
Допустимый зазор поршня в цилиндре ваз
Добавил пользователь Дмитрий К. Обновлено: 05.10.2024
на завтра. заметки мне по поводу маркировки и проверки зазоров на поршневой. есть кстати вопросы.
замер поршня
4. Для определения зазора измерьте диаметр цилиндра (смотрите подраздел) и диаметр поршня, который измеряют микрометром в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 51,5 мм от днища поршня.
5. Измерьте щупом зазор между кольцами и канавками на поршне в нескольких местах по периметру. Если зазор превышает предельно допустимый (смотрите таблицу), замените поршни с кольцами.
Зазор между кольцами и канавками поршня: (таблица)
верхнее компрессионное кольцо-0,04-0,075mm
нижнее компрессионное кольцо-0,03-0,065mm
маслосъемное кольцо-0,02-0,055mm
Предельно допустимый зазор для всех колец-0,15mm
6 замерить зазор замка колец. нужно Вставить кольцо в цилиндр и продвинуть его поршнем, чтобы кольцо встало без перекосов. Если зазор превышает предельно допустимый, замените кольцо (смотрите таблицу). Если зазор меньше 0,25 мм, осторожно спилите надфилем концы кольца.
Зазор в замках поршневых колец: (таблица)
Номинальный-0,25-0,45mm
Предельно допустимый-1,0mm
примечания:
обозначения на поршне:
1-й ремонтный – треугольник,
2-й ремонтный – квадрат.
Обозначение группы по массе:
нормальная – “Г”,
увеличенная на 5 грамм – “ ”,
уменьшенная на 5 грамм – “-”.
17. Поверните поршневые кольца так, чтобы их замки располагались под углом 120° друг к другу.
Наминальные размеры цилиндров ипоршней:
Модель двигателя ВАЗ-21083
размерная группа-Е
диаметр цилиндра-82,04-82,05mm
диаметр поршня-82,005-82,015mm
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
я тут не понял чет. наминальный зазор-это зазор который должен быть между цилиндром и поршнем, так?
он написано должен быть 0,025-0.045mm. т.е. запихну я щуп 0.025mm между поршнем и стенкой цилиндра и он должен поместиться, так? но не более 0.045mm. т.е. щуп 0.046mm уже большой зазор. но тут же следующей строкой что предельнодопустимый зазор 0.15mm. я так понимаю что главное не юольше 0.15mm зазор должен быть, так? это максимум зазор получается. че тогда в первом предложении написано 0.045mm ?как бы между 0,045 и 0,15 растояние большое…ок. дальше написано если зазор не превышает 0.15mm то можно подобрать поршни большего размера чтобы был зазор ближе в 0,025-0,045…опять тупняк. не пойму, зачем? 0,15 это же максимальный как бы зазор и его превышать не льзя, а тут написано что если он не превышен то ставьте больше поршня чтоб он стал еще меньше…дальше еще интереснее сказано, если зазор больше 0,15, т.е. капец какой большой! то точите цилиндры под следующие рем размеры. тут единственное понятное и логичное. либо там опечатка либо я хз, но все таки расстояние между 0,025-0,045 и 0,15 большое…объясните мне кто-то что это значит. я понял следующее: зазор должен быть в пределах 0,025-0,045 это збс. но может быть больше, главное чтоб не больше 0.15mm! если больше то следующий рем размер точим и меняем поршневую
у меня влез щуп 0.25mm ((((((и группа Е. последняя((((еще и квадрат на поршне(((
Первый ремонтный размерувеличен на 0,4 мм, второй – на 0,8 мм.
Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
по поводу цифры у буквы Е это класс пальца. они делятся на 3 класса с шагом кажется в 0.04mm.
я правильно понял, что мои поршня должны быть по размеру:
номинальный размер (82,005-82,015) + ремонтный размер (0,8)= 82,805-82,815.
если прибавить еще толщину щупа который влез в зазор, то цилиндр размером:
поршень размером (82,805-82,815) + щуп (0,25)=83,055-83,065
а должны быть по размерам:
поршень размером (82,805 -82,815) + зазор номинальный (0,025 -0,045) =82,83
поршень размером (82,805 -82,815) + зазор номинальный ( 0,025 -0,045)=82,85
поршень размером ( 82,805- 82,815) + зазор номинальный (0,025 -0,045) =82,84
поршень размером ( 82,805- 82,815) + зазор номинальный ( 0,025 -0,045)=82,86
с зазором в 0,15=82,955-82,965
выходит что цилиндр может варировать щас при замере от 82,83mm до 82.965mm, но Нутрометра у меня нет проверить(((
правда в середине ноября будет микрометр и можно было бы замерить толщину поршня)))
итоги:
у меня безвтыковые поршни фирмы стк с последним классом (Е) с пальцем второго класса да и еще второго (последнего причем) ремонтного размера с увеличением 0.8mm. крутотень! блок гбц больше не ремонтнопригодный! Либо гильзование (интересно почем это дело, новый блок не дешевле ли?) либо новый блок! ГБЦ тоже испоганена и тоже на замену…что делать? как и планировал. собираю щас на том, что есть. меняю вклыдыши только. и ксати они тоже ремонтные! первый размер 0,25! еще и осевой люфт…катаю кое как полгода-год и покупаю новый двигатель если будет это возможно…
Тепловой зазор между поршнем и цилиндром

Если утром, когда вы запустили холодный двигатель, был слышен металлический стук, который исчез при прогреве мотора, то это говорит только о том, что был нарушен зазор между поршнем и цилиндром. Почему он нарушается, и какие допустимые нормы применяются для зазоров между поршнем и цилиндром? Ответ вы найдете ниже.
Как меняется зазор между поршнем и цилиндром в процессе эксплуатации?
Уменьшение зазора происходит из-за естественного износа рабочих частей поршня и цилиндра. Такое изменение формы металла связано с его свойством поддаваться влиянию перепадов температур.
Помимо этого, уменьшение зазора может произойти и при неправильной сборке двигателя. Например, нарушена установка шатунов или появился перекос цилиндров. Не в стороне остается и перегрев двигателя, так как большие температуры имеют свойство расширять материалы. Особенно это касается алюминия, который, в отличие от чугуна, имеет высокий коэффициент расширения.
Как и любой другой дефект, нарушение зазора между поршнем и цилиндром оказывает негативное влияние на работу двигателя. Соприкосновение поршня и цилиндра под неправильным углом приводит к возникновению сухого трения, которое осуществляется без смазочного материала и повышает температуру деталей. Последствием такого трения почти во всех случаях становится появление различных царапин на рабочих поверхностях цилиндров.

После этого, любой двигатель обязательно подвергнут ремонту. Для проведения диагностики необходимо полностью снять головку блока цилиндров и как только поршневая группа будет на виду, то можно приступать к соответствующим замерам. В процессе замеров вам понадобятся микрометр, который покажет зазор поршней и нутромер для определения диаметра цилиндра.
маркировка поршней ваз 2106, подгруппа
Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
«Жаровым поясом»(огневым) , называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
Уплотняющий участок – это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо.
В канавке под маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию – через установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру. Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведет к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок. Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070мм.
Для второго компрессионного кольца зазор – 0,035-0,060мм, для маслосъемного – 0,025-,0050мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор – 0,2-0,3мм.
Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
«Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности. Юбка обеспечивает соосность положения детали к оси цилиндра блока.
Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий. На поверхность юбки(или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена. Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов определяющих геометрию поршня, является необходимость снижения сил трения. Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ. На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова. В разработке последующих конструкций принимают участие немецкие компании.
Как снять головку блока цилиндров?

- В первую очередь, необходимо обездвижить автомобиль. Под колеса устанавливаются противооткатные упоры, а рычаг КПП устанавливается в положение «первая передача». Откройте капот автомобиля и найдите место расположения ГБЦ.
- Вначале, снимаются все части, которые мешают свободному доступу к головке. Таковыми могут быть: воздушный фильтр, карбюратор (или инжектор), «штаны», а также различные тросы, приводы педалей и проводка электрических датчиков. С ГБЦ выкручиваются свечи, при необходимости, снимается трамблер.
- Слейте масло из двигателя и охлаждающую жидкость. Откройте крышку привода ГРМ и демонтируйте ремень. Это нужно для того, чтобы освободить распределительный вал. После этого, открутите гайки крепления крышки ГБЦ и снимите ее вместе с прокладкой. Перед сборкой рекомендуется установить новую прокладку.
- Теперь можно приступать, непосредственно, к демонтажу головки блока цилиндров. Открутите специальные болты крепления и демонтируйте головку вместе с прокладкой. После этого, вы получите открытый доступ к блоку цилиндров.
Какие существуют нормы зазоров между поршнями и цилиндрами

Перед проведением соответствующего ремонта поршневого механизма, необходимо знать, что существуют определенные нормы зазоров, которые расписаны по таблицам и должны соблюдаться в строгой форме.
Диаметр поршней разделяется всего на пять классов: A B C D E. Каждый новый класс определяет увеличение диаметра на 0,01 миллиметра. Кроме того, имеются специальные категории, которые определяют диаметр отверстия под поршневой палец. Они меняются на каждые 0,004 миллиметра. Все эти цифры и маркировка, в обязательном порядке маркируется на нижней части поршня.
Для различных деталей существуют соответствующие нормы. Так, например, новые поршни должны устанавливаться с зазором 0,06 миллиметров по всей его окружности. Если же деталь уже прошла достаточно внушительный километраж, то ее зазор не должен быть больше 0,15 миллиметров.
В случаях, когда зазор начинает превосходить установленные нормы, то следует подобрать и приобрести те поршни, которые обеспечат требуемую зазорность. Совсем необязательно подгонять поршень с высокой точностью. Достаточно лишь иметь образец с приблизительными размерами.
Предварительно, необходимо в обязательном порядке расточить цилиндры до ремонтных размеров и оставить запас, примерно, в 0,03 миллиметра. Он необходим для дальнейшего хонингования поверхности. Во время хонингования обязательно выдерживайте точность диаметра, чтобы при монтаже нового поршня зазор соответствовал требованиям, предъявляемым к установке новых деталей.
Диаметр цилиндра замеряется в четырех поясах, а также в двух перпендикулярных плоскостях. Нутромер необходимо устанавливать строго перпендикулярно блоку цилиндров. Таким образом, можно исключить любые отклонения от правильности измерений.
К чему приводит нарушение зазора между цилиндром и поршнем
Среди многих проблем с авто, есть одна весьма частая, а именно — нарушение зазора между цилиндром и поршнем. Как это проявляется?
Во-первых, двигатель начинает стучать в процессе старта. Во-вторых, значительно падает компрессия двигателя. Как следствие — сильно повышается расход масла, топлива, в конце-концов, движок просто отказывается работать стабильно, либо вовсе глохнет. В общем, если зазор между цилиндром и поршнем сильно уменьшен, то это обязательно приведет сколов на зеркале цилиндров, а также к сильному нагреву деталей блока. В любом случае, ежели проблемы есть, то вам однозначно и без вариантов необходимо ремонт поршневой группы! Хотя, если располагаете средствами, то можете решить проблему сразу: купите новый двигатель! Ну, как? Подходит вариант? Нет? Тогда — ремонт!
Ремонт поршневой группы — это полная замена цилиндров, либо расточке цилиндров.
А теперь — главный вопрос: как проверить зазор между цилиндрами и поршнем? Для произведения замеров необходимо выполнить алгоритм разборки головки блока цилиндров. Собственно, сей алгоритм — это настоящий капитальный ремонт движка — ни больше, ни меньше! Почему именно капитальный ремонт? Всё просто, ибо когда вы произведете разборку и замеры, то обязательно всплывут проблемы с коленвалом, распределительным валом, «сдохшими» прокладками, изношенными подшипниками, вкладышами и тд. Однако, давайте остановимся пока на замерах.
Что необходимо для того, чтобы произвести замеры? Вам понадобятся два инструмента: 1) нутромер — это инструмент, которым измеряется внутренний диаметр цилиндра; 2) микрометр — инструмент, которым измеряют диаметр поршней. Идем далее.
По наружному диаметру, поршни, равно как и цилиндры, распределены на пять классов: A, B, C, D, E. Процесс замера диаметра поршня производится на «юбке» цилиндра: расстояние до днища плоскости составляет 52,4 мм. (Классификация поршня — клеймо с буквой). Диаметр цилиндра измеряется в двух плоскостях и четырех «поясах»: они расположены перпендикулярно друг другу. Если в результате измерений зазор между поршнем и цилиндром составляет более 0,15 мм, то необходим ремонт поршней.
Внимание: если зеркало цилиндра имеет дефекты, то необходимо произвести расточку цилиндра. И ещё один момент: учтите, что цилиндр растачивается до размера, ближнего ремонтного поршня!
Когда ремонт цилиндров завершен, пора подобрать поршни нужного размера. Кстати: очень важно обращать на удельный вес выбираемых поршней. Это очень важно, дабы впоследствии не возникла сильная вибрация при разности масс при возвратно-пускательном движении.
И последнее. Перед тем, как приступить к ремонтным работам — не примените заглянуть в руководство по эксплуатации и ремонту вашего авто.
Видео — Как правильно замерять поршень
Помимо размеров поршней, немало важным показателем является и их масса. Масса поршней бывает нормальная, или с изменением на плюс (минус) 5 грамм. Кроме того, к поршням необходимо правильно подобрать маслосъемные кольца, которые должны быть ремонтных размеров.
После того, как поршни будут подобраны и установлены, необходимо еще раз проверить величину зазоров. Если она находится в пределах нормы, то можно приступать к обратной сборке двигателя. Устанавливается ГБЦ, затем привод газораспределительного механизма. После этого, прикручивается крышка ГБЦ с новой прокладкой и все навесные элементы. Не забудьте залить масло, ОЖ и отрегулировать механизм газораспределения. После этого, скорее всего, придется выставить угол опережения зажигания. Теперь автомобиль полностью готов к работе.
На этом проверка зазора между поршнем и цилиндром завершена. Какой бы простой вам не казалась эта сложная процедура, ее, все же, рекомендуется производить только в специализированных станциях технического обслуживания, так как сборка блока цилиндров – дело ответственное и лучше доверить его профессионалам. Удачи на дорогах!
Люфт поршня в цилиндре ваз
Авто ВАЗ 2110, 1.6 инжектор, 8 клапанов. Пробег 140 000 км. 2006 г/в.
Мне кажется, что сервис пытается меня чуть-чуть «налюбить» на капиталку. А вы как думаете?
Посоветуйте, что делать. Машина ауди 100 двигатель КР 5 цилиндров. Поршни немного шатаются в цилиндре. Я снял голову с двигателя и пальцами получается немного расшатать поршни. Это значит, что надо менять поршневые кольца? Или что? Я просто собрался голову обратно ставить, а вот теперь сомневаюсь. Была мысль поставить голову обратно и ещё какое то время отъездить так, но не хочется по несколько раз двигатель разбирать. Подскажите, что делать.
Comments 31
Если бы они не шатались, т.е. не имели бы зазора в цилиндрах то при нагревании они заклинили бы в них, ведь металл при расширении расширяется.
плюсую пост выше если не дымил, и нормально ехал, то можно дальше ездить, мотор не новый, износ конечно есть… у друга из трубы дым валил стеной, скинули бошку, поршня болтаются аж 2мм зазор! денег у товарища было мало, поменяли только кольца, собрали мотор и он перестал дымить и поехал лучше, конечно, такой ремонт ненадолго, но он уже год катает…
Ставь голову на место и не парься. Если не дым ил и нормально пер, то и дальше все будет хорошо. Поршень в районе донышка специально делается меньшего диаметра. Так как там он более всего нагрузки температурой. Это тепловой зазор.
если поршни не двигаются-кольца залегли. осмотри цилиндры внимательно со светом!если пробег большой хона уже не будет, только вертикальные риски, что не есть хорошо.сам и решай собрать или сделать по уму и ездить и ездитьь… а вообще сейчас и книга ненужна, скачай по ремонту двигателя, прочти что и как.это минимум .иначе с такими советами» ты такого наремонтируешь))
Ну трогать пальцами за поршень можно и нужно есле такая ситуе и он будет даже при новых колечках чуть чуть двигаться!но на сколько?!(кольца должны и имеют право на небольшую подвижность в своей маме, тобиж в цылиндрах ибо при температуре+++становяться цельностью и прямолинейностью!
Блин ну что за бред вы тут пишете? не если в голове не бум бум в моторах зачем людей пугать? Автор, поршень в цилиндре имеет ход по любому, это называется тепловой зазор, нету у ауди двигателя в котором бы поршни не двигались, если они не двигаются то это уже как раз и есть причина для разбора. Если мотор до этого устраивал тягой, не жрал литрами масло то ставь голову катайся и не парься. Пальцем можно только точку G искать во влагалище… В твоём двигателе должен быть на стенках «хон» это множественные косые царапины на цилиндре, если их уже нету то в принцепи » по книжке» двигатель уже можно капиталить… Ну у нас люди после того как хон стёрся ещё 300 000 накатывают… ПО этому если двигатель устраивал собирай и не парься… А какая причина снятия головы?
Голову снимал так как при замене форсунок одна обломилась и пришлось её выбивать изнутри. Масло двигатель не жрал, а вот с тягой последнее время были проблемы.
Своими силами проверяем зазор между поршнем и цилиндром
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
Что происходит с зазором между поршнем и цилиндром
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.

Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.

Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.

Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.

Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.

При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
Какой должен быть зазор между поршнем и цилиндром
Для обеспечения высокой компрессии в двигателе, а это сильно влияет на его КПД и прочие способности по отдаче, лёгкости запуска и удельному расходу, поршни должны стоять в цилиндрах с минимальным зазором. Но сводить его к нулю невозможно, из-за разной температуры деталей двигатель заклинит.
Поэтому зазор определяется расчётным путём и строго соблюдается, а необходимое уплотнение достигается применением пружинных поршневых колец в роли газового и масляного уплотнения.
Почему изменяется зазор между поршнем и цилиндром
Конструкторы автомобилей стремятся, чтобы детали двигателя работали в режиме жидкостного трения.
Это такой способ смазки трущихся поверхностей, когда благодаря прочности масляной плёнки или подаче масла под давлением и при требуемом расходе непосредственного соприкосновения деталей не происходит даже под значительной нагрузкой.
Не всегда и не во всех режимах подобное состояние можно удержать. Влияют на это несколько факторов:
- масляное голодание, подвода смазывающей жидкости, как это делается в подшипниках скольжения коленчатого и распределительного валов, под давлением в зону между поршнем и цилиндром не производится, а прочие способы смазки не всегда дают стабильный результат, лучше всего работают специальные масляные форсунки, но по разным причинам ставят их неохотно;
- некачественно сделанный или изношенный рисунок хонингования на поверхности цилиндра, призван он удерживать масляную плёнку и не давать ей полностью исчезнуть под усилием поршневых колец;
- нарушения температурного режима вызывают обнуление теплового зазора, исчезновение масляного слоя и появление задиров на поршнях и цилиндрах;
- применение некачественного масла с отклонением по всем значимым характеристикам.
Кажется, парадоксальным, но больше изнашивается поверхность цилиндра, хотя она обычно изготовлена из чугуна, это цельный чугунный блок или различные сухие и мокрые гильзы, залитые в алюминий блока.
Даже если гильза отсутствует, поверхность алюминиевого цилиндра подвергается специальной обработке, и на ней создаётся слой специального твёрдого износостойкого покрытия.
Связано это с более стабильным давлением на поршень, которое при наличии смазки почти не снимает с него металл при движении. А вот цилиндр подвержен грубой работе пружинных колец с высоким удельным давлением из-за малой площади контакта.
Естественно, поршень тоже изнашивается, даже если это происходит с меньшей скоростью. В результате суммарного износа обеих поверхностей трения зазор непрерывно увеличивается, причём неравномерно.
Нормы соответствия
В исходном состоянии цилиндр полностью соответствует своему названию, это геометрическая фигура с постоянным диаметром по всей высоте и окружностью в любом сечении, перпендикулярном к оси. Однако, поршень имеет куда более сложную форму, к тому же он располагает термофиксирующими вставками, в результате чего неравномерно расширяется при работе.
Для оценки состояния зазора выбирается разница диаметров поршня в зоне юбки и цилиндра в средней его части.
Формально принято считать, что тепловой зазор должен составлять примерно от 3 до 5 сотых долей миллиметра по диаметру у новых деталей, а его максимальная величина в результате износа не должна превышать 15 сотых, то есть 0,15 мм.
Разумеется, это некие средние значения, двигателей великое множество и отличаются они как разными подходами к конструированию, так и геометрическими размерами деталей, зависящими от рабочего объёма.
Результат нарушения зазора
При увеличении зазора, а обычно оно связано ещё и с ухудшением работоспособности колец, всё больше масла начинает проникать в камеру сгорания и расходоваться на угар.
Теоретически при этом должна снижаться компрессия, но чаще она наоборот, повышается, из-за обилия масла на компрессионных кольцах, герметизирующего их зазоры. Но это ненадолго, кольца коксуются, залегают, и компрессия пропадает окончательно.
Поршни при увеличенных зазорах нормально работать уже не смогут и начинают стучать. Стук поршневой хорошо слышно на перекладке, то есть в верхнем положении, когда изменяет направление своего движения нижняя головка шатуна, а поршень проходит мёртвую точку.
Юбка отходит от одной стенки цилиндра и выбирая зазор с силой ударяет по противоположной. С таким звоном ездить нельзя, поршень может разрушиться, что приведёт к катастрофе всего мотора.
Как проверить зазор между поршнем и цилиндром
Для проверки зазора используется измерительная аппаратура в виде микрометра и нутромера, эта пара обладает классом точности, позволяющим реагировать на каждую сотую долю миллиметра.
Микрометром замеряется диаметр поршня в зоне его юбки, перпендикулярно пальцу. Стержень микрометра фиксируется зажимом, после чего нутромер устанавливается на ноль при опоре своим измерительным наконечником на стержень микрометра.
После такого обнуления индикатор нутромера будет показывать отклонения от диаметра поршня в сотых долях миллиметра.
Замер цилиндра производится в трёх плоскостях, верхней части, средней и нижней, вдоль зоны хода поршня. Замеры повторяются вдоль оси пальца и поперёк.
В результате можно оценить состояние цилиндра после износа. Главное, что потребуется – это наличие неравномерностей типа «эллипс» и «конус». Первое – отклонение сечения от окружности в сторону овала, а второе – изменение диаметра вдоль вертикальной оси.
Наличие отклонений в несколько соток говорит о невозможности нормальной работы колец и необходимости ремонта цилиндров или замены блока.
Заводы стремятся навязывать клиентам блок в сборе с коленвалом (шорт-блок). Но часто оказывается гораздо дешевле отремонтироваться расточкой, в тяжёлых случаях – гильзовкой, с заменой поршней на новые стандартные или ремонтного увеличенного размера.
Даже не новых двигателях со стандартными поршнями существует возможность точного подбора зазоров. Для этого поршни распределяются по группам с отклонением диаметра на одну сотку. Это позволяет выставить зазор с идеальной точностью и обеспечить оптимальные характеристики мотора и его предстоящий ресурс.
Ремонт шатунно-поршневой группы двигателей ВАЗ, контролируемые размеры и зазоры, подгон веса поршней и шатунов, параметры контроля массы поршней и шатунов, сборка поршня с шатуном, установка поршневых колец.
Перед началом ремонта шатунно-поршневой группы двигателей ВАЗ нужно снять поршневые кольца, а затем выпрессовать палец с помощью пресса или гидравлического домкрата, оправки и опоры с цилиндрической выемкой, в которую укладывается поршень. Далее следует удалить нагар с днищ поршней и из канавок для колец, а из масляных каналов шатунов и поршней — все отложения.
Ремонт шатунно-поршневой группы двигателей ВАЗ, контролируемые размеры и зазоры, подгон веса поршней и шатунов, параметры контроля массы поршней и шатунов, сборка поршня с шатуном, установка поршневых колец.
Трещины на поршнях, пальцах, шатунах и крышках требуют замены этих деталей. Если детали шатунно-поршневой группы изношены мало и не повреждены, они могут быть использованы снова. Поэтому при разборке их следует пометить, чтобы в дальнейшем не перепутать.
Выпрессовка и запрессовка поршневого пальца.

Поршень.
Поршень изготовлен из алюминиевого сплава и для улучшения прирабатываемости покрыт слоем олова. Его юбка в поперечном сечении овальная, а по высоте коническая, поэтому диаметр поршня измеряют в плоскости, перпендикулярной поршневому пальцу, и на определенном расстоянии от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии в правую сторону двигателя. Вот почему для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка «П». Она должна быть обращена в сторону передней части двигателя.
Расчетный зазор между поршнем и цилиндром обеспечивается установкой поршней того же класса, что и цилиндры. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е), различающихся размерами на 0,01 мм. А по диаметру отверстия под поршневой палец — на три категории через 0,004 мм.
На днище поршня клеймятся класс поршня (буква) и категория отверстия под поршневой палец (цифра). Там же маркируется и стрелка для ориентирования поршня в цилиндре. При сборке двигателя поршни следует устанавливать так, чтобы стрелка была направлена к передней части двигателя. В сторону привода распределительного вала.
Маркировка поршней и шатунов шатунно-поршневой группы двигателей ВАЗ.

В качестве запасных частей поставляются поршни только классов А, С и Е. Их достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Увеличение диаметра для ремонтных размеров поршней составляет 0,4 и 0,8 мм. На днищах ремонтных поршней ставится маркировка в виде квадрата или треугольника. Квадрат соответствует увеличению наружного диаметра на 0,8 мм, а треугольник — на 0,4 мм.
Контролируемые размеры сборки «шатун-палец-поршень» шатунно-поршневой группы двигателей ВАЗ.

Поршни делятся по весу на три группы:
Этим группам соответствует маркировка на днище поршня: «Г», «+» и «-». На двигателе ВАЗ все поршни должны быть одной группы по массе. При изготовлении строго выдерживается масса поршней, и подбирать поршни по массе при сборке двигателя не требуется. Если приобретены поршни одной группы.
Шатунно-поршневые группы одного двигателя ВАЗ не должны заметно отличаться по массе, чтобы при работе дисбаланс не приводил к вибрации и поломке двигателя. Равенство веса обеспечивают подбором поршней одной группы и шатунов одного класса. Для некоторых двигателей ВАЗ допускалась подгонка веса поршней или шатунов путем выборки металла в случаях, когда не удавалось найти детали одной весовой группы.
Когда допускается подгонка поршней, поршни одного двигателя не должны отличаться по массе более чем на 2,5 г. При подгонке массы съем металла должен ограничиваться указанными в таблице ниже пределами.
Параметры контроля массы поршней и шатунов шатунно-поршневой группы двигателей ВАЗ.

Контролируемые размеры при подгонке веса поршней и шатунов шатунно-поршневой группы двигателей ВАЗ.

Поршневой палец.
Поршневой палец всех двигателей ВАЗ, кроме ВАЗ-2110, 2111, 21213, 2130, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня. У двигателей ВАЗ-2110, 2111, 21213, 2130 поршневой палец плавающего типа. То есть свободно вращается и в бобышках поршня, и во втулке шатуна. В отверстиях поршня палец фиксируется двумя пружинными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса, через 0,004 мм. Класс маркируется краской на торце пальца:
Перед сборкой шатунно-поршневой группы подбирают палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. Правильное сопряжение пальца с поршнем достигается, если поршневой палец входит в отверстие бобышки при нажатии большим пальцем руки и не выпадает. Если держать поршень с поршневым пальцем в вертикальном положении.
Проверка сопряжения пальца и поршня шатунно-поршневой группы двигателей ВАЗ.

Выпадающий из бобышки палец следует заменить пальцем следующей по размеру категории. Если был палец третьей категории, то приходится заменять и поршень, и палец.
Шатун.
Шатун обрабатывается вместе с крышкой нижней головки. Поэтому по отдельности они невзаимозаменяемые. Чтобы при сборке не перепутать крышки и шатуны, на них клеймят номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны быть одинаковыми, находиться с одной стороны шатуна и двигателя.
В верхнюю головку шатуна двигателей ВАЗ-2110, 2111, 21213, 2130 запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны делятся на три класса — через 0,004 мм, как и поршни. Номер класса наносится на верхнюю головку шатуна.
В этих двигателях ВАЗ равенство масс шатунно-поршневой группы одного двигателя регулируется путем выборки при необходимости металла из шатунов. По массе верхней и нижней головок шатуны подразделяются на классы. Маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Классы шатунов шатунно-поршневой группы двигателей ВАЗ по массе верхней и нижней головок.

Подгонять массу шатунов можно удалением металла с бобышек верхней и нижней головок. Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна, следующие:
Контрольные зазоры шатунно-поршневой группы двигателей ВАЗ.

Сборка поршня с шатуном.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун до 240 градусов для расширения его головки. Для этого шатуны на 15 минут помещают в электропечь, заранее нагретую до 240 градусов, направляя верхние головки шатунов внутрь печи. Применяют также паяльные лампы и промышленные фены, дающие горячий воздух с температурой около 300 градусов. Они применяются для пайки пластмасс и т. п.
Запрессовывать нужно скорее. Так как после охлаждения шатуна нельзя изменить положение пальца. Палец следует заранее приготовить к сборке, надев его на валик приспособления, установив на конце этого валика направляющую и неплотно закрепив ее винтом. Чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Извлеченный из печи шатун нужно быстро зажать в тисках и надеть на него поршень. Совместив отверстие под палец с отверстием верхней головки шатуна. Палец необходимо протолкнуть в отверстие поршня и в верхнюю головку шатуна так, чтобы заплечик приспособления соприкасался с поршнем. При этом поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца.
Поршень с шатуном должен соединяться так, чтобы метка «П» на поршне находилась со стороны выхода отверстия для масла на нижней головке шатуна. С 1990 года шатуны изготавливают без отверстия для прохода масла на нижней головке шатуна, поэтому ликвидированы и отверстия в шатунных вкладышах. Такие шатуны можно соединять с поршнем в любом положении.
После сборки шатуна с пальцем и поршнем следует проверить прочность запрессовки пальца с помощью динамометрического ключа и приспособления.
1. Зажать основание приспособления в тиски и установить на нем шатун с поршнем.
2. Опустить кронштейн индикатора, вставить в отверстие пальца резьбовой стержень. Продвинув его до упора головки стержня в торец пальца.
3. На конец стержня навернуть гайку и затянуть ее. Выбрав возможные зазоры.
4. Поднять кронштейн до горизонтального положения, закрепить его и установить штифт индикатора на головке стержня, вставленного в палец.
5. Установить индикатор на нулевую отметку.
6. Вставить в паз резьбового стержня упор, чтобы стержень не проворачивался.
7. Динамометрическим ключом приложить к гайке стержня усилие 12,7 Нм (1,3 кгсм), соответствующее осевой нагрузке 3,92 кН (400 кгс).
Испытание на выпрессовывание пальца на приспособлении А.95615 и проверка параллельности осей пальца и нижней головки шатуна.

Посадка пальца в шатуне верна, если после прекращения действия усилия и возвращения гайки в исходное положение стрелка индикатора вернется к нулю. В случае проскальзывания пальца в верхней головке шатуна необходимо заменить шатун новым.
Проверка параллельности осей шатунно-поршневой группы двигателей ВАЗ.
Следует проверить параллельность осей шатунно-поршневой группы специальным прибором. Для чего нижнюю головку шатуна без вкладышей центрировать на выдвижных ножах прибора, а на днище поршня установить калибр.
Щупом нужно проверить зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра в зависимости от того, чем он касается плиты — углом или верхним концом. Зазор не должен превышать 0,4 мм. Если зазор больше, шатун следует заменить. После охлаждения шатуна нужно смазать моторным маслом палец через отверстия в бобышках поршня.
Установка поршневых колец.
Поршневые кольца изготовлены из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо — скребкового типа, с выточкой по наружной поверхности, фосфатированное. Маслосъемное кольцо имеет прорези для снимаемого с цилиндра масла и внутреннюю витую пружину-расширитель.
Форма поршневых колец шатунно-поршневой группы двигателей ВАЗ в поперечном сечении.

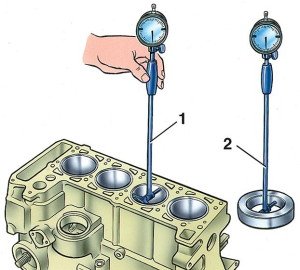
На кольцах ремонтных размеров ставится цифровая маркировка 40 или 80. Это соответствует увеличению наружного диаметра на 0,4 или 0,8 мм. Зазор по высоте между канавками и кольцами проверяют, вставляя кольцо в соответствующую канавку. Предельно допустимые зазоры при износе — 0,15 мм.
Зазор в замке поршневых колец проверяют набором щупов. Вставляя кольца в калибр, имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском 0,003 мм, или в цилиндр. Зазор должен находиться в пределах 0,25-0,45 мм для всех колец. Если зазор недостаточный, нужно запилить стыковые поверхности, а если повышенный — заменить кольца.
Измерение зазоров между кольцом и канавкой, и в замке.

Итак, нужно смазать моторным маслом канавки на поршне и установить кольца на поршень. Нижнее компрессионное кольцо следует устанавливать выточкой вниз или меткой «Верх» (или по-английски ТОР) вверх к днищу поршня. Стык пружинного расширителя маслосъемного кольца должен располагаться на стороне, противоположной замку кольца. Маслосъемное кольцо устанавливают фаской наружной поверхности вверх.
После установки необходимо сместить поршневые кольца так, чтобы:
Расположение замков поршневых колец на поршне.

Кольца можно надеть на поршень руками. Держа большие пальцы в разрезе кольца, а средние пальцы — с противоположной стороны. Верхнее компрессионное и маслосъемное кольца редко ломаются, а второе компрессионное кольцо довольно жесткое и ломается при разводе концов кольца более чем на 2 мм. Чтобы не сломать это кольцо, для его установки пользуются полосками из жести.
По материалам книги «Ремонт двигателя своими руками».
Волгин В.В.
Какие размеры и зазоры поршневых колец допустимы в Ваз 2109 – 2115

Вопрос о замене поршневых колец может коснуться не только старых автомобилей, но и автомобилей с небольшим пробегом. Поршневые кольца выполняют 3 главные функции:
- уплотнение камеры сгорания,
- улучшение теплопередачи через стенку цилиндра
- регулируют расход смазки.
Как понять, что пришло время менять поршневые кольца
Когда значительно выросло потребление масла автомобилем, в цилиндрах упала компрессия. Прежде чем стремительно спешить в гараж нужно замерить компрессию, сначала на сухих цилиндрах и затем заливаем крышку от бутылочки масла и замеряем снова и сравниваем полученные результаты. Если показатели сухих цилиндров ниже, поршневые кольца подлежат замене.
Если нет, то кольца не при чем, и стоит обратить внимание на колпачки, клапана. Также при использовании низкосортного масла поршневые кольца могут залечь. Это явление встречается обычно у машин, чьи двигатели давно не эксплуатировались, либо эксплуатировались на совсем короткие расстояния.
Раскоксовать кольца можно следующим образом: выкрутить свечи и залить керосин в цилиндры на ночь это спасет от разрыхления нагара.
Видео: ВАЗ-09 Установка колец без оправок
Чтобы замерить зазор нужно установить кольцо в цилиндр и придавить сверху поршнем, и при помощи щупа замерить зазор, он должен быть в пределах от 0.25 до 0.45 мм предельно допустимый 1мм. Если зазор больше, кольцо необходимо в этом случае поменять, а если меньше – подточить. Для того чтобы подточить кольцо нужно использовать надфиль. Каждое кольцо подгоняется к тому цилиндру, где будет оно работать.
Видео: Замена поршневых колец, подбор тепловых зазоров
Размеры и маркировка поршневых колец Ваз 2109 – 2115
Основные размеры шатунно-поршневой группы я дам вам сейчас ниже на рисунке
Поршень — алюминиевый литой. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 4).
Поршень — алюминиевый литой. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня.

Маркировка поршня Ваз 2109 – 2115
Таблица номинальных размеров цилиндров и поршней
По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г. Этим группам соответствует маркировка на днище поршня: «Г», «+» и «—».
На двигателе все поршни должны быть одной группы по массе. Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром.
Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата. Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.

Маркировка шатуна: 1 – класс шатуна по массе и по отверстию в верхней головке. 2 – номер цилиндра
Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя стопорными кольцами. По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.

Места, на которых допускается удалять металл, при подгонке головок шатуна
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной. На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 (рис. 5) цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка.
По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм. Номер класса 1 клеймится на крышке шатуна. По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 6). После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Обзор популярных моделей поршневых колец ВАЗ 2109 – 2115

Я рекомендую использовать именно металлические наборные маслосъемные кольца, потому что в отличие от коробчатого типа колец они прекрасно притираются в цилиндре, устойчивы к перегреву (не теряют свои пружинные свойства) и главное их достоинство, они работают как два не зависимых друг от друга кольца. Кольца коробчатого типа, очень боятся перегрева. Они при перегреве теряют свои пружинные свойства и плохо справляются со своей работой. И ещё один серьезный минус, они требуют очень осторожной обкатки. При малейшем отклонении от обкаточных режимов рабочие кромки кольца в некоторых местах могут откалываться и будут пропускать масло.
Конечно же, есть и другие производители поршневых колец, но они как обычно идут сплошные подделки и выбрать качественные порой не реально
Читайте также: