
Камаз восстановление своими руками
Добавил пользователь Валентин П. Обновлено: 04.10.2024
Как научиться ремонтировать камаз

Наверняка каждый согласится с тем, что самые лучшие внедорожники выпускаются для нужд армии и именно поэтому, если вам нужен автомобиль, способный передвигаться по любым дорогам, то внимание необходимо…

Концерн PSA Peugeot Citroen не будет выпускать свои автомобили на заводе ЗИЛа Французский концерн отказался от выпуска своих моделей на мощностях завода ЗИЛ. Причиной такого решения послужили некоторые…
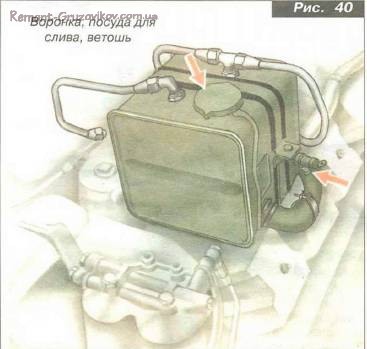
Для слива жидкости открыть кран системы отопления, снять паровоздушную пробку с горловины расширительного бачка и открыть сливные краны. Заливать в расширительный бачок охлаждающую жидкость до 2/3 его объема….

Обратить внимание на надежность закрепления пучков электропроводки скобами к лонжерону рамы. Проверка исправности электрической цепи выключателя сигнализатора засоренности масляного фильтра.

Смазать седельное устройство и опорную плиту седельного устройства. Смазать с помощью пресс-масленок оси губок и шарниры до выдавливания свежего смазочного материала из зазоров. Опорную плиту покрыть тонким слоем…

Закрепить клапан ограничения подъема на кронштейне поперечины надрамника. Шток клапана не должен быть искривлен. Регулировочный винт должен быть надежно застопорен контргайкой. Для регулировки угла подъема платформы автомобиля камаз…

Отработанное теплое масло из коробки передач сливать через три отверстия: два отверстия расположены в нижней части картера коробки передач, а одно – в нижней части картера делителя. Удалить…

Уровень масла должен быть между верхней и нижней метками указателя, не ввернутого в заливную горловину. Если уровень соответствует нижней метке указателя, долить масло до верхней метки.


При обслуживании воздухоочистителя необходимо очистить его фильтрующий элемент, предочиститель и бункер. Для очистки бункера от пыли снять крышку, отвернуть три гайки крепления, вывернув заглушки из отверстия в перегородке,…
5 секретов старого Камазиста.
Как работает делитель, и почему нельзя нагревать переднюю балку.
5 секретов старого Камазиста. Так называют некоторое недопонимание процессов которые происходят при ремонте автомобиля.Как работает делитель, и почему нельзя нагревать переднюю балку, как воспламеняется дизельное топливо в камере сгорания, почему нельзя доливать электролит в банки аккумулятора. В процессе работы часто встречаешься с мнениями относительно ремонта и эксплуатации автомобилей, но иногда становятся ошибочными Делюсь мнением по некоторым вопросам которые вызывают споры.
У Камаза нет пониженной передачи.
Многие считают, что делитель понижает передачу. зная как работает делитель можно сделать вывод что он не понижает, а повышает передачу. Если взять схему камазовского делителя, то на ней видно, что делитель передач работает в двух положениях. В первом синхронизатор переключения делителя блокирует первичный вал делителя с первичным валом коробки передач. В этом положении вращение от двигателя напрямую передаётся к КПП. Передача не повышается и не понижается. Фактически работает только КПП. Это положение и считается пониженной передачей. А на самом деле это прямая передача делителя. То есть двигатель передаёт на колеса максимальный крутящий момент. В этом положении делителя и рекомендовано работать с грузом при трогании с места и разгоне.
Схема работы делителя
Первичный вал КПП получает крутящий момент напрямую от двигателя, и подает её на промежуточный вал. А промежуточный вал в свою очередь передаёт вращение на шестерни выбранных передач, находящихся на вторичном валу. Фактически делитель не участвует в преобразовании крутящего момента в сторону увеличения или уменьшения оборотов вращения. И по этому справедливо сказать, что пониженная передача на делителе просто отсутствует.
При переключении синхронизатора в другое положение. Происходит отключение первичного вала КПП, и крутящий момент непосредственно на него не передаётся. По схеме видно, что при включении повышенной передачи синхронизатор блокирует первичный вал делителя и ведущей шестерни находящейся на нем. Вращение от этой шестерни передаётся на ведомую шестерню делителя. Она вращает промежуточный вал КПП. Так как диаметр ведущей шестерни делителя больше чем диаметр шестерни первичного вала КПП. Усилие крутящего момента от двигателя на промежуточный вал КПП становится меньше. Но при этом увеличивается частота вращения промежуточного вала Кпп, при тех же оборотах двигателя. То есть при включённой повышенной передаче усилие на мосты становится меньше. Скорость автомобиля при тех же оборотах двигателя увеличивается. Поэтому смело можно утверждать, что на камазе нет пониженной передачи. На полноприводном камазе пониженная передача присутствует. Это связано с наличием раздаточной коробки. На нем она просто необходима, для того чтобы преодолевать нагрузки связанные с бездорожьем.
Следующее заблуждение, которое приходилось слышать.
На камазе средний мост ведущий, а задний ведомый.
Это не так. Передаваемое усилие от двигателя на средний и задний мост одинаковое. Мосты равнозначны между собой. Но нагрузка регулируется при помощи меж осевого дифференциала. Конструкция меж осевого дифференциала представляет собой тот же принцип как и дифференциал в редукторах мостов. МОД необходим для того чтобы сгладить разность оборотов вращения редукторов. Если колеса одного из мостов находятся на твердой поверхности а колеса другого пробуксовывают . МОД как в случае меж колесного дифференциала посредством сателлитов перераспределяет нагрузку на мосты.
Мод находится на среднем мосту. Конструктивно вал заднего моста расположен внутри вала среднего моста и они оба соединяются с МОД. В МОД предусмотрена блокировка, Благодаря ей блокируются сателлиты дифференциала, и вращение на оба моста передаётся равномерно. Это положение используется для езды по бездорожью. При выезде камаза на ровную поверхность с твердым покрытием, МОД необходимо разблокировать. В противном случае произойдет поломка. Разрушится либо сам МОД. либо какой то редуктор моста, либо оборвётся полуось. Забывчивость дорого обходится. Благодаря работе МОД мосты равнозначны между собой и несут одинаковую нагрузку. И нельзя сказать. что один мост ведущий а другой ведомый.
Дизельное топливо в цилиндрах в ВМТ воспламеняется не от сжатия.
Ещё и 5 секретов старого камазиста одно очень интересное заблуждение связано с работой дизельного двигателя. Спросите любого водителя и он вам скажет что топливо в цилиндрах воспламеняется от сжатия при достижении поршнем ВМТ. Но это не совсем так. Дословно это объяснение звучит так, что форсунка подает топливо в цилиндр, поршень сжимает топливную смесь и происходит воспламенение.
Как происходит сжатие топливной смеси
На самом деле всё происходит с точностью наоборот. Поршень сжимает воздух поступивший в цилиндр. При сжатии воздух очень сильно нагревается до 900 градусов. Впрыск топлива происходит под давлением от 250 атм и выше. В результате капли топлива начинают испаряться.Температура возгорания дизельного топлива составляет 350 градусов. А при сжатийй температура воздуха достигает 700-900 градусов. Поэтому образовавшиеся от капель топлива пары мгновенно загораются. Но и это ещё не все. Впрыск происходит до того как поршень достиг ВМТ. А это значит, что топливо только загорелось. Максимальное давление горящего топлива, которое и заставляет двигатель работать, происходит в ВМТ.
Угол опережения зажигания
Именно по этому устанавливается раннее зажигание. При сжатии в ВМТ максимальное давление на поршень создаёт уже горяее топливо. С этим и связано наше бесконечное желание увеличить мощность двигателя за счет изменения угла опережения зажигания.
Для эффективной работы двигателя сжатое в вмт пламя должно иметь определенную температуру. Увеличивая угол опрержения зажигания мы увеличиваем время горения топлива а соответственно и температуру при которой происходит увеличение давления на поршень, уменьшая угол опережения мы снижаем температуру горения. Завышая или занижая температуру, горения мы снижаем мощность двигателя. Топливо либо не успевает разгореться, либо перегорает. Этим можно объяснить и необходимое изменение угла опережения зажигания при различных режимах работы двигателя.
При сильных нагрузках и работе на небольших оборотах угол можно сделать больше. Если двигатель работает на больших оборотах угол можно уменьшить. Самый оптимальный режим работы двигателя находится в пределах 10-15 градусов от вращения коленчатого вала. И если для улучшения работы двигателя мы выходим из этих пределов, то проблема скорее всего не в зажигании.
Например, низкая компрессия не даст возможности воздуху достичь нужной температуры при сжатии. И двигатель может просто не завестись. И тут хоть об крутись зажигание. Проблема либо в износе поршневой группы, либо клапана не держат давление. Забитый воздушный фильтр не даст возможности поступления необходимого объёма воздуха. Это также приведет к снижению мощности двигателя.
В итоге получается, что сжатие воздушно топливной смеси в дизеле не приводит к воспламенению топлива, топливо воспламеняется от трения топлива поданного под большим давлением и разогретого при сжатии воздуха.
Следующее моё наблюдение связано с выпрессовкой шкворней из передней балки. Ошибочно полагают, что сильный нагрев балки поможет проще выбить шкворень.
При снятии шкворней нагрев балки усложняет ситуацию.
Одним из 5 секретов старого камазиста возникавшие при снятии щкворней с балки. Если мы сильно нагреем балку, то шкворень уже не выбить. Закон подлости тут срабатывает практически всегда. Если с одной стороны шкворень вышел без проблем, то с другой обязательно он становится не подвижно. И что только не делай. Даже гидравлический съемник не всегда помогает. А в условиях гаража использования такого съёмника удовольствие достаточно дорогое. А мы со своей стороны еще сильнее усугубляем ситуацию, стараясь нагреть балку как можно сильнее. В этом и кроется ошибка.
Да нагрев бывает просто необходим. Между шкворнем и балкой происходит диффузия. То есть металлы как бы спаиваются между собой. Нагревая, мы разрушаем эту спайку, но шкворень все равно не выходит. А не выходит он уже по другой причине. Сильно нагрев балку мы также нагреваем и шкворень. От нагрева он расширяется, а так как находится внутри балки, остывает медленнее её. В результате балка ещё сильнее схватывает шкворень.
И выход в этой ситуации может быть только один. Дождаться пока балка и шкворень равномерно остынут. Принудительное охлаждение, как правило ни к чему не приводит. Многие сталкивались с тем что целый день впятером били били не выбили. А на утро легким ударом молотка шкворень выскакивает сам. Это связано именно с сильным нагревом балки и её последующим остыванием. Балку можно слегка нагреть но в последствии довести до полного остывания.
Следующее моё наблюдение связано с аккумуляторной батареей.
Нельзя повышать плотность электролита в АКБ доливанием его новой порции.
Подобное действие вызывает у меня протест в виду его бесполезности. И кроме как к разрушению пластин подобное действие больше ни к чему не приведёт. В банках залит объём электролита необходимого для всего срока действия аккумуляторной батареи. Серная кислота, содержащаяся в электролите не испаряется а испаряется только вода. Вот её и нужно постоянно доливать. А низкая плотность аккумулятора говорит только об одном что батарея разряжена. При эксплуатации автомобиля в городских условиях. В связи с небольшими пробегами. Генератор не успевает заряжать аккумулятор полностью.
Как поднять плотность электролита
Химические процессы происходящие в банках аккумулятора вызывают либо увеличение концентрации серной кислоты в электролите, либо её уменьшение. Низкая плотность электролита говорит о том. Что количество кислоты стало меньше, а значит аккумулятор разрядился, чтобы поднять плотность необходимо просто его зарядить, до получения нужной плотности электролита. Но зачастую это делать уже поздно. Потом у что из за несвоевременного обслуживания происходит либо разрушение пластин, либо сульфатация. Сульфатация, это когда пластины покрываются камнем, который не растворяется в электролите. Из за этого уменьшается рабочая площадь пластин. Существуют методы борьбы с сульфатацией. Путем кратковременного заряда и разряда батареи, так называемая «тренировка».
В процессе эксплуатации аккумулятор необходимо периодически обслуживать. Доливать дистиллированную воду, проверять плотность электролита и в случае низкой плотности ставит аккумулятор на зарядку. Эти простые действия значительно продлять срок службы аккумулятора.
У меня нет желания учить кого то, и уж тем более давать наставления. Просто я делюсь своим опытом. И эти 5 секретов старого камазиста скорее не укор, а желание помочь разобраться в проблеме. Понимание этих несложных вещей не раз выручало меня в дороге и в ремонте. Так например, если разорвало какой то редуктор, Не спеша можно доехать до базы без буксира. Достаточно снять полуоси на неисправном мосту, включить блокировку меж осевого дифференциала и ехать дальше. Один нюанс, МОД смазывается за счет вращения шестерен среднего моста. И в случае его поломки на длительное расстояние ехать нельзя, через 50-80 км МОД развалится.
Или например шкворень из балки можно выбивать сколько угодно времени, но результата не добиться, достаточно просто дождаться когда он остынет. Эти 5 секретов старого камазиста дают понимание как работает делитель, помогает в выборе оптимальной передачи при работе с грузом. Да и желательно продлить срок службы аккумулятора. Уж больно они дорогие.
Ремонт двигателя камаз 740 своими руками. Ремонт камаза своими руками
Ремонт КАМАЗа своими руками смотреть видео
Ремонт Камаза своими рукам
Дефектация и восстановление деталей двигателя КАМАЗ, руководство

Штангу толкателя проверяют на изгиб с помощью поверочной плиты и набора щупов. Допуск неплоскостности образующей стержня 0,6 мм. При большем изгибе деталь бракуют. Ослабление посадки наконечника в стержне штанги определяют от руки. При наличии дефекта следует обжать наконечник. Износ сферических поверхностей верхнего и нижнего наконечников проверяют на краску. Пятно контакта должно быть не менее 60 %. При меньшем пятне контакта сферические поверхности обрабатывают до устранения дефекта.
Распределительный вал бракуют при наличии обломов или трещин, а также биении средних опорных шеек относительно крайних более 0,035 мм.

Схема измерения поверхностей кулачков распределительного вала КАМАЗ (рис. 5.29)
При размере а (рис. 5.29) кулачков менее 35,45 мм или размере b менее 44,00 мм распределительный вал бракуют. При износе опорных шеек до диаметра менее 53,88 мм их обрабатывают до ремонтного размера:
I — 53,75 (-0,085)(-0,105) мм;
II — 53,50 (-0,085)(-0,105)мм:
III — 53,25 (-0,085)(-0,105)мм.
При диаметре опорных шеек менее 53,145 мм распределительный вал бракуют. При износе пятой опорной шейки до диаметра менее 41,92 мм ее обрабатывают до ремонтного размера 41,75 (-0,05)(-0,07), а при ее диаметре менее 41,68 мм распределительный вал бракуют. Его также бракуют при износе шейки под шестерню до диаметра менее 35,01 мм и износе шпоночного паза по ширине до размера менее 5,01 мм.
Корпус подшипника распределительного вала в сборе бракуют при наличии обломов или трещин и ослаблении посадки втулки, устанавливаемом при легких ударах медным молотком. При износе отверстия во втулке до диаметра более 42,02 мм ее заменяют и обрабатывают под начальный (42+ 0,015 мм) или ремонтный (41 +0,015 мм) размер в зависимости от размера шейки вала.
Шестерню распределительного вала бракуют при наличии разрушения рабочих поверхностей зубьев, износе зубьев по толщине до размера менее 4,35 мм, износе отверстия под шейку вала до диаметра более 35,01 мм. При износе шпоночного паза по ширине до размера более 5,10 мм фрезеруют новый паз под углом 180° к изношенному либо выбраковывают шестерню.
Коллектор выпускной бракуют при наличии обломов фланцев крепления или трещин. При износе отверстия под соединительную втулку до диаметра более 52,03 мм его обрабатывают до ремонтного размера 53 (+0,03)мм, при значении более 53,03 мм коллектор бракуют. Коробление поверхности фланца крепления трубы глушителя устанавливают на поверочной плите с помощью щупа. Допуск неплоскостности поверхности 0,12 мм. При большем значении поверхность обрабатывают до устранения дефекта.
Втулку соединительную выпускного коллектора бракуют при наличии обломов или трещин. При износе посадочных поверхностей втулки до диаметра менее 52,0 мм, а втулки ремонтного размера — до диаметра менее 53,00 мм втулку бракуют.
Патрубок выпускного коллектора бракуют при наличии обломов или трещин. При износе отверстия под втулку до диаметра более 52,07 мм его обрабатывают до ремонтного размера 53 (+0,046)мм, при значении более 53,07 мм патрубок бракуют.
Масляный поддон картера блока цилиндров восстанавливают сваркой при наличии пробоин или трещин и нарушении сварных соединений. Коробление поверхности прилегания к блоку цилиндров устанавливают на поверочной плите с помощью щупов. Допуск неплоскостности поверхности 2,0 мм. При большем значении, а также при наличии вмятин на стенках и перегородках поддон правят.
Шестерню ведущую привода распределительного вала в сборе с промежуточной шестерней бракуют при наличии выкрашивания рабочих поверхностей зубьев, износе зубьев по толщине до размера менее 4,35 мм (у обеих шестерен), износе посадочного отверстия под подшипник до диаметра более 62,05 мм. При ослаблении посадки шестерен, устанавливаемой при легких ударах медным молотком, шестерни бракуют.
Ось ведущей шестерни привода распределительного вала бракуют при наличии обломов или трещин и износе шейки под подшипник по наружному диаметру до размера менее 29,95 мм.
Вал ведомой шестерни привода ТНВД бракуют при наличии обломов или трещин, износе посадочных поверхностей под подшипники до размера менее 24,99 мм (наружного подшипника) и 34,99 мм (внутреннего), при задирах или износе шеек вала под сальники до диаметра менее 19,8 мм. При износе шпоночного паза по ширине до размера более 5,1 мм фрезеруют новый паз под углом 180° к изношенному либо выбраковывают вал. Износ конической поверхности определяют калибром с конусностью 1:5 при диаметре конуса 18 мм в плоскости А на длине b = 91 ± 0,23 мм (рис. 5.30).

Схема измерения износа конической поверхности вала ведомой шестерни привода ТНВД КАМАЗ (рис. 5.30)
При смещении торца калибра относительно большого диаметра конуса более 1,5 мм вал бракуют.
Корпус переднего подшипника бракуют при наличии обломов или трещин, износе отверстия под подшипник до размера более 62,06 мм и износе наружной посадочной поверхности до диаметра менее 74,95 мм.
Корпус заднего подшипника бракуют при наличии обломов или трещин, износе отверстия под подшипник до размера более 72,06 мм и износе отверстия под манжету до диаметра более 42,1 мм.
Передний фланец ведущей полу муфты привода ТНВД бракуют при наличии обломов или трещин, износе отверстия под ведущую полумуфту до диаметра более 22,03 мм и износе шпоночного паза по ширине до размера более 5,1 мм.
Задний фланец ведущей полумуфты привода ТНВД бракуют при наличии обломов или трещин и износе шпоночного паза по ширине до размера более 5,1 мм.
Полумуфту ведущую привода ТНВД бракуют при наличии обломов или трещин и износе шейки под фланец ведущей полумуфты до диаметра менее 21,857 мм. При износе шпоночного паза по ширине до размера более 5,1 мм фрезеруют новый паз под углом 180° к изношенному либо выбраковывают полумуфту.
Коллектор впускной правый и левый бракуют при наличии обломов или трещин. Коробление сопрягаемых поверхностей устанавливают на поверочной плите с помощью щупов. Допуск неплоскостности поверхностей 0,15 мм. При большем значении поверхности обрабатывают до устранения дефекта, не допуская уменьшения толщины привалочных плоскостей до размера менее 8 мм. При невозможности устранения дефекта коллектор бракуют.
Патрубок соединительный впускных коллекторов бракуют при наличии обломов или трещин. Коробление поверхностей фланцев крепления патрубка к впускным коллекторам устанавливают с помощью металлической поверочной линейки и щупов. Допуск неплоскостности фланцев 0,15 мм. При большем значении фланцы обрабатывают до устранения дефекта, не допуская уменьшения размера а (рис. 5.31) до значения менее 66,0 мм. При невозможности устранения дефекта патрубок бракуют.

Патрубок соединительный впускных коллекторов в сборе КАМАЗ (рис. 5.31)
Трубу водяную правую и левую бракуют при наличии обломов или трещин. Коробление поверхности прилегания к головкам цилиндров устанавливают на поверочной плите с помощью щупа. Допуск неплоскостности поверхностей 0,15 мм. При большем значении поверхности обрабатывают до устранения дефекта, не допуская уменьшения размера а (рис. 5.32) до значения менее 47 мм. При невозможности устранения дефекта трубу бракуют, как и при кавитационных разрушениях водоотводящих поясков, если размеры b и с менее 3,5 мм.

Труба водяная КАМАЗ (рис. 5.32)
Патрубок водяной коробки бракуют при наличии обломов, трещин, а также раковин на внутренней поверхности и разрушении кромок патрубка, затрагивающих более половины толщины стенки. Коробление поверхности прилегания патрубка к водяной коробке устанавливают на поверочной плите с помощью щупа. Допуск неплоскостности поверхности 0,15 мм. При большем значении поверхность обрабатывают до устранения дефекта, не допуская уменьшения толщины прилива до размера менее 28,5 мм. При невозможности устранения дефекта патрубок бракуют.
Коробку водяную бракуют при наличии обломов и трещин. Коробление привалочной плоскости устанавливают на поверочной плите с помощью щупа. Допуск неплоскостности поверхности 0,1 мм. При большем значении привалочную плоскость обрабатывают до устранения дефекта, не допуская уменьшения её толщины до размера менее 6 мм. При невозможности устранения дефекта коробку бракуют.
Трубы перепускные (подводящую и соединительную) бракуют при наличии раковин на внутренней поверхности глубиной более 1,0 мм и кавитационных разрушениях: наружных посадочных поверхностей при разрушениях глубиной 0,1 мм на расстоянии 5 мм друг от друга; концевых поясков при разрушениях на длине 10 мм в двух местах по окружности.
Восстановление блоков цилиндров двигателей
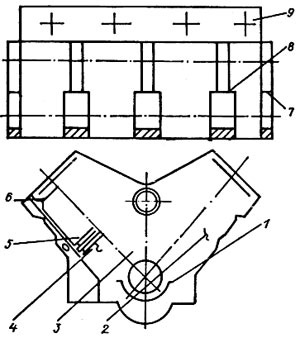
Блоки цилиндров относятся к классу корпусных деталей. У двигателей КамАЗ-740 блок цилиндров отливается V-образной монолитной конструкцией из серого чугуна СЧ 21-40, а крышки подшипников — из ковкого чугуна КЧ 35-10. Места посадки гильз цилиндров подшипников коленчатого вала и втулок распределительного вала точно обработаны.
При изготовлении блок цилиндров растачивается вместе с крышками коренных опор, поэтому крышки невзаимозаменяемые, их необходимо устанавливать на те места, с которых они были сняты. Картерная часть блока соединяется с крышками коренных опор поперечными болтами.
Блоки цилиндров после мойки подвергаются дефектации. Дефектации блоков производится на основании Технических условий на контроль, сортировку и восстановление деталей (табл. 11).
Возможными дефектами блока цилиндров могут быть:
- коробление поверхности сопряжения с головками цилиндров;
- деформация или износ гнезд под вкладыши коренных подшипников коленчатого вала и втулок распределительного вала;
- деформация или износ верхнего посадочного пояса под гильзу;
- износ резьбовых отверстий;
- пробоины стенок блока, трещины масляной магистрали и трещины перемычек и посадочных мест под гильзы.
Изношенные посадочные пояски в блоке под гильзы цилиндров растачиваются под ремонтный размер. Размеры посадочных поясков представлены в табл. 17.
17. Ремонтные размеры посадочных поясков в блоке под гильзы цилиндров
Посадочное отверстие, мм
Допустимый (без ремонта)
Изношенные внутренние поверхности отверстий под толкатели восстанавливаются развертыванием под ремонтный размер на радиально-сверлильном станке.
Поврежденные резьбы в блоке цилиндров восстанавливаются постановкой резьбовых ввертышей.
Блоки цилиндров, имеющие коробление поверхности сопряжения с головками цилиндров более 0,08 мм, восстанавливаются после установки блока цилиндров в приспособление шлифованием плоскости на горизонтальном плоскошлифовальном ставке до устранения коробления плоскости разъема.
Неплоскостность поверхностей головок цилиндров контролируется на поверочной плите щупом. Щуп, вставленный между головкой и поверочной плитой, по толщине должен быть не более 0,07 мм.
После восстановления блок цилиндров должен отвечать следующим техническим требованиям:
- при испытании на герметичность водой под давлением не менее 0,4 МПа подтекание воды не допускается;
- крышки коренных подшипников не должны быть разукомплектованы с блоком цилиндров.
Расстояние между осями коленчатого вала и промежуточной шестерни 157,5±0,03 мм, а распределительного вала промежуточной шестерни — 112,5±0,03 мм (замеряется индикаторным приспособлением).
Заварка трещин в блоках цилиндров
Трещины на стенках блока цилиндров завариваются или заделываются эпоксидными композициями.
Заварку трещин можно вести с подогревом или без подогрева. Перед заваркой концы трещин засверливаются сверлом диаметром 5 мм и только после этого разделываются по всей длине под углом 90—120 ° на 4/5 толщины стенки с помощью шлифовальной машинки.
Шлаковые включения и раковины не допускаются.
Заварка трещин без подогрева производится электродуговой сваркой постоянным током обратной полярности полуавтоматом А-547 электродной проволокой марки МНЖКТ диаметром 1,2 мм в среде аргона. В процессе заварки не допускается нагрев детали выше 60°С.
Режим заварки трещин: сила сварочного тока — 125—150 А; напряжение — 27—30 В; давление аргона у сварочной дуги — 0,3—0,5 МПа.
Для заварки трещин без применения защитного газа применяются электроды следующих марок: ПАНЧ-11, МНЧ-1, ОЗЧ-1, АНЧ-1, ЦЧ-3 и ЦЧ-4.
Режим сварки: сила сварочного тока — 130 А; напряжение — 36 В; твердость наплавленного слоя — НВ 170.
Заделка трещин в блоках цилиндров эпоксидной композицией
Заделка трещин эпоксидной композицией производится следующим образом:
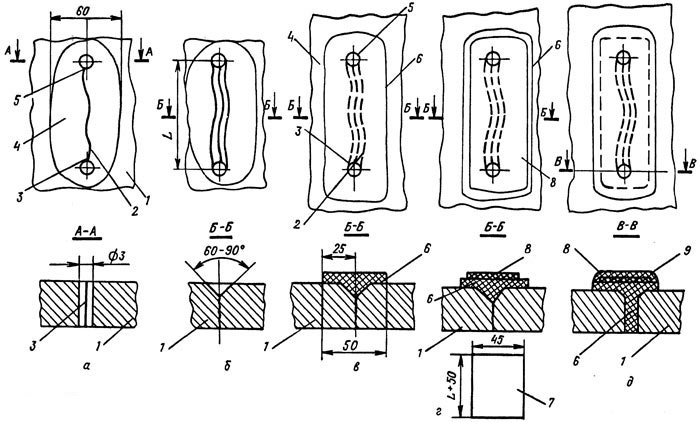
Рис. 40. Последовательность выполнения операций заделки трещин поврежденной детали:
а — сверление концов трещины; б — зачистка поверхности детали вокруг трещины, разделка трещины и обезжиривание на удалении до 300 мм от трещины; в — заполнение разделанной трещины клеевой композицией; г — укрепление клеевой композиции слоем стеклоткани; д — наложение верхнего слоя клеевой композиции; L — длина трещины; 1 — деталь; 2 — трещина в детали; 3, 5 — засверленные концы трещины; 4 — зачищенная поверхность; 6 — слой клеевой композиции; 7 — заготовка стеклоткани; 8 — укрепление слоя клеевой композиции стеклотканью; 9 — верхний слой клеевой композиции
Пробоины на стенке блока заделываются наложением заплат из стеклоткани толщиной 0,3 мм на первый слой эпоксидной композиции. Заплаты должны перекрывать пробоину на 15—20 мм. Сверху заплаты наносится второй слой эпоксидной композиции. После этого производится отверждение эпоксидной композиции.
Операционная карта заделки трещин клеевой композицией представлена в табл. 12, а последовательность выполнения операции показана на рис. 40.
12. Операционная карта заделки трещин на наружной стенке блока цилиндров клеевой композицией
Время операции, мин
Инструменты и приспособления
Сверление по концам трещины 2 отверстий диаметром 2—3 мм, установка пробок в отверстия
Электродрель, сверло диаметром 2—3 мм, шлифовальная машина
Медные или алюминиевые заглушки, изготовленные из проволоки
Снятие на трещине фаски под углом 60—90° на глубину 2—3 мм вдоль трещины по всей ее длине
Шлифовальная машинка с гибким валом
Шлифовальный круг зернистостью 46—60, твердостью СМ1, СМ2
Зачистка поверхности блока цилиндров на расстоянии 20—30 мм по обе стороны трещины до металлического блеска
Шлифовальная машинка с гибким валом и круглым диском-щеткой
Диск с металлической щеткой
Обезжиривание и просушка очищенного участка и трещины при температуре 20 °С
Ацетон, бензин, ветошь
Приготовление эпоксидной композиции
Шпатель, полиэтиленовый стаканчик
Эпоксидная смола, наполнитель — чугунный порошок, пластификатор ДБФ и отвердитель ПЭПА
Нанесение клеевой композиции на подготовленную поверхность
Наложение заплаты на нанесенный слой клеевой композиции
Заплата из стеклоткани
Нанесение на заплату окончательного слоя эпоксидной композиции

Автомобили КАМАЗ имеют заднюю подвеску, оснащённую балансирным устройством, которое запрессовано в кронштейн, являющийся частью оси балансира, играя роль стяжки. Рессоры оборудованы съёмными опорами. Расположенные снизу реактивные рычаги, повышающие ремонтоспособность, также являются съёмными. Для фиксации опор, чтобы воспрепятствовать их перемещению, применяются установочные пластины. Чтобы ограничить ход мостов в нижнем направлении, опоры рессор оснащены ограничителями качки мостов.
Ремонт балансиров КАМАЗ, включая ремонт и восстановление оси балансира КАМАЗ, подразумевает проверку прежде всего состояния рессор, реактивных тяг, балансирных башмаков, а также стремянок. При износе втулок башмаков, относящихся к балансирному устройству, когда уровень износа превышает допустимый, следует провести шлифовку осей до удаления признаков износа и монтировать ремонтные втулки, имеющие уменьшённый внутренний диаметр.
Ремонт балансира КАМАЗ своими руками
В случае выявления трещин в листах рессор требуется замена их коренными листами толщиной от 12 мм (номинальная) до 18 мм (максимальная). Рекомендуется определение размеров листа с помощью рулетки и штангенциркуля, чтобы предоставить продавцу точные данные. Во время сборки рессор необходимо смазать смазкой на графитовой основе трущиеся листовые поверхности, смазать пальцы на передних рессорах. Установка задних и передних рессор на авто осуществляется попарно, разница прогиба не должна превышать 1 см.
Схема оси балансира КАМАЗ

Порядок действий при регулировке осевого зазора башмака балансира
- Поднять авто за раму, установить его на подставки, сделать возможным поворачивание балансира путём отделения концов рессоры, расположенной сзади, от мостовых опор, либо путём снятия рессоры.
- Заворачивание разрезной гайки таким образом, чтобы исключить поворачивание балансира от руки.
- Отворачивание гайки на одну шестую части оборота, затягивание стяжного болта и проверка возможности ручного поворачивания балансира; в случае невозможности его поворачивания следует дополнительно отпустить разрезную гайку, заранее ослабив болт для стяжки.
Износ щечек под рессору
Износ втулок балансира является самым распространенным «недугом». Второй проблемой становится износ щечек под рессору. Между втулками и осью балансира допускается зазор (по паспорту завода производителя – около 1 миллиметра). При таком зазоре на самом деле на втулку действуют большие нагрузки, в особенности при разворотах.
Есть четыре вида втулок из различных материалов: алюминиевые с цинком, бронзовые втулки, обычные пластиковые и алюминиевые. В нашей компании чаще применяются втулки из бронзы и сплава алюминия с цинком.
Дело в том, что ось балансира пребывает в нормальном состоянии, т.е. по цилиндричности ее износ составляет 0,1-0,2 миллиметра, в таком случае идеально подходят втулки с цинком, которые довольно прочны и в полтора раза дешевле бронзовых, однако они довольно хрупки (на них на изношенных осях откалывается «буртик»).
Когда ось изношена больше чем на 0,2 миллиметра, рекомендуется при капремонте КАМАЗа применять бронзовые втулки, потому что бронза является более вязкой, чем цинк, и способна выдерживать большие нагрузки, в особенности при разворотах. Пластиковые и алюминиевые втулки не применяются, потому что детали не выдерживают нагрузок и после двух лет эксплуатации их перебивает.
Следует поговорить о расточке втулок и зазорах. Прежде всего, необходимо правильно подбирать втулки по размерам, а точнее, по внутреннему и наружному диаметрам.
Для плотной запрессовки втулки в балансир она должна иметь наружный диаметр 100,2-100,3 миллиметра, на бронзовых втулках допускается размер до 100,5 миллиметра. Втулка должна иметь внутренний диаметр на 0,5-1 миллиметр меньше номинала для качественной расточки балансира с втулками.

Расточка втулок
Расточка втулок на токарном станке и дальнейшая запрессовка не дадут необходимого результата, потому что балансир довольно часто имеет конусное и эллипсоидное посадочное место, по наружному диаметру втулка также имеет припуск в 0,2-0,3 миллиметра, поэтому после проведения запрессовки втулок с 2-х сторон соосность между ними не будет идеальной, внутренний размер втулки повторит все погрешности балансира, и в результате окажется почти невозможен подгон по диаметру оси. Именно поэтому втулки запрессовываются в балансир, устанавливаются на расточный станок, затем рассчитываются с 1-ой установки одновременно две втулки.
Втулки должны иметь рассчитываемый диаметр больше на 0,05-0,08 миллиметра, чем ось балансира. Если стандартная ось имеет диаметр 88, то посадочное место в балансире будет обладать размером 88,05-88,08. Чем зазор между втулками и осью меньше, тем больше времени потребуется для ее износа до критических размеров.
С каждой десятой миллиметра износа втулки в разы увеличивается скорость износа, потому что из-за зазора балансир может качаться в различных плоскостях, изнашивая ось и втулки. Потому практика нашей компании позволяет говорить, что до замены втулок балансира максимальный зазор должен быть не больше 0,5 миллиметра.
Износ оси балансира
Следует коснуться и темы износа оси балансира. Технологическая процедура изготовления осей балансира достаточно сложна и может осуществляться лишь в заводских условиях. Сложность заключается в том, что это не просто токарная шлифовка, обработка концов под башмаки и запрессовка в кронштейны, но и термическая обработка участков под втулки.
Идеальна ситуация была в советские времена, когда места под втулки закаливались, цементировались и шлифовались. Пространства под втулки имеют твердость 62-64 HRc по Роквеллу, что равно твердости напильника. Втулка балансира – это более мягкий материал, она является сменным элементом. Из-за того что в старых башмаках втулки смазывали «талом», который заливался внутрь, обеспечивалось хорошее скольжение, твердость осей не позволяла материалу втулки на нее наклепать.
При своевременной замене втулки башмака и непускании смазки ось могла служить до 30 лет, с меньшим износом (до 0,2 миллиметра). В современных условиях без потере культуры производства и без контроля качества надёжность запчастей не может выдержать критики, поэтому не удивительно, что оси балансира не обрабатываются термически на новых грузовиках, на которых износ оси за 2 года составляет до 1 миллиметра.
В таких башмаках смазка предусматривается лишь через тавотницы, нет сальников. Потому, когда в башмак попадает влага и несвоевременно прокачивается, во втулках накапливаются ржавчина и грязь, что влияет на износ оси, как наждак. Кроме того при наших перегрузках автомобилей, в особенности зерновозов, грузящихся как железнодорожные вагоны, втулки из пластика перебивает ось, доставая до тела башмака.
В основном ось балансира вырабатывается бочкообразно и снизу, однако часть её, где отсутствует соприкосновение с втулками, не изнашивается (это зазор в 20 миллиметров, где в башмаке втулки имеют расстояние между собой). Поэтому и при износе оси размер втулок башмака при замене должен быть стандартным, иначе они не смогут сесть на своё место.
Снимать или нет?
В нашей компании практикуется подработка оси на месте без снятия её с автомобиля. При выполнении капремонта двс КАМАЗ используются шлифмашинка, угольник, лекальная линейка или микрометр и ось выравнивается в пределах 87,5 миллиметра по цилиндричности. Так продлевают жизнь оси.
Другой вариант подразумевает снятие оси с автомобиля, установку ее на круглошлифовальный станок, шлифовку шейки под места втулок. Зависимо от износа рекомендуемый размер составляет до 86 миллиметров. В башмак прессуют ремонтные втулки и растачивают по размер оси, втулки для ремонта заказывают.
В таком случае цементовка уходит, ось становится «сырой», однако восстанавливается по цилиндричности. Подобные оси рекомендованы для установки на самосвалы, где нагрузки на ось меньше, чем у зерновозов.
Третий способ предполагает проточку, наплавку и шлифовку оси. Мастера нашей компании сделали большое количество подобных осей и оказались от данного способа. Многие оси ломаются, при наплавке изменяется структура металла и ось не выдерживает нагрузок.
Автомобили КАМАЗ имеют заднюю подвеску, оснащённую балансирным устройством, которое запрессовано в кронштейн, являющийся частью оси балансира, играя роль стяжки. Рессоры оборудованы съёмными опорами. Расположенные снизу реактивные рычаги, повышающие ремонтоспособность, также являются съёмными. Для фиксации опор, чтобы воспрепятствовать их перемещению, применяются установочные пластины. Чтобы ограничить ход мостов в нижнем направлении, опоры рессор оснащены ограничителями качки мостов.
Ремонт балансиров КАМАЗ, включая ремонт и восстановление оси балансира КАМАЗ, подразумевает проверку прежде всего состояния рессор, реактивных тяг, балансирных башмаков, а также стремянок. При износе втулок башмаков, относящихся к балансирному устройству, когда уровень износа превышает допустимый, следует провести шлифовку осей до удаления признаков износа и монтировать ремонтные втулки, имеющие уменьшённый внутренний диаметр.
Ремонт балансира КАМАЗ своими руками
В случае выявления трещин в листах рессор требуется замена их коренными листами толщиной от 12 мм (номинальная) до 18 мм (максимальная). Рекомендуется определение размеров листа с помощью рулетки и штангенциркуля, чтобы предоставить продавцу точные данные. Во время сборки рессор необходимо смазать смазкой на графитовой основе трущиеся листовые поверхности, смазать пальцы на передних рессорах. Установка задних и передних рессор на авто осуществляется попарно, разница прогиба не должна превышать 1 см.
Схема оси балансира КАМАЗ
Порядок действий при регулировке осевого зазора башмака балансира
- Поднять авто за раму, установить его на подставки, сделать возможным поворачивание балансира путём отделения концов рессоры, расположенной сзади, от мостовых опор, либо путём снятия рессоры.
- Заворачивание разрезной гайки таким образом, чтобы исключить поворачивание балансира от руки.
- Отворачивание гайки на одну шестую части оборота, затягивание стяжного болта и проверка возможности ручного поворачивания балансира; в случае невозможности его поворачивания следует дополнительно отпустить разрезную гайку, заранее ослабив болт для стяжки.
Износ щечек под рессору
Износ втулок балансира является самым распространенным «недугом». Второй проблемой становится износ щечек под рессору. Между втулками и осью балансира допускается зазор (по паспорту завода производителя – около 1 миллиметра). При таком зазоре на самом деле на втулку действуют большие нагрузки, в особенности при разворотах.
Есть четыре вида втулок из различных материалов: алюминиевые с цинком, бронзовые втулки, обычные пластиковые и алюминиевые. В нашей компании чаще применяются втулки из бронзы и сплава алюминия с цинком.
Дело в том, что ось балансира пребывает в нормальном состоянии, т.е. по цилиндричности ее износ составляет 0,1-0,2 миллиметра, в таком случае идеально подходят втулки с цинком, которые довольно прочны и в полтора раза дешевле бронзовых, однако они довольно хрупки (на них на изношенных осях откалывается «буртик»).
Когда ось изношена больше чем на 0,2 миллиметра, рекомендуется при капремонте КАМАЗа применять бронзовые втулки, потому что бронза является более вязкой, чем цинк, и способна выдерживать большие нагрузки, в особенности при разворотах. Пластиковые и алюминиевые втулки не применяются, потому что детали не выдерживают нагрузок и после двух лет эксплуатации их перебивает.
Следует поговорить о расточке втулок и зазорах. Прежде всего, необходимо правильно подбирать втулки по размерам, а точнее, по внутреннему и наружному диаметрам.
Для плотной запрессовки втулки в балансир она должна иметь наружный диаметр 100,2-100,3 миллиметра, на бронзовых втулках допускается размер до 100,5 миллиметра. Втулка должна иметь внутренний диаметр на 0,5-1 миллиметр меньше номинала для качественной расточки балансира с втулками.
Расточка втулок
Расточка втулок на токарном станке и дальнейшая запрессовка не дадут необходимого результата, потому что балансир довольно часто имеет конусное и эллипсоидное посадочное место, по наружному диаметру втулка также имеет припуск в 0,2-0,3 миллиметра, поэтому после проведения запрессовки втулок с 2-х сторон соосность между ними не будет идеальной, внутренний размер втулки повторит все погрешности балансира, и в результате окажется почти невозможен подгон по диаметру оси. Именно поэтому втулки запрессовываются в балансир, устанавливаются на расточный станок, затем рассчитываются с 1-ой установки одновременно две втулки.
Втулки должны иметь рассчитываемый диаметр больше на 0,05-0,08 миллиметра, чем ось балансира. Если стандартная ось имеет диаметр 88, то посадочное место в балансире будет обладать размером 88,05-88,08. Чем зазор между втулками и осью меньше, тем больше времени потребуется для ее износа до критических размеров.
С каждой десятой миллиметра износа втулки в разы увеличивается скорость износа, потому что из-за зазора балансир может качаться в различных плоскостях, изнашивая ось и втулки. Потому практика нашей компании позволяет говорить, что до замены втулок балансира максимальный зазор должен быть не больше 0,5 миллиметра.
Износ оси балансира
Следует коснуться и темы износа оси балансира. Технологическая процедура изготовления осей балансира достаточно сложна и может осуществляться лишь в заводских условиях. Сложность заключается в том, что это не просто токарная шлифовка, обработка концов под башмаки и запрессовка в кронштейны, но и термическая обработка участков под втулки.
Идеальна ситуация была в советские времена, когда места под втулки закаливались, цементировались и шлифовались. Пространства под втулки имеют твердость 62-64 HRc по Роквеллу, что равно твердости напильника. Втулка балансира – это более мягкий материал, она является сменным элементом. Из-за того что в старых башмаках втулки смазывали «талом», который заливался внутрь, обеспечивалось хорошее скольжение, твердость осей не позволяла материалу втулки на нее наклепать.
При своевременной замене втулки башмака и непускании смазки ось могла служить до 30 лет, с меньшим износом (до 0,2 миллиметра). В современных условиях без потере культуры производства и без контроля качества надёжность запчастей не может выдержать критики, поэтому не удивительно, что оси балансира не обрабатываются термически на новых грузовиках, на которых износ оси за 2 года составляет до 1 миллиметра.
В таких башмаках смазка предусматривается лишь через тавотницы, нет сальников. Потому, когда в башмак попадает влага и несвоевременно прокачивается, во втулках накапливаются ржавчина и грязь, что влияет на износ оси, как наждак. Кроме того при наших перегрузках автомобилей, в особенности зерновозов, грузящихся как железнодорожные вагоны, втулки из пластика перебивает ось, доставая до тела башмака.
В основном ось балансира вырабатывается бочкообразно и снизу, однако часть её, где отсутствует соприкосновение с втулками, не изнашивается (это зазор в 20 миллиметров, где в башмаке втулки имеют расстояние между собой). Поэтому и при износе оси размер втулок башмака при замене должен быть стандартным, иначе они не смогут сесть на своё место.
Снимать или нет?
В нашей компании практикуется подработка оси на месте без снятия её с автомобиля. При выполнении капремонта двс КАМАЗ используются шлифмашинка, угольник, лекальная линейка или микрометр и ось выравнивается в пределах 87,5 миллиметра по цилиндричности. Так продлевают жизнь оси.
Другой вариант подразумевает снятие оси с автомобиля, установку ее на круглошлифовальный станок, шлифовку шейки под места втулок. Зависимо от износа рекомендуемый размер составляет до 86 миллиметров. В башмак прессуют ремонтные втулки и растачивают по размер оси, втулки для ремонта заказывают.
В таком случае цементовка уходит, ось становится «сырой», однако восстанавливается по цилиндричности. Подобные оси рекомендованы для установки на самосвалы, где нагрузки на ось меньше, чем у зерновозов.
Третий способ предполагает проточку, наплавку и шлифовку оси. Мастера нашей компании сделали большое количество подобных осей и оказались от данного способа. Многие оси ломаются, при наплавке изменяется структура металла и ось не выдерживает нагрузок.
5 секретов старого Камазиста.
Как работает делитель, и почему нельзя нагревать переднюю балку.
5 секретов старого Камазиста. Так называют некоторое недопонимание процессов которые происходят при ремонте автомобиля.Как работает делитель, и почему нельзя нагревать переднюю балку, как воспламеняется дизельное топливо в камере сгорания, почему нельзя доливать электролит в банки аккумулятора. В процессе работы часто встречаешься с мнениями относительно ремонта и эксплуатации автомобилей, но иногда становятся ошибочными Делюсь мнением по некоторым вопросам которые вызывают споры.
У Камаза нет пониженной передачи.
Многие считают, что делитель понижает передачу. зная как работает делитель можно сделать вывод что он не понижает, а повышает передачу. Если взять схему камазовского делителя, то на ней видно, что делитель передач работает в двух положениях. В первом синхронизатор переключения делителя блокирует первичный вал делителя с первичным валом коробки передач. В этом положении вращение от двигателя напрямую передаётся к КПП. Передача не повышается и не понижается. Фактически работает только КПП. Это положение и считается пониженной передачей. А на самом деле это прямая передача делителя. То есть двигатель передаёт на колеса максимальный крутящий момент. В этом положении делителя и рекомендовано работать с грузом при трогании с места и разгоне.
Схема работы делителя
Первичный вал КПП получает крутящий момент напрямую от двигателя, и подает её на промежуточный вал. А промежуточный вал в свою очередь передаёт вращение на шестерни выбранных передач, находящихся на вторичном валу. Фактически делитель не участвует в преобразовании крутящего момента в сторону увеличения или уменьшения оборотов вращения. И по этому справедливо сказать, что пониженная передача на делителе просто отсутствует.
При переключении синхронизатора в другое положение. Происходит отключение первичного вала КПП, и крутящий момент непосредственно на него не передаётся. По схеме видно, что при включении повышенной передачи синхронизатор блокирует первичный вал делителя и ведущей шестерни находящейся на нем. Вращение от этой шестерни передаётся на ведомую шестерню делителя. Она вращает промежуточный вал КПП. Так как диаметр ведущей шестерни делителя больше чем диаметр шестерни первичного вала КПП. Усилие крутящего момента от двигателя на промежуточный вал КПП становится меньше. Но при этом увеличивается частота вращения промежуточного вала Кпп, при тех же оборотах двигателя. То есть при включённой повышенной передаче усилие на мосты становится меньше. Скорость автомобиля при тех же оборотах двигателя увеличивается. Поэтому смело можно утверждать, что на камазе нет пониженной передачи. На полноприводном камазе пониженная передача присутствует. Это связано с наличием раздаточной коробки. На нем она просто необходима, для того чтобы преодолевать нагрузки связанные с бездорожьем.
Следующее заблуждение, которое приходилось слышать.
На камазе средний мост ведущий, а задний ведомый.
Это не так. Передаваемое усилие от двигателя на средний и задний мост одинаковое. Мосты равнозначны между собой. Но нагрузка регулируется при помощи меж осевого дифференциала. Конструкция меж осевого дифференциала представляет собой тот же принцип как и дифференциал в редукторах мостов. МОД необходим для того чтобы сгладить разность оборотов вращения редукторов. Если колеса одного из мостов находятся на твердой поверхности а колеса другого пробуксовывают . МОД как в случае меж колесного дифференциала посредством сателлитов перераспределяет нагрузку на мосты.
Мод находится на среднем мосту. Конструктивно вал заднего моста расположен внутри вала среднего моста и они оба соединяются с МОД. В МОД предусмотрена блокировка, Благодаря ей блокируются сателлиты дифференциала, и вращение на оба моста передаётся равномерно. Это положение используется для езды по бездорожью. При выезде камаза на ровную поверхность с твердым покрытием, МОД необходимо разблокировать. В противном случае произойдет поломка. Разрушится либо сам МОД. либо какой то редуктор моста, либо оборвётся полуось. Забывчивость дорого обходится. Благодаря работе МОД мосты равнозначны между собой и несут одинаковую нагрузку. И нельзя сказать. что один мост ведущий а другой ведомый.
Дизельное топливо в цилиндрах в ВМТ воспламеняется не от сжатия.
Ещё и 5 секретов старого камазиста одно очень интересное заблуждение связано с работой дизельного двигателя. Спросите любого водителя и он вам скажет что топливо в цилиндрах воспламеняется от сжатия при достижении поршнем ВМТ. Но это не совсем так. Дословно это объяснение звучит так, что форсунка подает топливо в цилиндр, поршень сжимает топливную смесь и происходит воспламенение.
Как происходит сжатие топливной смеси
На самом деле всё происходит с точностью наоборот. Поршень сжимает воздух поступивший в цилиндр. При сжатии воздух очень сильно нагревается до 900 градусов. Впрыск топлива происходит под давлением от 250 атм и выше. В результате капли топлива начинают испаряться.Температура возгорания дизельного топлива составляет 350 градусов. А при сжатийй температура воздуха достигает 700-900 градусов. Поэтому образовавшиеся от капель топлива пары мгновенно загораются. Но и это ещё не все. Впрыск происходит до того как поршень достиг ВМТ. А это значит, что топливо только загорелось. Максимальное давление горящего топлива, которое и заставляет двигатель работать, происходит в ВМТ.
Угол опережения зажигания
Именно по этому устанавливается раннее зажигание. При сжатии в ВМТ максимальное давление на поршень создаёт уже горяее топливо. С этим и связано наше бесконечное желание увеличить мощность двигателя за счет изменения угла опережения зажигания.
Для эффективной работы двигателя сжатое в вмт пламя должно иметь определенную температуру. Увеличивая угол опрержения зажигания мы увеличиваем время горения топлива а соответственно и температуру при которой происходит увеличение давления на поршень, уменьшая угол опережения мы снижаем температуру горения. Завышая или занижая температуру, горения мы снижаем мощность двигателя. Топливо либо не успевает разгореться, либо перегорает. Этим можно объяснить и необходимое изменение угла опережения зажигания при различных режимах работы двигателя.
При сильных нагрузках и работе на небольших оборотах угол можно сделать больше. Если двигатель работает на больших оборотах угол можно уменьшить. Самый оптимальный режим работы двигателя находится в пределах 10-15 градусов от вращения коленчатого вала. И если для улучшения работы двигателя мы выходим из этих пределов, то проблема скорее всего не в зажигании.
Например, низкая компрессия не даст возможности воздуху достичь нужной температуры при сжатии. И двигатель может просто не завестись. И тут хоть об крутись зажигание. Проблема либо в износе поршневой группы, либо клапана не держат давление. Забитый воздушный фильтр не даст возможности поступления необходимого объёма воздуха. Это также приведет к снижению мощности двигателя.
В итоге получается, что сжатие воздушно топливной смеси в дизеле не приводит к воспламенению топлива, топливо воспламеняется от трения топлива поданного под большим давлением и разогретого при сжатии воздуха.
Следующее моё наблюдение связано с выпрессовкой шкворней из передней балки. Ошибочно полагают, что сильный нагрев балки поможет проще выбить шкворень.
При снятии шкворней нагрев балки усложняет ситуацию.
Одним из 5 секретов старого камазиста возникавшие при снятии щкворней с балки. Если мы сильно нагреем балку, то шкворень уже не выбить. Закон подлости тут срабатывает практически всегда. Если с одной стороны шкворень вышел без проблем, то с другой обязательно он становится не подвижно. И что только не делай. Даже гидравлический съемник не всегда помогает. А в условиях гаража использования такого съёмника удовольствие достаточно дорогое. А мы со своей стороны еще сильнее усугубляем ситуацию, стараясь нагреть балку как можно сильнее. В этом и кроется ошибка.
Да нагрев бывает просто необходим. Между шкворнем и балкой происходит диффузия. То есть металлы как бы спаиваются между собой. Нагревая, мы разрушаем эту спайку, но шкворень все равно не выходит. А не выходит он уже по другой причине. Сильно нагрев балку мы также нагреваем и шкворень. От нагрева он расширяется, а так как находится внутри балки, остывает медленнее её. В результате балка ещё сильнее схватывает шкворень.
И выход в этой ситуации может быть только один. Дождаться пока балка и шкворень равномерно остынут. Принудительное охлаждение, как правило ни к чему не приводит. Многие сталкивались с тем что целый день впятером били били не выбили. А на утро легким ударом молотка шкворень выскакивает сам. Это связано именно с сильным нагревом балки и её последующим остыванием. Балку можно слегка нагреть но в последствии довести до полного остывания.
Следующее моё наблюдение связано с аккумуляторной батареей.
Нельзя повышать плотность электролита в АКБ доливанием его новой порции.
Подобное действие вызывает у меня протест в виду его бесполезности. И кроме как к разрушению пластин подобное действие больше ни к чему не приведёт. В банках залит объём электролита необходимого для всего срока действия аккумуляторной батареи. Серная кислота, содержащаяся в электролите не испаряется а испаряется только вода. Вот её и нужно постоянно доливать. А низкая плотность аккумулятора говорит только об одном что батарея разряжена. При эксплуатации автомобиля в городских условиях. В связи с небольшими пробегами. Генератор не успевает заряжать аккумулятор полностью.
Как поднять плотность электролита
Химические процессы происходящие в банках аккумулятора вызывают либо увеличение концентрации серной кислоты в электролите, либо её уменьшение. Низкая плотность электролита говорит о том. Что количество кислоты стало меньше, а значит аккумулятор разрядился, чтобы поднять плотность необходимо просто его зарядить, до получения нужной плотности электролита. Но зачастую это делать уже поздно. Потом у что из за несвоевременного обслуживания происходит либо разрушение пластин, либо сульфатация. Сульфатация, это когда пластины покрываются камнем, который не растворяется в электролите. Из за этого уменьшается рабочая площадь пластин. Существуют методы борьбы с сульфатацией. Путем кратковременного заряда и разряда батареи, так называемая «тренировка».
В процессе эксплуатации аккумулятор необходимо периодически обслуживать. Доливать дистиллированную воду, проверять плотность электролита и в случае низкой плотности ставит аккумулятор на зарядку. Эти простые действия значительно продлять срок службы аккумулятора.
У меня нет желания учить кого то, и уж тем более давать наставления. Просто я делюсь своим опытом. И эти 5 секретов старого камазиста скорее не укор, а желание помочь разобраться в проблеме. Понимание этих несложных вещей не раз выручало меня в дороге и в ремонте. Так например, если разорвало какой то редуктор, Не спеша можно доехать до базы без буксира. Достаточно снять полуоси на неисправном мосту, включить блокировку меж осевого дифференциала и ехать дальше. Один нюанс, МОД смазывается за счет вращения шестерен среднего моста. И в случае его поломки на длительное расстояние ехать нельзя, через 50-80 км МОД развалится.
Или например шкворень из балки можно выбивать сколько угодно времени, но результата не добиться, достаточно просто дождаться когда он остынет. Эти 5 секретов старого камазиста дают понимание как работает делитель, помогает в выборе оптимальной передачи при работе с грузом. Да и желательно продлить срок службы аккумулятора. Уж больно они дорогие.
Читайте также: