрастанию износа деталей. Большие углы обычно дают увеличение расхода масла.
Для получения необходимого микропрофиля поверхности, а именно сравнительно глубоких впадин и сглаженных выступов, хонингование выполняется в несколько операций (переходов). Черновое хонингование выполняют абразивными брусками с зернистостью 150, съем металла составляет около 0,06 мм. Далее следует чистовое хонингование брусками с зернистостью 280 (съем приблизительно 0,02 мм). И, наконец, отделочное хонингование брусками зернистостью 600 со съемом менее 0,005 мм (так называемое платохонингование).
Именно такая технология обеспечивает сглаживание выступов, фактически приближая профиль поверхности к той, какая будет после приработки деталей. В последние годы финишные операции хонингования стали заменять обработкой поверхности с помощью специальных абразивных щеток, дополнительно заглаживающих заусеницы на краях впадин (рисок).
Как проверить блок цилиндров?
Качество ремонта поверхности цилиндров (например, микропрофиль поверхности и выход графита на ней) в условиях авторемонтного предприятия проверить проблематично - для этого требуется специальное дорогостоящее оборудование (включая специальный прибор для определения шероховатости и микропрофиля поверхности). Поэтому ремонт цилиндров обычно осуществляется в специализированных мастерских, располагающих соответствующим оборудованием. А задача автосервиса - проверить размеры цилиндров на соответствие нормативным требованиям.
Начиная сборку шатунно-поршневой группы, моторист обязан проверить геометрические размеры - диаметр цилиндра в трех поясах (верхней, средней и нижней части цилиндров), причем в двух направлениях - продольном (вдоль оси коленвала) и поперечном. Измерения проводятся при помощи нутрометра. Все погрешности, включая любые отклонения формы, должны укладываться в допуск 0,0,018 мм в зависимости от величины диаметра цилиндра.
Для блоков с установленными в нем гильзами требуется еще ряд проверок. Верхняя плоскость бурта гильз должна выступать над плоскостью блока на 0,0,1 мм для «мокрых» и 0,1 мм для «сухих» гильз. Кроме того, опорные поверхности бурта на гильзе и выточки в блоке должны быть плоскопараллельны, а фаска на выточке должна быть больше, чем радиус перехода от бурта к цилиндрической части на гильзе (в противном случае гильза может треснуть). «Мокрые» гильзы, помимо этого, должны легко вставляться в свои гнезда на блоке (поверхность гнезд необходимо предварительно хорошо очистить). «Сухие» гильзы, напротив, запрессовываются в блок с натягом около 0,05 мм, причем поверхности сопряжения гильзы и блока должны быть гладкими, чтобы обеспечить хороший тепловой контакт и герметичность.
Верхний край цилиндров после ремонта может быть острым, что затрудняет установку поршней с кольцами и даже может спровоцировать поломку колец. Поэтому этот край следует обязательно притупить, сделав с помощью шабера небольшую фаску.
После всех проверок следует убедиться, что блок чистый, а на поверхности цилиндров не осталось грязи и абразивных частиц. Последние особенно опасны - плохо промытый после хонингования блок цилиндров не «проедет» и половины своего ресурса. Эффективные способы мойки цилиндров - ультразвук, керосин, масло, содовые растворы и специальные моющие средства. Бензин применять нельзя - абразив он не удаляет, зато весьма пожароопасен.
Как проверить поршень и шатун?
При сборке требуется правильно измерить размер юбки поршня, чтобы определить рабочий зазор поршня в цилиндре. Для этого используют микрометр или более точный прибор - измерительную скобу.
У подавляющего большинства поршней иностранного производства (поставляемых производителями комплектующих для двигателей) размер поршня выбит на днище, причем нередко указывается и минимально допустимый зазор поршня в цилиндре. Так что задача моториста - проверить, насколько замеры соответствуют нормативам (проверка обязательна, поскольку иногда встречаются отклонения). Отечественные поршни требуется проверять «с пристрастием» - разброс размеров в одном комплекте может оказаться весьма значительным.
Разница между диаметром цилиндра и размером поршня составляет искомый зазор: практика показала, что оптимальной является величина зазора, превышающая минимально допустимое значение на 0,0,02 мм.
Иная ситуация с поршнями, имеющими антифрикционное графитовое покрытие юбки (оно имеет характерный черный цвет). Если у поршня покрытие сплошное, то истинный размер юбки будет меньше измеренного на толщину слоя покрытия 0,0,02 мм. Поршни с покрытием, нанесенным трафаретным способом, замеряются в специальных точках, где графитовый слой отсутствует.
Сборка поршней с шатунами выполняется различными способами в зависимости от того, какой тип пальцев используется. «Плавающий» палец входит в отверстие бобышки поршня «от руки». Важно только не перепутать направление установки деталей и не забыть смазать палец маслом. Далее следует установить в канавки новые стопорные кольца, причем их стыки должны быть ориентированы в направлении движения поршней, иначе кольцо может выскочить из канавки при работе двигателя. По этой же причине нельзя использовать стопорные кольца, бывшие в употреблении.
У некоторых старых отечественных двигателей посадка пальца в поршне может быть слишком плотной. Использовать молоток для «заколачивания» пальцев нельзя, достаточно прогреть поршни до 80oС, и пальцы войдут «от руки».
В конструкциях с фиксированным пальцем сборка сложнее. Во-первых, необходима оправка, обеспечивающая точную установку пальца по середине поршня. Кроме того, шатун следует нагреть в муфельной печи или в крайнем случае на электроплите до 320oС, чтобы палец свободно вошел в отверстие его верхней головки. Ни в коем случае нельзя использовать открытое пламя для нагрева шатуна, а также «забивать» палец молотком, что иногда практикуется в некоторых мастерских.
Проверка поршневых колец
Бывает, что производители поставляют поршни без поршневых колец. Учитывая большое количество модификаций, которые имеют некоторые двигатели, желательно проверить высоту и радиальную ширину поршневых колец на предмет их соответствия канавкам поршней.
Зазор между торцами кольца и канавки можно определить различными способами, но проще всего установить кольцо в канавку и воспользоваться набором щупов. Торцевой зазор должен составлять в среднем 0,0,1 мм. Если зазор оказывается свыше 0,12 мм, то это означает, что кольцо или канавка поршня имеют недопустимые отклонения размеров.
Не менее важно проверить зазор в замках колец, для чего кольца поочередно устанавливают в верхнюю часть цилиндра. Зазор в замке замеряют с помощью набора щупов. Он составляет в среднем 0,0,6 мм.
Установка колец на поршень
Это простая, но ответственная операция - неаккуратность может привести к поломке кольца (чаще всего ломаются средние кольца) или значительному росту расхода масла у отремонтированного двигателя (если нарушить ориентировку колец).
На верхних кольцах направление сборки обычно обозначается словом ТОР (вершина). Стороной с этой надписью кольцо должно быть обращено к днищу поршня. Средние кольца скребкового типа монтируются скребком вниз. У колец с фаской на внутренней поверхности фаска чаще всего обращена вверх.
При установке колец особое внимание следует обращать на наборные маслосъемные кольца с двухфункциональным пружинным расширителем - важно, чтобы при монтаже дисков кольца звенья расширителя у стыка не встали внахлест.
Среднее и верхнее кольца устанавливают на поршень после монтажа маслосъемного. Для того чтобы не сломать и не деформировать кольца, желательно пользоваться специальными клещами. После установки колец необходимо проверять легкость их вращения в канавках.
Установка поршней в блок цилиндров
Прежде чем начинать этот этап сборки, следует установить кольца так, чтобы их замки располагались под углом 120o. При этом стык пружины коробчатого маслосъемного кольца должен быть развернут на 180o относительно замка самого кольца, а стык расширителя - на 120o относительно замков дисков наборного кольца.
Поверхность цилиндра, юбки поршней, кольца и шатунные вкладыши смазывают маслом, после чего кольца обжимают с помощью специальной оправки - ленточной или конической. Устанавливая поршни с шатунами в цилиндр, следует проверить направление сборки (обычно на поршнях иностранного производства ставится стрелка, указывающая на передний носок коленвала). Далее поршни проталкиваются в цилиндр легкими ударами рукоятки молотка. При этом надо следить, чтобы поршень продвигался без усилий, иначе можно сломать кольца (чаще всего ошибки на этой операции приводят к поломке коробчатого маслосъемного кольца или недопустимой деформации дисков наборного кольца).
После затягивания болтов крышек шатунов обязательно контролируется величина выступания днища поршней над верхней плоскостью блока (при положении поршней в ВМТ). Это значение определяется заводом-изготовителем двигателя. Если таких данных нет, то, с учетом толщины прокладки, зазор между поршнем и головкой блока не должен быть меньше 1 мм.
На этом сборка шатунно-поршневой группы закончена. Однако деталям ЦПГ еще предстоит обкатка на пониженных оборотах и нагрузках. При этом детали взаимно прирабатываются, загрязняя масло частицами износа, вследствие чего первую замену масла и масляного фильтра проводят не позднее, чем через 500 км пробега после ремонта.
Допуски на диаметр цилиндра
Хонингование цилиндров - один из самых ответственных этапов ремонта блока цилиндров
Чтобы не повредить кольца, на краю цилиндров надо сделать небольшую фаску
Измерение диаметра цилиндров (а) и поршней (б) - операции обязательные и выполняются перед сборкой двигателя
Для установки колец на поршень лучше всего пользоваться специальными клещами
Попадание звеньев расширителя внахлест - типичная ошибка начинающего моториста
Вставлять поршни в сборе с кольцами и шатунами в цилиндр удобно с помощью ленточной оправки
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации пожалуйста, обращайтесь по телефону 812-3880855 или другими способами указанными вконтактах.
Проверка состояния деталей блока цилиндров (G4FA и G4FC)
1. Проверить осевой зазор шатуна. Используя набор щупов, измерить осевой зазор, перемещая шатун вперед / назад. Стандартная величина зазора: 0.1 - 0.25 мм. Предельно допустимая величина зазора: 0.35 мм.
Если осевой зазор шатуна превышает предельно допустимую величину, необходимо заменить шатун новым. Если после установки нового шатуна, осевой зазор также превышает предельно допустимую величину, необходимо заменить коленчатый вал.
2. Проверить зазор в подшипниках шатуна. Для этого:
• Проверить и убедиться в том, что установочные метки на крышке совпадают с метками на шатуне.
• Отвернуть два болта крепления крышки шатуна.
• Снять крышку шатуна и нижний вкладыш подшипника.
• Прочистить и промыть шатунную шейку коленчатого вала и вкладыш.
• Положить пластиковый калибр на шатунную шейку коленчатого вала, вдоль его оси.
• Установить крышку шатуна вместе с вкладышем подшипника. Всегда использовать новые болты крепления. Затянуть болты с моментом затяжки 17.7 -21.6 Нм + 88
Не проворачивать коленчатый вал.
• Отвернуть два болта крепления и снять крышку шатуна вместе с вкладышем.
• Измерить толщину пластикового калибра специальной шкалой (прилагается к набору). Определить величину зазора. Стандартная величина зазора: 0.032-0.052 мм.
Если ширина пластикового калибра слишком большая и наоборот, то необходимо извлеч вкладыши подшипников и установить на их место новые с метками одного цвета. Повторить операции по измерению зазора в подшипниках.
Не подкладывать шайбы и не царапать вкладыши, для регулировки зазора.
• Если после повторной проверки, зазор в подшипниках не соответствует требуемой величине, необходимо заменить вкладыши на вкладыши следующего ремонтного размера, после чего повторить измерение.
Если отрегулировать зазор в подшипниках не удается, необходимо заменить коленчатый вал.
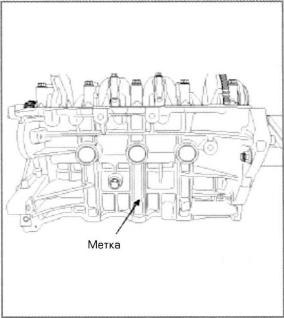
Если идентификационные метки загрязнены, запрещается применять для очищения щетки с металлической щетиной. Необходимо промывать детали растворителем. Расположение меток на шатуне
Внутренний диаметр большей головки шатуна, мм
Идентификационные метки шатунных шеек коленчатого ваг1а
Размеры шатунных шеек коленчатого вала
Наружный диаметр шатунных шеек, мм
Расположение меток вкладышей подшипников шатунных шеек
Размеры вкладышей подшипников шатунных шеек
Толщина вкладыша, мм
• Подобрать вкладыш, используя приведенную ниже таблицу.
Метка шатунной шейки коленчатого вала
3. Проверить техническое состояние шатунов.
• При установке, убедиться в том, что номера цилиндров нанесенные на шатуны и крышки шатунов совпадают. При установке нового шатуна, убедиться в том, что выборки для удержания вкладышей расположены с одной стороны.
• Заменить шатун при повреждении торцовых поверхностей. Также, при обнаружении задиров или повышенного износа втулки малой головки шатуна, необходимо заменить шатун.
• Используя набор специальных приспособлений, измерить изгиб и скручивание шатуна. Если величина деформации шатуна не превышает допустимой, необходимо произвести правку. При превышении допустимых изменений геометрии шатуна, его необходимо заменить новым. Предельно допустимая величина изгиба шатуна: 0.05 мм / 100 мм или менее.
Предельно допустимая величина скручивания шатуна: 0.1 мм / 100 мм.
4. Проверить зазор в подшипниках коренных опор коленчатого вала.
• Отвернуть болты крепления крышек коренных опор коленчатого вала.
• Промыть и очистить каждую коренную шейку коленчатого вала и нижние вкладыши подшипников.
• Положить на каждую коренную шейку полоску специального пластикового калибра.
• Установить крышки коренных опор коленчатого вала. Затянуть болты крепления в два подхода с моментом затяжки:
1-ый подход - 17.7 - 21.6 Н м;
ПРЕДОСТЕРЕЖЕНИЕ: опор коленчатого вала. Измерить толщину пластикового калибра специальной шкалой (прилагается к набору). Стандартная величина зазора в коренных подшипниках коленчатого вала: 0.021 -0.042 мм.
Если ширина пластикового калибра слишком большая и наоборот, необходимо извлечь верхние и нижние вкладыши подшипников и установить на их место новые, с метками одного цвета. Повторить операции по измерению зазора в подшипниках.
Не подкладывать шайбы и не царапать вкладыши, для регулировки зазора.
• Если после повторной проверки, зазор в подшипниках не соответствует требуемой величине, необходимо заменить вкладыши на вкладыши следующего ремонтного размера, после чего повторить измерение.
Если отрегулировать зазор в подшипниках не удается, необходимо заменить коленчатый вал.
Если идентификационные метки загрязнены, запрещается применять для очищения щетки с металлической щетиной. Необходимо промывать детали растворителем. Расположение идентификационных меток отверстий коренных опор
На блок цилиндров нанесены метки, характеризующие все пять отверстий коренных опор.
Размеры отверстий коренных опор блока цилиндров
Внутренний диаметр коренной опоры, мм
Расположение идентификационных меток коренных шеек коленчатого вала
Размеры коренных шеек коленчатого вала
Наружный диаметр коренной шейки, мм
Расположение метки на вкладыше подшипника коренной опоры
Размеры толщины вкладышей подшипников коренных опор
Толщина вкладыша, мм
• Подобрать вкладыши, используя приведенную ниже таблицу.
Идентификационная метка отверстия коренных опор, мм
Метка коренной шейки коленчатого вала
5. Используя индикатор часового типа, измерить осевой зазор коленчатого вала, перемещая его вперед / назад. Стандартная величина осевого зазора: 0.05 -
0.25.мм. Предельно допустимая величина: 0.30 мм. Если величина осевого зазора превышает предельно допустимую норму, необходимо заменить упорные подшипники.
1. Используя специальный скребок, удалить остатки герметика и прокладки с поверхности разъема блока цилиндров с головкой.
2. Используя мягкую щетку и растворитель, очистить все поверхности блока цилиндров.
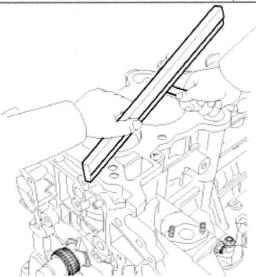
3. Используя специальную линейку и набор щупов, измерить неплоскостность поверхности разъема блока цилиндров с головкой блока. Стандартнаявеличинанеплоскостности: менее, чем 0.05 мм. Менее, чем 0.02 мм - 100 х 100 мм.
4. Проверить внешним осмотром техническое состояние зеркала цилиндра. При обнаружении, каких-либо глубоких задиров или царапин, необходимо заменить блок цилиндров в сборе.
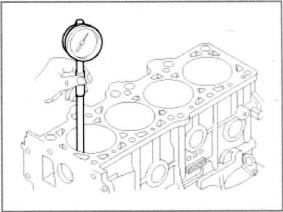
5. Используя нутромер с индикатором часового типа, измерить внутренний диаметр цилиндра в двух перпендикулярных плоскостях в трех местах. Стандартная величина внутреннего диаметра цилиндра: 77.00 - 77.03 мм.
6. Проверить код, характеризующий внутренний диаметр цилиндров, нанесенный на боковую часть блока.
Ремонтные размеры цилиндров
Внутренний диаметр цилиндра, мм
7. Проверить ремонтный размер поршней по нанесенной метке на его днище (А).
Ремонтные размеры поршней
Наружный диаметр поршня, мм
8. Подобрать поршень с размером, соответствующим размеру цилиндра. Стандартная величина зазора между поршне и цилиндром: 0.02 - 0.04 мм.
Поршни и поршневые кольца
1. Промыть и очистить поршень в сборе.
• Используя специальный скребок, удалить с поршня нагар.
• Используя специальный инструмент или поломанное поршневое кольцо, очистить выборки в поршне под поршневые кольца.
• Используя растворитель и щетку, промыть окончательно поршень.
Не использовать щетку с металлической щетиной.
2. Используя микрометр, измерить наружный диаметр поршня. Замер необходимо производить на расстоянии 33.9 мм от днища и в плоскости перпендикулярной оси поршневого пальца. Стандартная величина диаметра: 76.97 77.00 мм.

3. Вычислить разность между внутренним диаметром цилиндра и наружным диаметром поршня. Полученная величина - это зазор между поршнем и цилиндром. Стандартная величина зазора: 0.02-0.04 мм.
4. Используя набор щупов, измерить боковой зазор поршневых колец (между кольцом и выборкой]. Стандартная величина бокового зазора: 0.03 - 0.07 мм (компрессионные кольца] и 0.06 - 0.15 мм [маслосъемное]. Предельно допустимые величины: 0.1 мм (компрессионные кольца) и 0.2 мм (маслосъемное).

Если величина зазоров не соответствует предельно допустимой, необходимо заменить поршень.
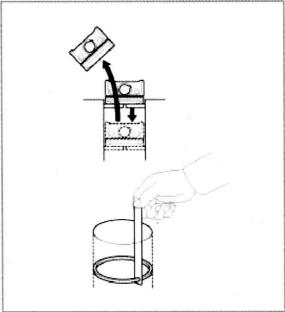
5.Проверить зазор в замках поршневых колец. Для этого: Установить поршневое кольцо в цилиндр. Затем, переместить кольцо внутрь цилиндра, используя поршень, как показано на рисунке. Измерить зазор в замке, используя набор щупов. Если зазор в замке превышает допустимый предел, необходимо заменить кольцо новым. Если зазор в замке слишком большой, необходимо произвести измерение внутреннего диаметра цилиндра. Если диаметр цилиндра превышает допустимые нормы, необходимо заменить блок цилиндров в сборе. Стандартная величина зазора в замке кольца: 0.14
0.28 мм [компрессионное №1), 0.30
0.45 мм (компрессионное №2), 0.20
0.70 мм [маслосъемное]. Предельно допустимые нормы: 0.3 мм [компрессионное №1], 0.5 мм (компрессионное №2], 0.8 мм (маслосъемное].
1. Используя микрометр, измерить наружный диаметр поршневого пальца. Стандартная величина: 18.001

2. Измерить зазор между поршневым пальцем и отверстием в поршне. Стандартная величина зазора: 0.01 -0.02 мм.
3. Измерить разность между наружным диаметром поршневого пальца и внутренним диаметром втулки головки шатуна. Стандартная величина: -0.032 - -0.016 мм.
Читайте также: