
Поршень 4 ремонта иж планета
Обновлено: 15.05.2024
motoizh.ru


Рисунок 1. Поршень и стопорное кольцо.
Я нарисовал в Paintе рисунок 1 чтоб было немного понятней о чем речь, на нем изображен поршень, а именно стопорное кольцо и красным цветом обозначены усики этого самого кольца на которые необходимо нажимать как указывают зеленые стрелочки. При надавливании на усики стопорное кольцо выходит из канавки, т.е. кольцо можно уже с легкостью снимать.
2. После снятия стопорных колец необходимо выпресовать поршневой палец из поршня. Нам понадобятся следующие инструменты, повторюсь ремонт в Сарайно-гаражных условиях, поэтому о спец инструменте речи быть не может: Молоток, вороток диаметром желательно 13 мм. И длиной 15 см., деревянный брусок небольших размеров главное чтоб весил грамм 500 так, и ловкость рук конечно…
3. В деревянном Бруске необходимо проделать отверстие диаметром 17-20 мм, для того чтоб пролез туда поршневой палец. 
Рисунок 2. Выпресовка пальца.
На рисунке 2 изображено:
1. Деревянный брусок с отверстием около 20 мм, главное чтоб диаметр отверстия был больше диаметра поршневого пальца. Брусок необходимо прижать к поршню рукой для того чтобы при выбивании поршневого пальца удерживать поршень, тем самым не давая согнуться шатуну коленвала.
2. Шатун коленвала.
3. Поршневой палец.
4. Канавка стопорного кольца.
5. Втулка верхней шейки шатуна коленчатого вала.
6. Молоток.
7. Вороток или металлический стержень диаметром не более 14,8 мм, и не менее 10 мм, такой диаметр необходим для того чтобы стержень пролез в бобышки поршня и не поцарапал их, и не проскочил внутрь поршневого пальца, в его отверстие.
Если разобраться с рисунком 2 то можно понять как происходит процесс выпресовки а именно «выбивки» поршневого пальца из поршня.
Выбивать необходимо несильными ударами по воротку при этом прижимая поршень с противоположной стороны деревянным бруском, прижимать поршень необходимо для того, чтобы поршень не шатался при ударах и не согнулся шатун. Друзья, вы спросите, а что так легко согнуть шатун? Я отвечу, что согнуть его не так уж и просто, но сделать небольшой перекос все таки возможно, на глаз это бывает трудно определить, но на работу двигателя перекос шатуна может сильно повлиять, будет на равномерный износ поршневой группы, а также просос газов, даже если поршневая новая… так что будьте аккуратны с этим!
Полностью палец можно не выбивать из поршня, главное просто снять поршень с шатуна…
• Ну вот уже почти все… теперь необходимо произвести визуальный осмотр поршневой группы, и решить что делать дальше, т.к. есть два пути:
Первый – отремонтировать старую поршневую вложив немного денег и получив хороший результат…
Второй – купить новые запчасти и поставить их…это для тех, у кого имеются средства или старую поршневую ремонтировать уже нет смысла, короче у кого она умерла…
Начнем с первого варианта, а значит будем «ЛЕЧИТЬ».
И опять все по порядку (я люблю когда по полочкам все разложено).
А) Осматриваем поршневую группу, начинаем с поршня, если поршень еще «жив», т.е. если гнезда под поршневой палец не разбиты, штифты для компрессионных колец целы, поверхность его не поцарапана, нет задиров и прочих неисправностей, если все штифты в канавках для компрессионных колец целы, то смело можно поршень оставить для ремонта и последующей установки. Если же поршень в отличном состоянии но в цилиндре имеет небольшой зазор, который недопустим для «ПРАВИЛЬНОЙ» работы мотора, его необходимо отложить в уголок и смело шагать в магазин за новым…
Б) Теперь переходим к цилиндру. Осматривая цилиндр необходимо просмотреть внутреннюю его часть, т.е. гильзу. Если гильза не имеет видимых дефектов в виде тех же задиров и царапин, не имеет сколов на окнах, не имеет выработки - то цилиндр можно считать в хорошем состоянии и можно его оставить для следующей установки, но, есть одно но… Еще необходимо проверить цилиндр (гильзу) на бочкообразность и на выработку в середине рабочей поверхности. Как это сделать? Необходим нутромер… Но его как всегда нету ни у кого, (даже у токарей его порой не бывает)… поэтому будем измерять просто поршнем (снятым и голым без колец), для этого надо сасунуть поршень в цилиндр и на ощупь определить в каком месте цилиндра поршень идет с натягом, а в каком месте поршень болтается и проваливается без труда под собственным весом. Если поршень застрял сначала а в середине проваливается, это верный признак того что цилиндр необходимо растачивать, т.к. в месте соприкосновения поршневых колец (рабочая зона цилиндра) цилиндр изнашивается быстрее чем в других местах, имейте это ввиду друзья мои!
Еще можно проверить цилиндр на бочкообразность простым поршневым кольцом. Для этого необходимо просто засунуть кольцо сначала сверху цилиндра и замерять зазор, потом немного ниже и замерять зазор кольца, и наконец в середине и в низу цилиндра. Если зазор кольца разнится с его положением, т.е. если сверху цилиндра зазор меньше чем в середине цилиндра, значит цилиндр выроботан и у него бочкообразность… 
Рисунок 3. Цилиндр вид сверху.
1. Зазор поршневого кольца.
2. Поршневое кольцо.
3. Цилиндр (точнее его ребра).
4. Шпильки.
Потом еще необходимо посмотреть есть ли выработка сверху гильзы, это видимо невооруженным глазом, сверху, где поршневые кольца не достают есть небольшая выработка, т.е. кольца точили гильзу не до конца, и поэтому образовалась выработка, ее можно пощупать пальцами, она чувсвуется… (кстати многие кто собрал мотор не обращая на эту выработку потом жалуется, че-то гремит мотор как-то непонятно, не палец звенит, не коленвал, а что-то такое непонятное, это как раз тот случай когда новый поршень «бьется» об эту выработку, об этот «бордюрчик»….).
Я буду рассматривать тот случай когда цилиндр необходимо растачивать, иначе бы вы не читали эту статью и просто так бы не разбирали свой мотор, значит и у вас цилиндр уже «подошел» к расточке.
• Самому в «сарайно-гаражных» условиях вам никогда не расточить цилиндр как следует, значит вы его отдаете токарю Дяде Ване и он вам за пузырь с закусью его точит, но тут-то Друзья мои и скрывается первая уловка для того кто впервые это делает… Во первых необходимо купить новый поршень не левый, а «правильный поршень». Как подобрать нормальный и подходящий нам поршень для расточки цилиндра под него? Рассказываю:
1. чтоб подобрать поршень необходимо взять с собой в магазин цилиндр и найти поршень который бы не лез в цилиндр, короче шоб поршень был немного больше чем гильза, т.е. ремонтный поршень. (надеюсь что такое «ремонт» поршня все знают)
2. когда мы убедились что поршень никак не хочет лезть в цилиндр (тут главное взять как можно меньший ремонт поршня, шоб оставить еще раза на два расточку цилиндра)
3. старайтесь подобрать поршень а с правильными формами и качественно сделанный, обойдите много магазинов для сравнивания поршней, поверьте без сравнения вы никогда не узнаете что это за поршень, левак или хороший , если вы конечно не профессионал, и не съели собаку с этими поршнями…
После подбора поршня по цилиндру необходимо подобрать поршневой палец по поршню…:
1. палец необходимо подбирать засовывая его в бобышки поршня и если палец не лезет даже при сильном надавливании, надо брать его, палец не зазвенит!
2. теперь главное не нарваться на левак, тут тоже надо обойти кучу магазинов и попробовать что называется на зуб…
Короче поршень с пальцем у нас уже есть, теперь покупаем стопорные кольца (их редко подделывают и стоят они копейки, к тому же их можно сделать самому, но это уже другая история).
Вы спросите, а кольца же мы не купили. А кольца надо подбирать по цилиндру, а цилиндр у нас будет точиться, поэтому кольца купим позже.
Короче несем цилиндр дяде Ване на расточку, для этого нам надо взять собственно цилиндр и поршень (голый), поршень нужен шоб дядя Ваня при расточке мерял и подгонял цилиндр под поршень.
Приходите вы в общем к дяде Ване и говорите ему как надо точить:
Точить надо шоб поршень после расточки туго ходил в нижней части цилиндра, а в верхней очень туго. Дядя Ваня если поймет, то хорошо, если нет то вдалбливайте это ему в голову его пропитую. Обьясняю что почем:
1. В нижней части необходимо туго точить для того чтоб после обкатки поршень не болтался как член в рукомойнике, т.е. после обкатки натяг с которым дядя Ваня расточил вам цилиндр пропадет, и поршень будет легко перемещаться по цилиндру не болтаясь в нем.
2. В верхней части туго для того шоб после обкатки поршень лишь немного расслабился и стал работать с небольшим натягом!
3. При расточке просто под легкий натяг всего цилиндра поршень в конце концов начинает застревать в нижней части цилиндра а в верхней болтаться, поэтому тут главное Друзья мои не обосраться….
4. И главное не переборщить с натягом вверху.
5. Вся поршневая и ее последующая работа зависит в первую очередь от того как расточен цилиндр и насколько правильно подобран поршень.
• Теперь, когда цилиндр расточен и дядя Ваня ходит бухой, нам необходимо подобрать кольца и купить втулку верхней головки шатуна, а покупать ее надо после того как мы убедимся что старая втулка нас не устраивает или про запас.
Итак - проверка втулки:
Для того чтобы определить послужит ли нам старая втулка необходимо взять новый палец поршневой и немного налив на него масло засунуть в шатун. Если палец зашел без препятствий и вольно там себя чувствует, это верный признак будущего звона Друзья мои, надо втулку менять! Если же палец с небольшим натягом все таки туда залез и не имеет люфта, то вам повезло, можно оставить старую втулку не обрекая себя на геморроидальные процессы связанные с ее заменой.
Я же рассмотрю весь процесс для тех, у кого втулка уже изношена и ее надо менять.
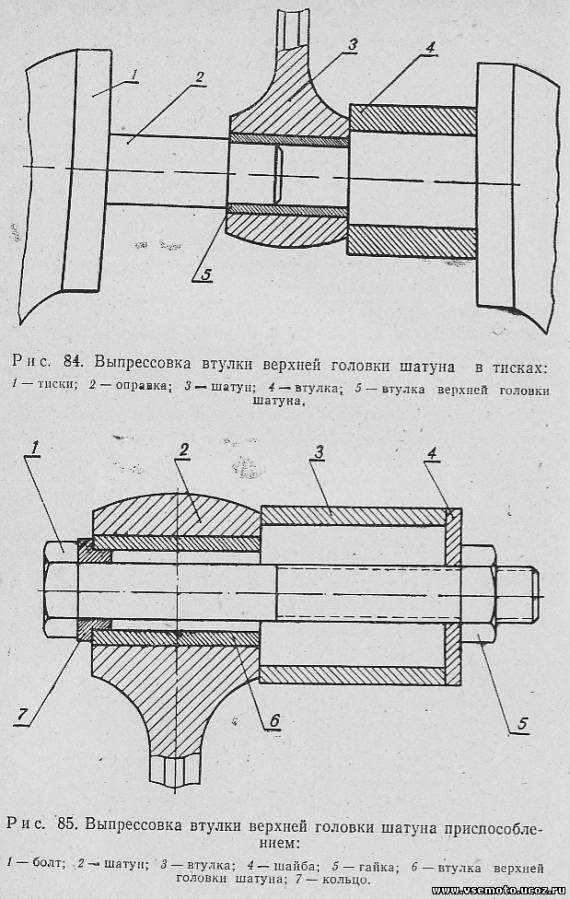
Для выпресовки втулки я рассмотрю самый простой и доступный способ, это распиливание втулки с последующим ее выпресовыванием. 
Рисунок 4. Распиливание втулки.
1. Полотно пилы по металлу.
2. Отверстия для подачи масла на поверхность втулки.
3. Втулка (бронзовая) которую необходимо распилить.
4. Головка верхняя Шатуна в разрезе.
5. Рычаг шатуна.
6. Ножовка по металлу.
На рисунке 3 показано как распилить втулку и потом выковырнуть ее воротком или выдавить руками, если получиться. В этом моменте главное при распилке не задеть сам шатун, поэтому пилить необходимо с предельной осторожностью.
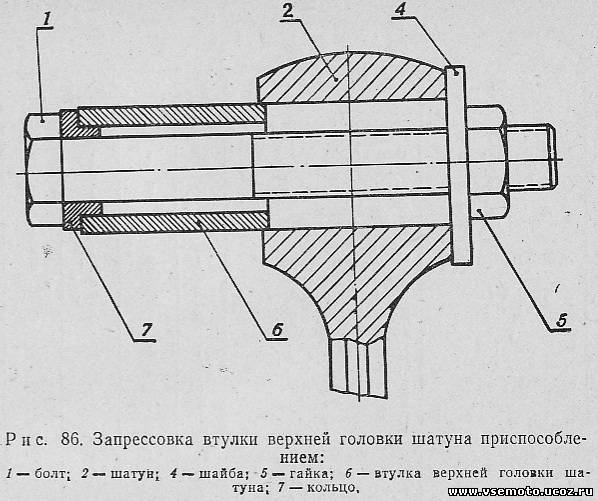
После того как втулка будет выпресована из шатуна необходимо запрессовать новую. Для этого необходимо иметь болт указанный на рисунке 5. 
Рисунок 5. Запрессовка втулки.
1. Затягивающая гайка.
2. Отверстия в головке шатуна для подачи масла.
3. Шайбы упорные.
4. Головка шатуна верхняя.
5. Рычаг шатуна.
6. Болт затяжной.
7. Втулка бронзовая.
Как видно из рисунка 5 необходимо закручивать гайку и тем самым впрессовывать втулку в шейку шатуна. При этом необходимо поливать маслом втулку и аккуратно но медленно, чтоб без перекосов, закручивать. Тут ребята главное не спешить, и делать все по возможности «правильно»!
После того как втулка запрессована в ней необходимо сделать отверстия для подачи масла на поршневой палец , короче для смазки втулки при работе двигателя. Для этого необходимо сверло на 4-5мм, и аккуратно, чтоб попасть в отверстия сверлить, тоже не спеша и насквозь, т.е. чтоб сверло прошло сверху вниз.
Когда смазочные отверстия просверлены необходимо втулку райберовать или развернуть или у кого как говориться… Тут уж необходим спец материал, т.е. развертка на 15, желательно разводная, и желательно в отличном состоянии, острая то бишь.
Разворачивать надо как всегда не спеша, если развертка разводная то на минимальном диаметре, на этом я подробно останавливаться не буду т.к. на пальцах тут не покажешь… Главное тут терпение и поливание маслом и после каждого прокрута тщательное смывание стружки с развертки бензином при помощи зубной щетки или кисточки. После того как процесс разворачивания втулки будет происходить, необходимо каждый раз примерять палец поршневой, необходимо добиться плотного с натягом соприкосновения, т.е. чтоб палец заходил во втулку от руки но туго, почти трудно, тут - то Друзья мои и есть возможность обосраться и просдлабить втулку, тогда пиши пропало, через неделю палец зазвенит. При примере пальцаего тоже облить маслом моторным.
Когда втулка готова, и все подходит, необходимо ставить поршень, но сначала надо купить поршневые кольца. Здесь спешить не надо и в магазин тоже идти пока рано, расточенный цилиндр необходимо по началу обкатать старыми уже работавшими кольцами, т.к. новые сотрутся быстро и эффекта ни какого не будет от новых колец, короче надо сначала притереть цилиндр, набить ЗЕРКАЛО.
А уже после недельной езды на старых кольцах снова снять цилиндр (поршень не трогать) и взяв его под мышку идти подбирать кольца в магазин. Кольца необходимо подбирать засовывая их на глубину 2-4 см в цилиндр сверху и смотреть на зазор чтобы огн не был более одного лезвия, т.е. чтоб в зазор можно было засунуть только одно лезвие…Понимаете. Когда вы такие кольца подберете – считайте вам повезло и с довольной мордой идите и ставьте их вместе с цилиндром. Но обязательно после расточки цилиндра помойте его, можно даже струей воды, только потом сразу же смазать моторным маслом. Промывка цилиндра необходима для смывания всей микростружки которая осталась после расточки, сделайте промывку ОБЯЗАТЕЛЬНО.
И так я вплотную подошел к сборке двигателя а точнее сборке поршневой. Начинаем с установки поршня, для того чтобы палец залез в поршень (он же не заходит от руки я надеюсь), поршень необходимо нагреть, он расшириться и палец зайдет как миленький (из курса физики все знают что при нагреве тела расширяются). Нагревать поршень проще всего перевернув его и залив туда 10 грамм бензина, зажег бензин внутри и поршень горит и нагревается, главное не долго его греть, около минуты, чтоб он не расплавился или не повелся метал.
1. Перед нагревом поршня необходимо с одной стороны вставить к него стопорное кольцо, не забудте это сделать, т.к. это нам пригодиться.
2. Затем подготавливаете тряпки (только не синтетику которая может расплавиться) которыми вы будете брать в руки горячий поршень.
3. Смазываете палец маслом моторным, и подготавливаете сам мотор, точнее доступ к мотору, т.к. будет необходимо все делать очень быстро и четко, здесь ребята главное не обосраться, попытка только одна, иначе гемор произойдет, сразу подготовьте и молоток и вороток на 10 мм в диаметре и деревянный брусок для упора поршня чтоб не согнулся шатун. Когда все приготовлено, переходим дальше, к пункту 4.
4. Теперь можно зажигать поршень, гореть он должен не более одной минуты, и потушив его засовываете в него с одной стороны палец (с той в которой нет стопорного кольца). Палец должен зайти туго но зайти, и после того как вы заткнете палец (затыкать надо только на уровень бобышки, чтоб потом поршень можно было вставить в шатун и дальше просунуть палец ) запрессовать до конца, используя молоток и деревянный брусок, который необходим для придерживания поршня с противоположной стороны, дабы не согнуть шатун.
5. Забивать палец необходимо до конца и оставив немного места до стопорного кольца, миллиметра 2, 1,5, не более. На Рисунке 2 все показано и можно с легкостью во всем разобраться.
6. После остывания поршня вставить второе стопорное кольцо и надеть компрессионные кольца. Как надевать кольца вы уже знаете, порядок такой же как и при их снимании, только в обратную сторону. 
Рисунок 6. Запрессовка пальца.
На рисунке 6 изображено:
1. Деревянный брусок. Брусок необходимо прижать к поршню рукой для того чтобы при забивании поршневого пальца удерживать поршень, тем самым не давая согнуться шатуну коленвала.
2. Шатун коленвала.
3. Поршневой палец.
4. Канавка стопорного кольца.
5. Втулка верхней шейки шатуна коленчатого вала.
6. Молоток.
7. Вороток или металлический стержень диаметром не более 14,8 мм, и не менее 10 мм, такой диаметр необходим для того чтобы стержень пролез в бобышки поршня и не поцарапал их, и не проскочил внутрь поршневого пальца, в его отверстие.
Глава 1
Силовой агрегат включает в себядвигатель (цилиндропоршневая группа), моторную передачу, механизм сцепления и коробку передач, конструктивно объединённые в один блок.
Двигатель
Кривошипно-шатунный механизм
Состоит из цилиндра, головки цилиндра, поршня с поршневым пальцем и поршневыми кольцами, коленчатого вала с шатуном и кривошипной камеры (картер). Смазка кривошипно-шатунного механизма осуществляется маслом, добавленым к топливу в пропорции 1:25. Охлаждается двигатель за счёт потока воздуха, который обдувает рёбра цилиндра, головки и наружные поверхности картера.
Цилиндр
В цилиндре4 (рис.2) происходит сгорание рабочей смеси. Его внутренняя поверхность служит напровляющей для поршня 6 и имеет низкую шероховатость и высокий класс точности обработки поверхности. Возвратно-поступательное движение поршня преобразует во вращательное движение коленчатого вала 12 при помоши шатуна24. Поскольку в двухтактном двигателе рабочий цикл происходит не только над поршнем, но и под ним, в картере, цилиндр имеет соответствующие окна, а в его теле отлиты перепускные каналы 7. Головка цилиндра 3 образует камеру сгорания. Цилиндр двигателя "Иж-49" отливался целиком из чугуна. Герметично в сопряжении между цилиндром и чугунной головкой достигалась за счёт устоновки прокладки. На мотоцикле "Иж-56" цилиндр для уменьшения массы и улучшения охлаждения сделан "слоёным". Чугунная гильза залита в алюминиевую рубашку, имеющую оребрение. К картеру цилиндр крепится на четырёх коротких шпильках гайками.
В верхней части в рубашку ввёрнуты шесть шпилек. На них крепитсяголовка. Прокладка между головкой и цилиндром неустанавливалась. Надёжность соединения достигалась за счёт высокой точности обработки сопрягаемых поверхностей и некоторой деформации более мягкой, по сравнению с чугунной гильзой, головки. По тойже схеме выполнены цилиндры "Ижей""планетного"ряда.
Двигатель "Иж-Юпитер" отличается количеством цилиндров: их два. В связи с этим работа двигателя более равномерна, ниже уровень вибрации.
Поршень
В любом двигателе поршень - это тот элемент, который воспринимает давление газов, образующихся при сгорании топливной смеси, и передаёт усилие на шатун.
Рис.3 Поршень:
1-днише; 2-канавка; 3-юбка; 4-окно; 5-бобышка;
В двухтактном же двигателе поршень выполняет ещё роль механизма газо распределения. Поэтому форма его довольно сложна: в нижней части юбки 3 (рис. 3) имеются окна 4, открывающие перепускные каналы и точно соответствующие по форме окна в цилиндре. Поршень должен распологаться в цилиндре строго ориентировано, чтобы стыки поршневых колец не попадали в проёмы, иначе их поломка неизбежна. От проворачивания на поршне кольца фиксируются стопорными штифтами.
Поршень 6 (см. рис. 2) соединён с верхней головкой шатуна 24 при помоши пальца 8, которыйфиксируется от осевого смещения в бобышках стопорными кольцами.
На поршнях одноцилиндровых двигателей устанавливаются по три компрессионных кольца, двухцилиндровых - подва. Долговечность работы сопряжённой пары цилиндр-поршень зависит от того насколько точно подобрана эта пара. По технологическим причинам невозможно изготовить все цилиндры и все поршни совершенно одинаковыми (существуют определённые допуски на размеры). Поэтому цилиндры и поршни после выхода их с последней операции тщательно измеряются и сортируются на группы. Детали в каждой из груп отличаются между собой не более, чем на 0,01 мм. Каждая из групп имеет определённую маркировку. При сборке необходимо подбирать поршни и цилиндры из соответствующих юдруг другу групп (табл 1, 2)
Размеры группы поршней и цилиндров мотоциклов "Иж-П3","Иж-П4","Иж-П5"
| Маркировка | Диаметр поршня, мм | Диаметр цилиндра, мм |
| 1 | 71,94-0,01 | 71,99 +0,01 |
| 0 | 71,95-0,01 | 72,00 +0,01 |
| 00 | 71,96-0,01 | 72,01 +0,01 |
| 000 | 71,97-0,01 | 72,02 +0,01 |
Размеры группы поршней и цилиндров мотоциклов
"Иж-Юпитер"
| Маркировка | Диаметр поршня, мм | Диаметр цилиндра, мм |
| 2 | 61,98 +0,01 | 62,00 +0,01 |
| 1 | 61,99 +0,01 | 62,01 +0,01 |
| 0 | 62,00 +0,01 | 62,02 +0,01 |
| 00 | 62,01 +0,01 | 62,03 +0,01 |
| 000 | 62,02 +0,01 | 62,04 +0,01 |
Если поршень не имеет маркировки или она нанесена недостаточно ясно, измерить диаметр следует на строго определённой высоте. Для поршня "Иж-Ю" она состовляет 42мм, для поршня "Иж-П" -55мм, а для поршня "Иж-ПС" -35мм от края юбки поршня в плоскости перпендикулярной оси пальца. Для мотоцикла "Иж-Планета-Спорт" изготавливаются цилиндры и поршни нормальногоразмера трёх групп и двух ремонтных размеров (таблица 4).
Поршневой палец
Служит для соединения поршня с шатуном.
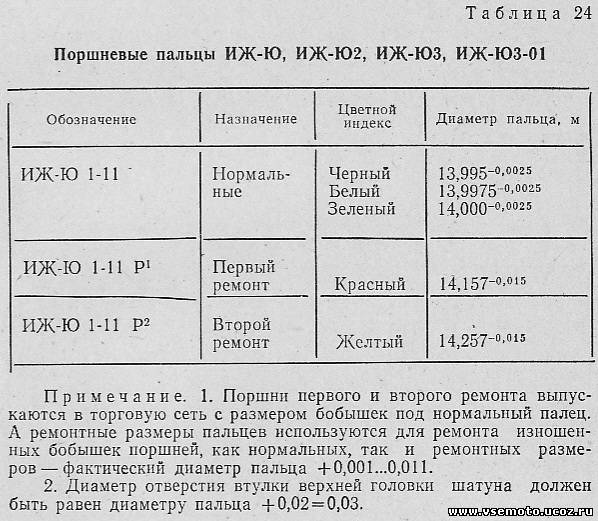
Поршневые пальцы подбираются к поршням по размеру отверстия в бобышках (таблица 5). На бобышках и на торцах пальцев должны быть метки одногоцвета. Следует иметь в виду, что палец в бобышки устанавливается по плавающей посадке, т.е. в сопряжении может быть от 0,002 мм натяг до0,008 мм зазор. Иными словами, смазаный палец обычно входит в бобышки под усилием руки, особенно если поршень слегка нагрет.
Размеры группы пальцев и отверстий бобышек поршней
"Иж-П3"
| Цветной индекс | Диаметр пальцев, мм | Диаметр отверстия бобышке, мм |
| Зелёный Белый Черный | 15,003-0,005 14,998-0,005 14,993-0,005 | 15,003 +0,005 14,996 +0,005 14,991 +0,005 |
Размеры группы ремонтных пальцев и отверстий бобышек поршней "Иж-П3"
| Ремонт | Цветнаи индекс | Диаметр пальца, мм | Диаметр отверстия бобышки | Диаметр отверстия втулки верхней головки шатуна, мм |
| Первый | Красный с одной стороны | 15,1-0,05 | 15,1-0,002 | Диаметр пальца плюс 0,02. 0,03 |
| Первый | Красный с обеих стороны | 15,2-0,05 | 15,2-0,002 |
Размерные группы пальцев и отверстий бобышки поршней
"Иж-ПС"
| Цветной индекс | Диаметр пальца, мм | Диаметр отверстий бобышек, мм |
| Белый Черный Красный Зелёный | 18,0000. 17,9975 17,9975. 17,9950 17,9950. 17,9925 17,9925. 17,990 | 18,0030. 18,0005 18,0005. 17,9980 17,9980. 17,9955 17,9955. 17,9930 |
Поршневые кольца
Размеры ремонтных колец мотоциклов
"Иж-Ю3-01" и "Иж-Ю4"
| Группа ремонта | Поршень | Поршневые кольца | ||
| Маркировка | Диаметр, мм | Маркировка цветом | Диаметр, мм | |
| 1 2 | 1P 2P | 62,26-0,03 52,51-0,03 | Жёлтый Синий | 62,25 +0,03 62,50 +0,03 |
Размеры ремонтных колец мотоциклов
"Иж-П3" и "Иж-П5"
| Группа ремонта | Поршень | Диаметр поршневого кольца, мм | |
| Маркировка | Диаметр, мм | ||
| 1 2 | 1P 2P | 72,46-0,03 72,96-0,03 | 72,5 +0,03 73,0 +0,03 |
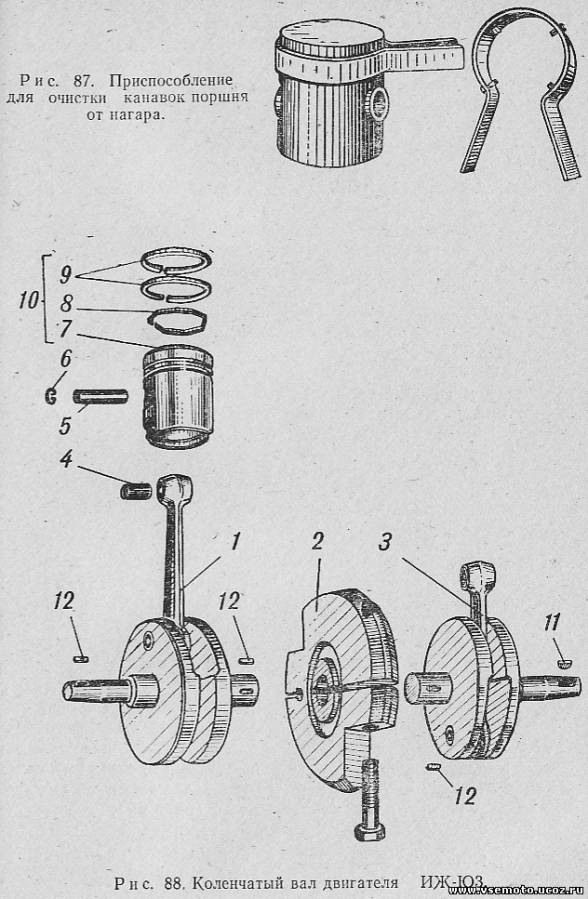
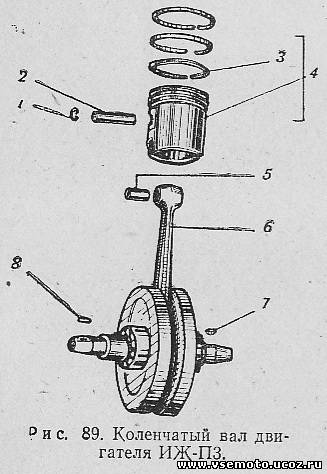
Коленчатый вал
Коленчатый вал (см. рис.2.2) одноцилиндровых двигателей неразборный. Он состоит из двух щёк 16, кривошипного пальца 17, двух полуосей и шатуна 24. Полуоси запрессовываются в маховик с большим натягом, и это обеспечивает неоюходимую прочность соединения7 Палец 17 служит одновременно обоймой, по которой работают ролики подшипника нижней головки шатуна. Второй (наружной) обоймой является втулкой из специальной стали, запрессованная в нижнюю головку. Втулка термических обработана и имеет высокую твёрдость. Ролики подшиники нижней головки короткие, распологаются в два ряда сепораторе. В порцессе работы смазка кним поступает через щели, прорезанные в головке.
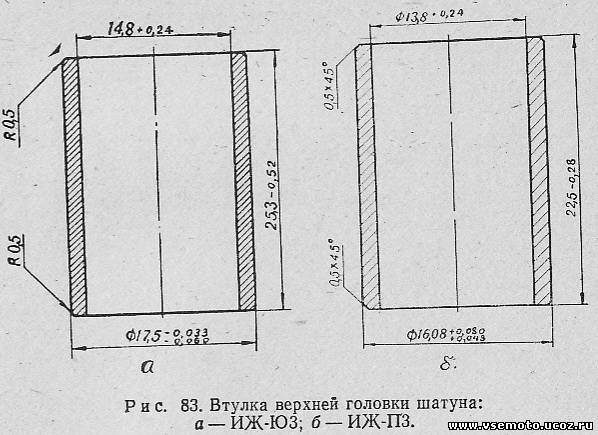
В верхнюю головку шатуна запресовывается бронзовая тонкостенная, свёрнутая из листа, втулка. Она служит подшипником для поршневого пальца 8. Необходимая точность сопряжения достигается обработкой втулки и подбором пальца. Смазка к пальцупроникает через сверления в головке и втулке.

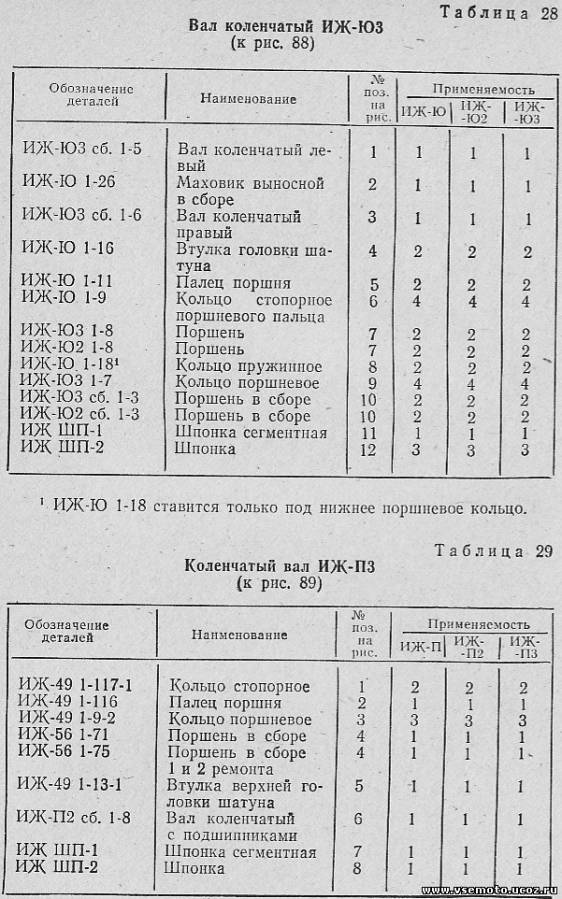
Рис. 4 Поршень и вал коленчатый мотоциклов Иж-Ю (Наименования приведены в таблице 11).
Поршень 4 ремонта иж планета
Осмотреть состояние плоскости разъема головок и цилиндров. При наличии забоин или неровностей на плоскостях разъема (определяется по следам пропуска газов) удалить их шабером и при необходимости плоскости притереть на плите. Удалить нагар, поверхность сферы зачистить мелкой наждачной шкуркой и промыть.
ПОРШНИ И ЦИЛИНДРЫ. Для определения величины износа производится микрометраж (замер) поршней и цилиндров. Если зазор между поршнем и цилиндром у ИЖ-ЮЗ больше 0,25÷0,3 мм, пару поршень-цилиндр необходимо отремонтировать. На ИЖ-ПЗ допустимый зазор составляет 0,3÷0,4 мм.
Ремонту также подвергаются цилиндры, имеющие на зеркале глубокие риски и задиры. Ремонт производится двумя способами:
1) подбором и установкой комплектов новых (нормальных) цилиндров, поршней и поршневых колец взамен изношенных;
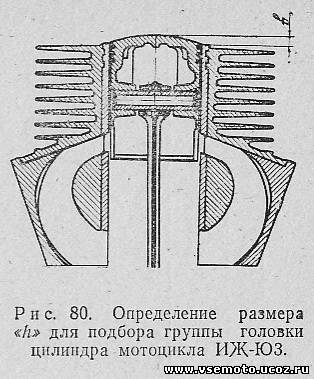
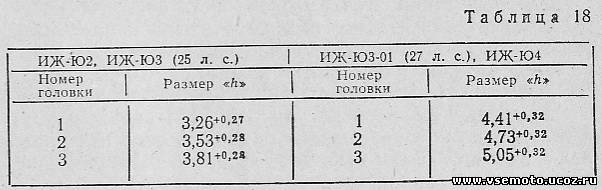
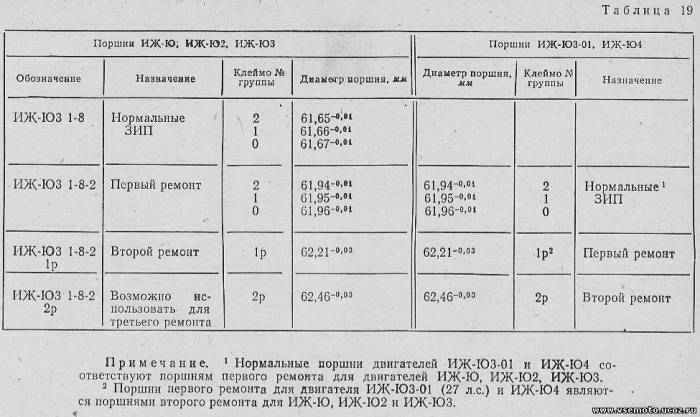
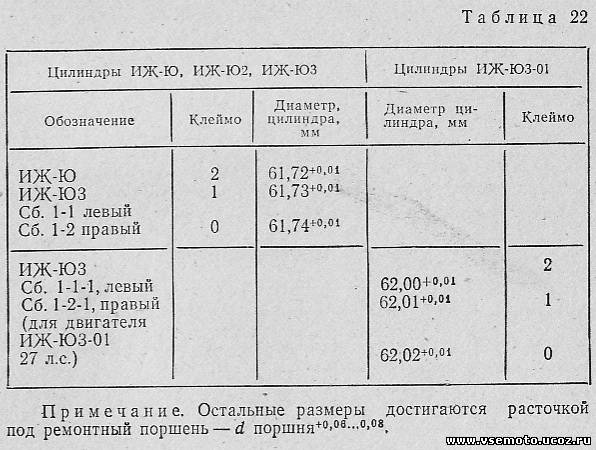
2) расточкой и хонингованием цилиндров с установкой ремонтных колец и поршней. При одновременной замене поршня и цилиндра они подбираются одной группы. В торговлю поставляются поршни и цилиндры ИЖ-ЮЗ трех размерных групп (табл. 19 и 22). Клеймение группы поршня производится на головке поршня и в верхней части цилиндра (рис. 82).

Замер приведенных в таблице 19 диаметров Д2 (рис. 14) производится на высоте Н=42 мм от нижнего торца поршня. Необходимо учитывать, что диаметр днища - Д1 и юбки - Д3 отличается от диаметра Д2. Д1=Д2 факт.-0,14 мм. Д3=Д2 факт.+0,01 мм.
Поршневые кольца в этом случае устанавливаются нормальные. Диаметр нормального кольца равен 61,75+0,15 мм при зазоре в замке 0,2÷0,35 мм.
Для ИЖ-П3 в торговую сеть поставляются поршни и цилиндры нормального размера четырех размерных групп (табл. 21). Клеймение номера группы производится на головке поршня и фланце цилиндра.
Замер приведенных в таблицах 21 и 23 фактических -диаметров поршней производится на высоте Н = 55 мм от нижнего торца поршня. Диаметр днища Д1 и юбки Д3 составляет: Д1=Д2 факт.-0,24мм; ДЗ=Д2 факт.+0,08мм.
Поршневые кольца в данном случае устанавливаются также нормального размера. Диаметр такого кольца равен 72+-0,03 мм при зазоре в замке 0,3 - 0,45 мм.
При втором способе ремонта устанавливаются ремонтные кольца и поршни взамен изношенных, а цилиндры обрабатываются под размер поршней.
В торговлю поставляются ремонтные поршни и поршневые кольца двух размеров (табл. 19 й 20).
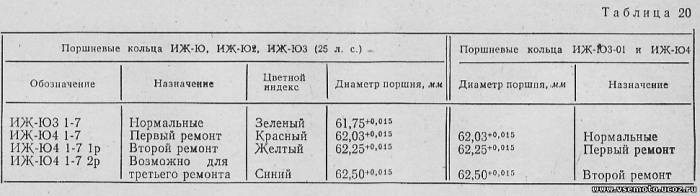
Маркировка номера ремонтной группы поршня производится клеймением на головке поршня, а цветной индекс поршневого кольца наносится на внутренний диаметр вблизи стыка.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,07- 0,09 мм, овальность и конусность по всей длине не более 0,01 мм, частота зеркала цилиндра - 9-10 класс.
Обработка цилиндров под ремонтный размер производится следующими способами:
а) растачивание цилиндра с последующей доводкой хонингованием или на притире;
б) двукратное хонингование (предварительное и окончательное).
Цилиндры растачиваются на специальных расточных или токарных станках. При закреплении цилиндра нужно базироваться относительно нижней плоскости фланца цилиндра и по наружному диаметру гильзы. Для растачивания на токарном станке цилиндр крепится на планшайбе так же, как на картере двигателя.
Припуск на последующую доводку - 0,025÷0,03 мм на сторону. Растачивание проводится за один проход, скорость резания не менее 100 м/мин.; подача при этом - 0,03 - 0,1 мм на оборот.
Доводят цилиндры на хонинговальных станках карборундовыми брусками с зернистостью 300÷500 единиц. При этом бруски подбираются по длине так, чтобы расстояние между торцами брусков в крайних (верхнем и нижнем) положениях доводочной головки было равно 4 - 6 мм, а выход брусков из цилиндра - 15 - 20 мм. Если отсутствует специальное оборудование для хонингования, доводку можно провести на токарном станке чугунным или деревянным притиром с использованием корундового порошка или вручную разжимным притиром. При этом необходим периодический контроль размеров цилиндра, а припуск на доводку должен быть минимальным.
Обработку цилиндра под ремонтный размер также можно осуществить двукратным хонингованием.
Предварительным хонингованием необходимо вывести бочкообразную форму изношенного цилиндра и удалить следы задиров и рисок поврежденного цилиндра. Для предварительного хонингования применяются бруски с зернистостью 150÷200, для окончательного - с зернистостью 300÷500. Припуск на окончательное хонингование - 0,03 - 0,04 мм на сторону.
Ремонт цилиндро-поршневой группы ИЖ-ПЗ производят аналогично ремонту ИЖ-ЮЗ. В торговлю поставляются ремонтные поршни и поршневые кольца ИЖ-ПЗ двух размеров (табл. 23).
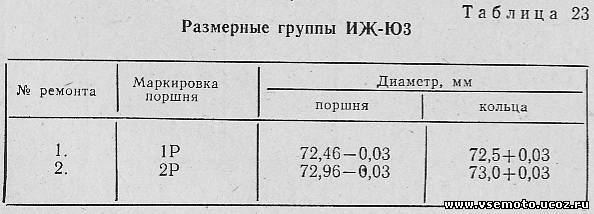
Клеймение группы делают на головке поршня: первый ремонт - 1Р, второй ремонт - 2Р. Маркировка группы колец указана на ярлычке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,05÷0,07 мм, чистота обработки зеркала цилиндра - 9 - 10 класса, овальность и конусность по всей длине - не более 0,01 мм. Величина припуска на последующую доводку - 0,05 - 0,1 мм на сторону. Скорость, подача и способ доводки цилиндра ИЖ-ПЗ аналогичны обработке цилиндра ИЖ-ЮЗ.
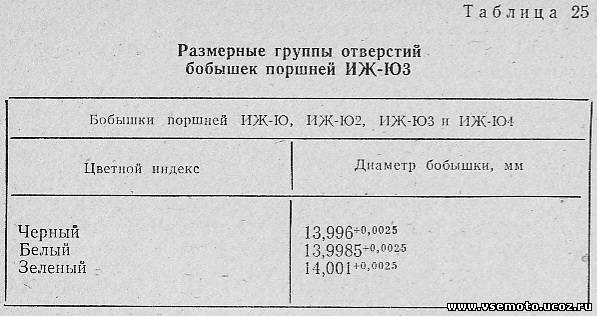
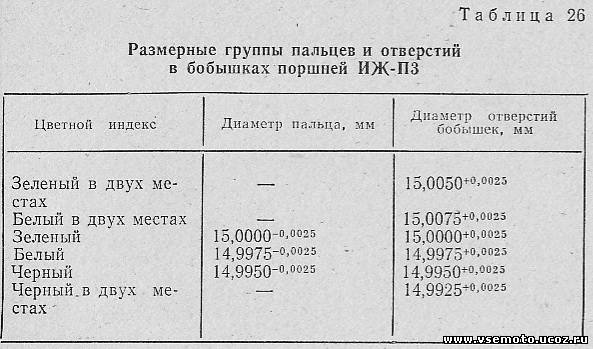
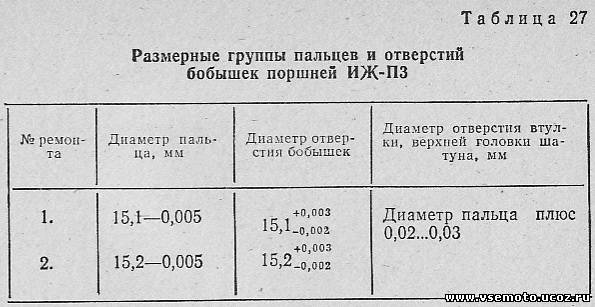
ПОРШНЕВЫЕ ПАЛЬЦЫ, ОТВЕРСТИЯ БОБЫШЕК ПОРШНЕЙ И ВТУЛКИ ВЕРХНИХ ГОЛОВОК ШАТУНОВ. При установке нового поршня (нормального или ремонтного) поршневой палец подбирается по отверстиям в бобышках. Пальцы и отверстия в бобышках поршней ИЖ-ЮЗ и ИЖ-ПЗ имеют несколько размерных групп (табл. 24, 25, 26).
Сборку поршня с кольцами производить в такой последовательности:
1. Используя пластинки, надеть кольца на поршень (рис. 77), сориентировав стыки колец на стопорные штифты поршня (на ИЖ-ЮЗ предварительно в нижние канавки поршней установить пружинные кольца).
2. Проверить подвижность кольца в канавке поршня, зазор между торцевой поверхностью кольца и канавкой должен находиться в пределах 0,065÷0,1 мм, кольцо должно передвигаться в канавке свободно, без заеданий.
3. Вставить в одну из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки- смазанный маслом поршневой палец.
4. Поршень ИЖ-ЮЗ надеть на верхнюю головку шатуна стрелкой, имеющейся на головке поршня, назад (в сторону, обратную движению мотоцикла). Поршень ИЖ-ПЗ установить стрелкой вперед или разрезом юбки вперед по ходу мотоцикла. Совместить отверстия бобышек и втулки верхней головки шатуна; при помощи оправки, придерживая поршень рукой, легкими ударами молотка запрессовать палец. Установить второе стопорное кольцо. Таким же методом установить второй поршень.
5. Перед установкой цилиндра проверить плоскости разъема цилиндров, картера и при необходимости зачистить. На фланец картера установить уплотнительные прокладки из картона или, паронита.
6. Установить стыки колец против штифтов, сжать их обжимкой (рис. 90).
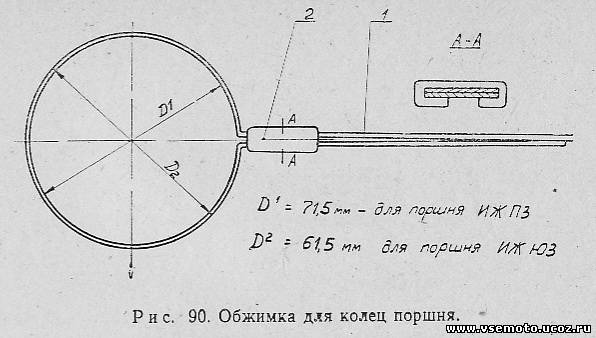
8. Снять обжимку, убрать подставку и, продвигая цилиндр, установить его на место.
9. Соблюдая указанный порядок, установить второй цилиндр; установить и закрепить патрубок карбюратора с прокладкой, надеть на шпильки головки цилиндров и только после этого закрепить цилиндры гайками. Установить свечи зажигания.
На ИЖ-П3 цилиндр крепится гайками на 4-х шпильках. Головка крепится к цилиндру шестью шпильками без уплотнительной прокладки.
Поршень 4 ремонта иж планета

Речь идет об ИЖ Планета 5.
Дело в том что у многих как и в моем случае при замене поршневой на новую появляется звонкий металлический звук в верху головки, бывает проходит он или нет…
У меня было 3 поршневые и все заливал 92м бензином, везде был металлический звон вверху головки…
Но как это может быть логично?, когда:
— поршень туго в гильзе
— палец забит на горячую в поршень
— палец плотно сидит в втулке
— кв не имеет люфта как и шатун
Нужно выяснить причину этого явления и приступил к делу!
Как оказалось при замере камеры сгорания сток и веерной, выявлено следующее:
Сток голова = 56-57мл
Веерная голова = 46-47мл
Из этого выходит следующая степень сжатия по формуле 340куб делим на камеру сгорания +1 = примерно:
Сток голова = 7.2
Веерная голова = 8.2 — 8.5
Прокладка под головкой цилиндра равна 1мм, то есть увеличение камеры сгорания, в свою очередь уменьшение степени сжатия.
1мм высоты вытесняет 4-5мл жидкости
вытеснение сферы поршня 3мл (3.5) жидкости
при суммировании округлим около 7-8мл
У меня цилиндр без прокладки и камера сгорания составляет 40мл, итого 9.5 степень сжатия, при использовании 92го бензина — звон нарастающий с повышением оборотов.
И так в моем случае имеем диаметр поршня 72, ход поршня 85 = 340куб \ 40мл +1 = с помощью этих данных можно вычислить на сколько надо подрезать головку или подложить прокладку для подгонки степени сжатия на желаемый бензин:
— головка с прокладкой = 8.2
— головка без прокладки = 9.5 (при условии что поршень выступает из цилиндра на 1мм высоты)
— головка которая подрезана на 1мм = 4-5мл жидкости, вытеснения поршнем 3-4мл, то есть = 7-8мл,
дальнейшее вычисления каждый может высчитать для себя.
Если верить данным с интернета, то соотношение степени сжатия к октановому числу бензина:
92 — до 10,5
95 — 10-12,5
98 — 12-14,5
К чему я это все сделал?, а к борьбе с ДЕТОНАЦИЕЙ.
Ведь звон в верху головки все время путают с звоном пальца, поршня, юбки и всего что можно.
Пути решения:
— перенастроить зажигание, чем выше октановое число — тем дольше горит смесь, значит к примеру для 92 надо 1.5мм до вмт, 95 — 2.5мм до вмт. Подобрать можно экспериментально от 1 до 3мм.
— обогатить смесь, обедненная смесь приводит к детонации.
— пробовать заливать бензин с другим октановым числом.
— пробовать с прокладками под головку и подрезанием головки до устранение детонации.
Игнорирование подобного звона может привести как в моем случае к расплавлению поршня, все же поршни делают уже не из лучших сплавов.

Поршень 4 ремонта иж планета
А вот что я действительно утверждаю, та это то, что и изготовленный хрен-его-знает-где поршень будет нормально работать, если его правильно подобрать и поставить. За исключением тех случаев, когда поршень льют из алюминиевых ложек. Но это действительно редкость. Однако некоторый внешний осмотр при покупке не помешает. Первым делом загляните внутрь поршня. Клейма и так далее пропускаем, а смотрим на ровность поверхности и отсутствие облоя. Ровная поверхность внутренней стороны дна и юбки, а также отсутствие острых краев от литья - это хорошо. Если поверхность юбки бугристая, поршень откладываем. Дно может быть неровным, это не критично, а вот раковины не допускаются. Острые края от литейной формы также нежелательны, хотя, в крайнем случае, можно взять и с ними. Наружная поверхность поршня должна быть по возможности менее ребристой. Чем выше класс обработки поршня, тем поверхность ровнее. А где лучше обрабатывают? Понятно, что не в левых конторах. Выводы делайте сами. Ради интереса посмотрите на фотографию поршня для Ю4. Он однозначно не заводской, но вполне пригоден для эксплуатации. Обратите внимание на низкую чистоту обработки поверхности юбки и следы некачественного литья внутри поршня. Все это плохо, но допустимо. Лучше поставить не заводской, но правильно подобранный поршень, нежели заведомо качественный, но не подходящий по размерам.

Теперь перейдем к тому, что получается с поршнем в результате его износа. Понятно, что на высоте поршневого пальца износа практически нет. Нет износа и в тех местах, где поршень перекрывает выпускное и перепускные окна. Изнашивается головка поршня. Но сильнее всего изнашивается низ юбки. В итоге поршень получается не конический, а бочкообразный. Из-за изношенной юбки появляется характерный звон поршня "Юпитеров". У "Планет" это сглаживается разрезным поршнем, но лишь до какого-то уровня. Отсюда вывод: выяснение износа поршня, измеряя зазор между головкой поршня и цилиндром - явная глупость. Это лишь косвенно свидетельствует об износе поршня. Правильнее всего измерить сам поршень микрометром. Которого, как мы условились, у нас нет. Отсюда следует два других метода: внешний осмотр и проверка герметичности.

Что есть внешний осмотр - понятно. Поршень ни в коем случае не должен болтаться в цилиндре. Особенно низ юбки - ее диаметр должен быть самым большим. Косвенным свидетельством износа можно считать и звон при работе, при условии исправных шатунных подшипников. Но значительно точнее будет проверка герметичности. Для этого берется цилиндр и поршень. У "Планет" цилиндр берется с головкой, у "Юпитеров" он сверху заклеивается скотчем для создания герметичности. Затем поршень (без колец) вставляется в цилиндр, причем он должен быть ориентирован так же, как и при работе. При герметичном цилиндре наблюдаем, как поршень падает под своим весом в цилиндре. Изношенный поршень опускается максимум за 2-3 секунды, нормальный - намного медленнее. Но: если поршень был взят ошибочно более полный и приработался до нормального размера, то герметичность будет в норме, а низ юбки - изношен. Это отлично видно при внешнем осмотре.

Теперь самое главное. Выяснив, что поршень требует замены и, отбраковав заведомо "левые" поршни, приступим к подбору поршней. Для литых и точеных поршней эта процедура несколько отличается. Причина этого состоит в том, что "ребра" на точеных поршнях потом сгладятся, а на литых их уже нет. Следовательно, точеный поршень должен быть заведомо полнее, с учетом износа при обкатке. Надо крепко запомнить: поршень подбирается под цилиндр. Каждый поршень под каждый цилиндр, индивидуально. Методика определения полноты поршня до банального проста: вставляем поршень в цилиндр и проталкиваем его пальцем насквозь. Если поршень падает под своим весом - он мал. Если он легко проходит - это годится для литого и не годится для точеного поршня. Если поршень идет туго, но вполне проталкивается одним пальцем без значительных усилий - это нужный размер для точеного поршня и большой - для литого. Если поршень клинит в цилиндре или его приходится проталкивать, прилагая значительные усилия - он явно велик. Все кажется простым, но точность подбора достигается лишь практикой.
Как быть, если цилиндр шлифован? Можно взять заведомо полный поршень. Лучше всего поступить следующим образом. Берем нормальный поршень, а после обкатки цилиндра (когда появится зеркало) его меняем вместе с кольцами и вновь обкатываем. Это получится намного проще, нежели довольно нудная обкатка заведомо полного поршня. Особенно это относится к "Юпитерам", которые больше "Планет" склонны к клину поршня.
Остались еще несколько вопросов: подбор пальца, колец и обкатка поршня. Это - в следующий раз."
как вставить пале в поршень иж планета 5
Палец на горячую ставится, либо кипятишь в кастрюле с водой поршень затем в тряпочку и ставишь, либо на дно поршня плесни бензина немного и подожги! Ставь стрелкой вперед или замками колец так что бы не попадали в окна цилиндра, обычно замок второго кольца на переднее колесо смотрит! Не загни шатун! Удачи!
Начинаем с установки поршня, для того чтобы палец залез в поршень (он же не заходит от руки я надеюсь) , поршень необходимо нагреть, он расшириться и палец зайдет как миленький (из курса физики все знают что при нагреве тела расширяются) . Нагревать поршень проще всего перевернув его и залив туда 10 грамм бензина, зажег бензин внутри и поршень горит и нагревается, главное не долго его греть, около минуты, чтоб он не расплавился или не повелся метал.
1. Перед нагревом поршня необходимо с одной стороны вставить к него стопорное кольцо, не забудте это сделать, т. к. это нам пригодиться.
2. Затем подготавливаете тряпки (только не синтетику которая может расплавиться) которыми вы будете брать в руки горячий поршень.
3. Смазываете палец маслом моторным, и подготавливаете сам мотор, точнее доступ к мотору, т. к. будет необходимо все делать очень быстро и четко, здесь ребята главное не обосраться, попытка только одна, иначе гемор произойдет, сразу подготовьте и молоток и вороток на 10 мм в диаметре и деревянный брусок для упора поршня чтоб не согнулся шатун. Когда все приготовлено, переходим дальше, к пункту 4.
4. Теперь можно зажигать поршень, гореть он должен не более одной минуты, и потушив его засовываете в него с одной стороны палец (с той в которой нет стопорного кольца) . Палец должен зайти туго но зайти, и после того как вы заткнете палец (затыкать надо только на уровень бобышки, чтоб потом поршень можно было вставить в шатун и дальше просунуть палец ) запрессовать до конца, используя молоток и деревянный брусок, который необходим для придерживания поршня с противоположной стороны, дабы не согнуть шатун.
5. Забивать палец необходимо до конца и оставив немного места до стопорного кольца, миллиметра 2, 1,5, не более. На Рисунке 2 все показано и можно с легкостью во всем разобраться.
6. После остывания поршня вставить второе стопорное кольцо и надеть компрессионные кольца. Как надевать кольца вы уже знаете, порядок такой же как и при их снимании, только в обратную сторону.
Двигатель ИЖ Планета 3, 4 и 5, разборка, сборка для ремонта и тюнинга.
Разборку двигателя нужно производить предварительно слив с его масло и демонтировав с рамы мотоцикла, нужно обязательно двигатель тщательно помыть. Для этого желательно применить аппарат высокого давления (автомойка) с применением автомобильного шампуня. Помыв двигатель обезопасив от попадания грязи внутрь его, приступаем к разборке.
Удаляем правую крышку двигателя, снимаем генератор (открутив крепежные болты). Аккуратно нужно не испортить паронитовую прокладку снимаем крышку и разбираем коробку. Вынимаем шестерни с валами и разбираем механизмом переключения, Снимаем с двигателя рычаги управлния, снимаем крышку сцепления. Разбираем полностью сцепление и снимаем моторную цепь.
Разбираем поршневую, снимаем головку цилиндра (отвернув гайки крепления), затем снимаем цилиндр. После этого снимаем поршень с коленчатого вала, предварительно вынув стопорные кольца и аккуратно выколачиваем поршневой палец.
Кладем двигатель на левый бок и аккуратно не повредив головки, выворачиваем болты соединения, Применив мощную отвертку. Затем выбиваем на половину длины втулки центрирующие половинки картера.
При помощи киянки, наносим удары по месту разъема половинок картера. Снимаем половинку картера с коленчатого вала и выпрессовываем из ее подшипники. Для улучшения выпрессовки из картера подшипника, сальника и наружной обоймы роликоподшипника, половинку картера нужно нагреть до 70-90 градусов.
Разобранные детали нужно промыть в бензине внимательно осмотреть, поврежденные и неисправные заменить новыми. Место соединения половинок картера очистить от старого клея. На сальниках (манжетах) обратить внимание на трещины и на пружинки. Подшипники должны легко без заклинивания вращаться и не должны иметь люфта. Подготовив исправные детали приступаем к сборке.

Сборку двигателя делаем в противоположном порядке разборки. Обязательно нагреваем половинку картера до той же температуры, что облегчает сборку и сохраняет поверхность картера от повреждений при запрессовке. Соединение половинок картера нужно промазать клеем БФ-4.
Поршень при установке на коленчатый вал желательно нагреть до температуры в 60 градусов, это поможет при вставке поршневого пальца. Также нужно при сборке зеркало цилиндра и поршневой палец смазать моторным маслом.
При установке цилиндра и головки цилиндра установить новые прокладки. Обратить внимание на положение поршневых колец в замках поршня, при неправильной установке при сборке кольца могут сломаться.
Читайте также: