
Нарезать резьбу на цилиндре мотоцикла иж
Добавил пользователь Morpheus Обновлено: 04.10.2024
Ремонтируем резьбу на головке
Бывает, что от чрезмерного усилия затяжки гайки выхлопной трубы происходит съедание резьбы на выпускном патрубке. Или на гайке тоже.И если купить новую гайку не проблема,то новая головка - это незапланированный удар по карману. Да и ещё не факт, что новая окажется лучше старой, проверенной в многочисленных поездках. То же самое и с б/у головками, купленными за треть цены - кто знает, в каком она состоянии.
Значит, не будем выбрасывать родную любимую "голову", а попробуем её вернуть к жизни.
Вначале казалось просто: отнесу к токарю и пусть он чего-нибудь придумает (ну, типа, проточит, а потом сделает насадку). Но , токарь, а вкупе с ним и фрезарь, почесав макушки, развели руками. Дескать, сделать насадку не проблема; зажать головку,чтобы проточить - проблема. И тогда пришлось поднапрягши мозги придумать по-своему,как же её проточить.
Итак, снова идем к этому токарю и просим выточить две детальки (см.рис.1):
С помощью первой, зажав её в сверлильный станок, будем протачивать выпускной патрубок. Болгаркой делаем на юбке косые зубья,при этом,главное - правильно определить, куда делать прорезы, с учетом направления вращения патрона станка,чтобы зубья были наклонены в сторону резки.(Фото 1)
Сталь - обычная; алюминий,из которого отлита головка, режется легко.
Вторая деталь - вкладыш внутрь патрубка,нужна для того,чтобы изначально сцентрировать режущий инструмент.Может быть иготовлена из фторопласта или даже из дерева.После проточки первых 2-5мм она уже не нужна и вынимается.
Во время проточки головку внизу необходимо закрепить 3-мя брусочками со струбцинами,чтобы исключить возможность её смещения.Вверху она никуда не денется,т.к. находится внутри фрезы.(Фото 2).
Вертикальность патрубка проверяем на глаз с помощью отвеса.
Ну,вот, проточили. Теперь, прошлифовав напильником и наждачкой,укорачиваем проточенную часть до 13мм.(Фото 3)
Меряем фактический получившийся диаметр и снова идем к токарю с этим чертежиком насадки (см.рис.2).
Точить лучше из нержавейки,сами знаете почему.Внутренний размер насадки должен быть меньше получившегося размера патрубка на 0,1мм для посадки на горячую.Для образца резьбы можно отнести обрезок от старого глушителя. Но там,по-моему,трубная резьба на 2 дюйма.
В конце необходимо снизу (чтоб не было видно) просверлить 2 отверстия насквозь и закрепить винтами М4 с потайной головкой.Так,на всякий случай.
Ну,вот и всё.Буду рад,если мой совет кому-то поможет продлить жизнь головки .
motoizh.ru

Я делал из четырех шпилек М8 различной длины, двух шайб на 12-14, и двух гаек на М10 самодельный фланец.
Из фланцевой гайки сначала делаем ушастый фланец. Для этого к ней диаметрально привариваем две гайки М10. Аккуратность не особо важна, резьбу можно портить, лишь бы был нормальный провар и прочность.
Для того, чтобы ушастый фланец плотно прижимал патрубок к цилиндру, надо напильником спилить остатки резьбы с цилиндра.
Далее надо изготовить и установить в цилиндр две шпильки. Привариваем к двум шпилькам с торца шайбы. Также можно загнуть шпильку так, чтобы в это кольцо входила другая шпилька на 8 и заварить. На наждаке или напильником доводим толщину шпильки в районе приваренной шайбы до 4-6 мм, так чтобы она свободно входила между рёбер рубашки в выбранное место. Для фиксации шпилек в рёбрах сверлится два вертикальных отверстия диаметром 10 мм. Вставляем шпильку между ребер и фиксируем другой шпилькой на М8, обрезаем вертикальную шпильку таким образом, чтобы её можно было в случае необходимости извлечь.
Остаётся подогнуть по месту наши шпильки и собрать узел.
Внешний вид портится незначительно, зато получаем надежное, герметичное соединение, которое легко разбирается и поддаётся ремонту в случае необходимости. Мой мотоцикл с таким соединением ездит уже восьмой год.
Со стальной проволокой эффект сильно зависит от кривизны рук, а совет с радиальными болтиками какой-то сомнительный. Посмотреть бы на реализацию.
З.Ы. если автор будет себя хорошо вести, покажу фотки того, что я описал.
sergio писал(а): Сначала исправь ошибку в слове цилиндр
Я делал из четырех шпилек М8 различной длины, двух шайб на 12-14, и двух гаек на М10 самодельный фланец.
Из фланцевой гайки сначала делаем ушастый фланец. Для этого к ней диаметрально привариваем две гайки М10. Аккуратность не особо важна, резьбу можно портить, лишь бы был нормальный провар и прочность.
Для того, чтобы ушастый фланец плотно прижимал патрубок к цилиндру, надо напильником спилить остатки резьбы с цилиндра.
Далее надо изготовить и установить в цилиндр две шпильки. Привариваем к двум шпилькам с торца шайбы. Также можно загнуть шпильку так, чтобы в это кольцо входила другая шпилька на 8 и заварить. На наждаке или напильником доводим толщину шпильки в районе приваренной шайбы до 4-6 мм, так чтобы она свободно входила между рёбер рубашки в выбранное место. Для фиксации шпилек в рёбрах сверлится два вертикальных отверстия диаметром 10 мм. Вставляем шпильку между ребер и фиксируем другой шпилькой на М8, обрезаем вертикальную шпильку таким образом, чтобы её можно было в случае необходимости извлечь.
Остаётся подогнуть по месту наши шпильки и собрать узел.
Внешний вид портится незначительно, зато получаем надежное, герметичное соединение, которое легко разбирается и поддаётся ремонту в случае необходимости. Мой мотоцикл с таким соединением ездит уже восьмой год.
Со стальной проволокой эффект сильно зависит от кривизны рук, а совет с радиальными болтиками какой-то сомнительный. Посмотреть бы на реализацию.
З.Ы. если автор будет себя хорошо вести, покажу фотки того, что я описал.
Нарезать резьбу на цилиндре мотоцикла иж
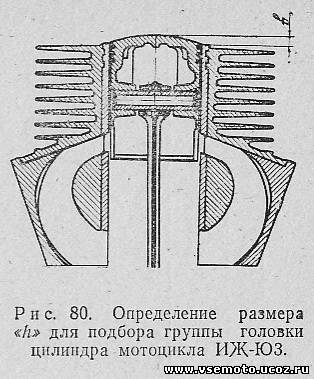
Осмотреть состояние плоскости разъема головок и цилиндров. При наличии забоин или неровностей на плоскостях разъема (определяется по следам пропуска газов) удалить их шабером и при необходимости плоскости притереть на плите. Удалить нагар, поверхность сферы зачистить мелкой наждачной шкуркой и промыть.
ПОРШНИ И ЦИЛИНДРЫ. Для определения величины износа производится микрометраж (замер) поршней и цилиндров. Если зазор между поршнем и цилиндром у ИЖ-ЮЗ больше 0,25÷0,3 мм, пару поршень-цилиндр необходимо отремонтировать. На ИЖ-ПЗ допустимый зазор составляет 0,3÷0,4 мм.
Ремонту также подвергаются цилиндры, имеющие на зеркале глубокие риски и задиры. Ремонт производится двумя способами:
1) подбором и установкой комплектов новых (нормальных) цилиндров, поршней и поршневых колец взамен изношенных;
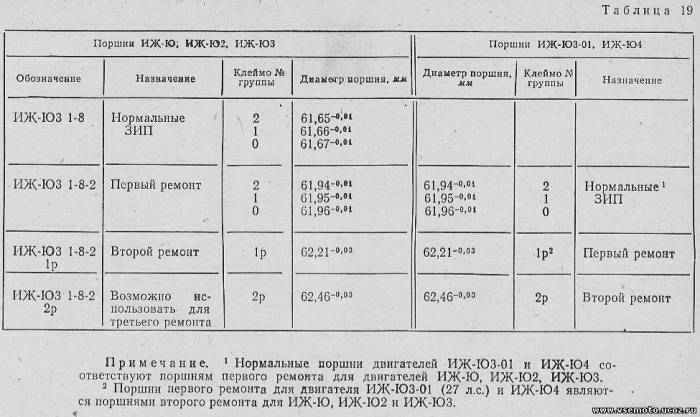
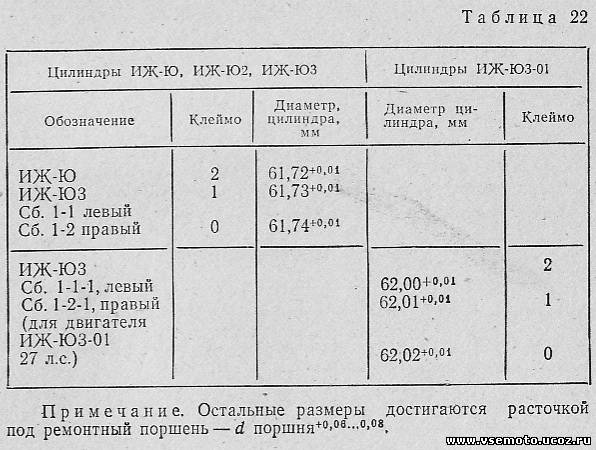
2) расточкой и хонингованием цилиндров с установкой ремонтных колец и поршней. При одновременной замене поршня и цилиндра они подбираются одной группы. В торговлю поставляются поршни и цилиндры ИЖ-ЮЗ трех размерных групп (табл. 19 и 22). Клеймение группы поршня производится на головке поршня и в верхней части цилиндра (рис. 82).

Замер приведенных в таблице 19 диаметров Д2 (рис. 14) производится на высоте Н=42 мм от нижнего торца поршня. Необходимо учитывать, что диаметр днища - Д1 и юбки - Д3 отличается от диаметра Д2. Д1=Д2 факт.-0,14 мм. Д3=Д2 факт.+0,01 мм.
Поршневые кольца в этом случае устанавливаются нормальные. Диаметр нормального кольца равен 61,75+0,15 мм при зазоре в замке 0,2÷0,35 мм.
Для ИЖ-П3 в торговую сеть поставляются поршни и цилиндры нормального размера четырех размерных групп (табл. 21). Клеймение номера группы производится на головке поршня и фланце цилиндра.
Замер приведенных в таблицах 21 и 23 фактических -диаметров поршней производится на высоте Н = 55 мм от нижнего торца поршня. Диаметр днища Д1 и юбки Д3 составляет: Д1=Д2 факт.-0,24мм; ДЗ=Д2 факт.+0,08мм.
Поршневые кольца в данном случае устанавливаются также нормального размера. Диаметр такого кольца равен 72+-0,03 мм при зазоре в замке 0,3 - 0,45 мм.
При втором способе ремонта устанавливаются ремонтные кольца и поршни взамен изношенных, а цилиндры обрабатываются под размер поршней.
В торговлю поставляются ремонтные поршни и поршневые кольца двух размеров (табл. 19 й 20).
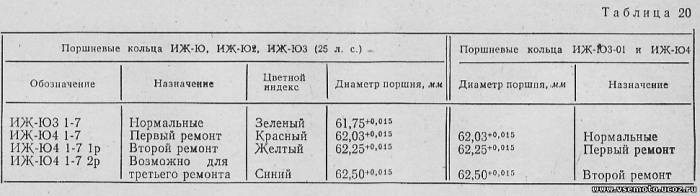
Маркировка номера ремонтной группы поршня производится клеймением на головке поршня, а цветной индекс поршневого кольца наносится на внутренний диаметр вблизи стыка.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,07- 0,09 мм, овальность и конусность по всей длине не более 0,01 мм, частота зеркала цилиндра - 9-10 класс.
Обработка цилиндров под ремонтный размер производится следующими способами:
а) растачивание цилиндра с последующей доводкой хонингованием или на притире;
б) двукратное хонингование (предварительное и окончательное).
Цилиндры растачиваются на специальных расточных или токарных станках. При закреплении цилиндра нужно базироваться относительно нижней плоскости фланца цилиндра и по наружному диаметру гильзы. Для растачивания на токарном станке цилиндр крепится на планшайбе так же, как на картере двигателя.
Припуск на последующую доводку - 0,025÷0,03 мм на сторону. Растачивание проводится за один проход, скорость резания не менее 100 м/мин.; подача при этом - 0,03 - 0,1 мм на оборот.
Доводят цилиндры на хонинговальных станках карборундовыми брусками с зернистостью 300÷500 единиц. При этом бруски подбираются по длине так, чтобы расстояние между торцами брусков в крайних (верхнем и нижнем) положениях доводочной головки было равно 4 - 6 мм, а выход брусков из цилиндра - 15 - 20 мм. Если отсутствует специальное оборудование для хонингования, доводку можно провести на токарном станке чугунным или деревянным притиром с использованием корундового порошка или вручную разжимным притиром. При этом необходим периодический контроль размеров цилиндра, а припуск на доводку должен быть минимальным.
Обработку цилиндра под ремонтный размер также можно осуществить двукратным хонингованием.
Предварительным хонингованием необходимо вывести бочкообразную форму изношенного цилиндра и удалить следы задиров и рисок поврежденного цилиндра. Для предварительного хонингования применяются бруски с зернистостью 150÷200, для окончательного - с зернистостью 300÷500. Припуск на окончательное хонингование - 0,03 - 0,04 мм на сторону.
Ремонт цилиндро-поршневой группы ИЖ-ПЗ производят аналогично ремонту ИЖ-ЮЗ. В торговлю поставляются ремонтные поршни и поршневые кольца ИЖ-ПЗ двух размеров (табл. 23).
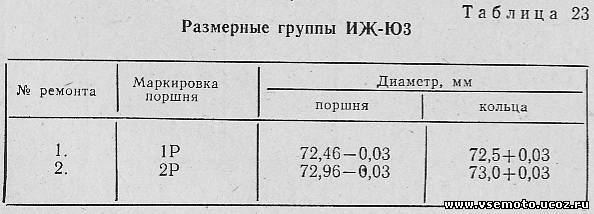
Клеймение группы делают на головке поршня: первый ремонт - 1Р, второй ремонт - 2Р. Маркировка группы колец указана на ярлычке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,05÷0,07 мм, чистота обработки зеркала цилиндра - 9 - 10 класса, овальность и конусность по всей длине - не более 0,01 мм. Величина припуска на последующую доводку - 0,05 - 0,1 мм на сторону. Скорость, подача и способ доводки цилиндра ИЖ-ПЗ аналогичны обработке цилиндра ИЖ-ЮЗ.
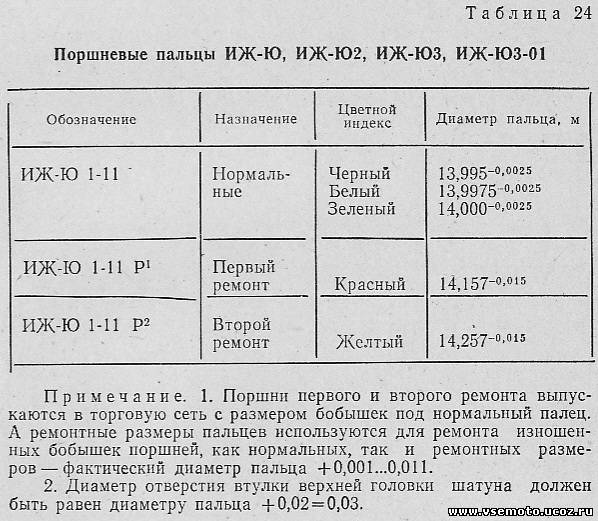
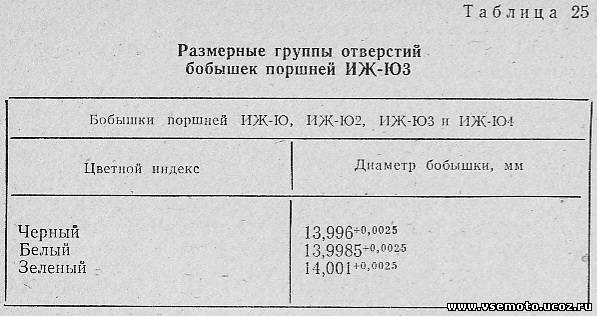
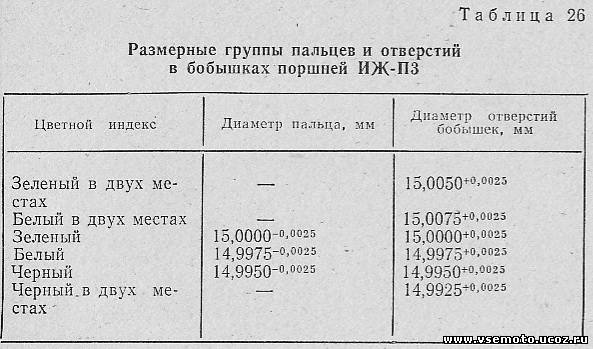
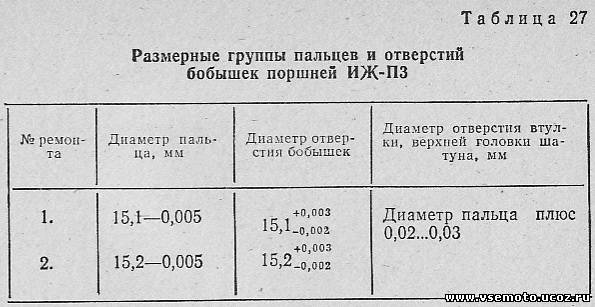
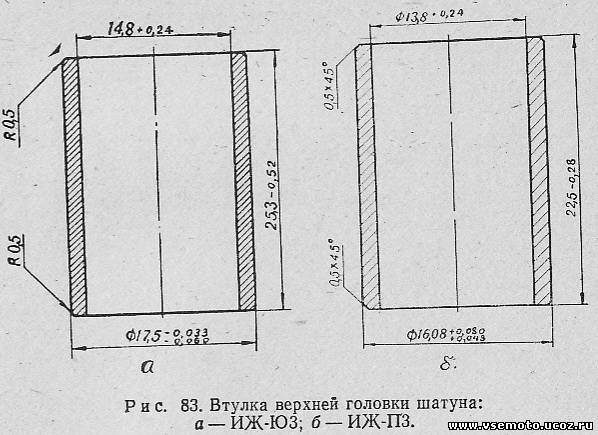
ПОРШНЕВЫЕ ПАЛЬЦЫ, ОТВЕРСТИЯ БОБЫШЕК ПОРШНЕЙ И ВТУЛКИ ВЕРХНИХ ГОЛОВОК ШАТУНОВ. При установке нового поршня (нормального или ремонтного) поршневой палец подбирается по отверстиям в бобышках. Пальцы и отверстия в бобышках поршней ИЖ-ЮЗ и ИЖ-ПЗ имеют несколько размерных групп (табл. 24, 25, 26).
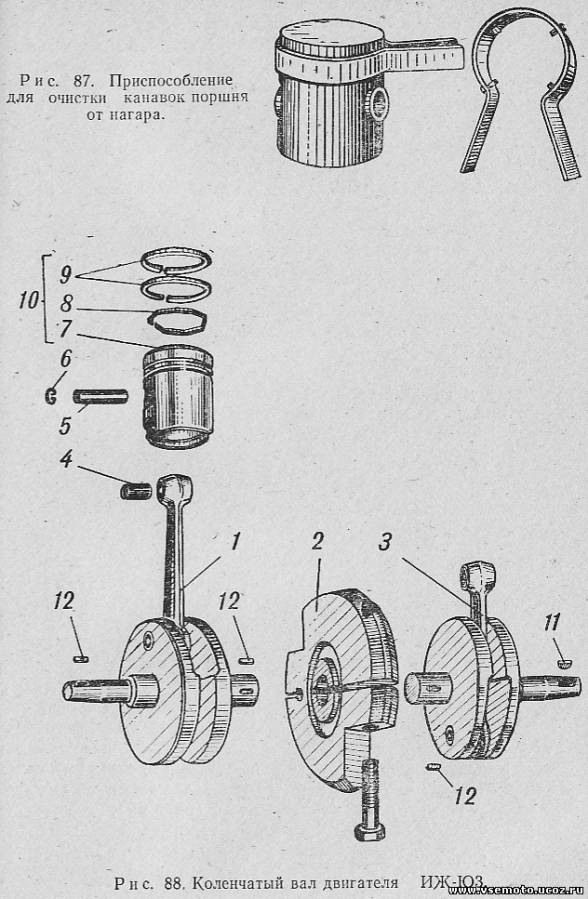
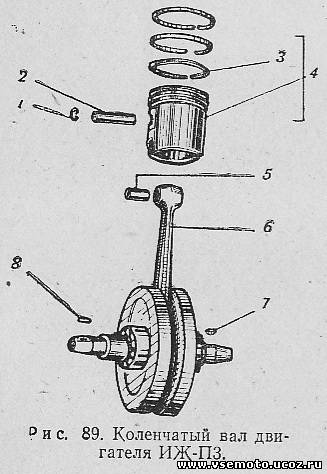
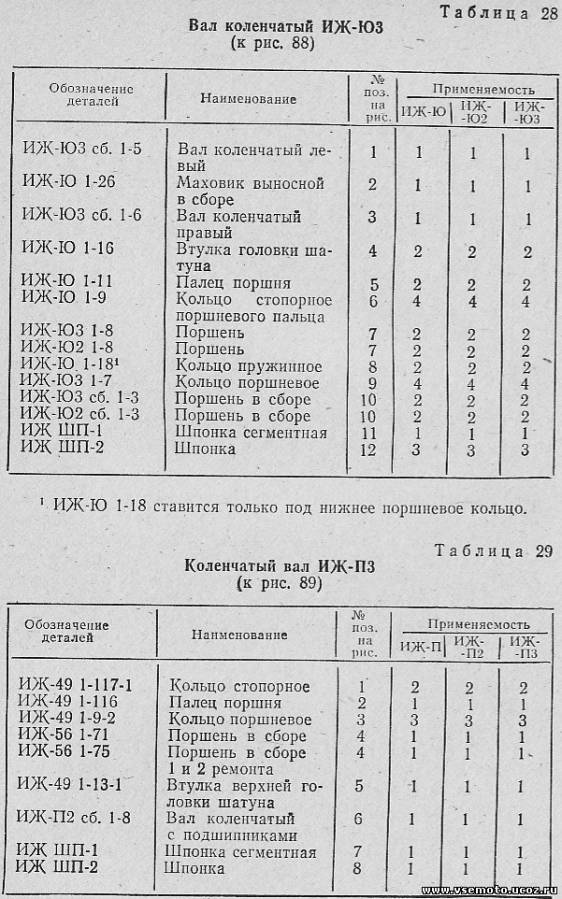
Сборку поршня с кольцами производить в такой последовательности:
1. Используя пластинки, надеть кольца на поршень (рис. 77), сориентировав стыки колец на стопорные штифты поршня (на ИЖ-ЮЗ предварительно в нижние канавки поршней установить пружинные кольца).
2. Проверить подвижность кольца в канавке поршня, зазор между торцевой поверхностью кольца и канавкой должен находиться в пределах 0,065÷0,1 мм, кольцо должно передвигаться в канавке свободно, без заеданий.
3. Вставить в одну из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки- смазанный маслом поршневой палец.
4. Поршень ИЖ-ЮЗ надеть на верхнюю головку шатуна стрелкой, имеющейся на головке поршня, назад (в сторону, обратную движению мотоцикла). Поршень ИЖ-ПЗ установить стрелкой вперед или разрезом юбки вперед по ходу мотоцикла. Совместить отверстия бобышек и втулки верхней головки шатуна; при помощи оправки, придерживая поршень рукой, легкими ударами молотка запрессовать палец. Установить второе стопорное кольцо. Таким же методом установить второй поршень.
5. Перед установкой цилиндра проверить плоскости разъема цилиндров, картера и при необходимости зачистить. На фланец картера установить уплотнительные прокладки из картона или, паронита.
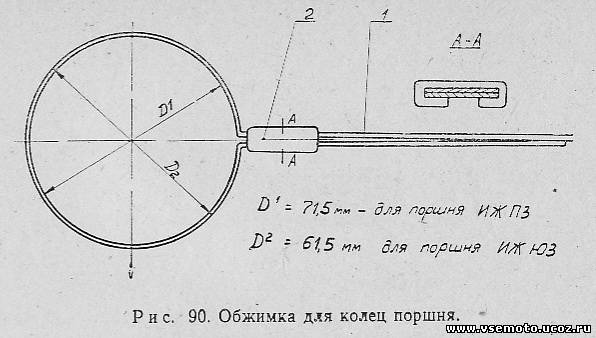
6. Установить стыки колец против штифтов, сжать их обжимкой (рис. 90).
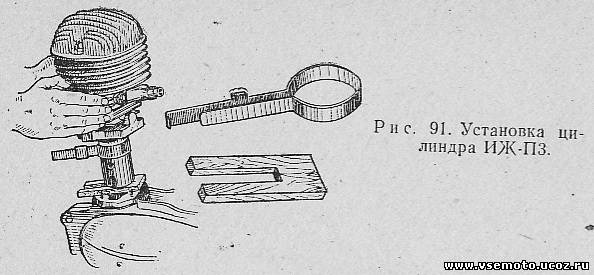
8. Снять обжимку, убрать подставку и, продвигая цилиндр, установить его на место.
9. Соблюдая указанный порядок, установить второй цилиндр; установить и закрепить патрубок карбюратора с прокладкой, надеть на шпильки головки цилиндров и только после этого закрепить цилиндры гайками. Установить свечи зажигания.
На ИЖ-П3 цилиндр крепится гайками на 4-х шпильках. Головка крепится к цилиндру шестью шпильками без уплотнительной прокладки.
вобщем снимал головку со свечёй ,на мотоцикле иж юпитер 4
и начал ставить обратно закрутил 3 болта ,,и начал закручивать последний и вот попал резба в самом движке сорвана, а доэтова когда головку снимал три болта выкрутились только гаечки без самого этого длинного болта ,а 4 болт выкрутился весь с самим длинным болтом ,потом ставил обратно ,все закрутил кроме 4 болта начал закручивать четвёртый и вроде начал притягивать и сорвал резбу в самом движке ,куда этот длинный болт вкручивается , и вот тама резба и сорвалась ,нувот что делать ,как резбу востановить ,посаветуйте плиз ,незнаю на трёх болтах компрессии нет
восстанавливать общепринятыми способами: рассверливанием отверстия до ближайшего стандартного диаметра под резьбу. нарезать резьбу в отверстии, заказывать у токаря резьбовую втулку. закручивать втулку в блок, чеканить в трех точках и закручивать шпильку(?) в эту втулку.
а холодной сваркой некак
никич написал :
а холодной сваркой некак
нИкак! давления в цилиндре вытянут любую холодную сварку. и потом: если надо будет разобрать-каким образом выкрутишь шпильку, "вмурованую" в блок?
RHAPSODY написал :
. заказывать у токаря резьбовую втулку.
как вариант - заказать шпильку; на одном конце М10, на другом М8, или сколько там на ИЖе.. ..это я по опыту: когда на "ушастом" шпильку сорвал, на заказ протачивали КАМАЗовскую - получилась на одном конце резьба М12 в блок, на другом М10..
Может просто цилиндр заменить, хоть на б/у.
Gleden написал :
как вариант - заказать шпильку;
вариант в принципе не плохой. и равнозначный по трудозатратам. только втулка более технически грамотное решение. просто при разборке гайку на этой шпильке нужно будет откручивать в самую последнюю очередь: может начать выкручиваться сама шпилька и упираться в головку(если вовремя не заметить-можно расколоть головку). а если будет стоять зачеканенная втулка- шпилька выкрутится без последствий. а помнить-какую шпильку в какой последовательности выкручивать-дело не благодарное, и бесполезное.
16.03.2015 NEMEC Добавить комментарийпахарь написал :
Может просто цилиндр заменить, хоть на б/у.

5651
СПАРКА НА ОППОЗИТ

Улучшить искрообразование в оппозите можно двумя 6 -вольтовыми катушками зажигания, которые следует установить вместо родной двухискровой Б-204. Для этого сгодятся и распространенные катушки от «Иж-56» или Явы. Соедините их последовательно (т. е.«+»одной к «-» другой) и полученную спарку подключите вместо штатной катушки, как показано на схеме. Конденсатор можно оставить на месте, а можно вынести из-под крышки. Новые катушки установите на хомутах справа и слева от генератора выводами против движения.
Поломок и нареканий не возникало, искра радовала самых придирчивых.
ОДИН НА ДВОИХ
УСИЛИТЕЛЬ ТОРМОЗА
«СТОЛБОВОЙ» РЕМОНТ
Если вы закручиваете винты, крепящие правую крышку картера, с налипшей на них грязью, резьба «кончается». И выжать сцепление уже не сможете.
Восстановить резьбу можно. Просверлите отверстия глубже и нарежьте резьбу М6.
А если неприятность произошла в пути? Дпя такого случая существует грубый, но проверенный способ. Картер двигателя 2-4 раза оберните стальной телеграфной проволокой диаметром 3-4 мм, концы скрутите. Между витками пропустите монтажку или отвертку и усильте натяжение проволочки, закручивая витки все вместе. Получится такое же крепление, которым прикручены телеграфные столбы к несущим бетонным приставкам.
Нужная вам проволока, как правило, валяется везде, где проходят линии связи.
БУТЫЛКА ДЛЯ DELTA

Направляющую втулку передней вилки мокика DELTA с успехом можно заменить деталью, изготовленной из резьбовой части горлышка пластиковой бутылки. Бутылку обрежьте чуть ниже пояска. С ним удобнее в последующем извлекать втулки. А еще поясок надежнее закрепляет резиновую гофру, которую надевают поверх него на направляющую трубу вилки.
«Бутылочные» втулки по эксплуатационным характеристикам не хуже заводских, а уж про доступность и стоимость вовсе можно не говорить!
Уменьшаем износ цепи моторной передачи

ДОЛОЙ АВТОМАТ!
ДАЕШЬ ОВАЛ!
Восстановление сорванной резьбы на правой половинке картера двигателя Минск, Восход
Двигатель старый долгое время применяется на самодельной лебедке для вспашки. Последнее время стали замечать, при работе рычагом сцепления. Правая крышка отходит от двигателя. Хотя болты на месте. Выяснили, сорвана резьба в картере.
Восстановление сорванной резьбы при помощи клея сразу отвергли. Так как соединение должно выдерживать большие нагрузки. Эпоксидный клей с этим справится, не сможет. Решили нарезать новую резьбу большего диаметра М8.

Из-за отсутствия поблизости электричества. Для своих работ использовали шуруповерт со сверлом 7 мм. Метчики первый и второй. Отличие между ними такое, у первого резьба начинается почти с середины метчика. У второго с самого начала. Применили специальный ключ для удержания метчика, не пришлось снимать генератор. Ключ отлично справился в роли державки. Сорванную резьбу на двигателе восстанавливали прямо в поле.

Перед увеличением отверстия, обязательно измерить глубину сверления. Постараться отметить или запомнить на какую глубину должно уйти сверло. Алюминиевый корпус сверлится легко и можно увлекшись сделать отверстие прямо в середину двигателя. Что не желательно.

Закончили сверлить нужно, удалить из отверстия оставшуюся стружку. Извлечь остатки стружки от сверления можно при помощи того же сверла. Предварительно обильно смазать его солидолом. Взять в руку отпустить в отверстие и вращательным движением пальцами крутануть сверло. Вся стружка прилипнет к сверлу. Что нам и нужно.

Следующий этап нарезание самой резьбы. Ответственный момент и спешка в этом деле исключается полностью. Берем первый метчик, покрываем не большим слоем солидола и начинаем нарезание. При помощи державки начинаем закручивать. Делается не по целому кругу, а всего лишь градусов сорок пять. Затем метчик возвращаем назад. Такими движениями вперед, назад проходим примерно половину отверстия. Выкручиваем метчик, очищаем от стружки с солидолом. Снова покрываем чистым солидолом и продолжаем нарезать. Дошли до конца нужно заменить первый метчик на второй. Весь процесс повторить.

В заключение увеличиваем отверстия в крышке под подобранные болты. Устанавливаем крышку с новыми болтами.
Советские мотоциклы
Резьбовые соединения, применяемые в мотоцикле и автомобиле, классифицируют по нескольким признакам. Конструктор может предусмотреть сборку узла при помощи резьб, образованных непосредственно на цилиндрической поверхности деталей, выполняющих самостоятельную роль, или с применением крепежных деталей, в обиходе называемых метизами. Примеров специальных деталей с резьбой множество.
Очень большое количество резьбовых соединений в достаточно крупных узлах осуществляют посредством отверстий, внутри которых нарезана резьба. Сюда заворачивают как крепежные детали, так и несущие самостоятельную деловую нагрузку. Вспомните отверстия под свечи в головке , датчикои в блоке цилиндров.
Низкосортные крепежные изделия обычно отличаются по внешнему виду: на них нет защитного покрытия, поверхность резьбы шероховата, на гранях могут быть заусенцы. Их материал легко поддается напильнику. Болты и гайки низких классов прочности обычно имеют резьбу нормального шага.
Особенно внимательно проверяйте состояние резьбы у болтов и шпилек, так как даже небольшие забоины и вмятины на ней, которые при завинчивании, о стальную деталь, выправляются, могут полностью уничтожить резьбу в алюминиевой или чугунной.
Длина ввертываемой части болта, который предназначен для стальной детали, должна быть от одного до двух диаметров резьбы. Увеличивать глубину ввертывания бесполезно, так как основную нагрузку воспринимают только несколько витков резьбы, расположенные у входной поверхности детали.
Шпильки завертывают в отверстия обязательно полностью. Лучше это делать специальным шпильковертом, захватывающим ненарезанную часть, или при помощи двух гаек, затянутых на противоположном конце двумя ключами. При этом первая навернутая гайка не должна доходить до конца резьбы. Чтобы снять гайки и не ослабить при этом крепление шпильки, верхнюю гайку удерживают одним ключом, а нижнюю ослабляют другим. После этого их можно по очереди отвернуть.
Это означает, что следует быть осторожным при затяжке метизов с резьбой 5, 6, 8 мм, особенно малоответственных, имеющих низкий класс прочности. Повредить обыкновенным гаечным ключом резьбу, оборвать болт или шпильку диаметром 12 мм и более практически невозможно, если, конечно, не надевать на ключ трубу. Но для удовлетворительной затяжки такого соединения необходимо пользоваться накидным или торцевым ключом с длинной ручкой. Попытка же использовать для этого обычный ключ с удлинителем из трубы приводит, как правило, к закатке граней на головке болта или гайке.
Для отвинчивания заржавевших метизов или для создания большого момента затяжки нельзя использовать разводные ключи, особенно при малых размерах гаек и головок болтов.
Защита резьбы
Смазывать резьбовые соединения перед сборкой полезно всегда, не опасаясь, что это увеличит склонность соединения к самоотвинчиванию. Однако нужно строго следить за усилием затяжки, чтобы масло выдавливалось из непосредственной зоны контакта деталей и препятствовало попаданию влаги в резьбу,
Заржавевшее резьбовое соединение разбирают в несколько приемов. Сначала его тщательно очищают металлической щеткой, особенно выступающую из гайки часть болта или шпильки. Смачивают соединение керосином или тормозной жидкостью и оставляют примерно на час, после чего сильно ударяют молотком по головке болта или по бородку с плоским концом, плотно прижатым к ней. Если головка полукруглая, то следует вставить в паз стальную отвертку (без пластмассовой ручки) и ударить по ней. Плотно надевают на гайку или болт накидной или торцевой ключ и рывком отворачивают их. Если грани сильно поржавели и ключ надевается с зазором, то их следует опилить под ключ меньшего размера.
Гайки и болты с головкой под ключ на 14 мм и более можно отвинчивать газовым ключом.
Исправление ошибок
Самоотвинчивание в резьбовых соединениях происходит из-за вибраций, в результате чего снижается сила трения в самой резьбе и на торце гайки или головки болта.
сорвал резьбу что делать помогите
сорвал резьбу когда закручивал свечу что мне теперь делать??
2↑ Ответ от BOSS 27-10-2012 20:45:16
Покупать новую голову . ( самый лучший вариант ).
3↑ Ответ от mexanik62 27-10-2012 20:47:27
Надо делать ремонтную резьбу М18Х1,5 и вставлять футорку
4↑ Ответ от BOSS 27-10-2012 22:13:48
mexanik62, это вроде не очень хорошо да резьбу делать и наворачивать слышал что не очень хорошая штука выходит .
Есть способ заварить аргоном и прорезать новую свежую резьбу так можно ведь ?
5↑ Ответ от 666 27-10-2012 22:46:42
да по разному можно.. можно ввёртышь..можно заварить и новую нарезать..можно свечи от тракторного пускача поставить(диаметр резьбы больше)..
всё зависит от возможностей автора темы..есть ли токарь знакомый или аргонщик и т.д..
сорвал резьбу когда закручивал свечу что мне теперь делать??
У нас в городке, в магазине запчастей ввёртыши бронзовые продают (наружная резьба 18, внутренняя под свечу 14). Поспрашивай - Может у вас тоже есть.
Ввёртыши всегда ставили вместо провёрнутой штатной резьбы - Всё работало. Сам сколько их переточил, когда токарем работал на заводе. Нарезаешь в головке новую резьбу, вкручиваешь специальным приспособлением ввёртыш, раскерниваешь его со стороны камеры ( чтоб не выкрутился).
У меня на DKW свеча была с резьбой 18, в головке резьба сорвана. Пришлось ввёртыш точить 20x14. Всё работает.
Так что ремонт возможен .
Про аргоновую сварку вы так говорите как будто эта услуга на каждом углу вроде хлебного ларька
А футорка неплохой вариант Да ежели что и свечи есть с такой резьбой Ну и можно вкручивать свечи с длинной резьбой Футорку можно самому сделать из старой свечи с резьбой М18Х1,5 Обрезать сколько надо вкрутить рассверлить(развернуть) на 12,7 мм и нарезать резьбу М14Х1,25 Вот такой инструмент думается мне проще найти! Свечи с большой резьбой применяются сейчас на Фордах Старую спросить у владельцев Или в старых автохозяйствах покопаться
я за ввёртышь.Удобно,легко,надёжно
Вот такие футорки можно найти в продаже (как видете они даже разной длины):
Вот примерная схема приспособления для завёртывания:
Футорка наворачивается на болт, контрится гайкой, всё это вкручивается в головку.
Затем, удерживая болт ключём, гайка расконтривается, болт выкручивается из футорки.
А вот футорка с наружной резьбой 20 в головке моего DKW:
+2
10↑ Ответ от Kubik 12-09-2013 14:03:01
Привет всем!! такой вопрос по ввертышам: Раньше делал все сам - сверлил, заворачивал, кернил - работало. Но на этот раз за отсутствием сверлильных под рукой, отдал вмонтировать все это дело в сервис, предоставил метчик, сверло под нужный размер, ввертыш, ну и головку. все это охотно согласились сделать, да вот незадача - кривые руки того, кто делал! (повыдергал бы с удовольствием)
Итог: Просверлили коряво - или криво прошлись, или раздраконили отверстие биением, виднелись попытки нарезать резьбу, по ней ввертыш ввернут коряво (с перекосом), в следствии чего не протянут - сифонил сильно. Протянул сколько смог - че уж терь терять?! ВВертыш сидит намертво но сифонит все равно из под ввертыша в щель под фланец. Имеется клинообразная щель между ввертышом и телом головки, со стороны камеры сгорания. Моежт конечно закоксоваться, но появилась мысль что нибудь забить в щель, вроде холодной сварки - держаться должна( уцепится за резьбу ввертыша и неровности метала от попытки нарезать резьбу в головке), вот только будет ли жить в такой лютой среде такая альтернатива!? И если будет, то что? - какая пакость?
Собственно вся суть вопроса. Кто что скажет?
Отредактировано Kubik (12-09-2013 14:03:32)
11↑ Ответ от DHBEER 12-09-2013 16:18:06
Покупать новую голову . ( самый лучший вариант ).
Не вариант. Новые китай делает (если это 650) а родные по 8000 рублей за пару продают в сборе. Как вариант ремкомплект мечик + втулки стоит 500р но это не на долго. ТС снимай голову и к токарю.
12↑ Ответ от mexanik62 12-09-2013 16:56:40
13↑ Ответ от Kubik 16-09-2013 15:11:10
В Екатеринбурге есть кто нибудь? Может знаете кого по форуму, к кому можно было бы обратиться с этим, разумеется не за спасибо.
Отредактировано Kubik (16-09-2013 15:12:15)
14↑ Ответ от andre52 05-09-2018 19:27:18
Вчера запорол резьбу. Купил ввертыши, буду ремонтировать.. .
Такой вопрос: ввертыш вкручивать после метчика номер 1 или после второго? По идее должно потуже сесть на первый номер, как думаете?
15↑ Ответ от Watto 05-09-2018 21:01:07
Вчера запорол резьбу. Купил ввертыши, буду ремонтировать.. .
Такой вопрос: ввертыш вкручивать после метчика номер 1 или после второго? По идее должно потуже сесть на первый номер, как думаете?
После первого не завернёшь.
Реж нормальную резьбу, заворачивай ввёртышь и закернивай. Никуда он не денется.
Вот интересно, кстати. Сейчас в продаже имеется множество разных химических фиксаторов резьбовых соединений (резьбовой клей). По идее можно, наверное, подобрать подходящий по характеристикам фиксатор? Ну что бы высокую температуру держал.
16↑ Ответ от САНЯ пиф 05-09-2018 21:18:46
Вчера запорол резьбу. Купил ввертыши, буду ремонтировать.. .
Такой вопрос: ввертыш вкручивать после метчика номер 1 или после второго? По идее должно потуже сесть на первый номер, как думаете?
подобрать подходящий по характеристикам фиксатор? Ну что бы высокую температуру держал.
чем то подобным точно надо помазать
17↑ Ответ от andre52 05-09-2018 22:41:30
Вчера запорол резьбу. Купил ввертыши, буду ремонтировать.. .
Такой вопрос: ввертыш вкручивать после метчика номер 1 или после второго? По идее должно потуже сесть на первый номер, как думаете?
После первого не завернёшь.
Реж нормальную резьбу, заворачивай ввёртышь и закернивай. Никуда он не денется.
Вот интересно, кстати. Сейчас в продаже имеется множество разных химических фиксаторов резьбовых соединений (резьбовой клей). По идее можно, наверное, подобрать подходящий по характеристикам фиксатор? Ну что бы высокую температуру держал.
Да, этот вопрос снят. Пообщался с токарем, он сказал, что завернуть ввертыш можно, но потом свечка не войдет.
Изучаю вопрос высоко температурного красного фиксатора.. .
Завтра вечером мне привезут сверло ф16 и метчик ф18/1,5 и начну резать.
18↑ Ответ от mexanik62 06-09-2018 21:18:55
Завтра вечером мне привезут сверло ф16 и метчик ф18/1,5 и начну резать.
вот в этих деталях и прячется рогатый.
под резьбу М18Х1,5 нужно отверстие 16,5 . В противном случае черновой метчик будет работать как развертка! Также сверлением в обсчем понятии ничего не выйдет. Сверло надо закрепить в воротке для метчиков (при коническом хвостовике проще) и рассверливать вручную. В случае сверла 16 доработать круглым напилком в 16,5. Черновым метчиком постараться нарезать резьбу попендикулярно площадке под шайбу свечи. СОЖ мыльная вода или жидкое мыло. Футорку сделать резьбой длиной 12 мм с небольшим сбегом , головку под ключ 22 или 24 высотой 4 мм. внутри как сам догадался М14Х1,25 начисто. заготовить алюминевую или медную шайбу 1 мм. Чистовым метчиком сделать 3-4 нитки (ну шоб без напряга закрутить до половины резьбы). Дальше вынуть футорку, нагреть голову до 100-150 град (слюни испаряются) и закрутить футорку с шайбой достаточно сильно. Когда голова остынет пройти М14Х1.25 но без обратных ходов и желательно на вылет. Правда даже после таких танцев с бубном на горячую свеча может выкручмваться с футоркой. Это под свечи L или Д (19 мм резьбы)
Отредактировано mexanik62 (06-09-2018 22:28:10)
+1
19↑ Ответ от andre52 09-09-2018 22:46:14
Мощно задвинул, дядя Витя! Вот что значит механик.
Собственно одну головку уже сделал. Сверлил коловоротом ф16, далее сразу вторым номером ф18×1,5. Футорки у меня покупные, длинные, встали нормально, без перекоса. Свеча выкручивается/вкручивается легко, без заеданий.
Хочу ее посадить на локтайт и раскернить изнутри, глядишь еще поработает.
Добавлено: 07-09-2018 22:18:49
Пока жду фиксатор назрел вопрос: футорка имеет юбку высотой 1,5мм. На эту высоту свечка становится выше и оказывается в "колодце". Можно конечно установить 17ю свечу, но тогда слева нужно будет подкидивать под вторую свечу шайбу.. Может я заморачиваюсь от безделья, как думаете?
И вообще, как будут работать 17е свечи? Зажигание кулачковое.
Добавлено: 09-09-2018 21:46:14
Поставил ввертыши на место, на фиксатор и накернил изнутри.
Отредактировано andre52 (07-09-2018 23:22:58)
20↑ Ответ от Messer_SS 10-09-2018 09:29:01
Я с проблемой ввёртышей пошёл по другому пути - заказал токарю из алюминия. Нарезаю резьбу в головке М18*1,5. Делаю зенковку со стороны камеры сгорания и прихватыаваю аргоном после того как ввернул ввёртыш с натягом. Сидит намертво и не сифонит под ним
Замена втулки шатуна иж планета 5
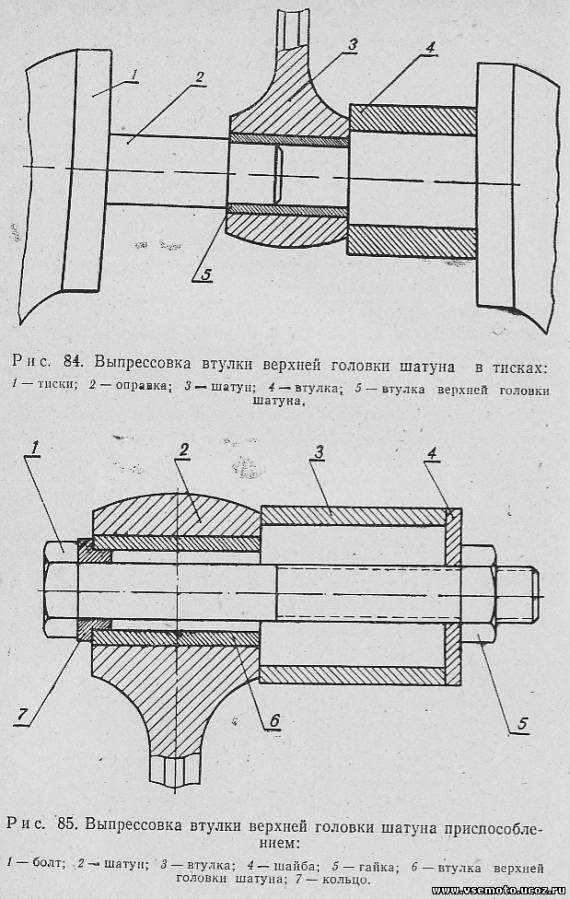
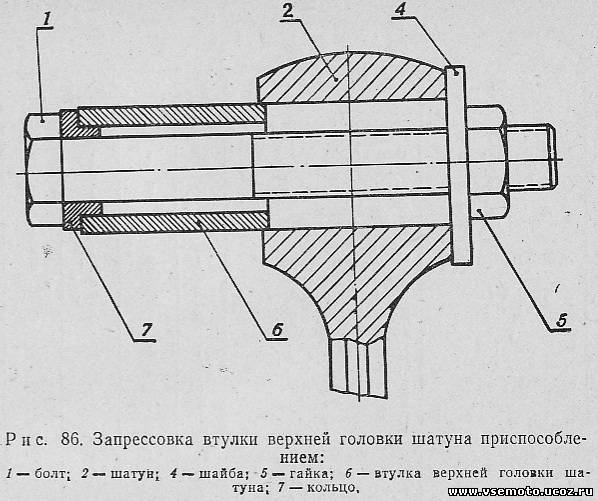
Фотоотчет: Замена втулки шатуна «Иж-Планета», «Муравей»
Не понимаю я этих конструкторов которые ставят в верхнею головку шатуна подшипники скольжения (имеются ввиду двигатели 2т у которых невозможно осуществлять смазку верхней головки шатуна под давлением). Зачем? Этому узлу двигателя и так достается по полной программе, высокая температура, дефицит смазки, значительные нагрузки, при таких условиях подшипник качения быстро выходит из строя. Есть же давно зарекомендовавшее себя с лучшей стороны решение заключающиеся в установке подшипника качения (сепаратора), так нет… Вот и приходится «счастливым» владельцам «совкоциклов» отдуваться за технические просчеты производителя.
Показывать в подробностях как меняется втулка на всех моделях мотоциклов, думаю нет смысла, поэтому покажу вам весь процесс на коленчатом вале от мотороллера «Муравей»
Итак, как мы видим втулка этого шатуна была жестко «отколхожена», так что, хочешь-не хочешь, а менять ее придется.

Рабочая поверхность «мягко говоря» далека от идеала.

Для выпрессовки старой втулки нам понадобится: длинная шпилька или болт с гайкой, несколько шайб, любая втулка или обрезок трубки, наружный диаметр которой немного меньше внутреннего диаметра головки шатуна, еще одна втулка внутренний диаметр которой немного больше наружного диаметра самой втулки.
С ролью втулки для выпрессовки у меня хорошо справилась головка на 12 которая с легкостью проходит через шатун. Продеваем болт через головку затем продеваем через шатун с другой стороны ставим еще одну втулку, одеваем шайбу и накручиваем гайку. У меня получилась примерно вот такая конструкция.


Как видите «процесс пошел».

Пара минут работы и вуаля-втулка снята.



Теперь самое сложное-установка. Самое сложное в установке-это обеспечения максимального натяга в сопряжении двух втулок. Натяг надо постараться сделать максимально большим, иначе втулка может провернутся в головке шатуна и тогда все-«пиши пропало».
Для обеспечения необходимого натяга стык втулки надо подпиливать, потом пробовать устанавливать, смотреть как втулка себя «поведет», если много спилите втулка войдет в головку очень легко-что не допустимо. Ели спилите мало втулка при запрессовке деформируется.
Точных цифр при подпиливании стыка я вам не скажу, делаю все на глаз, бывает что необходимый натяг удается обеспечить только со второго третьего раза, поэтому я покупаю сразу несколько втулок, чтобы лишний раз не ехать в магазин. Иногда мне в продаже попадались втулки которые подпиливать не было никакой нужды — входили в шатун с очень хорошим натягом, но это редкость, в основном приходится пилить.

Стык я подпиливаю обычной ножовкой по металлу. Пришлось пилить два раза, сначала один проход, потом втулку легонько зажал плоскогубцами чтобы сошлись стыки и пропилил еще раз.

После подпиливания стыка, точно по такому-же принципу с помощью болта и шайб запрессовываем втулку на свое место, при запрессовке втулки старайтесь расположить стык по направлению к нижней головки шатуна.



Втулка оказалась немного шире шатуна, поэтому во время запрессовки уперлась в шайбу. Чтобы ее немного дожать с другой стороны я поставил втулку и немного поджал ее, чтобы с обоих сторон она выходила одинаково.

Надфилями пропиливаем окно для смазки.

Берем раздвижную развертку и не спеша понемногу начинаем калибровать отверстие, пока поршневой палец смазанный моторным маслом не будет заходить на свое место от усилия пальца руки.



Замена втулки шатуна иж планета 5
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм
в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.
7. Снимаем головку.
8. Накидным ключом на 14 мм
отворачиваем четыре гайки крепления цилиндра к картеру.

9. Снимаем гайки с пружинными шайбами.

10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.

11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.

12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.

13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).

14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.

Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.

16. Проверяем состояние резьбы в свечном отверстии. Если резьба повреждена по высоте более чем на треть – заменяем головку цилиндра.

17. Аналогично осматриваем резьбу отверстия под декомпрессор.

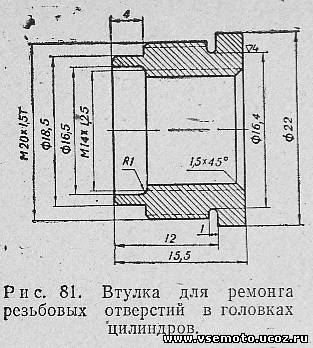
При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.

19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.

20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.
21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.
При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.
23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).
24. Снимаем поршень.
25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.
Читайте также: