
Шлифовка распредвала своими руками ваз
Обновлено: 02.07.2024
Тема: Восстановление задранной постели распредвала на кухне (балконе).
Восстановление задранной постели распредвала на кухне (балконе).
В итоге, благодаря нашему одноклубнику получил на руки ГБЦ с задранной постелью у зубчатой звезды выпускного распредвала ( из-за случившегося у него масляного голодания), правда с иного мотора- без СВВ APT, без родных крышек распредвалов , дюраль в общем. Уважаемая Механика запросила за восстановление напылением одной постели толи 7, толи 7,5 килорублей. Поскольку являюсь инженером, знаю, какова трудоемкость этой работы и стоимость порошка вкупе с мехобработкой, посчитал эту стоимость "слегка" завышенной.
1. Фото задранной постели поспешно не сделал, но было ужасно. Надежду вселял участок в 7 мм шириной нетронутого задирами участка постели. Удручало, что эта постель - самая нагруженная зубчатым ремнем. Повыковыривал с лупой остатки наволоченной стали с шейки распредвала в силумине. Затем, подобрав подходящий по диаметру (несколько меньший) чисто обработанный стальной цилиндр,обернув его нулевкой с маслом, стал вручную выводить борозды, вернее убирать выпертости по краям задиров. Прям ювелирно. Вспомнил, как в молодости подгонял в полевых условиях, выводя в овал, надфилем, поршень спортивного мотора. Долго и упорно, с лупой.
ИзображенияПосчитал, что данные борозды будут играть роль лабиринтного уплотнения.
Далее стал шлифовать вручную шейки распредвалов, своих, ибо на них имелись мелкие тонкие задиры. Для чего вывесил консолью каждый по отдельности распредвал , оперев концевую шейку на обрезок полипропиленовой трубки для воды, а другую подвесив на ленту из нулевки с маслом стал вращать равномерно распредвал. Опять таки ювелирно. (В отсутствие микрометра, разумеется). Финиш производил обратной стороной нулевки с маслом, те без абразива.
--- Добавлено чуть позже ---
Далее, зажав концевик клапанов, в дрель-шуруповерт, вращая,стал их отдирать от нагара, где отверткой, где шкуркой. Не трогая рабочих поверхностей.
Изображения
Изображения
Далее притираем клапана пастой и приспособой -из присоски от мыльницы и любимой полипропиленовой трубки. Имеем уже засухаренные клапана:Изображения
1. Подгонку постели проводил (прошу не смеятся) с использованием ни разу не использованной длинной головки от Force вроде бы на 19. У нее чистая зеркальная поверхность, а измерение штангенциркулем не выявило овальности. Смысл был -не трогая еще живых поверхностей постели выбрать выпертости. Для визуального осмотра использовалась 10-ти кратная часовая лупа. Абразив на шкурке-нулевке-очень тонкий, с маслом, визуально силумин был чистым, после его смывки после ручной приработки, надеюсь -не внедрился.
2. По рассказам от Владимира B5 APT эта сдвоенная крышка над постелью была вообще вдрызг изгрызена. Владелец головы переставил себе свои старые крышки и новую сдвоенную.(Если не путаю).
Я понадеялся на немецкое качество, немецкие станки с ЧПУ с системой лазерного позиционирования от Брюль и Кьер, которые грамотно вовремя обслуживаются и поверяются и, как итог - понадеялся на высокую точность изделий на немецком потоке.
Поэтому несколько раз контрольно ставил распредвалы, поливая постели и шейки маслом, не стягивая их ГНЦ, притягивая крышки предписанным моментом и тактильно ощущая вращал распредвалы. Собствнно распредвал лежит не только в этой постели, он центрируется всеми постелями и крышками. Первое время распредвалы вращались туговато, если не сказать тяжело, особенно выпускной, приходилось разбирать и более тонко выбирать выпертости дефектной постели, которые вроде визуально уже были выбраны, но на деле еще присутствовали. И вручную вращал-прирабатывал. Те риски на распредвале без крышки, которые видны на вторых снимках -это не риски. а потеки масла, организуемые этими траншейками. Когда усилия вращения на распредвалах примерно выровнялись (тактильно), собрал ГБЦ полностью. Разумеется с новыми МСК и сальниками.
Притирку клапанов вел однокомпонентной пастой в тубе красного цвета с подставкой-крышкой, марку отпишу позже. Первый клапан для ускорения решил. поначалу, притереть шуруповертом, ухватив клапан за конец под сухарь, но тут-же обнаружил появление на теле клапана кольцевых рисочек и дальше притирал исключительно вручную. присоску для мыльницы подрезал по диаметру впускных клапанов и слегка посадочное место в трубку.
Авто с того момента прошло около 5 тысяч, не очень много, но достаточно, для выявления дефектов деталей и сборки. Довольно часто крутил двигатель на 6800 (разумеется не первое время). Из замечаний по шуму-работе мотора -только старый дефектный подшипник вискомуфты гремит (займусь и им скоро). Масложер - примерно 4 риски на щупе за этот период, может и турбина подгоняет масло.
Да вот заменил еще вчера бензонасос -сам мотор в ведро, от ATS, визуально и геометрически - 1:1 от VDO, 4 бар, 1440 рэ.
Отдельное спасибо:
Николаю (ник не знаю) - владельцу представленной ГБЦ (мы увидимся обязательно).
Владимиру B5 APT, за работу в качестве Бэтмэна )
Николаю Сонару, за представленные рассухариватель, съемник колпачков, два динамометрические ключа и собственный опыт.
Валере Сухову за представленный съемник ГНЦ и консультирование.
Станок для изготовления распредвалов и шлифовки кулачков
Станок для изготовления и восстановления деталей типа распредвалов. Обработка кулачков производится шлифованием по образцу в автоматическом режиме.
Дубликаты не найдены

TECHNO BROTHER
806 постов 7.5K подписчика
Правила сообщества
1-Мы А-политическое сообщество. 2-Запрещено оскорбление: Администрации Пикабу, сообщества, участников сообщества а также родных, близких выше указанных.
3-Категорически запрещается разжигание межнациональной розни или действий, направленных на возбуждение национальной, расовой вражды, унижение национального достоинства, а также высказывания о превосходстве либо неполноценности пользователей по признаку их отношения к национальной принадлежности или политических взглядов. Мат - Нежелателен. Учитесь выражать мысли без матерщины
Чё за колхоз? Есть же нормальное копировальное приспособление на нормальный круглошлифовальный станок. И без лазерно-порошковой наварки шлифовка смысла не имеет.
Реальный колхоз - на швеллере )))
У заводов есть своё специализированное оборудование, самодельщикам оно не по карману. Есть ещё многоосевые обрабатывающие центры за миллионы долларов, но мне для изготовления опытных образцов двигателей достаточно простого токарного, фрезерного ЧПУ и других самодельных приспособлений. И да, я изготавливаю распредвалы, коленвалы и прочие детали, за которые серьёзные предприятия или не берутся или назначают нереальные цены и сроки.
Швеллер от двутавра не отличаете?
Пружинка

Корпус для шлифовального станка
Год назад купил листы наждачной бумаги самоклеящиеся. Они 305 мм диаметром.
Не особо куда и приспособишь, пришлось специально для них делать крепление из листа алюминиевого сплава. Крепить к валу станка по-простому, через центральное отверстие не лучший способ, выступающие части при шлифовке совсем не нужны, а делать выштамповку затруднительно. Ну я и сделал планшайбу на которую можно крепить не только диски с наждачкой, но и болванки для точения. Кстати для своего ленточнопильного станка колёса я на этом моторе и точил.

Ступицу на вал изготовил из двух пластин с просверленными отверстиями не перпендикулярно валу, так чтобы они восьмерили примерно на миллиметр, после стяжки болтами они закусываются на валу мотора и исключают сдвиг или проворачивание.
Потом на этом-же моторе включил и торцанул привалочные плоскости. Планшайба протачивалась на плоскость с одной стороны, переворачивалась, и протачивалась вторая сторона. Аналогично точил из оргстекла шайбы переходные для крепления дисков под наждачку. Точил стамесками. К сожалению резьбу довольно быстро сорвал в этих шайбах, пришлось делать шпильки и сажать их на эпоксидку.
В текстолитовой планшайбе резьба нормально держится, ну если конечно не усердствовать с затяжкой, хотя, наверное, тоже на шпильки переведу. Год этот моторчик у меня простоял без корпуса, с конденсатором, висящим рядышком и перекручиванием проводов для реверса или снижения оборотов. Хотя и использовался регулярно. Наконец я дозрел. Сделал корпус и подключил через тумблеры управление мотора. Мотор от стиральной машинки, безколлекторный, 320 об/мин, и 2750 об/мин.
Листы наждачной бумаги приклеены на совесть, поэтому сейчас делаю второй диск из алюминиевого сплава, для разной зернистости, 40 грит и 80 грит. С покраской или каким-либо облагораживание внешнего вида пока не задумывался, планируется установка на отдельную тумбу с пылесосом. И возможностью быстрого перевода из горизонтали в вертикаль. Пока сделал кубиком, при шлифовке устанавливается как угодно, не скользит, вибрации нет. Надписи методом ЛУТ.
Не лучший выбор материала, ДСП и тумблеры, но уж что есть
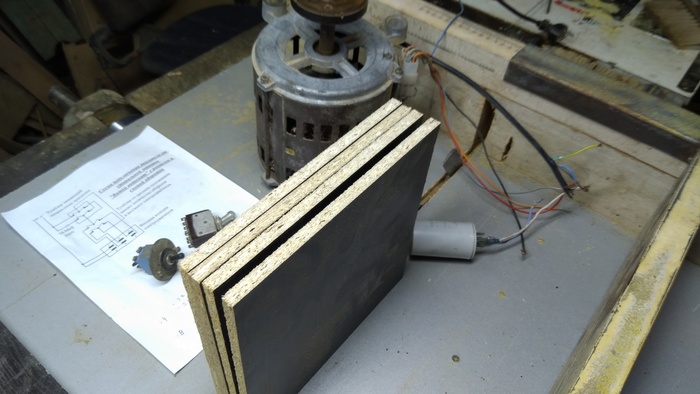
Рейки для обвязки дуб и граб. Мотор внутри закреплён через резиновые шайбы
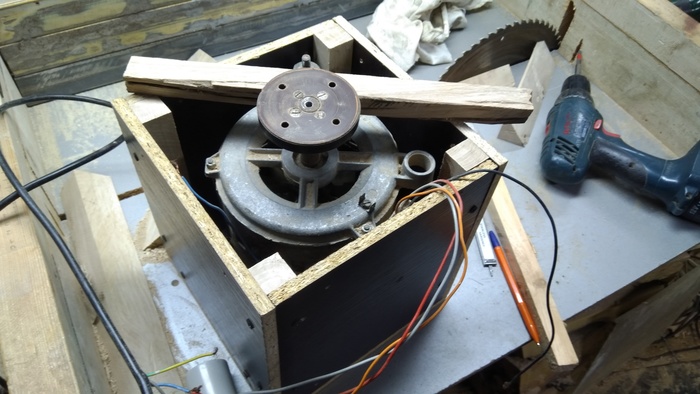
Разметка для выключателей, а жёлтенькое это приспособления для фрезеровки пазов.

Пазы это самоё лёгкое, конечно при наличии фрезера и приспособления к нему ))
Замена распредвала — порядок действий
Распределительный вал является частью системы газораспределительного механизма любого двигателя. Задачей распредвала является синхронизация рабочих тактов ДВС (упорядоченное открытие и закрытие клапанов для впуска горючей смеси и выпуска отработавших газов). От него зависит работа двигателя и исправность многих запчастей автомобиля.
Распределительный вал может размещаться как сверху, так и снизу. На некоторых двигателях устанавливается два распредвала.
Вращение распредвала происходит путем передачи крутящего момента от коленчатого вала посредством цепной или ременной передачи. При этом угловое смещение распредвала прямо пропорционально зависит от углового смещения коленвала. Соответствие угловых смещений влияет на работу двигателя – если они не будут соответствовать друг другу, то порядок работы цилиндров будет нарушен, и как результат, ДВС не будет работать.
Причины для снятия-установки распредвала на двигатель
Причин для снятия либо замены распределительного вала на самом деле не очень много:
- замена цилиндропоршневой группы;
- ремонт головки блока цилиндров;
- при тюнинге силового агрегата;
- неисправности распределительного вала.
Узнать о неисправном распределительном вале можно по характерному глухому стуку при пуске двигателя. Однако появление стука может говорить не только о неисправности распредвала, но и о неисправностях других узлов и систем автомобиля. Среди неисправностей распредвала стоит отметить следующие:
- износ, царапины или задиры на опорных шейках;
- износ посадочных мест распредвала в постели;
- деформация или трещины распредвала.
Дефектовка распределительного вала
Среди деталей двигателя именно распределительный вал Имеет кулачки, которые при вращении вала взаимодействуют с толкателями и обеспечивают выполнение машиной (двигателем) операций (процессов) по заданному циклу. является своеобразным «диспетчером» – он отвечает за порядок и продолжительность открывания клапанов. Если распредвал окажется сильно изношенным, двигатель не будет развивать полную мощность. А выход распредвала из строя, как правило, приводит к дорогому ремонту, вплоть до замены головки блока, клапанов и даже ремонта блока цилиндров. Грамотная дефектовка распределительного вала сбережёт немало времени и сил при ремонте.
Дефект 1. Сильный износ, задиры и царапины на поверхностях опорных шеек распределительного вала.
- Работа двигателя с недостаточным давлением в системе смазки.
- Работа двигателя с недостаточным уровнем масла в картере.
- Работа двигателя на некачественном масле.
- Сильный перегрев, приводящий к разжижению масла.
- Попадание в масло топлива (бензина или дизтоплива), приводящее к разжижению масла.
- Работа двигателя с засоренным масляным фильтром.
- Работа двигателя на грязном масле.
- Большой пробег двигателя.
- Капитальный ремонт двигателя. Замена распределительного вала. В некоторых случаях — шлифовка шеек распределительного вала в ремонтный размер и установка утолщённых (ремонтного размера) вкладышей или втулок. Проверка посадочных мест под распределительный вал в головке блока цилиндров или в блоке цилиндров. В некоторых случаях — ремонт посадочных мест под распредвал. Проверка системы смазки, масляного насоса и при необходимости ремонт или замена масляного насоса. Чистка, промывка и продувка масляных каналов блока цилиндров и головки блока. Применение моторного масла надлежащего качества и регулярная, в предписанные производителем сроки, замена моторного масла и фильтра. Проверка системы охлаждения и при необходимости её ремонт. Проверка и при необходимости ремонт системы питания.
Дефект 2. Сильный износ и задиры на рабочих поверхностях кулачков распределительного вала.
- Работа двигателя с недостаточным давлением в системе смазки.
- Работа двигателя с недостаточным уровнем масла в картере.
- Работа двигателя на некачественном масле.
- Сильный перегрев, приводящий к разжижению масла.
- Попадание в масло топлива (бензина или дизтоплива), приводящее к разжижению масла.
- Работа двигателя с засорённым масляным фильтром.
- Работа двигателя на грязном масле.
- Большой пробег двигателя.
- Неотрегулированный зазор в клапанном механизме.
- Дефекты гидрокомпенсаторов.
- Дефекты и повреждения деталей привода клапанов (толкателей, штанг, коромысел).
- Неверно установленные фазы газораспределения.
- Замена распределительного вала. Проверка, регулировка и при необходимости ремонт клапанного механизма. Замена гидрокомпенсаторов. Проверка системы смазки, масляного насоса и при необходимости ремонт или замена масляного насоса. Чистка, промывка и продувка масляных каналов блока цилиндров и головки блока. Применение моторного масла надлежащего качества и регулярная, в предписанные производителем сроки, замена моторного масла и фильтра. Проверка системы охлаждения и при необходимости её ремонт. Проверка и при необходимости ремонт системы питания.
Дефект 3. Прогиб распределительного вала.
Во всех вышеизложенных случаях обязательно проверяйте изгиб распределительного вала. Распределительный вал укладывается на призмы, установленные на металлической плите. С помощью стрелочного индикатора, установленного на стойке, проверяем прогиб опорных шеек, вращая распред вал рукой. Изгиб не должен превышать: для легковых моторов 0,05 мм; для грузовых моторов 0,1 мм. При большем прогибе распредвал подлежит замене!

Причина исчезновения компрессии — кривой распредвал. Fiat Fiorino III 1.3d
Дефект 4. Трещины распредвала.
- Попадание в цилиндр посторонних предметов.
- Разрушение ремня или цепи привода газораспределительного механизма.
- Неверно установленные фазы газораспределения.
- При наличии трещин распределительный вал ремонту не подлежит! Замена распредвала.
Примечание: Как правило, в результате описанных причин происходит соударение поршней и клапанов. Через детали привода клапанов энергия ударов передается распредвалу, что может привести к образованию трещин. В большинстве случаев трещины приводят к поломке распредвала прямо во время работы двигателя.
Дефект 5. Выработка и царапины на поверхности под сальники распределительного вала.
- Длительная работа двигателя.
- Попадание посторонних частиц в моторное масло.
- Неаккуратное обращение с распредвалом при замене сальников на двигателе.
- При наличии незначительных царапин возможна шлифовка поверхностей под сальники. При наличии незначительной выработки устанавливаются новые сальники с небольшим осевым смещением. В противном случае — замена распредвала.
Дефект 6. Разрушение шпоночных пазов и посадочных мест под установочные штифты, а также под шкивы или шестерни привода распредвала.
- Неправильная затяжка болтов, крепящих шкивы или шестерни.
- Биение шкивов или шестерён.
- Последствия аварии, при которой произошла деформация моторного отсека.
- Замена распредвала.
Дефект 7. Разрушение резьбы в крепёжных отверстиях.
- Неправильная затяжка крепёжных болтов.
- Замена распредвала.
На какие неисправности указывает стук распределительного вала
В некоторых случаях при пуске холодного двигателя появляется посторонний глухой стук в клапанной крышке. Это связано с тем, что у «холодного» ДВС смазка в трущихся деталях отсутствует и после запуска моторное масло начинает смазывать трущиеся детали, в результате чего стук впоследствии пропадает.
На появление стука влияют:
- неисправность постели распредвала;
- деформация распредвала или его частей;
- естественный износ кулачков распредвала;
- неисправность системы смазки, в том числе низкое качество или несвоевременная замена моторного масла;
- неправильный процесс подачи топлива.
Замена распредвала ВАЗ
Сейчас читают
Диагностика и замена датчиков давления масла в двигателях…
Где стоит предохранитель на бензонасос
- она получается несколько сложнее;
- немного по-другому выставляется метки ГРМ.
На Вазовской «классике» (ВАЗ-2101-07) и внедорожниках «Нива» двигатели имеют цепную передачу. Сложность замены РВ на движках с цепным приводом зависит от топливной системы – на инжекторах приходится немного больше снимать и ставить деталей в процессе разбори и сборки, чем на карбюраторных моторах.
Определяем необходимость замены распредвала
Необходимость ремонта или замены распределительного вала можно узнать только после его дефектовки, которая возможна только при снятом распредвале и наличии специальных инструментов.
Прежде чем вынуть распредвал из постели, нужно проверить его на осевое смещение. Для этого нужно несильно стукнуть по постели и если появится стук, то, скорее всего, распредвал неисправен.
В целом, диагностику распределительного вала можно провести без специального инструмента, визуально. Однако такой способ позволяет выявить только визуальные дефекты (царапины, задиры, трещины, износ кулачков в виде «огранки»), тогда как
При помощи микрометра проверьте диаметр опорных шеек и опор корпуса распредвала. При отклонении размеров от допустимых их можно отремонтировать, но очень часто проще купить новые запчасти, так как восстановление ремонтных размеров обходится дороже.
Пока доступ к частям газораспределительного механизма открыт (снят распредвал), то обязательно осмотрите и другие его составляющие: коромысла, маслосъемные колпачки, пружины и других детали.
Основными дефектами распределительного вала является: изгиб, износ опорных шеек и шейки под распределительную шестерню, износ кулачков.
Биение промежуточных опорных шеек проверяют при установке вала в призмы на крайние опорные шейки. Если биение превышает допустимое значение, то вал правят под прессом.
Изношенные шейки шлифуют на меньший диаметр до одного из ремонтных размеров. После шлифования шейку полируют абразивной лентой или пастой ГОИ. При этом осуществляют замену изношенных опорных втулок на новые. Внутренний диаметр новых запрессованных втулок обрабатывают разверткой или расточкой резцом под размер перешлифованных шеек распредвала.
Опорные шейки вала, вышедшие из ремонтных размеров, восстанавливают хромированием или осталиванием под номинальный или ремонтный размеры.
При небольшом износе кулачков дефект устраняют шлифованием на копировально-шлифовальном станке. При значительном износе вершину кулачка можно восстановить накладкой с последующим шлифованием. После шлифования кулачки распредвала полируют полировальной лентой или пастой ГОИ № 10.
4.селективный подбор деталей
Способ селективного подбора деталей. При этом способе поля допусков размеров обеих сопрягаемых деталей делят на несколько одинаковых интервалов, а детали после обмера сортируют в соответствии с этими интервалами на размерные группы. В каждую размерную группу входят детали, фактические размеры которых лежат в пределах суженного поля допуска. Последнее можно вычислить, если разделить величину всего поля допуска детали на количество принятых размерных групп. Группы сопряженных деталей должны обозначаться одинаково: цифровой или буквенной маркировкой, а иногда красками различных цветов. По избежание возможных ошибок для маркировки детали предназначено определенное место, так как красками кроме того маркируются весовые группы, а также восстановленные детали. Дальнейшее комплектование сопрягаемых деталей одинаковых размерных групп может производиться: а) без подбора, т. е. на основе взаимозаменяемости в пределах размерной группы. Такая взаимозаменяемость иначе называется ограниченной (в отличие от полной). Примером может служить комплектование деталей для сопряжения палец— отверстия в бобышках поршня; б) с подбором в пределах каждой размерной группы. Диапазон размеров подбираемых деталей уменьшен во столько раз, сколько размерных групп деталей было принято. Это значительно снижает трудоемкость процесса комплектования по сравнению с подбором деталей в пределах общего поля допуска на размер детали (например, комплектование деталей для сопряжения поршень — цилиндр).
Необходимые инструменты для проведения работ
В процессе съема и установки распределительного вала потребуются следующие инструменты:
- ключи (головки) размерностью 7, 8, 10, 13, 17;
- вороток;
- динамометрический ключ;
- трещотка;
- отвертки фигурная и ударная плоская;
- молоток;
- микрометр.
Порядок замены и установки распредвала на примере «классики» Волжского автомобильного завода
Заменить распределительный вал своими руками не представляет особой сложности, но требует аккуратности и внимательности. При неправильной установке будет нарушен порядок работы цилиндров, что незамедлительно скажется на работоспособности двигателя.
Этапы замены распределительного вала:
1. Снятие навесного оборудования двигателя.
Для снятия распределительного вала, прежде всего, стоит снять мешающее навесное оборудование:
- шланг сапуна (ослабляем отверткой хомут и отсоединяем шланг от корпуса воздушного фильтра);
- воздушный фильтр с корпусом (откручиваем 3 гайки на крышке корпуса воздушного фильтра и 4 гайки крепления корпуса воздушного фильтра к карбюратору);
- трос подсоса (откручивается при помощи отвертки и ключа);
- привод газовой заслонки (снимается путем разъединения привода и удаления стопорных шайб).
Чтобы в карбюратор и затем в камеру сгорания ничего не попало (например, гайка, шайба и др., накрываем его тряпкой либо затыкаем ею отверстия карбюратора.
2. Снятие клапанной крышки силового агрегата.
Откручиваем 8 гаек, крепящих крышку клапанов к головке блока цилиндров, снимаем и промываем ее.
При установке клапанной крышки рекомендуется заменить ее прокладку. Это связано с тем, что после сборки через нее может продавливаться моторное масло. При выборе прокладки стоит отдать предпочтение резино-корковой.
3. Снятие распредвала ДВС.
Прежде чем снять распределительный вал, необходимо сначала совместить отметку на шестеренке привода с выступом на постели распределительного вала.
Для снятия распредвала сначала необходимо освободить его шестеренку от цепи привода ГРМ. Для этого:
- при помощи ключа ослабляем натяжитель цепи;
- отгибаем контрящую шайбу и откручиваем ключом болт;
- снимаем с шестеренки цепь, и, чтобы она не упала вниз, подвешиваем ее (например, на проволоку);
- в шахматном порядке от краев к центру откручиваем гайки крепления постели распредвала к головке блока цилиндров;
- снимаем пастель с распредвалом в сборе с посадочных шпилек;
- откручиваем два болта, удерживающие упорный фланец в торце постели, и снимаем фланец;
- достаем из постели распределительный вал.
4. Дефектовка распредвала ДВС.
Перед тем как покупать новый распредвал, необходимо продефектовать (см. «Определяем необходимость замены распредвала») снятый, ведь возможно неисправность ДВС заключалась не в нем.
5. Установка распредвала и сборка двигателя.
Установка распредвала происходит в обратной снятию последовательности. Для избежания перекоса при установке постели распредвала, болты закручиваются в определенном заводом-изготовителем порядке и с определенным усилием (для «классики» ВАЗа это 18,3 Н/м).
После замены распредвала необходимо обязательно провести регулировку натяжения цепи привода ГРМ и регулировку клапанов, в ином случае в будущем вам придется их ремонтировать.
После проведенных работ первое время осматривайте двигатель и прислушивайтесь к его работе и в случае чего сразу же устраняйте обнаруженные дефекты проведенного ремонта.
Восстановление кулачков распредвала своими руками
Восстановление (напыление) распредвалов своими руками
О том, что распредвал вашего двигателя требует ремонта или, как минимум диагностики, вы узнаете практически сразу. О неисправности вам подскажут: датчик распредвала и нарушение штатной работы двигателя. Ведь распредвал – это деталь, которая во многом влияет на фазы газораспределения, а значит за стабильную работу цилиндров и т.д.
Методы ремонта распредвала
И, прежде, чем сразу же бросаться в крайность и думать о замене распредвала, его нужно попробовать отремонтировать. Если, конечно, вы уже не задумывались о том, чтобы поменять свой штатный на тюнинговый спортивный распредвал.
Когда речь идёт о такой процедуре, как ремонт распредвала, то своими руками основную процедуру ремонта в гараже вы вряд ли сможете выполнить. Ваша задача, снять головку блока цилиндров и вместе с распредвалом приехать в мастерскую, где возможен ремонт или восстановление распредвалов.
Основные дефекты, при которых требуется восстановление распредвала: биение (деформация) вала, износ кулачков и износ шеек. Не забывайте, для чего мы привозим в мастерскую ГБЦ – дефектовка и, при необходимости ремонт постели распредвала, обязательная комплексная процедура.

Устранение деформации распредвала. Этот дефект устраняется способом поэлементной холодной правки, которая позволяет привести в порядок как стальные, так и чугунные распредвалы.

Биение (изгиб) распредвала устраняют на призмах при помощи пресса. При этом методе естественным образом должны быть учтены допуски производителя распредвала, относительно допустимого биения.
После устранения биения обязательно производится динамическая балансировка. Иначе все усилия были напрасны. Восстановление распредвалов таким методом производится на специальных станках.
Восстановление кулачков распредвала и износ шейки устраняется таким методом, как напыление распредвала либо шлифовкой.
Изношенный кулачок шлифуется до вывода износа и восстановления профиля. Не следует забывать, что после шлифовки кулачка высота подъёма клапана не должна измениться. Иначе будет нарушен процесс фаз газораспределения.

Восстановление кулачков распредвала методом шлифовки, рекомендуется выполнять всего один раз. В противном случае нарушается радиус вершины кулачка, и, соответственно, происходит сбой фазы газораспределения. То есть, следующим этапом, после первого ремонта распредвала, служит замена распредвала.
Для опорных шеек распредвала применяется расточка (шлифовка) до уменьшенных ремонтных размеров. При этом варианте ремонта распредвала, затем применяются втулки. Если же шейки наращивают, то другие детали растачивают под их размер. Для небольшого слоя наращивания применяется осталивание либо хромирование шеек.

Реставрация методом напыления распредвала производится с применением порошковой проволоки многокомпонентного состава (алюминий – цинк). После процедуры напыления распредвала твёрдость покрытия не уступает заводским параметрам. Но, специалисты не рекомендуют проводить ремонт методом напыления более одного раза.
Необходимые параметры после ремонта распредвала
Реставрированный распредвал должен иметь следующие, обязательные параметры:

Ремонт распредвала сопровождается обязательной заменой на новые, изношенных: роликов, осей, подшипников, втулок толкателей.

Удачи вам при восстановлении распредвала. Не торопитесь покупать новый распредвал, если не собирались этого делать.
Восстановление распредвала своими руками
Предприятие предлагает услугу восстановления распределительных валов двигателей внутреннего сгорания. Наиболее часто встречаются дефекты износа кулачков, опорных шеек и изгиб вала.
Ремонт опорных шеек распределительных валов производится плазменной наплавкой композиционным порошком, обеспечивающим высокую износостойкость при работе в условиях трения – скольжения. Механическая обработка – шлифование в номинальный размер. При наличии ремонтных размеров и достаточной твёрдости шеек, их шлифуют в ремонтный размер.
Выбор материала для наплавки изношенных кулачков обусловлен условиями работы поверхностей кулачковой пары (трение скольжения или трение качения) В обоих случаях нами подобраны сложные композиционные наплавочные материалы, обеспечивающие высокую твёрдость наплавленного слоя и хорошую износостойкость при работе в условиях высоких контактных напряжений. Следует отметить, что эксплуатационные свойства наплавленного металла практически не изменяются по толщине слоя (коэффициент анизотропии снижается всего на 3…5 %).
Перед шлифованием кулачков или шеек производится правка распределительного вала. Контроль прогиба осуществляется измерением радиального биения средних шеек относительно крайних, установленных в призмы. Допустимое радиальное биение для большинства распределительных валов 0,03…0,05 мм.
Перечисленные выше дефекты наблюдаются у 90…93 % изношенных распределительных валов. На некоторых валах имеют место и другие, устраняемые на нашем предприятии дефекты. Например, износ шпоночного паза или поверхности под распределительную шейку, износ резьбовой поверхности. Имеем опыт ремонта распределительных валов с иной конструкцией крепления шестерни помимо шпоночного соединения.
Ремонт постели распредвала или замена распределительного вала одна из ответственных операций, которая требует специального инструмента и для многих гаражных умельцев или просто водителей, может оказаться невыполнимой из-за отсутствия такого инструмента. Но всё же в этой статье будет описан такой ремонт, чтобы водители как автомобилей, так и мотоциклов имели представление о нём и благодаря этому имели возможность выбрать правильную мастерскую. Так же мной будет описано, как самостоятельно можно проверить, нужен ли вашему двигателю ремонт постелей распредвала.
Необходимость ремонта постелей распределительного вала может потребоваться после определённого пробега двигателя (от естественного износа, а какой это износ будет написано ниже), либо в случае несвоевременной замены масла и масляного фильтра, проблем с давлением масла (пары трения работали на сухую — масляное голодание), либо попадания продуктов износа в пары трения и от этого появления задиров и царапин на поверхностях постелей.
От появления задиров, царапин, или просто повышения рабочего зазора между поверхностями постелей и шеек распределительного вала, нормального давления масла уже не будет (подробнее о причинах уменьшения давления масла советую почитать вот тут) и такой мотор долго не протянет.
К тому же повышенные зазоры в постелях распредвала будут способствовать плохой работе двигателя (с шумом и стуком), а зазоры клапанов будут постоянно «уплывать», сальник распредвала будет быстро изнашиваться, а на многих двигателях ещё и проблемы с зажиганием будут, так как на внешнем выступе распредвала располагаются лепестки, проходящие через прорезь датчика Хола. В любом случае следует либо покупать новую головку блока (а стоит она не дёшево), либо ремонтировать постели распредвала, что и будет описано далее.
Как точно проверить нужен ли ремонт постелей распредвала.
Для начала следует убедиться в том, нужен ли вашему двигателю ремонт постелей и следует ли заменить распредвал или он ещё походит. Для этого следует сначала снять ремень ГРМ и снять распредвал (как это сделать пошагово можно почитать в статье «Замена распредвала» кликнув на неё).
Сняв крышки постелей и распредвал, сначала следует осмотреть поверхности опорных шеек распредвала, кулачков и эксцентрика, и поверхность трения с сальником. Эти поверхности должны быть отполированы и не иметь задиров (следов заедания), глубоких рисок, и если они есть, вал следует заменить, или отремонтировать, как будет описано ниже.

Так же очень желательно установить распределительный вал крайними шейками на две призмы, расположенные на поверочной плите (см. фото слева), и замерить индикатором часового типа радиальное биение остальных шеек — оно не должно превышать 0,02 мм. Если с биением всё в порядке (в пределах указанной нормы 0,02 мм) то можно восстановить распредвал, ведь в некоторых городах имеются сервисы по напылению и восстановлению распредвалов, но если не найдёте такой сервис у себя в регионе, то вал следует заменить новым.
Тоже самое касается и постелей распредвала — корпуса подшипников скольжения распредвала не должны иметь трещин. Если на поверхностях постелей и их крышек имеются задиры, и глубокие царапины, то и замерять зазор нет смысла, следует ремонтировать постели по любому, чтобы избавиться от дефектов на поверхности (восстанавливать их поверхность, что и будет описано ниже). Если на поверхностях постелей и крышек нет задиров и царапин, то тогда следует проверить зазор между постелями и шейками распредвала.
Зазор определяется расчётом после промера шеек и отверстий в опорах (собранная постель с крышкой). Отверстия в опорах (корпусах подшипников скольжения) замеряются с помощью индикаторного нутромера, а диаметр шеек измеряется с помощью микрометра. Этот способ более точный, так как здесь можно и даже нужно замерить диаметры как шеек так и отверстий в корпусах подшипников в двух местах, развернув мерительный инструмент на 90°.
Это позволит убедиться, что шейки распредвала и отверстия подшипников не изношены овалом. Если овал обнаруживается (а это в 99 случаях из 100, но об этом подробнее ниже), то следует восстанавливать правильную (круглую) геометрию отверстия с помощью специальной борштанги или развёртки, об этом далее.
Распредвал с овальными шейками либо (протачивается) шлифуется на круглошлифовальном станке до нормальной геометрии, либо восстанавливается его размер напылением, а потом шлифуется. Всё зависит от степени износа шеек, а так же от степени износа постелей и от того, насколько они будут расточены.
Но для определения зазора (правда не так точно, но позволит понять требуется ремонт постелей или нет) так же можно воспользоваться калиброванной пластмассовой проволокой (можно использовать капроновую рыболовную леску). Для начала следует тщательно очистить шейки распредвала и опорные поверхности головки цилиндров и корпусов (крышек) подшипников скольжения, а так же следует удалить толкатели клапанов из головки цилиндров.
Остается раскрутить крепёж крышек постелей, снять их и вынув пластмассовую проволоку замерить её толщину микрометром в месте сплющивания — это и будет зазор между шейками распредвала и их постелями. Расчётный требуемый зазор для новых деталей должен быть 0,069 — 0,11 мм, а максимально допустимый зазор при износе деталей должен быть не более 0,2 мм. Если зазор более 0,2 мм, то требуется восстановление постелей распредвала или замена.
На некоторых автомобилях постели можно отделить от головки и заменить, но на большинстве моторов это цельная деталь (постели одно целое с головкой). А новая головка стоит не малых денег, так что есть смысл восстанавливать постели.
Восстановление постелей распредвала.
При работе любого двигателя, даже если на нем вовремя меняется масло и масляный фильтр, и с давлением масла всё в порядке, а пары трения не работают на сухую, и на поверхности не образуется задиров и царапин, всё равно постели (подшипники скольжения) постепенно изнашиваются.
И чем больше пробег автомобиля или мотоцикла, тем больше износ и отклонения от допуска, указанного выше. Причём изнашиваются отверстия постелей неравномерно, так как давящие на них шейки распредвала давят на низ постелей больше, чем на боковые стенки и отверстия получаются овальными. Поэтому основные цели ремонта всего две: избавиться от овала, сделав отверстия для шеек распредвала идеально круглыми, и добиться требуемого зазора (описанного выше) между восстановленными поверхностями постелей и шейками распредвала.
В гаражных условиях добиться этих целей нет возможности, так как потребуется станок для расточки и шлифовки отверстий постелей за одну установку, а так же потребуется оборудование для напыления шеек распредвала.
Ведь отверстия постелей будут расточены и диаметр их увеличится, а значит нужно будет увеличить напылением диаметр шеек распредвала, а затем шлифануть их, чтобы в итоге добиться требуемого зазора между шейками и поверхностями постелей. Ведь ремонтные распредвалы с увеличенным диаметром шеек найти в продаже не так просто (к тому же новый распредвал имеет не малую цену), некоторые фирмы их делают, но только лишь для некоторых моделей двигателей.

Для расточки и шлифовки применяется специальный горизонтально- расточной станок, показанный на фото слева. Станок состоит из прочной станины и закреплённых на ней двух жёстких кронштейнов с закреплёнными в них люнетами, а в люнетах крепятся базовые втулки, в которые устанавливается борштанга. На борштанге крепится режущий инструмент, работающий в режиме полужидкого трения, а вращение штанги приводится от электродвигателя, обороты которого регулируются с помощью частотного преобразователя. Станок универсален и позволяет легко менять борштанги для точной обработки отверстий разных диаметров.
Некоторые мастера обходятся без станка, и восстанавливают отверстия вручную, с помощью специальной развёртки — это показано в видеоролике под статьёй. Но всё таки станок позволяет добиться более качественного и быстрого ремонта.

Ведь в станке очень точно выставлена борштанга относительно поверхности плоскости головки (обеспечивает точную параллельность штанги и нижней поверхности головки, а это важно). А так же обеспечивается точный вылет резцов из борштанги, а вибрация при обработке сведена к нулю.
Сначала производится расточка отверстий постелей с припуском на окончательную обработку, а окончательная обработка — это алмазная шлифовка (алмазное развёртывание) поверхностей постелей, чтобы достичь отличной шероховатости поверхностей постелей.

После растачивания отверстий постелей (как на фото слева), они уже имеют идеально круглую геометрию и избавляются от различных дефектов типа рисок, царапин или задиров.
Далее отверстия шлифуются и их диаметры замеряются, а далее, исходя из этих диаметров можно теперь сделать вывод, на сколько увеличить с помощью напыления диаметры шеек распредвала, а затем шлифануть их.
При напылении, специальное оборудование позволяет напылять шейки не нагревая их и сам распредвал выше 100 градусов, а это очень важно, так как если перегреть распредвал, то его непременно поведёт и деталь будет испорчена (кривой вал).

Напыление разумеется производят на чуть больший диаметр, то есть с припуском на дальнейшую шлифовку шеек. После напыления, твёрдость напыленного слоя получается вполне приличной, в пределах 45- 50 НRC, то есть не меньше чем у шеек заводского вала. Кроме того, после шлифовки шейки распредвала не только подгоняются под требуемый диаметр, но ещё становятся идеально круглыми (ведь шейки тоже могут износиться в виде овала).

В итоге, после шлифовки, как на фото слева, диаметр шеек распредвала должен получиться на 0,069 — 0,11 мм меньше расточенных и шлифованных отверстий постелей распредвала. Ремонт по восстановлению распредвала и его постелей можно считать законченным. Остаётся все восстановленные детали тщательно продуть и промыть от продуктов обработки и можно собирать головку и устанавливать её на двигатель.
Кому интересно, как отремонтировать треснутую или перегретую головку двигателя, советую почитать вот эту статью, а как увеличить ресурс распределительного вала с помощью его несложной доработки, можно почитать вот тут.
Вот вроде бы и всё. Надеюсь данная статья будет полезна начинающим ремонтникам. И хотя описанный здесь ремонт в обычном гараже не сделаешь, ведь нужно соответствующее оборудование и инструмент, но зато теперь многие смогут проконтролировать ремонтников в сервисе, а так же смогут выбрать грамотную мастерскую по ремонту постелей распредвала, успехов всем.
Шлифовка распредвала своими руками 2


Роман Серба: как все просто , а сальник на 2 мм не досадить нельзя? в крайнем случае другой стороной поставить, не такое там адское давление.
Boy Scout: Люди, вы вообще понимаете, что делаете?
Была просадка в одном месте где риска, теперь по всей шейке)
Сальник обычно не добивают, чтоб ходил на новом месте, а тут прослабили на всю длину.
Учите мат-часть Допуски и посадки!
Алексей Витальевич: парни. кому интерестно могу выкладывать видео о подготовке авто к окраске и так же самой окраске авто. спасибо за комменты)))
anton aisfeld: а постель в головке как восстанавливал?
Ромео Харченко: Выкинь нахуй свой реестратор!
MUWIN WIN: Автор ты ИДИОТ удали это видео. Если тебе не жалко своих деталей, авто и денег- это твоё дело но не надо другим голову пудрить. Ты убил этот распредвал. Мало что уменьшил диаметр от заводского дак и обработал его от руки с точностью наверное с миллиметр (представляю как там во время обработки все билось о кривлялось, ведь не просто так станины станков на которых эти вещи делаются весят не одну тонну). Уверен что масло у тебя полилось просто ручьём и ты побежал за новым распредвалом, а нет решил снова сэкономить и купил с разборки.😎
Igor Ja: Что за ужас на 4:12 начинается?
Uraxa 32: сальнику пиздец приходит в оснавном из за продольного люфта . так что в некоторых случаях проще избавится от люфта чем портить вал . выбор за владельцем вала.
Василь Зарва: ЖЕСТЬ!!
Benzin5413: Интересное дело, обычно поверхность под сальник работающая в масляной ванне не требует особой обработки, даже мелкие царапины не приводят к износу кромки сальника и протечкам, при одном условии что царапины не острые и сглажены наждаком и полировкой.
Ремонт добротный, в принципе можно было сделать тоже самое и без приспособы обычной наждачкой в ручную.
Rostislav Skvortsov: автор ты молодец! дай только описание какими шкурками доводил и шлифовал. И редактор поменяй
aadona: ну и зачем убирать риски ? Все прекрасно работает и с рисками ))).
Павел Петров: Я в школе скалки делал на токарном станке, наверное, распредвалы из дерева бы тоже смог, если парни смогли. Слабо таким же методом распредвал сделать?
Павел Петров: На сколько р. потянул на пункте приёма чёрного металла?
Сергій Болло: долбень просто
Олег Мерлан: толково.как то раз пришлось нождачкой завернуть и рукой крутить запарился.
Ремесло в гараже Ковка.Сварка.Самоделки: Решение оригинальное. "Станок" - вообще супер! Со звуком было бы интереснее, но и так все понятно.Давай новые видео!
Video on this topic
Спортивный распредвал своими руками. Метод копира.

Взяли б у распредвал. Наварили кулачки. И методом копира со спортивного распредвала, обработали наш подопыт.
Распредвал, доработка и восстановление / В гаражных условиях

Уникальный станок для расточки постелей распредвалов
расточка . шлифовка коленвала в домашних условиях 5efe

Этот ролик обработан в Видеоредакторе YouTube (http://www.youtube.com/editor)
Шлифовка коленвала в домашних условиях

Шлифовка распредвала черн xvid

Шлифовка распредвала своими рукам

Расточка кулачков распредвала ваз 2114, делаем подъем клапана 10.5 мм.
Шлифовка распредвала своими руками 2
Шлифуем распредвал в гараже на самодельном станке.
филиалы: Москва | Санкт-Петербург | Екатеринбург | Нижний Новгород | Самара | Уфа | Челябинск | Тюмень | Новосибирск | Владивосток | Хабаровск
Читайте также: