
Какой краской красят раму камаза на заводе
Обновлено: 05.07.2024
Какой краской красят раму камаза на заводе
Я этими вещами , уже лет эдак двенадцать работаю ;-). Это у меня одна из работ , так сказать. " Уретановая " эмаль , это вообще , очень кокетливо звучит :-). В расчете как раз на обычного обывателя. Открываем реестр допущеных производителей ЛКМ например того же Газпрома или Лукойла или Регистра , смотрим , сравниваем.
Второй нюанс. Действительно профессиональные покрытия никогда в фасовках меньше чем по 20кг не встречаются . Так уж повелось. А тема производства ЛКМ , это как производство чипсов , например , достаточно мешалки и колеровочной машинки. Ну и принтера цветного , чтоб красивые этикетки печатать , с непонятными словосочетаниями . Профессиональные полиуретановые краски имеют крайне малый срок жизни . Поэтому смешиваются и наносятся специальным оборудованием с довольно жескими требованиями по чистоте поверхности.
Автомобильные рамы , должным образом обработанные от ржи и огрунтованные обычными автомобильными эпоксидными или акриловыми или полиуретановыми грунтами и эмалями служат годами. Без всяких шаманских манипуляций ;-)
ЗЫ. Противопожарные краски , они не " плохо разгораются " у них принцип другой . ;-). Они под действием температуры вспучиваются и увеличиваясь в объеме эта " пена " позволяет оттянуть время наступления предела стойкости металлических конструкций в следствии нагрева. Только и всего .
Вот так я красил себе ;-)
Всякая эмаль или любая другая краска будет работать только при условии идеальной очистки поверхности. Другими словами , хотите получить хорошее стойкое покрытие , пескоструйте раму и окраска не позже 30 минут после этого. Точнее сначала обмыть растворителем от пыли , потом огрунтовать , контролируя толщину , потом покрасить , опять же с контролем толщины. Тогда гарантированно , сколько то времени будет работать. до появления первых очагов коррозии. Все остальное , это ипохондрия на тему " встанет завтра солнце или не встанет " :-).
Поэтому , без разницы , чем вы покрасите раму , главное , что бы качественно. Все эти " грунт - эмали " по ржавчине , развод лохов :-)
Посоветуй каким грунтом и краской красить, рама будет отпескоструена.
Например линейка Мобихел,грунт-праймер 1,2 слоя,2 компонентный грунт 1,2 слоя,эмаль синтетика.
Спасибо.а по объему грунта и краски не подскажешь рама без всего 3151.
А чем и как покрасить, если нет возможности пескоструить.
Без пескоструйки практически нет смысла красить,через пару месяцев все отвалиться,лишняя трата времени и денег.
Всякая эмаль или любая другая краска будет работать только при условии идеальной очистки поверхности. Другими словами , хотите получить хорошее стойкое покрытие , пескоструйте раму и окраска не позже 30 минут после этого. Точнее сначала обмыть растворителем от пыли , потом огрунтовать , контролируя толщину , потом покрасить , опять же с контролем толщины. Тогда гарантированно , сколько то времени будет работать. до появления первых очагов коррозии. Все остальное , это ипохондрия на тему " встанет завтра солнце или не встанет " :-).
Поэтому , без разницы , чем вы покрасите раму , главное , что бы качественно. Все эти " грунт - эмали " по ржавчине , развод лохов :-)
А почему не позже 30 минут?
Спасибо.а по объему грунта и краски не подскажешь рама без всего 3151.
Возьми по банке-пригодится.Разбавители и отвердители той же фирмы.
Возьми по банке-пригодится.Разбавители и отвердители той же фирмы.
А подготавливать , как Вы верно заметели , одинаково и для одного и для другого :-)
. Насколько я помню, то сурик (с олифой смешанный) наносится прямо на металл вместо грунтовки. т.к. он вступает в реакцию с металлом и тем самым делает ту самую всем известную защиту.
Ну да ! И параходы , прямо так , по ржавчине и фигачат , да ? :-). Интересно , зачем тогда нам платят за пескоструйку и обезжиривание . ;-)
А фигли , само бы " вступило в реакцию и ага " . Вот заказчик лох . Главное , чтоб не узнал , где деньги теряет ;-)
Хе-хе. Пескоструйка, обезжиривание и всё такое обязательно. Вот тока VALVE выше писал, что после этого грунт, а сверху сурик.
не сочтите за рекламу, я новенький на форуме, тоже озадачился этим вопросом, думаю чем красить раму и кузов в ближайшем будущем вот наткнулся в интернете на такое покрытиеhttp://bedliner.ru/xs-100.html
Основные свойства материала XS:
Защита от истирания и повреждения обработанной поверхности
Защита от механических повреждений
Защита от воздействия воды, бензина, соли и разных химических составов
Защита от коррозии
Противоскользящее покрытие
Экологически чистое покрытие (не содержит Летучих Органических Соединений)
Обладает своиствами вибро и шумоизолятора
На ощупь — «твердая резина с шероховатой поверхностью»
Можно красить сверху краской (сразу после обработки поверхности покрытием)
Есть разные цвета: черный, серый, белый, желтый, синий, красный, коричневый и другие.
Наносится горячим методом под давлением
Быстрая полимеризация
Локально ремонтируется и может обновляться
Отсутствуют швы и обрабатывается любая геометрическая поверхность
Задувается на сухую обезжиренную поверхность (в некоторых случаях на грунт)
на сайте приведены фотографии машин полностью окрашенных данным покрытиемhttp://bedliner.ru/
выглядит по крайней мере на фото очень даже красиво, только вот встает вопрос цены
А мне кажется, что красить раму - это совершенно напрасно загубленное время и средства. Кроме эстетики в этом нет никакого смысла. А учитывая, что раму практически не видно, то и с эстетической точки зрения получается неоправданным. Рама без антикора и покраски 20 лет прослужит (если ее раньше не сломают) Значит 20 лет, потом замена рамы и еще 20 лет. Итого 40 лет. Даже если кому то сейчас 20 лет отроду и он планирует всю свою водительскую жизнь проездить на одном уазе, то за 40 лет ему придется раму поменять 1 раз.:D
Целиком и полностью согласен.
В покраске я вообще не спец, разве что кисточкой умею размахивать в разные стороны.
Но вот опыт мой , личный.
Досталось мне по случаю литров 10 краски, которой "цинки" красят. Это коробки железные, в которые патроны упаковывают. Кто служил, должен был видеть.
К тому времени железный гараж мой, совсем потерял вид и стал "рыжим". Ну и решил я покрасить гараж. В гараже лепестричества нету, и я решился на подвиг, - отчистить гараж 4Х6 от ржавчины вручную, железной щеткой. Интузиазизм окончательно улетучился уже на первом боку гаража, даже чуть раньше, бок зачистил не до конца.
Короче плюнув на все, краска то все равно халявная, покрасил гараж не зачищая, только большие лопухи отставшей краски посбивал.
красил по деревенски , валиком. разбавляя краску примерно наполовину растворителем (не помню уже каким).
Прошло уже лет 15 точно, может чуть больше, и только совсем недавно по гаражу поползли "рыжие жучки" .
Еще рассказывали про эту краску, что мол покрашенные ей коробки с патронами, должны пролежать в земле 50 лет и не иметь признаков коррозии, (покраска не валиком, конечно, а как положено).
Как краска называется по правильному, не знаю, у нас её называют "военная" цвет у неё защитный, знал бы тогда, что куплю УАЗик такого же цвета, ни за какие коврижки не тратил бы её на гараж.
Это домыслы, как цинк открываешь она хлопьями слазит, а коробки защищены цинковым покрытием.
Репортаж с ПАО «Камаз»: легко ли построить грузовик?

Генри Форд в конце XIX века смог собрать автомобиль в сарае, работая по вечерам при свете керосинового фонаря. С тех пор прошло много времени, керосиновых ламп уже почти не найти, да и машины стали совсем другими.
М ы находимся в Набережных Челнах и изучаем изнутри производственные площади «Камаза», который не только пережил (в отличие от, скажем, ЗИЛа) трудные 1990-е, все экономические кризисы, но и продолжал все это время развиваться.
РИЗ, ПРЗ, ЗД, АвЗ и другие
Вряд ли сейчас можно найти автомобильный завод, где стоит только один конвейер, на котором и собирают машину полностью – от первого винтика до последнего. Так не бывает, машины производят в соответствии с требованиями заказчика. И это значит, что предприятие должно предоставить клиенту возможность выбора комплектации, а в случае с Камазом – не просто выбора, а сборки машины под заказ. Поэтому ГСК – главный сборочный конвейер – нужен именно для сборки, а вот производством агрегатов занимается множество предприятий, входящих в состав Камаза.
Конечно, о предприятиях можно рассказать отдельно – в каждом из них есть своя брутальная прелесть. Это займёт слишком много времени, поэтому мы отправимся сразу на сборку – на автомобильный завод (АвЗ), где и происходит окончательная сборка автомобиля. Но периодически будем отправляться и на другие заводы: мы же должны знать, откуда на ГСК попадают готовые кабины или дизели? Заодно и выясним, что ПРЗ – это прессово-рамный завод, а ЗД – завод двигателей. На ремонтно-инструментальный завод (РИЗ) не пойдём – нам он не так интересен, куда веселее побывать на СП «Камминз Кама» – заводе, где выпускают дизели Cummins, один из моторов, устанавливаемых на Камаз. Но не будем забегать вперед. Итак, перед нами – главный конвейер.
На предприятии трудятся более сорока тысяч человек. Но что сразу бросается в глаза – это то, что на сборке работает много женщин. Впрочем, и на некоторых других заводах «Камаза» их не меньше. Несмотря на то, что средняя зарплата здесь далеко не самая низкая (сумму называть не будем, зависть – плохое чувство), на «Камазе» есть и более высокооплачиваемая работа – вот там и мужчин побольше. А тут ворочают кабины и укладывают в них проводку в основном нежные женские руки. Кстати, пришло время первого отступления: как на сборочный конвейер попадают готовые кабины?

Прессово-рамный завод
Как вы уже знаете, автомобили Камаз оборудуют двумя типами кабин. Кабины нового типа – это те, что похожи на Мерседес (и неспроста!). Старые – привычные нам кабины родом из семидесятых годов XX века. Сначала скажем пару слов о новой «будке».
Так как кабины старого образца уже не удовлетворяли требования покупателей, работа над их заменой началась уже давно. Были попытки наладить совместное производство и с корейскими фирмами, и с компанией MAN, но в итоге донором кабины нового поколения стал Mercedes Axor. Само собой, не последнюю роль здесь сыграло приобретение компанией Daimler AG десяти процентов уставного капитала «Камаза» в 2008 году.

Все комплектующие для её сборки приходят из Германии, хотя в будущем планируется на территории существующего производства наладить штамповку кузовных панелей из собственных материалов – техническая возможность для этого есть. Пока же в Набережных Челнах производят только сварку и окраску кабин нового поколения. И тем не менее уже сейчас проводятся работы по повышению степени локализации производства немецких (а теперь уже и «наших») кабин. Если в начале работы с этими кабинами в 2013 году завод занимался только крупноузловой сборкой, то с прошлого года тут приступили к сварке мелких элементов. Только одна эта мера позволила снизить стоимость кабины на 50%.
Из 165 позиций (элементов кабин) до конца 2016 года планируется наладить выпуск 103 позиций – тех, изготовление которых не потребует слишком серьёзных инвестиций. Теперь отвлечёмся от новых кабин и посмотрим, как тут всё работает.

Может, кого-то удивит, но для транспортировки элементов будущих кабин по заводу используются простые ручные тележки. Но этому есть несколько простых объяснений. Во-первых, катать их не так тяжело, как кажется – сильно они утомить не могут. Ну а главное – в них нечему ломаться. А значит, перемещение деталей по площадке не остановится из-за поломки какой-то сложной техники, да и не приходится заниматься ремонтом линии или содержать склад запасных частей. Надо признать, что без тележки иногда не обойтись – просто, дёшево, надёжно.
Какой краской красят раму камаза на заводе
_________________
Броня крепка и ГАЗы наши быстры.
| Сначала удаляем с рамы остатки старой мастики , краски , ржавчины. Лучший помошник в этом-болгарка с металич. щеткой и лепестковыми наждачными кругами. Чистим до металлического блеска. После этого обрабатываем преобразователем ржавчины. Грунтуем , лучше всего двухкомпонентным грунтом с отвердителем. Он несколько дороже обычного , однако это того стоит. Еще лучше , если возьмем т.н. ВОШ-Праймер /протравливающий грунт/. Он дает тонкий, практически бесцветный слой , нейтрализующий остатки непреобразованой или недочищеной ржавчины. Его можно перекрыть любым грунтом , предварительно хорошо высушив. Дальше , из дорогих /относительно/ можно использовать полиуретановую краску для рам-на раму и мосты стоимость краски примерно 200 гривен . Зато навечно . Краска с отвердителем , есть шелковыстая или блеск. Продается в местах подбора автокрасок. Из бюджетных можно взять широко представленную сейчас польско-турецко и т.д. серию антикоррозийных красок "3 в одном-прямо на ржавчину". Краска одновременно преобразователь ржавчины , грунтовка и краска. Однако , для лучшего эффекта сами производители рекомендуют наносить на грунт. По краске можно нанести гравитекс или мастику. Обработав таким образом раму , можно надолго защитить ее от коррозии. Внутрь не забудем набрызгать Мовиля.Нигрол заливать не рекомендую-будет постоянно вытекать на солнце , пачкать все вокруг. |
| Спасибо за оперативные ответы, сегодня-завтра буду искать материал, на выходных попробую обработать и покрасить. В этой теме потом обязательно отпишусь. |
| Про мовиль вкурсе. Делал так на УАЗе. Спасибо. |
| Все ранее сказаное правельное . Просто хочу добавить парочку своих советов - Ставил Папаша на даче теплицу. Теплица была временной - и позтому ставили ее на деревянные сваи . Так как конструкция была временная (на сезон - два) решили поэксперементировать . А точнее каждую сваю обработали своим антикоразийным составом. Через 3и года выкопали - победил совсем не мовиль |
| Ну колись тогда кто победил. |
| а какая связь дерева с металлом? чем угодно можно было сваи намазать, даже подсолнечным маслом Победит то, что лучше впитается в дерево. К металлу это не имеет никакого отношения, сравнивать некорректно |
| Вот тут и мне интересно стало, а что это за "Мовиль"? По бедности всегда пользовался дешёвыми или вообще дармовыми ресурсами. А с этим никогда не работал. Интересует не где его взять, а что это такое (свойства). |
_________________
Броня крепка и ГАЗы наши быстры.
_________________
Броня крепка и ГАЗы наши быстры.
| Да класная штука Мовиль , но ему свойственно усыхатса и соответственно требует повтора обработки с переодичностью 3-4 года . А скрытые полости автожелеза лучше обрабатывать горячей смесью пушечного сала и отработки моторного масла - именно этим и была обработана свая победитель (на втором месте просто отработка). |
| Есть много чего-но хотят же бюджетно! |
| Т.Е качественее и лучше - не надо? Странно. Мы не настолько богаты, что бы покупать дешевые вещи (с) |
| Да, бюджет! Увы, он всегда маленький. Вместо мовиля всегда пользовался отработкой. Наверное не лучший способ, зато "на шару". Может не такая эффективная, а всё-таки защита. Лучше, чем ничего. |
_________________
Броня крепка и ГАЗы наши быстры.
Антикоррозийная защита: Грунт обладает мощными антикоррозийными свойствами и надежно защищает металл от ржавчины, а бетон от коррозии. При необходимости грунт может применяться прямо по ржавому металлу. Ввиду полной водонепроницаемости, грунт предотвращает доступ электролита к поверхности металла, и тем самым замедляет процессы уже начавшейся коррозии. Содержащийся в грунте преобразователь ржавчины способен ликвидировать неглубокие пятна коррозии. Однако, наиболее оптимальной является полная очистка металлической поверхности от ржавчины с помощью антикоррозийных комплексов на основе ортофосфорной кислоты или механическим методом (пескоструйной обработкой, наждачной бумагой, абразивным кругом). В этом случае антикоррозийная защита и срок службы лакокрасочного покрытия будут максимальными.
Варианты использования:
а) совместно с другими лакокрасочными материалами серии ХС - как грунтовочный слой в комплексном многослойном покрытии;
б) как связующее в системе холодной оцинковки;
в) как грунтовочный слой в антикоррозийном комплексе;
г) как грунт для автомобильных эмалей серии МЛ и современных импортных автоэмалей
И 2 литра растворителя Р4 (растворителя оказалось маловато, краски и грунта осталось по литру, а растворителя ноль, и разбавлял слабо, что бы хватило на несколько слоев).
Ржавеет рама



Сначала промыл всю раму как следует, потом взял стомеску заточенную и всю рыхлую (пластовую) ржавчину соскоблил.
Затем взял дрель и металличискую насадку проволочную. прошелся по всей раме, куда смог подлезть.
Потом взял наждачку и до блеска все это дело
Потом взял губку и преобразователем ржавчины прошелся по всей раме, выглядело глупо, но металл и оставшаяся местами ржавчина серела, может даже толк был )))
Единственное, пока чистил одну сторону, вторая покрывалась легким налетом ржавчины намучился я сней ))) решил делать по одной стороне, т.к. нервы кончались очень быстро
Потом все просушил, обезжирил и покрасил в 2 слоя грунтовкой по ржавчине.
Потом в 2 слоя черной эмалью для этой грунтовки марка ПФ вроде. Все красил кситочками, что бы везде подлезть, и как следует пропитать все.
Потом уже каогда установил кузов, промазал арки битумной мастикой. остатками мастики обмазал раму в тех местах ult больше всего пострадала от ржавчины.
Сейчас вроде все в порядке (прошел год)
Добавлено спустя 11 минут 42 секунды:
Когда рыхлую ржавчину счищал, то переодически постукивал ногтем по раме, что бы убедиться что этой ржавчины больше нет, стук такой преглушенный явно не металлический. А то бывало так что с виду вроде и нет ржавчины, а постучишь по ней и слышно что пластовая ржавчина, просто плотно держиться. Кстати не поникуй когда увидешь что рама местами очень силно "похудела" с этим можно только смириться. Я долго переживал по этому поводу.








Она же

Нейтрализатор ржавчины, простая ортофосфорная кислота с водой

Грунтовка
Окрашивание и сушка кабин Камаз
Для окраски кабин автомобилей применяют следующие виды краски: нитроцеллюлозные, пентафталевые, глифталевые и меламиноалкидные.
Кабины окрашивают методами воздушного и безвоздушного распыления, а также распылением в электрическом поле.
Безвоздушное распыление лакокрасочных материалов заключается в том, что краска подается в распылитель под большим давлением.
Окрашивание кабин в электрическом поле основано на физическом явлении переноса заряженных частиц (в данном случае лакокрасочных материалов) из распылителя на поверхность кабины, находящейся под положительным напряжением.
Лакокрасочное покрытие, нанесенное на поверхность кабины, показано на рис. 123.
Сушку лакокрасочного покрытия можно осуществлять естественным и искусственным способами.
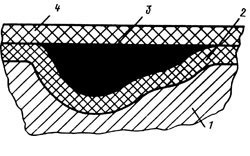
Рис. 123. Лакокрасочное покрытие, нанесенное на поверхность кабины:
1 — металл кабины; 2 — слой грунта; 3 — зашпатлеванные неровные места; 4 — слой краски
Конвекционный способ сушки окрашенной поверхности осуществляется обдуванием ее горячим воздухом в сушильных камерах, оснащенных тепловентиляционными приборами.
Терморадиационная сушка основана на поглощении окрашенной поверхностью кабины инфракрасных лучей. Проникая через слой лакокрасочного покрытия, инфракрасные лучи с длиной волны от 3,5 до 5,0 мкм достигают металлической поверхности кабины и нагревают ее вследствие перехода лучистой энергии в тепловую.
При индукционном способе деталь помещается в индуктор и нагревается за счет вихревых токов, которые нагревают ее. При последних двух способах сушка производится от нижних слоев к верхним, что способствует лучшему улетучиванию растворителя. Кроме того, действие термического эффекта вызывает ускоренный процесс окисления, который протекает по всей толщине покрытия равномерно, а также процесс полимеризации, начинающийся с нижележащих слоев.
Чем красят автомобильные кузова?
Прежде всего договоримся о терминологии. Если говорить о процессе нанесения лакокрасочных материалов (ЛКМ), как будет правильно: «покраска кузова» или «окраска»?
Филолог проголосует за покраску. Мол, окраска – это приобретённое свойство, полученный цвет. Вспомнит защитную окраску у хамелеона и тому подобные примеры. А применительно к технологии надо говорить «покраска». С ним не согласится автомобильный маляр: окраска, и все тут. Так пишут в профессиональных статьях. И он привык говорить так же. Мы принимаем сторону маляра и переходим к теме.
Итак, окраска кузова… На конвейере кузова и кабины «в металле» тщательно обезжиривают, промывают и направляют в огромную ванну для химической обработки – фосфатирования. После этой операции на металлической поверхности образуется тончайшая плёнка из фосфатов железа и цинка, назначение которой – защищать металл от коррозии при появлении микротрещин в будущих слоях лакокрасочных материалов. Отметим, что фосфатная плёнка обладает хорошей адгезией к металлу и обеспечивает надёжную адгезию последующих защитных слоев.
После фосфатирования кузов снова тщательно промывают, сушат и… опять погружают в гигантскую ванну. В этой ёмкости на фосфатную пленку методом катодного или анодного осаждения наносят слой водоразбавляемой грунтовки с антикоррозионными добавками.
Если кузов служит катодом, процесс именуется катафорезом, в противном случае – анафорезом. Отметим, что катафорез обеспечивает более надёжную антикоррозионную защиту, поэтому анафорез сегодня практически не применяют. Толщина слоя катафорезной грунтовки достигает 20 мкм, а благодаря электроосаждению он распределяется равномерно как на горизонтальных, так и на вертикальных поверхностях, включая скрытые полости кузова и сварные швы.
После сушки при 180 °С на катафорезный слой наносят еще одну грунтовку – выравнивающую. Ее назначение двояко: во-первых, заполнять и сглаживать мелкие дефекты поверхности, во-вторых, ограничивать развитие трещин в будущем лакокрасочном слое. К слову, в отличие от катафорезной, выравнивающая грунтовка от коррозии не защищает.
И, наконец, после сушки и шлифования загрунтованная поверхность окрашивается эмалью либо материалами двухслойной системы: базовая эмаль (металлик) плюс прозрачный лак.
Существуют конвейерные технологии, где выравнивающая грунтовка отсутствует. В этом случае применяется особое катафорезное грунтование с толщиной слоя до 40 мкм. Требования к качеству металла и к качеству сборки кузова здесь очень высокие! Зато выигрыш налицо: экономятся производственные площади и энергозатраты на сушку, а также сокращаются выбросы в атмосферу летучих органических соединений (ЛОС). Иногда выравнивающую грунтовку заменяют дополнительной базисной эмалью, при этом она выполняет две функции – выравнивания и создания черного или белого цветового подслоя для получения специальных эффектов в трехслойных системах ЛКМ.
Мы совершили краткий экскурс, чтобы напомнить: даже самые современные автоэмали не обеспечат качественную окраску кузова без тщательной его подготовки – и конвейерные технологии иллюстрируют это как нельзя лучше.
Нитроэмали
На заре автомобилестроения маляры использовали краски на основе природных смол, скипидара и олифы с добавками сажи и других пигментов. В двадцатые годы на смену таким краскам пришла нитроэмаль.
После окончания Первой мировой войны производственные мощности по выпуску пороха оказались незагруженными. Но химики быстро сообразили: пироксилин (тринитрат целлюлозы), применяемый в производстве пороха, и коллоксилин, идущий на изготовление нитролака – близнецы-братья! И тот, и другой являются сложными эфирами целлюлозы и азотной кислоты и различаются, в частности, содержанием азота. И вот многие пороховые заводы занялись выпуском киноплёнки, а также нитролаков и нитроэмалей на основе нитроцеллюлозы.
Напомним о некоторых свойствах нитроэмалей. Низкое содержание нелетучих веществ в растворе коллоксилина определяет малую толщину плёнки при высыхании, поэтому для получения качественного покрытия толщиной 75–125 мкм требуется наносить до десяти слоев эмали. Готовое покрытие стойко к действию температур в диапазоне от –40 до +60 °С. Если же нитроэмалевое покрытие нагреть до 100 °С и более, плёнка разрушится и даже может загореться.
Иногда спрашивают: за счёт чего происходит полимеризация нитроэмали? Запомним раз и навсегда: никакой полимеризации в нитроэмалях не происходит! Отверждение, а точнее высыхание, осуществляется за счет испарения летучих растворителей. Это чисто физический процесс. После высыхания образуется обратимая плёнка, которая может быть снова растворена в растворителе.
Для своего времени нитроэмали были, безусловно, хороши: они быстро высыхали при комнатной температуре и неплохо противостояли воздействию масел, бензина, солнечных лучей и атмосферных осадков. Правда, для сохранения высокого блеска они требовали частой полировки, но с этим приходилось мириться.
В советские времена правительственные ЗИЛы и «Чайки» окрашивали только нитроэмалями. Покрытия насчитывали до 12 слоёв, включая грунтовочные, и выглядели те «членовозы» великолепно. Правда, их почти непрерывно подкрашивали и полировали – благо было кому…
Под маркой НЦ нитроэмали выпускаются и по сей день. В сегодняшнем кузовном ремонте они применяются крайне редко, что неудивительно: по всем показателям, кроме цены, нитроэмали проигрывают современным ЛКМ. Мы же относимся к этим материалам с искренним уважением – все же они были первыми!
Алкидные эмали
Их у нас называют «эмалями воздушной сушки» – и вполне справедливо, о чем будет сказано далее. А пока несколько формальностей.
Алкидная эмаль – это суспензия пигментов в алкидных лаках с добавками модификаторов – в частности, растительных масел. И тут возникает закономерный вопрос: а что такое алкидные лаки? Пожалуйста, это растворы алкидных смол. Хорошо, а что такое «алкидные смолы»? Слово «алкидный» происходит от англ. alcohol – спирт и acid – кислота. Соответственно алкидные смолы получают на основе многоатомных спиртов и многоосновных кислот. Попутно заметим, что термина «алкид» в фундаментальной химии не существует, это термин из лексикона лакокрасочников.
К алкидным относятся и некоторые ремонтные автоэмали. Возможно, кто-то удивится: неужели ПФ-115 и звучные брендовые продукты стоят в одном ряду? Да, с точки зрения механизма отверждения это так. В отличие от нитроэмалей при сушке алкидных материалов параллельно протекают два процесса: испарение растворителя (физическая сушка) и химическое превращение компонентов связующего в пространственно-сшитый полимер. После полного отверждения растворить такую пленку невозможно, поэтому ее называют необратимой.
В банке с алкидной эмалью находится один компонент, способный к реакции, – это раствор алкидной смолы, модифицированный растительным маслом. От растительного масла продукту достаются «хвосты» высших жирных непредельных кислот, содержащих сопряженные двойные связи.
Второй компонент алкидных эмалей – это кислород воздуха. Благодаря его взаимодействию с указанными двойными связями образуется высокомолекулярное соединение, т. е. происходит отверждение. А поскольку каждая молекула алкидного компонента имеет несколько двойных связей, полимер получается «пространственно сшитым». Так что кислород – полноценный компонент связующего, его вполне можно считать отвердителем.
Маляры знают, что плёнка алкидной эмали хорошо сохнет сверху, а вот «вглубь» – хуже… Это характерно при отверждении кислородом – по мере высыхания его доступ вглубь слоя затрудняется. Поэтому задача производителя – применение технических решений, обеспечивающих равномерноe высыхание плёнки. А на совести автомаляра – делать покрытие равномерным по толщине.
Авторемонтные алкидные эмали конечно же имеют более высокое качество по сравнению с «дачной» ПФ-115. И сегодня на рынке есть очень неплохие алкидные авторемонтные эмали российского производства. Они еще послужат владельцам отечественных грузовиков и автобусов, особенно при весеннем обновлении внешнего вида. На конвейерах алкидные эмали не применяются.
Меламиноалкидные эмали
Наши мастера давно и упорно называют их «синтетикой». Почему? Никакого секрета: при создании алкидной части этих эмалей химики использовали синтетические жирные кислоты. Отсюда и пошло – «синтетика», «окрасить синтетикой».
Как и в предыдущем случае, при отверждении меламиноалкидных ЛКМ одновременно протекают два процесса: испарение растворителя и поликонденсация смол (образование необратимой плёнки). В поликонденсации участвуют два компонента – но до поры до времени они мирно соседствуют в банке и друг дружку не трогают. Что это за компоненты? Во-первых, это алкидная составляющая, модифицированная растительным маслом, во-вторых – меламинформальдегидная смола.
В отличие от эмалей воздушной сушки алкидная составляющая меламиноалкидных эмалей содержит мало двойных связей, но обязательно имеет реакционноспособные гидроксильные группы ОН, как у спирта.
В отличие от алкидных эмалей алкидная составляющая здесь практически не вступает в реакцию с кислородом воздуха. Но зато при повышении температуры упомянутые гидроксильные группы ОН начинают взаимодействовать с метилольными группами меламиноалкидной смолы. Вот она, изюминка! Реакция между двумя компонентами запускается при нагреве! Поэтому второе название меламиноалкидных эмалей – «эмали горячей сушки».
Внимательный читатель уже, наверное, догадался о преимуществах такого механизма: в отличие от кислородного отверждения алкидных эмалей полимеризация здесь проходит равномерно по всей глубине. В результате образуется надёжная необратимая плёнка с пространственной сшивкой по всем направлениям. Если же равномерность отверждения вглубь слоя отсутствует, это означает одно из двух: либо эмаль «левая», основанная на дешёвом алкидном ингредиенте (в результате инициативу перехватывает кислород воздуха), либо нарушен температурный режим (реакция не пошла).
Итак, при высокой температуре меламиноформальдегидная смола играет роль отвердителя. А каковы значения этой температуры? Никакого секрета: 150 °С – для грунтовок, 130 °С – для эмалей, например, для широко известной МЛ-1110.
Впрочем, существуют эмали с отверждением при 105 °С. В них применяется более реакционноспособная меламинформальдегидная смола – она-то и позволяет снижать температуру сушки. Но есть у таких ЛКМ и минусы – хранить их более года нельзя, поскольку даже при обычной температуре реакция хоть медленно, но протекает. Это своеобразная плата за повышенную реакционную способность смолы.
Меламиноалкидные эмали применяют для окраски автомобильных кузовов на заводских конвейерах. А вот в ремонтных целях их используют в соответствии с поговоркой «на безрыбье…».
Акриловые эмали
Не ищите в химических справочниках и энциклопедиях слово «акрил» – все равно не найдете. Этот термин является разговорным и означает «акриловый лак», «акриловая эмаль». Но прежде чем коснуться теории, посмотрим на тару, в которую разлиты акриловые ЛКМ.
В этой группе материалов компоненты связующего (плёнкообразователя) разнесены по разным банкам. В отличие от меламиноалкидных эмалей хранить их в одной ёмкости нельзя, они тут же вступят в реакцию. Первый компонент содержит раствор акрилового сополимера. Это высокомолекулярное вещество, продукт совместной полимеризации акриловых мономеров – акриловой и метакриловой кислот, а также их сложных эфиров (если кому интересно – метилакрилата, бутилакрилата, метилметакрилата, бутилметакрилата и др.). И что важно: в составе этого сополимера есть звенья с гидроксильными группами ОН – запомним это.
Теперь о втором компоненте, фактически – отвердителе. В его состав входит полиизоцианат. Но название названием, а нам важно знать, что он содержит изоцианатные группы O=C=N-, весьма и весьма реакционноспособные. И когда раствор сополимера и отвердитель соединяют, гидроксильная и изоционатная группы вступают в реакцию. Благодаря этому возникающая при полимеризации полиуретановая сетка получает пространственные сшивки.
В конечном итоге в отверждённой акриловой плёнке образуется полиуретан, придающий покрытию исключительно высокие потребительские свойства, в частности стойкость к атмосферным воздействиям и эластичность.
Описанная система носит название «акрил-уретановой». Такие материалы имеются в арсеналах всех известных окрасочных систем, как конвейерных, так и ремонтных.
Бывает и такой вопрос: можно ли отверждать акриловые ЛКМ изоцианатами, применяемыми в работе с меламиноалкидными эмалями? Нельзя! В акриловых системах сополимер и полиизоцианат тщательно подбираются друг к другу. Если взять другой отвердитель, получим другой полимер с совершенно иными свойствами.
Водорастворимые эмали
На рубеже веков человечество в хорошем смысле зациклилось на охране окружающей среды, озоновых дырах и глобальном потеплении. Тогда же в лакокрасочном мире родились два направления, позволяющих сократить выбросы ЛОС при производстве ЛКМ.
Первое – это материалы с высоким содержанием нелетучих веществ (вплоть до 100%). Наибольшее развитие они получили в Северной Америке*, именно оттуда пришло понятие HS (High Solid). Эта аббревиатура относится к ЛКМ, при нанесении которых в окружающую среду выделяется не более 420 г ЛОС на литр готового продукта.
Второе направление – это ЛКМ на водной основе. Наиболее интенсивно оно развивалось в Европе, а теперь становится господствующим во всем мире, включая Китай. В автомобилестроении первыми ЛКМ на водной основе были так называемые «окуночные» и анафорезные грунтовки. Кстати, в России такие материалы начали применять более 40 лет назад.
Затем на водной основе стали выпускать выравнивающие грунтовки и базисные эмали. Наибольший выигрыш по сокращению выбросов ЛОС даёт применение водных базисных эмалей, что понятно: в органоразбавляемых (мастера говорят – «сольвентных») базисных эмалях растворителей больше всего.
Общие принципы отверждения водоразбавляемых ЛКМ в общем-то те же, что и органоразбавляемых: физическая сушка и химическая реакция. Водные материалы существенно дороже органоразбавляемых. Правда, в Европе иной менталитет, экологический: «Я покупаю дорогой автомобиль, производство которого нанесло минимальный ущерб окружающей среде». Нам этого не понять. В Россию технологии нанесения водоразбавляемых ЛКМ не поставляются даже на автозаводы зарубежных фирм. Исключение – грунтовки. Что мешает? Законодательство, бедность, морозы? Ведь водорастворимые ЛКМ боятся холодов… Однозначного ответа нет.
Что касается своих разработок… Российские чиновники, предприниматели, инженеры и химики созданием отечественных ЛКМ на водной основе для автомобилей не озабочены. Значит, жизнь не заставила. Пока… не заставила.
Такова краткая ретроспекива развития автомобильных эмалей. От обратимой плёнки «нитро» через отверждаемое кислородом покрытие алкидных ЛКМ, через пространственную сетку «синтетики» к полиуретановой «сшивке» акриловых эмалей… «Нитро», «синтетика», «акрил»… И вот теперь – водорастворимые эмали, сохраняющие окружающую среду. Но нет предела совершенству. Пройдет немного времени, и появятся новые окрасочные материалы и технологии. И тогда мы опять вернемся к теме.
Растворители и разбавители
Растворитель и разбавитель – это не одно и то же, хотя и тот и другой применяются для получения требуемой вязкости ЛКМ.
Растворитель – понятие фундаментальное, он служит для получения истиного раствора, в котором молекулы растворенного вещества располагаются равномерно.
Разбавители, применяемые в лакокрасочной промышленности, строго говоря, не обязаны что-то растворять. Их задача – понижать вязкость, не приводя к расслоению и коагуляции разбавляемого продукта. Поэтому разбавители могут быть и несовместимыми с разбавляемым материалами.
Иногда свойство несовместимости разбавителей оказывается полезным: нарушение родственности изменяет форму макромолекул ЛКМ, они как бы «поджимают лапки», что очень эффективно снижает вязкость продукта. Разумеется, такие разбавители не должны отрицательно влиять на процесс формирования плёнки, и тут всю ответственность на себя принимает фирма, производящая разбавитель.
Несмотря на каталожное наименование «разбавитель», некоторые фирменные продукты с физико-химической точки зрения являются все же растворителями.
Ацетон, являясь растворителем, не пригоден для снижения вязкости ЛКМ – он слишком летуч и не обеспечивает оптимального высыхания плёнки при испарении. В лакокрасочной промышленности он применяется в качестве компонента сложного растворителя или разбавителя.
Катализаторы, инициаторы, отвердители
В публикациях на тему ЛКМ часто путают понятия «катализатор», «инициатор» и «отвердитель». В действительности это разные материалы и механизм их действия различен.
Как известно из школьного курса химии, катализатор увеличивает скорость химической реакции, но сам в реакцию не вступает. В акриловых системах используют катализаторы на основе органических аминов, ускоряющих реакцию уретанобразования.
Инициатор в отличие от катализатора участвует в реакции, генерируя радикалы, расходуется (распадается) сам и в конечном итоге входит в состав полимера. Пример: второй компонент (тюбик) в полиэфирных шпатлевках содержит именно инициатор.
И, наконец, об отвердителях. Отвердитель – это полноправный компонент связующего. Он не является ни катализатором, ни инициатором.
Покраска КАМАЗа
Грузовые автомобили, как и другой транспорт, нуждаются в грамотном обслуживании, к которым относится и окраска. КАМАЗы работают на стройках, используются для перевозки объемных и тяжелых грузов, поэтому часто требуется кузовной ремонт. Если все эти работы были сделаны по регламенту, на кабине и на других элементах кузова долгие годы не появится коррозия. Краска надежно ляжет на поверхность и защитит металл от контакта с влагой и грязью.
Предлагаем качественную покраску грузовиков – просто отправьте заявку в нашу компанию. Для таких работ мы используем надежное современное оборудование и даем гарантию на свои услуги. Окраска производится в несколько слоев, затем ложится лак для надежной изоляции кузова. Мы купим материалы, выполним подготовку и полную покраску. Подробности можете уточнить у менеджера по телефону или онлайн.

Когда требуется покраска?
Грузовые автомобили не только работают на стройках, но и выезжают на дороги общего пользования, поэтому их нужно вовремя обслуживать и производить покраску. От состояния деталей кузова зависит безопасность водителя, при такой защите кузов прослужит гораздо дольше. Если не заниматься покраской, средняя эксплуатация составит несколько лет в зависимости от условий. При своевременной обработке этот срок продлевается в 2-3 раза.
Приблизительная стоимость полной покраски автокрана Ивановец 45717 - 60000 рублей.
Покраска КАМАЗа требуется в следующих случаях:
- появление ржавчины на поверхности деталей;
- износ старого лакокрасочного покрытия;
- при покупке и установке новой кузовной детали;
- если техника попала в ДТП, деталь кузова подлежит восстановлению;
- при наличии сквозной коррозии.
В последнем случае требуются сварочные работы, которые также можно заказать в нашей компании. Мы предлагаем все услуги «под ключ», вы можете просто пригнать нам транспорт, поставить задачу и забрать готовую машину по завершению работ.
Сколько стоит покраска?
Цена зависит от сложности и объема работ – окраска одного нового элемента обойдется дешевле, чем полная перекраска кабины. Если требуется сварка и восстановление, то стоимость также вырастет. В любом случае, наши клиенты получают возможность заказать покраску недорого и на доступных условиях.
Подробную консультацию можно получить у менеджера компании. Контакты для связи есть на сайте – это телефон и электронная почта. Если у вас остались вопросы, свяжитесь с нами удобным способом. Ждем вашего звонка!
Окрашивание и сушка кабин Камаз
Для окраски кабин автомобилей применяют следующие виды краски: нитроцеллюлозные, пентафталевые, глифталевые и меламиноалкидные.
Кабины окрашивают методами воздушного и безвоздушного распыления, а также распылением в электрическом поле.
Безвоздушное распыление лакокрасочных материалов заключается в том, что краска подается в распылитель под большим давлением.
Окрашивание кабин в электрическом поле основано на физическом явлении переноса заряженных частиц (в данном случае лакокрасочных материалов) из распылителя на поверхность кабины, находящейся под положительным напряжением.
Лакокрасочное покрытие, нанесенное на поверхность кабины, показано на рис. 123.
Сушку лакокрасочного покрытия можно осуществлять естественным и искусственным способами.
Рис. 123. Лакокрасочное покрытие, нанесенное на поверхность кабины:
1 — металл кабины; 2 — слой грунта; 3 — зашпатлеванные неровные места; 4 — слой краски
Конвекционный способ сушки окрашенной поверхности осуществляется обдуванием ее горячим воздухом в сушильных камерах, оснащенных тепловентиляционными приборами.
Терморадиационная сушка основана на поглощении окрашенной поверхностью кабины инфракрасных лучей. Проникая через слой лакокрасочного покрытия, инфракрасные лучи с длиной волны от 3,5 до 5,0 мкм достигают металлической поверхности кабины и нагревают ее вследствие перехода лучистой энергии в тепловую.
При индукционном способе деталь помещается в индуктор и нагревается за счет вихревых токов, которые нагревают ее. При последних двух способах сушка производится от нижних слоев к верхним, что способствует лучшему улетучиванию растворителя. Кроме того, действие термического эффекта вызывает ускоренный процесс окисления, который протекает по всей толщине покрытия равномерно, а также процесс полимеризации, начинающийся с нижележащих слоев.
Какой краской красят раму камаза на заводе
Добавлено (29.03.2011, 08:59)
---------------------------------------------
Точно буду грунтовать, вот только не знаю какой грунт выбрать
очаги ржи будут всё равно потом. для того чтобы их максимально надолго исключить. было бы превосходно (если есть возможность такая) отпескоструить сначала раму и мосты, потом обработать преобразователем хуже не будет, взять сразу кусбасслак за основу грунта и потом елси че (но скорее всего и не понадобится) еще и краской обычной черной сверху пройти.
потому как никакая обычная мойка рамы и мостов перед грунтовкой и покраской не нейтрализует уже существующие очаги ржи. а шкурить раму с мостами это наверно полная засада. если бы я красил и не было пескоструя, я бы пару раз обработал Цинкарем до высыхания а потом сразу кусбачем. ИМХО
для бешенного сурка семь верст не крюк. -)
本田技研工業株式会社
и эвфемизмы у нас не запрещены.
Так и называется - Цинкарь. преобразователь ржавчины. типа кислоты хреновина такая. побрызгаешь всё и очень удивишься усё как новое будет. потом как высохнет сверху прям крась. ПРОВЕРЕНО
продается и на авторынке и в континенте. 90 р баночка. те на до банок 5 не меньше. чтоб все нормально пробрызгать. мож больше.
для бешенного сурка семь верст не крюк. -)
本田技研工業株式会社
и эвфемизмы у нас не запрещены.
Голый участок железа обработанный Цинкарем и оставленный примерно на 12 часов в условиях повышенной влажности (дождливая погода, но прямого попадания влаги не было) моментально покрылся рыжим налетом.
Сейчас тот же участок частично очищен до металла, обработан Кольчугой и оставлен для созерцания результата. Результат - несмотря на постоянное воздействие влаги процесс ржавления существенно замедлился но в то же время и не остановился. Собираюсь проделать операцию до конца, то есть покрасить.
Так вот хотелось бы узнать мнение более опытных в этом деле людей. Возможно это позволит сократить затраты и время на проведение опытов :-)
Читайте также: