
Расточка цилиндров иж юпитер своими руками
Обновлено: 05.07.2024
Фрезеровка привалочной плоскости картера, расточка цилиндров.

гильзы пришлось заменить, по двум причинам. первая причина - микротрещины, вторая - плохой натяг гильзы в рубашке, в результате которого гильзу провернуло при расточке. гильзы заменили и теперь все в порядке, они уже имеют почти допиленные продувочные окна, нужно всего-лишь подкорректировать впускные и выхлопные окна.




также отфрезерована привалочная плоскость картера, завал был около 3х соток с обеих сторон.

- Мне нравится Мне нравится 3
Другие записи в этом бортжурнале

Сборка, покраска, установка форсированного мотора
В настоящий момент мотор уже был давно собран ( лето 2019) и осенью этого же года благополучно сжег поршень насквозь. пишу в журнал чисто из. Читать далее

Поршни с тонкими стальными кольцами 1,2мм + поджатые головки
поршня имеют диаметр 62,5головки с уменьшенной камерой сгорания. кольца очень достойные, стальные, со специальным покрытием. с вид. Читать далее

ЛК и домики к ним.
Были приобретены реплики лепестковых клапанов от yamaha rd350, со стальными лепестками, а также литые алюминиевые корпуса к ним. Сами лк . Читать далее
Расточка цилиндра на дому

Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой - это износ цилиндра. Тут поступают всячески - либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю. Платят ему бабки, а он тоссчит. Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего. Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за "косяки" и дефекты, полученные при попытке повтора содержимого этой статьи - автор ответственности не несет.
- Если вам менее 16 лет - работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
- То что находится на фотографиях - процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
- Для расточки понадобится дрель, мощностью не менее 350 ватт. В статье я использовал дрель на 1050 ватт.
- Чем меньше обороты - тем лучше. У меня 550 об/мин.

Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет - то можно и в ней.
Надеюсь все проверили провода, состояние розеток , своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий - он же "фреза"(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе. "Подмоткой" наждачной бумаги на этот вал даст нам определенный "захват" стачивания металла. То есть чем длиннее полотно, тем больше у нас "съедает" цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
Изготовление "фрезы"
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги "10" , "6" , "5" и "0"(на тканной основе - на бумажной не подойдут). Сразу несколько оговорок - шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти "черновую" и вывести "на чистую воду" , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень.
Начнем - замерим штангенциркулем гильзу:

Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:


Наметим примерно, где у нас имеется "больше мяса", и установим там нехитрую разметку и просверлим:

Тут же берем стамеску что побольше - и скалываем лишнее "мясо". Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:


Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель - затягивайте до скрипа в зубах - раскручиваться будет на ура. Посильнее затянешь - не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав "на газ" у дрели. Делайте чаще технологические перерывы. В перерывах - затягивайте все гайки. Если открутится - результаты могут оказаться плачевными.
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:

Потом форма напомнит нам цилиндрообразный предмет:

Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.

Должен получиться длинный деревянный поршень для цилиндра . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.


Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:

И нужно изготовить для него "защелку", то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь - ступил не туда куда нужно.
Я изготовил её деревянной:

И выглядело так:

Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать - в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели - она склонна убежать от вас!

Теперь посмотрим, как у нас будет рабочая зона:


Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди ).



Пихаем разными сторонами, чтобы понять - где и что мешает. Если цилиндр работал в рисковых режимах - значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра - отличное, но вот выработка:

То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем.


Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял - что точит надо совсем немного. Если поршень совсем не лезет - тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий "газ" на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом : отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет ? Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина - это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с "10" зерна.


Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её , и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты - тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения "вперед" только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.
При соблюдении всех правил, не спеша, можно получить вот такой результат:


Затем обязательно нужно цилиндр промыть в бензине. А после - смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
Теперь моя самая любимая фраза :
С первого раза, у молодого специалиста, может не получиться желаемый результат. Это связано с его невнимательностью, и пропуском мимо ушей моих советов. Если идти четко по этой статье - можно и у машины блок расточить. Только кому это нужно будет - я не знаю.
как можно улучить двигатель ИЖ юпитер 5
Вот как можно помочь обрести новенькому "Юпитеру-5" предусмотренную силу.
Понятие форсировка Иж Юпитер 5 начинается с цилиндров!
Их доработка вернет потерянную мощность. Уберите ступеньки во впускных и выпускных окнах, образовавшиеся от сместившейся гильзы. Эти операции можно выполнить простыми напильниками с различными профилями (плоский, круглый, полукруглый) . Но лучше воспользоваться набором шарошек и бормашинкой - они продаются в магазинах запчастей. Потратите немного времени на поиск этих приспособлений, зато сэкономите кучу времени и сил в гараже. Максималистам же придется подправлять и продувочные окна, а может быть, и профиль самих каналов в теле рубашки цилиндра. О том, как это сделать, можно прочитать на страницах "Мото" (№ 9 за 1998 год) . Вот что важно: окна и каналы должны быть одинаковыми по форме и размерам. В завершение работ с цилиндром рекомендуем снять фаски с окон гильзы и отполировать каналы. Даже такой скромный объем доработок оптимизирует наполнение цилиндров, что улучшит топливную экономичность, поднимет мощность.
Ну на этом конечно форсирование двигателя Иж Юпитер 5 не заканчивается. .
Поколдуйте с поршнями. Демонтируйте их с шатунов, снимите компрессионные кольца. На всякий случай, проверьте тепловой зазор в стыке колец, вставив их в цилиндр. Если он меньше 0,15 мм, аккуратно подпилите надфилем торцы колец, если больше 0,3 мм, - без замены не обойтись. На поршнях удалите облой -лишний металл, оставшийся после литья. Обычно он "произрастает" в зоне продувочных окон на юбке поршня. Обязательно выровняйте массу поршней. Срезать "мясо" следует с юбки поршня, не нарушая ее конфигурации и не допуская местного истончения стенок. Последний штрих -полировка днища: за гладкую поверхность нагару труднее будет "уцепиться". Устанавливая поршни в двигатель, проверьте, насколько надежно "сидят" в их теле штифты поршневых колец. И еще, стопорные кольца поршневого пальца не должны свободно проворачиваться в своих канавках. В противном случае их следует снять, разжать и установить вновь. Поршневой палец, напротив, должен легко перемещаться в верхней головке шатуна, но без радиального люфта. Проверили? Теперь можно начинать сборку двигателя.
Но прежде измерьте толщину головок цилиндров в зоне отверстия под свечу зажигания. Далее, установив цилиндры и головки, измерьте поочередно в каждом цилиндре расстояние от днища поршня в положении ВМТ до наружной плоскости головок цилиндров. Вычитая из больших величин меньшие, можно узнать расстояние от днища поршней до стенок камеры сгорания. Теоретически полученные цифры должны быть одинаковыми, на практике же снова следует от большего отнять меньшее. Разница - толщина дополнительной прокладки под головку цилиндра с большей степенью сжатия или глубина торцевания посадочной плоскости головки цилиндра с меньшей степенью сжатия.
В завершение доводочных работ обратите внимание на "штаны" - впускной коллектор. На пути рабочей смеси от карбюратора к впускным окнам цилиндров не должно быть никаких заусенцев, нестыковок фланцев и торчащих внутрь прокладок. При большом желании внутренние поверхности "штанов" можно отполировать.
Подобные работы позволят значительно улучшить эксплуатационные характеристики двигателя без увеличения расхода топлива и снижения ресурса его основных деталей. Для их выполнения достаточно обычной аккуратности и навыков, полученных на уроках труда в средней школе. Попробуйте произвести такое не дорогое форсирование Иж Юпитер 5, и ваш Юпитер даст фору многим своим собратьям.
Расточка цилиндров иж юпитер своими руками
Вряд ли стоит доказывать, что ижевские мотоциклы самые популярные. Более двух миллионов этих машин бегают по дорогам страны. Они очень надежны. Но наступает время, когда требуется профилактика или ремонт.
«Хотелось бы, чтобы на страницах «За рулем» чаще появлялись статьи на эту тему», — пишет нам К. Дробов из Казани. Его поддерживают многие мотолюбители, принявшие участие в заочной конференции читателей журнала.
Идя навстречу пожеланиям наших корреспондентов, редакция подготовила цикл статей об ИЖах, которые написаны инженерами В. Абрамяном и В. Забелиным. Сегодня они рассказывают о цилиндре, поршне и кольцах к мотоциклам ИЖ. Целый ряд рекомендаций носит общий характер. Поэтому статья представит определенный интерес не только для владельцев ИЖей, но и для тех, кто ездит на мотоциклах других марок.
Более подробно об эксплуатации ижевских мотоциклов желающие смогут прочитать позднее в книге «Советы водителю мотоцикла ИЖ», которую готовит книжное издательство «Удмуртия».
ЧТО НУЖНО ЗНАТЬ О ЦИЛИНДРЕ
Это наиболее ответственная деталь двигателя. Напомним, что износ цилиндра во многом зависит от эффективности воздухоочистителя, температурного режима (поэтому все регулировки систем питания и зажигания должны точно соответствовать инструкции), от своевременности и качества ухода. Если, например, вовремя не удалить с поверхности цилиндра грязь или пыль, то резко ухудшится охлаждение со всеми вытекающими отсюда последствиями.
Безотказная работа двигателя на разных режимах конструктивно обеспечивается тепловыми зазорами (между цилиндром и поршнем, причем подбор пары цилиндр — поршень осуществляется строго по группам.
В зависимости от внутреннего диаметра цилиндры двигателя ИЖ Юпитер делятся на шесть групп, а двигателя ИЖ-56 и ИЖ Планета — на четыре. Разница в диаметре между смежными группами 0,01 мм. У ИЖ Юпитер номер группы клеймится на верхней наружной «части выпускного патрубка цилиндра. На двигателях ИЖ-56, ИЖ Планета номер группы заносится на передней нижней части цилиндре (со стороны выпускных окон) или на фланце для крепления впускного патрубка. Размеры серийных и ремонтных цилиндров, а также разбивка их по группам приводятся а таблице 1.
Таблица 1
При нормальной эксплуатации мотоцикла средний износ цилиндра на тысячу километров пробега для двигателя ИЖ Планета составляет 0,0045—0,0065 мм; для двигателя ИЖ Юпитер величина его нескользко меньше.
Инерционный воздухоочиститель типа «циклон» мотоцикла ИЖ-56 менее эффективен, чем контактно-масляный. Поэтому средняя величина износа цилиндра ИЖ-56 несколько больше, чем ИЖ-П. Допустимым считается износ 0,15—0,2 мм. При дальнейшем увеличении зазора появятся сильные стуки поршня о стенки цилиндра и упадет мощность двигателя.
Необходимость расточки цилиндра для установки первого ремонтного поршня возникает на мотоцикле ИЖ-56 после 17 тысяч километров, на мотоциклах ИЖ Планета и ИЖ Юпитер — после 20—25 тысяч. Пробег мотоциклов с боковым прицепом до расточки цилиндров меньше на 15—20 процентов. Объясняется это более высокими нагрузками и худшим охлаждением двигателя из-за меньшего напора встречного потока воздуха.
Ремонт цилиндра заключается в растачивании его внутреннего диаметра под поршень первого или второго ремонтных размеров. Причем диаметр цилиндра при растачивании до каждого следующего »ремонтного размера увеличивается на 0,25 мм у двигателя ИЖ Юпитер и на 0,5 мм у двигателей ИЖ-56 и ИЖ Планета (цифры даны с учетом хонингования — операции доводки поверхности). Чтобы добиться необходимой точности и чистоты зеркала цилиндра (не ниже 10-го класса), после расточки его надо хонинговать. Если нет специального оборудования для этой операции, можно достичь того же результата при помощи чугунного или деревянного шпалера на токарном станке. При доводке шпалером обычно пользуются мелким наждачным порошком. После обработки зеркало цилиндра и все каналы надо тщательно промыть. Цилиндр при хонинговании должен быть обработан до размера, при котором поршень в двигателях ИЖ-56 и ИЖ Планета проходит в цилиндре под небольшим усилием руки, а в двигателе ИЖ Юпитер — под собственным весом без резкого падения. Перед установкой нового или расточенного цилиндра его зеркало слегка смажьте автолом. Для хорошей приработки собранный двигатель необходимо обкатать.
НЕМНОГО О ГОЛОВКЕ
Очень важно периодически удалять нагар с внутренней полости головки. Большое количество его вызывает перегрев двигателя, а кроме того, может увеличить степень сжатия (вплоть до появления детонации) и ускоряет износ трущихся деталей.
Нагар обычно удаляют металлическим скребком или шабером, затем поверхность зачищают шкуркой. Если газы проникают под головку (обычно это сопровождается резким звуком выпуска и появлением масляных пятен на плоскости верхнего ребра цилиндра), надо ослабить и снова равномерно затянуть на холодном двигателе гайки крепления головки. Боли и таким способом не удастся избавиться от пропуска газов, то надо снять головку и проверить, нет ли забоин на плоскости, прилегающей к цилиндру. Если они есть — притереть головку на плите.
ПОРШЕНЬ И КОЛЬЦА
Мы уже говорили, что пары цилиндр— поршень подбирают строго по группам. Маркировку наносят на наружной поверхности головки поршня. Размеры серийных и ремонтных поршней, их разбивка по группам приведены в таблице 2. Контрольные диаметры показаны на рисунке.
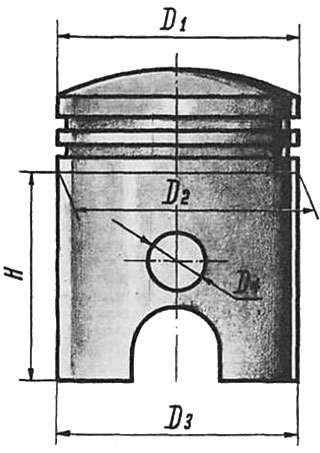
Контрольные диаметры поршня (к таблице 2).
Таблица 2
Иногда спрашивают, когда лучше проверять состояние поршня. Периодичность осмотра зависит от условий, в которых эксплуатируется мотоцикл, и в среднем составляет 5 тысяч километров пробега. На износ поршня влияют те же факторы, что и на донос цилиндра, — особенно температурный и скоростной режим работы двигателя.
Помните, что три одной и той же скорости движения мотоцикла скорость перемещения поршня в цилиндре, а следовательно, и износ поршня будут зависеть от передачи. Износ всегда больше при езде на низшей передаче.
При нормальной эксплуатации мотоцикла -средний износ поршня ИЖ Планета за тысячу километров пробега составляет 0,003—0,004 мм, а поршня ИЖ-Ю — 0,0025—0,0035 мм; износ поршня в двигателе мотоцикла ИЖ-56 несколько больше, чем на ИЖ-П. Это объясняется недостаточно хорошей очисткой воздуха очистителем типа «циклон».
Когда надо заменять поршни? Обычно с появлением сильных стуков на всех режимах работы и снижением мощности двигателя.
В среднем пробег мотоцикла-одиночки ИЖ-56 до установки первого ремонтного поршня составляет 13—16 тысяч километров, мотоциклов ИЖ-П и ИЖ-Ю — 20—25 тысяч.
Теперь о «прихвате». Из-за перегрева поршень «прихватывает» обычно в зоне бобышек. Если это случилось, зачистите мелким напильником место «прихвата» и промойте поршень. При работе двигателя посадка поршневого пальца в бобышках должна быть плавающей. Для этого между пальцем и поршнем полагается от 0,002 мм натяга до 0,008 мм зазора при температуре 15—20 градусов (так называемый гарантированный зазор).
В зависимости от размеров поршневые кольца и поршни делятся на три группы. Поршни маркируются цветной краской на торце бобышки — каждая труппа своим цветом.
Если нет поршней к ИЖ-Ю, на двигатель можно устанавливать поршни от мотоцикла К-175. Но имейте в виду, что их посадка в цилиндрах по сравнению с поршнем ИЖ-Ю будет несколько свободнее. Это не отразится на работе двигателя, но в отдельных случаях может появиться стук, подобный тому, что возникает при изношенном цилиндре. Устанавливаемый на ИЖ-Ю поршень К-175 должен иметь ту же группу, что и цилиндр. Поршень располагают в цилиндре так, чтобы стрелка, выбитая на его головке, была направлена назад по ходу мотоцикла — тогда кольца не будут западать в окна.
На поршнях двигателей ИЖ-56 и ИЖ-П устанавливается по три поршневых кольца, на поршнях двигателя ИЖ-Ю — по два.
Размеры нормальных и ремонтных поршневых колец показаны в таблице 3.
Таблица 3
При соблюдении правил эксплуатации пробег ИЖ-Ю и ИЖ-П без замены поршневых колец составляет 20—25 тысяч километров, а ИЖ-56 — 12—15 тысяч. Срок службы поршневых колец на мотоциклах с боковым прицепом меньше на 15—20 процентов. Проверять состояние колец рекомендуется при очередном осмотре поршня.
Отчего кольца «пригорают» и «закоксовываются»? Это явление — результат интенсивного образования нагара при использовании масла низкого качества, при большом содержании его в топливе или высоком температурном режиме двигателя. Кольцо теряет подвижность в канавке поршня, неплотно прилегает к зеркалу цилиндра, а как следствие — газы проникают из камеры сгорания в кривошипную камеру и снижается мощность двигателя. При большом нагарообразовании бывает трудно снять кольцо с поршня. В этом случае надо осторожно, чтобы не поломать, нажимая на кольцо в разных точках, добиться его подвижности и затем уже снять. Если это не поможет, сделайте лезвием безопасной бритвы зазор между поршнем и кольцом и потом снимите его.
Для нормальной работы двигателя необходимо, чтобы в замке кольца был определенный зазор. Увеличение его в стыке приводит к тому, что увеличивается пропуск газов из камеры сгорания и на поршне отлагается нагар. При нагаре меньший зазор может во время работы двигателя привести к заклиниванию кольца в цилиндре. Зазор нового кольца для ИЖ-56 и ИЖ-П должен быть в пределах 0,3—0,45 мм, для ИЖ-Ю — 0,2—0,35 мм. Эти зазоры одинаковы у всех колец, независимо от места их расположения на поршне. Если зазор меньше нормы, то концы колец припилите напильником.
С ростом пробега мотоцикла поршневые кольца изнашиваются и теряют упругость. Практически об упругости колец можно судить по изменению зазора в стыке. Менять кольца надо при зазоре более 3,00 мм на двигателях ИЖ-56 и ИЖ-П и 2,5 мм — на двигателе ИЖ-Ю. Увеличение зазора до этих величин соответствует потере упругости колец приблизительно на 50 процентов. Как правило, сильнее изнашивается верхнее поршневое кольцо. Для проверки надо вставить кольцо в цилиндр без перекоса на высоту 10—15 мм от верхнего торца и замерить зазор щупом.
Для нормальной работы двигателя очень важно, чтобы кольца плотно прилегали по всей поверхности к зеркалу цилиндра. Определяют это на глаз по просвету между цилиндром и вставленным в него кольцом. Для более точной оценки надо учесть, что положение стыка кольца в цилиндре должно соответствовать его положению на поршне в собранном двигателе. Если свыше 35 процентов поверхности кольца не прилегает к зеркалу цилиндра, кольцо надо заменить.
При установке новых колец проверьте, кроме того, подвижность их в канавках поршня. Нормальный зазор составляет 0,06—0,11 мм, а определить его можно щупом. Уменьшение зазора приводит к быстрому «закоксовыванию» колец, значительное увеличение — к разбиванию канавки в поршне. При работе двухтактного двигателя поршневое кольцо в основном прижимается к поршню своим нижним торцом, и для хорошего уплотнения торец должен иметь ровную поверхность. Поэтому, если потребуется уменьшить высоту кольца, чтобы обеспечить зазор не менее 0,06 мм, можно прошлифовать кольцо на наждачной бумаге, обязательно на ровной поверхности.
Ремонтные кольца двигателя ИЖ-Ю, выпускаемые как запасные части, имеют цветовой индекс на внутренней стороне вблизи замка. У колец 1-го ремонтного размера метка красного цвета, 2-го — желтого. Группа ремонтного кольца двигателей ИЖ-56 и ИЖ-П указывается на его упаковке.
На двигателе ИЖ-Ю можно использовать поршневые кольца с ковровских мотоциклов класса 175 см3. Только перед этим надо проверить их зазоры.
motoizh.ru

месяца три назад когда еще только поставил новые поршни в старые цилиндры
тяга была лучше, был пинок такой на тяге при переключении а сейчас и он не ощущается
(хотя я тогда катал на 92 а потом на 80 перешел)
накопал на ютубе несколько видосов как люди точат цилиндры притиром
получается вроде очень круто по сравнению с моими то убитыми цилиндрами
кто что думает по этому поводу?
хочу себе сделать, я уже и чертеж сделал
идея такая что с торца притира приварить ножку как у насоса
потом садимся рядом, ставим ноги на ножки, надеваем цилиндр на притир и крутим сам цилиндр
вот сделал чертеж для токаря
показывал уже чертеж токарю он запросил 4тр за изготовление, токарные работы + шлифовка + фрезеровка паза
тока говорит весить он будет за 10кг так как из цельной болванки точить будет
расточка цилиндров притиром
Да будет холивар! Мое краткое мнение: вы сделаете лучше, но не хорошо. Очень не хорошо.
Зачем заморачиваться с притиром у токаря, если можно отдать цилиндр под расточку с последующей хонинговкой? Даже дешевле и быстрее выйдет.
Эту "технологию", с огромным натягом, можно рассматривать лишь как колхозную альтернативу хонинговке. Оставить ось хода поршня в нужной плоскости при большом износе на коленке нереально. Чтобы поршневая долго ходила поверхность гильзы должна быть идеально цилиндрическая, иначе кольца будут прыгать по ней как ума лишенные, вместе с вашей компрессией. А как тут, с инструментом, у которого жесткость отсутствует напрочь, добиться цилиндричности я не понимаю. Пускай те ребята, которые так делают, снимут видео, на котором они показывают нутромером, что диаметр цилиндра в любой плоскости и на любой глубине гуляет в пределах сотки. А потом после 100км так же. И на мощностном стенде я бы сравнил такую технологию с правильной. Бред, ИМХО.
Все познается в сравнении и для каждого грань между колхозом и технологией своя. Кто-то ремонтирует двигателя в условиях, близких к реанимации, используя всяческие съемники и качественный инструмент, а кто-то на куче с песком, да молотком с зубилом вам "лялю" соберет.
Форсирование двигателя ИЖ ЮПИТЕР
Одно из достоинств этого мотоцикла, что двигатель ИЖ Юпитер легко поддается форсировке. Практически все в первую очередь норовят переделать глушители. Большие хромированные “банки” придают солидности, но “душат” мотор. Хотите сделать отклик двигателя мгновенным - поменяйте выпуск. Настроенный резонатор с отдельной глушащей частью не только позволит движку свободно раскручиваться и легко “дышать”, но и на определенных оборотах обеспечит подхват.
Для “Юпитеров” с кубатурой каждого цилиндра 175 куб. см идеально подойдут настроенные резонаторы от ковровских мотоциклов. Нужно будет определиться, что важнее - равномерная тяга в среднем диапазоне оборотов или “выстрел” на высоких. Хотите мощности в “середине” - заимствуйте резонатор “ЗиД-200”, для “выстрела” на “верхах” - от “мотоболка” СМБ-2.
Из какого материала должна быть труба? Чтобы сэкономить, поищите старую газовую или электроплиту. Из ее боковых стенок толщиной 0,8 мм можно полностью развернуть весь резонатор. Варить выпускную трубу лучше всего газосваркой, но можно и электрической.
Корпус изготовьте из обрезка старого глушителя от “четвертого” или “пятого” “Юпитера” или “третьей” или “четвертой” “Планеты”. Используйте цилиндрическую часть без перегородок. “Флейту” сделайте из материала, устойчивого к нагреву, например, из соединительного патрубка глушителей “Урала”. В нем просверлите отверстия, а пространство между трубкой и корпусом заполните стекловатой. Выхлопной патрубок оставьте “родной”. Только укоротите и к резонатору его приварите, а не крепите гайкой.
Доработка впускной системы ИЖ ЮПИТЕР
Следующий шаг форсирование ИЖ Юпитера - это система впуска. Самое простое это установить карбюратор от “Планеты-5” (К-65И) с диаметром диффузора 32 мм. Придется немного распилить впускные окна в цилиндрах и фланце патрубка. Чтобы существенно повысить динамику разгона, а заодно добиться синхронной работы цилиндров, необходимы два карбюратора. Кстати, на заморских мотоциклах порядке вещей: сколько цилиндров -столько карбюраторов. От штатного патрубка возьмите фланцы крепления к цилиндрам, выточите пару втулок из алюминия, а от впускного патрубка от “Планеты” отрежьте привалочный фланец карбюратора. Второй фланец возьмите из старого “юпитерского” карбюратора. Сварите аргоном или склейте “холодной сваркой” детали и доработайте узел до полного совпадения с впускными каналами в цилиндрах. Внутренние щели (если они есть) заполните той же “холодной сваркой” или эпоксидкой (в качестве наполнителя используйте алюминиевую пудру или алюминиевые опилки). Затем вышкурите внутреннюю поверхность. Какие выбрать карбюраторы? Для равномерной тяги до 100 км/ч подойдут К-65В (от “Восхода”). Желательно заменить в них распылители, иглы и главные топливные жиклеры на аналогичные от К-65Д. Сейчас продаются и отдельные ремкомплекты для карбюраторов, стоят они недорого. Уровень топлива в поплавковой камере оставьте прежним.
Что бы тюнинг двигателя Иж Юпитер был не напрасным и если же вы хотите получить “ломовую” динамику и вам не жалко на каждой передаче выкручивать мотор “до звона” установите пару К-65Д. Максимальная скорость в этом случае увеличится всего на 5-7 км/ч, но “отрывающий руки” разгон обеспечен.
Форсировка Иж Юпитер на этом не окончена, завершив карбюраторную эпопею, займитесь воздухофильтром. Родной не только не обеспечивает качественной очистки воздуха, но и снижает мощность двигателя. Наилучшая ему замена – импортный воздушный фильтр из специального материала (поролона). Более доступная вещь – верхняя часть поролонового фильтра к “Восходу”. Она отлично справится с двумя карбюраторами, места занимает немного и в обслуживании удобна. Для пропитки поролона используйте специальное масло для воздушных фильтров – его найдете в фирменных мотосалонах.
Доводка цилинров и поршней ИЖ ЮПИТЕР
Самая важная часть работы, в форсирование двигателя ИЖ Юпитер – доводка цилиндропоршневой группы.
Поршни обязаны весить одинаково, а окна в них - совпадать с продувочными окнами в цилиндрах и не перекрывать их. По кромкам поршневых колец снимите фаску. Поршневые пальцы облегчите проточкой на конус на конце, с их торца также снимите фаски. Откусите “хвостики” стопорных колец, чтобы поршневой палец не подрезал их.
Постарайтесь найти коленвал с игольчатым подшипником в верхней головке шатуна. Такие валы стоят на Иж Юпитер с жидкостным охлаждением, они взаимозаменяемы с валами других моделей. Чтобы подшипник верхней головки смазывался лучше, просверлите в ней, в головке, два отверстия диаметром 3-3,5 мм, как это сделано в “Планете”. Опыт показал, что штатные алюминиевые сепараторы не слишком надежны. Если есть желание повозиться, изготовьте их из бронзы. Или сделайте насыпные игольчатые подшипники (иглы, по 25 шт., - из крестовины автомобиля “Волга”, по бокам каленые стальные шайбы.
Головки цилиндров подожмите, подрезав их торцы на токарном станке. Объем камеры сгорания определите методом пролива - он не должен превышать 19 куб. см (что соответствует степени сжатия 10,2). Еще больше наращивать степень сжатия рискованно - головки цилиндров теряют жесткость. Под головки можно установить заводские медные прокладки от Юпитер 5. После переделки придется ездить на Аи-92 или А-95. И, конечно, необходимо отрегулировать угол опережения зажигания под увеличенную степень сжатия. Также необходимо установить хорошие свечи зажигания, скажем, PAL или Brisk Oт “Jawa”, аналогичные нашим А-23(В), А-26.
Эта не сложная форсировка двигателя ИЖ Юпитер дает увеличение мощности до 35-37 л. с. при 7100 об/мин.
Но это не предел. Можно соорудить жидкостное охлаждение на Иж Юпитер, многоканальную продувку, установить лепестковые клапан на Иж Юпитер на впуске который тоже дает определенный эффект, кольца-вытеснители в кривошипных камерах, а также бесконтактное зажигание, резонатор на впуске. Такое форсирование двигателя Иж Юпитер позволит поднять мощность до 40-45 л. с. при 8500-9000 об/мин.
Тюнинг Иж Юпитер 5 своими руками
Подробное описание как произвести тюнинг мотоцикла своими руками. Увеличиваем мощность двигателя. Придаем мотоциклу более агрессивный вид.
Производство мотоцикла Иж Юпитер 5 началось в 1985 году. Это доступная модель отечественного производства с хорошими техническими характеристиками двигателя по тем временам. Популярность этого мотоцикла была на столько велика, что его актуальность не угасает и сегодня. Поэтому в этой статье мы рассмотрим тюнинг этой модели.
Тюнинг Иж Юпитер 5 – создание современной внешности
Итак, начнем с самого интересного! Как говорится: встречают по одёжке. Заводской облик мотоцикла имеет довольно унылую внешность. Если вам по вкусу спортивные мотоциклы, придется потрудиться над приданием новых форм мотоциклу. Стандартный бензобак уродлив, к тому же очень тяжелый. Эта часть байка сразу бросается в глаза, поэтому ставим обтекаемый бак от спортивного мотоцикла. Как правило, таких полно на разборках. Эта деталь носит характер не только внешнего преображения, но и улучшит чувство контроля, потому что позволяет коленями лучше держаться в седле. Подлежит замене и громоздкое сиденье. Это положительно скажется на весе мотоцикла, стандартное сиденье очень тяжелое.
Двух секционные новые сиденья можно сделать самому:
- Достаточно вырезать из листа толстого пластика основание, придать ему задуманную форму.
- Оклеить тонким слоем мебельного поролона, затем обшить эко кожей сидения.
Следующей процедурой будет изменение хвостовой части:
- Сначала, из строительного пенопласта вырежьте желаемую форму хвоста.
- Затем при помощи эпоксидного клея и стеклоткани обклейте форму слоями.
- После высыхания формы – вырезаем пенопласт, остатки удаляются растворителем.
Хвост из стеклоткани отлично поддается грунтовке и покраске. Дерзайте! Ну а заднюю часть рамы придется переварить под новый хвост, в зависимости от его формы и размеров. Хорошим улучшением станет замена старой резины на дорожную спортивную. Установка новых зеркал придаст современный вид, а главное улучшит обзор. Приборную панель можно поставить от китайского мотоцикла или мопеда, а так же пульты управления на руле. Не лишним станет установка ксенона в фару и замена всех лампочек, поворотников и стоп-сигнала на светодиодные. Пример Иж Юпитер 5 тюнинг фото:

Тюнинг двигателя Иж Юпитер 5
Многих владельцев Юпитера не устраивает мощность своего мотоцикла. В этой части статьи мы рассмотрим Юпитер 5 тюнинг двигателя. На самом деле двигатель Ижа имеет большой потенциал для увеличения мощности. Для начала убедитесь, что двигатель в более или менее нормальном состоянии, ребра цилиндров целые, посадочные места подшипников в картере не разбиты. В первую очередь тюнинг данной модели заключается в устранении «косяков» от плохого качества изготовления деталей серийной промышленности прошлых лет, так как в то время старались максимально удешевлять производство. Не забудьте отмыть двигатель перед разборкой. Разобрав двигатель, советуем заменить все подшипники на европейские или японские аналоги, ведь обороты после тюнинга мотоцикла Иж возрастут и увеличатся нагрузки. Если зазоры между поршнями и цилиндром не соответствуют норме – понадобится расточка до ближайшего ремонтного размера. Затем приступаем к обработке продувочных каналов. Как правило, это ступеньки на стыках между нижней частью цилиндра и поверхностью картера.


Они создают сопротивление, и ненужное завихрение топливной смеси, это уменьшает скорость потока и не даёт получить максимальную мощность от двигателя. Сделать это можно при помощи шарошек и дрели.
После этого надо сгладить наждачной бумагой остаточные неровности. Так же наждачной бумагой обработайте впускные и выпускные каналы в цилиндрах, сгладив все неровности от литья. Причем впускной канал достаточно обработать до ровной шероховатой поверхности, а выпускной канал до максимально гладкого состояния для лучшего движения выхлопных газов, и для предотвращения отложения нагара. Дно и поверхность поршней аналогично надо отполировать до блеска. Для повышения степени сжатия, головки цилиндров Юпитера нужно торцевать на 1,5-2мм, чтобы уменьшить камеры сгорания. Делается это на токарном станке, головки крепятся в патроне при помощи оправок. Важно соблюсти одинаковую обработку поверхностей – объем обеих камер сгорания должен быть строго одинаковый. Повышение степени сжатия повлечет за собой переход на 95ый бензин, а зажигание выставляется на несколько градусов раньше. Старое контактное зажигание крайне рекомендуется заменить электронным с автоматическим опережением. Оно позволит достичь высоких оборотов, а искрообразование в нужный момент. При желании новое зажигание можно собрать самому. Коленчатый вал тоже подлежит доработке. Стандартный «коленвал» слишком тяжелый и предназначен для езды с коляской и загруженным мотоциклом. Придется распрессовать его, и проточить наружный диаметр щёк до 125 мм в диаметре, затем отполировать шатуны до зеркальной поверхности. Доработанный коленчатый вал подлежит сборке, и обязательной балансировке. Такой тюнинг Иж Юпитер 5 позволит разгоняться до 160 км/ч.
Тюнинг глушителя Иж Юпитер
Возможно, кому-то покажется, что в тюнинге мотоцикла Иж обязательным атрибутом является установка прямотока, красивой выхлопной трубы и т.д. Крайне не советуем так делать! Это станет причиной увеличения расхода топлива и вызовет потерю мощности. Система выпуска должна состоять из двух резонаторов.
Так же не допустимо соединять 2 выпускных трубы в одну. По желанию можно сделать глушащие насадки после резонаторов, сделав звук выхлопа менее резким.

Доработка системы впуска
Впускная система так же относится к тюнингу двигателя Иж Юпитер 5. Главным недостатком впускной системы является отсутствие лепесткового клапана и наличие только одного карбюратора на стандартном двигателе. Один карбюратор не позволяет развивать большие обороты и соответственно мощность. Отличным решением будет установка двух одинаковых карбюраторов совместно с двумя лепестковыми клапанами «домиками».

Для этого потребуется изготовить новые впускные патрубки под каждый цилиндр по отдельности с корпусами под лепестковые клапана. Они обеспечивают движение топливной смеси только во внутрь, что положительно сказывается на наполнении цилиндров и повышении мощности. Карбюраторы можно поставить от аналогичной по объему зарубежной 2 тактной техники, но если бюджет ограничен – то подойдут отечественные К68 от мотоцикла Урал. При этом надо будет подобрать жиклеры под объем двигателя Иж Юпитер 5.
В завершение статьи хочется отметить, что тюнинг этой модели не кончается на выше изложенных методах. Тюнинг Иж Юпитер – это сложная цепочка, где одно изменение конструкции, повлечёт за собой другое. Позаботьтесь об усилении ходовой части, отбалансируйте обода мотоцикла, сделайте усиление маятника. Стандартная рама на этом мотоцикле хлипкая, требует усиления ребрами жесткости. Хорошо, если будут установлены дисковые тормоза, а передняя вилка потолще. Тюнинг Иж Юпитер 5 это увлекательное занятие, и если подойти к этому процессу серьезно, то результат может превзойти ожидания!
Как расточить цилиндр своими силами
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.

Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.

Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
- Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
- Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Читайте также: