
Замена втулки шатуна ваз
Обновлено: 05.07.2024
По вопросу втулок верхней головки шатуна. Кто с теорией поможет?
Сижу, обтекаю и ломаю голову что делать дальше.Суть в следующем. В нашем двиге втулки в верхней голове шатуна по каталогу нет, а реально есть и посадка в пальце плавающая. Явно то что, у меня эти втулки уже подразбило - три новых пальца можно затолкнуть туда только постукивая молоточком, а в одном болтается слегка. Втулок на пальцы 22мм в нашей вотчине пруд пруди - от москвичя 2140 бронзовая, от ваз 2110 - сталебронзовая. и все разрезные. Взял я сталебронзовые втулки от ваза и отнес в "механику". Пресанули они мне их на три шатуна, а разворачивать под пальцы неполучаицо, так как снимать надо слишком много и бронзовый слой выносится нафих. То есть диаметр посадки под эти втулки должен быть 24мм скорее всего, а у меня 23. Напрашивается вывод - ставить тупо бронзовые втулки от 2140 или искать сталебронзовые с толщиной стенок 0.5 - а такие бывают сталебронзовые ленты?? И второй вопрос - развернуть втулки самому возможно и чем это делается или обязательно нужен высокоточный станок?? А пресануть бронзавую на тисочках я и сам смогу. Вот тебе и мастера в "Механике" - предложили мне доплатить четыре косаря, чтобы расточить голову шатуна и впихнуть дорогущую втулку от мерса с посадкой на 24мм. Забрал шатуны и репу чешу - хорошо часть бабла вернули - большую часть Нашел - ручные развертки, а к ним номера - а какой мне нужен - первый или второй и букавки там H7 H8 H9 A?? А к развертке достаточно дрели или станок сверлильный для точности прибомбить надо?Нашел - ручные развертки, а к ним номера - а какой мне нужен - первый или второй и букавки там H7 H8 H9 A?? А к развертке достаточно дрели или станок сверлильный для точности прибомбить надо?
Буква Н - допуск в посадке в плюс (т.е. больне требуемого), если буква h будет - допуск в минус.7,8,9 означает сотые доли мм, т.е. 0.07; 0.08; 0.09 соответственноЕсли я в конец не забыл "Детали машин" В ручную втулки не развернёшь - нарушишь соосность пальца.В станке - х.з., насколько станок изношен
Я думал ты технологию опишешь . а тыЯсно. пасиб. Значит буим искать контору, которач всетки воткнет в шатуны втулки без расточки головки шатуна, а может и втулки сделает. Оказывается есть сталебронзовые трубы-заготовки для нарезки втулок - навеняка с разными толщинами стенок.
Сижу, обтекаю и ломаю голову что делать дальше.
Да я то разберусь , другим то интересно будетЯ думал ты технологию опишешь . а ты
Прав, прав. Но хотения пожалуй мало - нужно намерение с точки зрения психологии или чего-то там. А втулки найду конечно - главно с размерами определился 24мм наружный, 22мм внутренний и понял, что там натяг не большой - в смысле тисочками сам запресую. Ну а развертывать отдам в профи. А б/у пусть даже в приличном состоянии не хочу: как ты сказал - это не интересно И дело вовсе не в деньгах, а именно в интересе
Конечно не сошелся, просто в пятистах метрах от мово дома. Да я и не в претензии к ним - просто ожидаешь, что профи знает больше и вовремя тебя тормознет, а тут что просил, то и получил, не осознавая, что не в ту степь гребу И пасибки всем - определился боле-менее куда копать.А на Механике свет клином сошёлся? Есть и более достойные конторы. Допустим, Иномотор, Мотортехнология, АБинжиниринг, итд. Порядок расположения контор ни разу не зависит от какчества.
А на Механике свет клином сошёлся? Есть и более достойные конторы. Допустим, Иномотор, Мотортехнология, АБинжиниринг, итд. Порядок расположения контор ни разу не зависит от какчества.
По ходу нашел два варианта:1. От BMW M10 или M30, но ширина на 1мм меньше 22х24х24, а нужно 22х24х252. От какой-то Тойоты с двигом M,2M,3M(не знаю модели) - 22,009 x 24 x 24,80 (настораживает тысячные в размере пальца)Второй вариант ближе, но минимальный диаметр вала 22,009 мм, максимальный 22,029 - болтаться палец будет что-ли - палец-то 22,000Фигня - от тойоты Cressida, Taiho - точняк 22,000 х 24 х 27,8 - по ширине резать придется 2,8 мм - эту втулку и закажу.
Делал себе: запрессовал новую втулку в прессе, прогнал через протяжку (скажешь нормальному токарю "нужна протяжка" сделает), сделал небольшой хон наждачкой 320 вручную - палец свободно вращается во втулке. Пока не заводил
5 ЗАМЕНА ВТУЛКИ ШАТУНА ( для шатунов 21213/2110-1005045 ).
5.1 Выпрессовать изношенную втулку (оправка 67.7853-9611, пресс типа Р 324 ГАРО или молоток, подставка технологическая).
5.2 Запрессовать новую втулку в шатун (пресс по п.5.1 и оправка 67.7853-9610).
5.3 Просверлить отверстие во втулке диаметром 4 мм через отверстие в головке шатуна (сверло диаметром 4 мм, машина сверлильная пневматическая типа МП-12-120/0,8).
Дубликат Взам. Подп.
Изм Лист № документа Подпись Дата Изм. Лист № документа Подпись Дата
Дубликат Взам. Подп.
6.1 Подобрать поршни и поршневые пальцы:
- промерить диаметры цилиндров и поршней и рассчитать зазор между цилиндром и поршнем. Промер диаметра цилиндра производить по п.4.2.1 настоящей ТИ. Промер диаметра поршня производится в плоскости перпендикулярной оси поршневого пальца на расстоянии 52 мм от днища поршня (микрометр МК 100-1).
Расчетный зазор для новых деталей должен составлять 0,025…0,045 мм. Максимально допустимый зазор при износе деталей 0,1 мм. При зазоре более 0,1 мм блок цилиндров подлежит ремонту.
Подобрать поршни к цилиндрам, обеспечив зазор 0,05 мм. По наружному диаметру поршни разбиты на пять классов (А, Б, С, Д и Е) через 0,01 мм, а по диаметру отверстия под поршневой палец на три категории (1, 2, 3) через 0,004 мм. В запасные части поставляются поршни номинальных (76 мм, 79 мм или 82 мм) и ремонтных (увеличенных на 0,4 мм или 0,8 мм) размеров классов А, С, Е. Класс 1, рис.39, поршня (буквы А, С или Е) и категория 2 отверстия под поршневой палец (цифра 1, 2 или 3) наносятся на
днище поршня методом клеймения. Ремонтные поршни, диаметр которых увеличен на 0,4 мм или на 0,8 мм, маркируются треугольником или квадратом соответственно. Маркировка 3 наносится рядом с маркировкой класса поршня и категории отверстия под поршневой палец методом клеймения.
Подбор поршней ремонтных размеров по диаметру производить согласно таблице 19 в соответствии с моделью двигателя.
Ремонтный размер цилиндра, мм
Диаметр цилиндра после
Изм Лист № документа Подпись Дата Изм. Лист № документа Подпись Дата
Дубликат Взам. Подп.
- произвести подбор поршней по массе. По массе поршни одно-
го двигателя не должны отличаться друг от друга более, чем на ± 2,5 г. В запасные части поршни поставляются в упаковке по 4 шт. одной весовой группы. При отсутствии комплекта поршней одной весовой группы произвести подгонку поршней по массе удалением части металла путем сверления углублений на основании бобышек под поршневой палец, как показано на рисунке.40. Глубина сверлений не
должна быть более 4,5 мм (весы типа ВЛТ-10-1, машина пневматическая сверлильная типа ИП-1011, сверло диаметром 8 мм);
- подобрать поршневые пальцы по диаметру отверстий в бобышках поршней в соответствии с маркировкой категории, обозначенной на днище поршня (цифра 1, 2 или 3).
- проверить посадку выбранных поршневых пальцев в отверстиях бобышек поршней. Поршневой палец, смазанный моторным маслом, должен входить в отверстие поршня от нажатия большого пальца руки и не выпадать, находясь в вертикальном положении, как показано на рисунке 41. При тугой или слабой посадках палец подлежит замене на палец другой категории, соответственно меньшей или большей.
6.2 Подобрать поршневые кольца.
Номинальный или ремонтный размеры поршневых колец указаны на упаковке. На торцевых поверхностях чугунных поршневых колец ремонтных размеров имеется маркировка величины ремонтного увеличения в сотых долях миллиметра (40 или 80).
- произвести при необходимости расконсервацию поршневых колец (уайт-спирит, салфетка техническая или ветошь обтирочная);
- проверить зазоры по высоте между поршневыми канавками и кольцами и зазоры в замках колец. Зазор между кольцом 1, рис.42, и стенкой канавки поршня 2 для верхнего компрессионного кольца должен быть от 0,04 до 0,07 мм, для второго - от 0,03 до 0,06 мм, для чугунного маслосъемного кольца - от 0,02 до 0,05 мм. Для стальных трехэлементных маслосъемных колец данный зазор не измеряется. Зазор в замке поршневых колец должен быть от 0,25 до 0,45 мм. Поршневое кольцо с зазором в замке превышающем 0,45 мм заменить, при зазоре менее 0,25 мм допускается запилить стыковые поверхности кольца (набор щупов, надфиль).
Изм Лист № документа Подпись Дата Изм. Лист № документа Подпись Дата
Дубликат Взам. Подп.
6.3 Собрать шатунно-поршневую группу:
чатки); - установить на валик 1, рис.43, приспособления поршневой
палец 2, направляющую 3 и завернуть упорный винт 4. Винт 4 не затягивать во избежание заклинивания пальца при его расширении от контакта с нагретым шатуном (приспособление А.60325 – для поршней 2101 - 1004015 ,
приспособление А.60325 и технологическая шайба с внутренним диаметром 15 мм, наружным диаметром 21,5 мм и толщиной 4 мм – для поршней 2108/21083 – 1004015 , приспособление
02.7853-9500 – для поршней 21011/2105 1004015 );
- извлечь из электропечи нагретый шатун, быстро закрепить его за нижнюю головку в тисках (тиски с алюминиевыми накладками, перчатки);
- надеть поршень на головку шатуна, совместить отверстие под поршневой палец с отверстием верхней головки шатуна и ввести в отверстие приспособление в сборе с поршневым пальцем 1, рис.44, до упора заплечиков валика 2 в бобышку поршня. При этом поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца;
- смазать поршневой палец моторным маслом. Масло наносить после охлаждения шатуна через отверстия в бобышках поршня (масло моторное);
- проверить качество запрессовки пальца в шатун (приспособление А.95615, ключ динамометрический типа 02.7812-4013);
- закрепить в тисках основание 1, рис.45, приспособления. Ослабить рукояткой 4 крепление кронштейна 5 и опустить кронштейн с индикатором 6 вниз;
Изм Лист № документа Подпись Дата Изм. Лист № документа Подпись Дата
Дубликат Взам. Подп.
- ввести в отверстие поршневого пальца резьбовой стержень 9 до упора головки 8 стержня в торец пальца. Ввести резьбовую часть стержня в основание 1 приспособления и навернуть гайку 2 до выбора возможных зазоров;
- приподнять кронштейн 5 до горизонтального положения, закрепить его рукояткой 4 и установить шток 7 индикатора 6 на головке 8 резьбового стержня. Ввернуть упор 3 стержня и установить на ноль шкалу индикатора;
- создать динамометрическим ключом момент затяжки гайки 2 от 13,0 до 14,0 Н.м (от 1,3 до 1,4 кгс.м), что соответствует осевой нагрузке на палец от 400 до 430 кгс.
Посадка пальца считается правильной, если после возвращения гайки 2 в исходное положение стрелка индикатора 6 возвращается на ноль. В случае перемещения (проскальзывания) пальца
в верхней головке шатуна шатун подлежит замене;
- для шатунов 21213-1004045 и 2110-1004045 –
установить в кольцевую канавку отверстия бобышки поршня 1, рис. 46, стопорное кольцо 2 поршневого пальца. Смазать отверстия в бобышках поршня и отверстие во втулке верхней головки шатуна моторным маслом. Установить поршневой палец 3 в поршень 1 и шатун 4. Маркировка номера цилиндра на шатуне и маркировка на поршне должны находиться с одной стороны. Установить второе стопорное кольцо 2 в кольцевую канавку отверстия бобышки поршня (отвертка плоская, масло моторное);
- установить поршневые кольца;
- нанести на поршневые кольца и канавки поршней тонкий слой моторного масла (масло моторное);
- установить на поршень маслосъемное чугунное или стальное кольцо. Перед установкой чугунного маслосъемного кольца расположить стык пружинного расширителя диаметрально противоположно замку кольца. Детали стального трехэлементного маслосъемного кольца устанавливать в следующей последовательности:
расширитель; верхнее маслосъемное кольцо;
нижнее маслосъемное кольцо.
Стык расширителя должен располагаться острием вверх, как показано на рисунке 47. Не допускается соединение концов расширителя внахлест. Подгонка расширителя не допускается;
- установить нижнее компрессионное кольцо так, чтобы имеющаяся на нем маркировка "ВЕРХ" или "ТОР" была обращена к днищу поршня, а выточка на кольце - в противоположную сторону;
- установить верхнее компрессионное кольцо;
Изм Лист № документа Подпись Дата Изм. Лист № документа Подпись Дата
Дубликат Взам. Подп.
- произвести ориентацию замков колец на поршне. Для комплекта колец с чугунным маслосъемным кольцом ориентацию замков произвести согласно рис.48. Для комплекта со стальным маслосъемным кольцом - согласно рис.49.
6.4 Установить коленчатый вал:
- установить и закрепить блок цилиндров на стенде Ач.22204 (инструмент и оснастка по
- подобрать комплекты вкладышей. Комплекты вкладышей коренных и шатунных подшипников для ремонтного коленвала подобрать согласно величине уменьшения диаметра коренных и шатунных шеек. Маркировка величины уменьшения наносится на первой щеке коленвала (например, К 0,25; Ш 0,50). Маркировка размерности комплекта вкладышей наносится на упаковке. Кроме того, на вкладышах ремонтных размеров, на наружной поверхности, нанесена маркировка величины ремонтного уменьшения (-0,25; -0,50; -0,75; -1,00);
- смазать моторным маслом вкладыши коренных и шатунных подшипников, упорные полукольца, а также коренные и шатунные шейки коленчатого вала (масло моторное);
- уложить вкладыши в гнезда коренных подшипников. Вкладыши с проточкой установить на блок цилиндров в постели первого, второго, четвертого и пятого коренных подшипников, вкладыши без проточки – в крышки коренных подшипников и в постель третьего коренного подшипника;
Изм Лист № документа Подпись Дата Изм. Лист № документа Подпись Дата
Дубликат Взам. Подп.
- на двигателях ВАЗ 2101 - 2106, 21073, 2121, 21213 - 21214-10, 2123, 2130 - запрессо-
вать в коленчатый вал передний подшипник первичного вала коробки передач (молоток с пластмассовым бойком);
- уложить в коренные подшипники коленчатый вал и вставить два упорных полукольца:
- на двигателях ВАЗ 2101 - 2106, 21073, 2121, 21213 - 21214-10, 2123, 2130 - в гнезда задней опоры;
- на двигателях ВАЗ 2108 – 21083, 2110, 2111, 2112 - в гнезда средней опоры.
ПРЕДУПРЕЖДЕНИЕ. Упорные полукольца установить выемками к упорным поверхностям коленчатого вала. Со стороны привода ГРМ установить сталеалюминиевое полукольцо (дет.2101-1005183), со стороны маховика - металлокерамическое (желтого цвета,
- установить крышки коренных подшипников в соответствии с метками. Метки на крышках должны располагаться со стороны установки водяного насоса;
- завернуть и затянуть болты крепления крышек коренных подшипников в соответствиями с требованиями Приложения 2 (головка сменная 17, вороток и удлинитель или гайковерт типа ИП – 3111);
- проверить вращение коленчатого вала. Вал должен вращаться от усилия руки свободно и без заеданий. При тугом вращении или наличии заеданий необходимо снять коленчатый
вал и повторить операцию по подбору комплекта вкладышей;
- проверить осевой зазор коленчатого вала. Установить на блок цилиндров 1, рис.50, стойку 2 с индикатором 3. Опереть измерительный стержень индикатора на фланец коленчатого вала 4, как показано на рисунке, и выставить шкалу индикатора на ноль. Перемещая коленчатый вал с помощью отверток 5, замерить осевой зазор вала 4. Осевой зазор коленчатого
вала должен быть в пределах 0,06…0,26 мм. При осевом зазоре более 0,26 мм произвести регулировку зазора путем замены нормальных упорных полуколец увеличенными на 0,127 мм полукольцами. Увеличенные сталеалюминиевые полукольца имеют на стальной основе маркировку "Р". Увеличенные металлокерамические полукольца не маркируются и имеют толщину 2,44…2,49 мм (штатив ШМ-ПВ-8, индикатор ИЧ-10, отвертка плоская - 2 шт., микрометр МК 25-1).
6.5 Установить держатель заднего сальника и маховик:
- нанести на посадочную поверхность заднего сальника коленчатого вала герметик и запрессовать сальник в держатель. Попадание герметика на рабочую поверхность сальника не допускается (для двигателей ВАЗ 2108 – 21083, 2110, 2111, 2112 оправка 67.7853-9571, моло-
Поршень с шатуном. Разборка, дефектовка и сборка
Поршень с шатуном. Разборка, дефектовка и сборка ВАЗ 2108
Поршень с шатуном:
1 - гайка шатунного болта
2 - шатунные вкладыши
3 - шатун
4 - поршневой палец
5 - канавка верхнего компрессионного кольца
6 - канавка нижнего компрессионного кольца
7 - канавка маслосъемного кольца
8 - поршень
9 - шатунный болт
10 - крышка шатуна
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
Размерная группа
Модель двигателя ВАЗ-2108
Модель двигателя ВАЗ-21083
Диаметр цилиндра, мм
Диаметр поршня, мм
Диаметр цилиндра, мм
Диаметр поршня, мм
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Примечание 1
Зазор между кольцами и канавками поршня, мм
верхнее компрессионное кольцо
нижнее компрессионное кольцо
Предельно допустимый зазор для всех колец
Примечание 2
Зазор в замках поршневых колец, мм:
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
Диаметр пальца, мм
Диаметр отверстия в поршне, мм
Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия.
7. Проверьте посадку поршневого пальца в поршне. Для этого смажьте поршневой палец моторным маслом и вставьте его в поршень. Палец должен входить в поршень свободно от нажатия большим пальцем руки.
8. Переверните поршень так, чтобы палец встал вертикально, при этом он не должен выпадать из поршня под действием собственного веса. Если палец выпадает из поршня, возьмите палец следующего класса. Если из поршня выпадает палец третьего класса, замените поршень и палец.
9. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание – замените вкладыши.
10. Осмотрите шатуны с крышками. Замените погнутые шатуны.
11. Наденьте поршневой палец 2 на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм.
12. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 минут. Зажмите шатун в тисках, установите на него поршень (см. примечание), чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.
13. После охлаждения шатуна смажьте поршневой палец через отверстие в бабышках поршня.
Предупреждение
Шатуны обрабатываются совместно с крышками, поэтому их нельзя разукоплектовывать.
Если при сборке шатунно-поршневой группы устанавливаются новые детали, подберите поршни к цилиндрам по классу, группе и по массе. Поршневые пальцы и поршни также нужно подобрать по классу.
Сборку поршня с шатуном нужно производить как можно быстрее, так как шатун быстро охлаждается. После охлаждения шатуна изменить положение пальца будет невозможно.
Обозначение ремонтного размера:
1-й ремонтный – треугольник,
2-й ремонтный – квадрат.
Обозначение группы по массе:
нормальная – “Г”,
увеличенная на 5 грамм – “+”,
уменьшенная на 5 грамм – “-”.
14. Смажьте моторным маслом поршневые кольца и канавки на поршне. Наденьте съемником или вручную поршневые кольца соответственно соориентировав их. Проверьте легкость перемещения колец в канавках.
15. Если на кольце нанесена надпись “Верх”, “Top” или “ВАЗ”, установите кольцо надписью вверх, к днищу поршня.
18. Вставьте вкладыш в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в паз головки шатуна.
19. Вставьте вкладыш в крышку шатуна так, чтобы фиксирующий выступ на вкладыше вошел в паз крышки шатуна.
Видео про "Поршень с шатуном. Разборка, дефектовка и сборка" для ВАЗ 2108
Сборка поршня с шатуном Ваз - самый быстрый и эффективный способ! Замена поршневой ВАЗ 21083, что это?? Установка поршней на шатуны в классике. ваз 2101-2121-2109Технология установки и расточки новых втулок в шатунах (под поршневые пальцы. Кто знает как?)
В общем то этот вопрос находится в компетенции хорошего слесаря по мех.обработке металлов. Делов 10 минут. Вопрос только чем. "Страшные" слова РАЙБЕР и ШАРИК это элементы регулируемой развертки. И на любом станке при обработке точных отверстий малого диаметра используют именно развертки, со спец. оправкой. Оправка эта "плавающая", т.е. развертка в ней закреплена не жестко. Именно поэтому станок совсем не обязателен.
Развертка есть инструмент самоцентрирующийся в отверстии. Так что ручками даже надежнее будет. При определенном опыте, конечно.
В идеале нужно перешлифовывать обычную развертку под диаметр имеющихся пальцев (допуск на размер поискать придется).
Ну а далее: втулку в шатун, разворачиваем, собираем
Ну и сервисменов поймите. Стоит ли заниматься изготовлением одноразового инструмента? Солить что ли? Им по моему и так хватает.
gnumodel
Мастер советчик
gnumodel
Мастер советчик
В общем то этот вопрос находится в компетенции хорошего слесаря по мех.обработке металлов. Делов 10 минут. Вопрос только чем. "Страшные" слова РАЙБЕР и ШАРИК это элементы регулируемой развертки. И на любом станке при обработке точных отверстий малого диаметра используют именно развертки, со спец. оправкой. Оправка эта "плавающая", т.е. развертка в ней закреплена не жестко. Именно поэтому станок совсем не обязателен.
Развертка есть инструмент самоцентрирующийся в отверстии. Так что ручками даже надежнее будет. При определенном опыте, конечно.
В идеале нужно перешлифовывать обычную развертку под диаметр имеющихся пальцев (допуск на размер поискать придется).
Ну а далее: втулку в шатун, разворачиваем, собираем
Ну и сервисменов поймите. Стоит ли заниматься изготовлением одноразового инструмента? Солить что ли? Им по моему и так хватает.
Спасибо за инфо! Ситуация проясняется. Но делать-то все равно надо. Ищу Мастера..
Я живу не в России. В глухой провинции численностью около 300 тыс. человек.
Замена втулки шатуна ваз
Один из способов увеличения рабочего объема - замена
коленчатого вала на вал от двигателя с большим ходом поршня. Скажем, вал от
длинноходного мотора "Жигулей" (ВАЗ-2103, -2106) можно установить в
"короткий" блок цилиндров (ВАЗ-2101, -21011, -2105), но тогда поршни
поднимаются выше привалочной плоскости. Для решения проблемы можно изготовить
специальные шатуны. Чаще поступают проще - укорачивают стандартные шатуны
осадкой в нагретом состоянии.
Простейшее приспособление для этой операции представлено на
рисунке - по сути, это винтовой пресс, который можно изготовить в слесарной
мастерской.
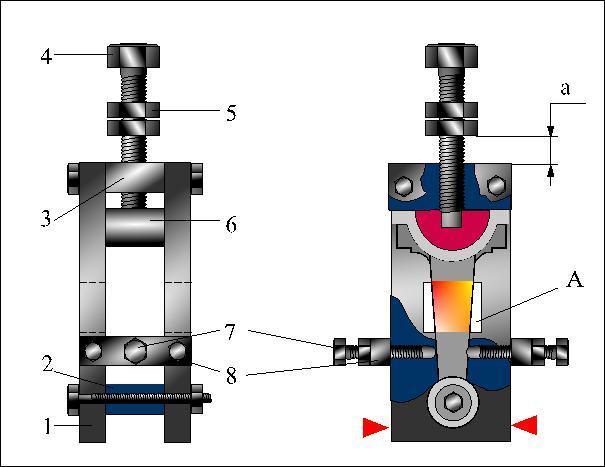
Приспособление для осаживания шатунов:
Работают с ним следующим образом. В верхнюю головку шатуна
вставляют втулку 2 и устанавливают его между направляющими плитками 1 .
Закрепляют втулку болтом. Слегка затягивают рабочий винт 4 . Далее монтируются
опоры 8 и подтягивают равным моментом болты 7 , удерживающие шатун от бокового
смещения. Контргайками 5 выставляют размер а, на который требуется укоротить
шатун. Этот размер вычисляется так:
а = (разница ходов поршня до и после переделки/2) - 0,2мм.
Для двигателей "Жигулей" величина а составляет
6,8мм. Поправка в две "десятки" возникает из-за того, что после
остывания шатун станет короче примерно на эту величину.
Пресс с шатуном устанавливают в надежно закрепленные тиски.
Газосварочной горелкой равномерно, со всех сторон через окна А (на участке
длиной около 30мм) разогревают шатун "докрасна", следя за тем, чтобы
не подплавить его. Не прекращая нагревать, медленно затягивают винт 4 до упора
контргаек в перемычку 3 . После остывания шатуна разбирают пресс и контролируют
длину полученного шатуна. Затем затягивают крышку нижней головки и проверяют
пассиметром точность окружности постели под вкладыш - при неаккуратной работе
она может нарушиться.
После укорачивания шатунов противовесы коленчатого вала
обычно начинают задевать за поршень. Решить эту проблему можно двумя способами.
Первый: снимают металл с юбки поршня и бобышек, оставляя толщину в месте
обработки последних не менее 4,5мм. Второй: подрезают противовесы коленчатого
вала, например на токарном станке, зацентровав вал по коренным шейкам. После этой
операции вал необходимо балансировать.
Осадка шатунов, кроме форсирования двигателей, может быть
применена при ремонте разнообразных зарубежных моторов, если требуется
установка нестандартных поршней или коленчатого вала. Например, таким образом в
двигатели БМВ-518 и "Вольво-240" удалось установить поршни от ГАЗ-24.
Рассмотренная здесь переделка мотора нередко производится в
небольших мастерских и дает удовлетворительную надежность и долговечность
отремонтированных моторов.
замена втулок шатунов урал
всем доброго времени суток. пришло время перебрать двиг, вроде все сделал как пологается, но вылез один трабл: бронзовые втулки шатунов изношены по-разному, т.е один и тот же палец в одну шейку шатуна заходит легко, а в другую туго. вопрос в следующем, как выпресовать старые и установить новые втулки.
З.Ы подбирать пальци разных ремонтов и разворачивать один из поршней я не хочу (поступало такое предложение).
И не нужно. Значит делаешь так, коль снял цилиндры и головы, потрудись теперь извлеч и коленвал. Поверь в таком виде выпрессовывать/запрессовывать втулку будет гораздо легче. Выпрессовываем следующим образом. Берём ненужную свечу, обламываем керамическу часть и примеряем по диаметру оставшуюся часть к втулке. Далее выдавливаем втулку из шатуна при помощи остатка свечи с одной стороны и трубки большего диаметра чем втулка с другой в тисках. НИ В КОЕМ РАЗЕ не фигачим молотком. Перед выдавливанием обрати внимание с какой стороны втулки завальцовано меньше. В общем, с той и выдавливай, легче пойдёт.
Установка новой втулки в обратной последовательности. После запрессовки не забудь просверлить в ней масляные отверстия и только потом разворачивать, а не наоборот. Думаю сам понимаешь почему. Чтобы нормально развернуть лучше отдать местному токарю, ибо даже если у тебя и есть развёртка есть риск развернуть криво.
В конце не забудь завальцевать края. Опять таки в тисках при помощи двух конусных болтов (от автомобильных колёс например)
Пока ремонтные пальци все не выбраны, не стоит менять втулки. Ибо разворачиваются они на заводе, где соблюдена соосность верхней и нижней головки, а не центровка по отношению к головке.
Да вы чё? Выпресовка. Они разве не из листа скатаны? Тогда просто отвертку засунуть под край, провернуть её, и выковырять остатки втулки.
По технологии(в идеале) запресованную втулку надо раздать в стороны путём протягивания через неё шаров в опредедённый размер. Втулка уплотнится и станет очень плотно.
Опилить выступающие части втулки, снять фаску, если требуется, просверлить отверстийе для масла.
Развернуть.
Снять фаску.
Собирать.
ФОРУМ МОТОРИСТОВ
Здрасте. Мой первый пост на Вашем форуме. Немного о себе! Чинить моторы мое хобби с 1998 г. какие были машины во владении, все прокапиталены
Вобщем суть вопроса вот в чем. Сейчас строю 3S-GTE прокаченный.
После, так называемого процесса дефектовки, были удалены в помойку втклки головок шатунов . вставлены новые и. теперь Я в шоке от от технологии их развертки. Шатуны уже 10 месяцев лежат, не знаю что делать.
. Что делать? как развернуть? Живу в сибири, здесь все говорят что от руки даивсенах. смотрю на них как на дураков, а они на меня как на дурака.
Втулки ВГШ после установки по-правильному необходимо растачивать и хонинговать. Но. есть 2 варианта, которые приблизительно выглядят так:
1. Если припуск установленной втулки больше 0,05-0,1 мм - расточка, затем хонингование.
2. Если припуск меньше 0,05-0,1 мм - можно ограничиться только хонингованием.
Расточку легко сделать на токарном станке с помощью планшайбы, проточенной в станке, и креплении на нее шатуна. Также легко расточить ВГШ на фрезерном станке с помощью расточной головки .
Хонингование теоретически можно заменить разворачиванием, но качество поверхности и точность при хонинговании на порядок выше .
За 10 месяцев можно было как минимум 10 раз прислать шатуны и получить готовые взад .
По отмывке на фото - замечание . Нельзя греть шатуны паяльной лампой, если нет задачи отнести их потом в помойку - вместе с мотором .
Кстати, если в шатунах втулки, зачем такой способ сборки? Или это какие-то другие шатуны.
А. а с кем вы тут сейчас разговаривали.
Так внимание по порядку. ПРИПУСК УСТАНОВЛЕННОЙ ВТУЛКИ это что такое?
P.S. Вобана. А почему нельзя поялкой греть?
AB-Engine писал(а): Нельзя греть шатуны паяльной лампой, если нет задачи отнести их потом в помойку - вместе с мотором .
Кстати, если в шатунах втулки, зачем такой способ сборки? Или это какие-то другие шатуны.
ДА! Это другие шатуны. Втулки в шатунах c турбо-мотора меняю. А это был ремонт простого 3S-FE.
Замена втулки шатуна ваз
Ремонт шатуна. Перепреcсовка втулки шатуна.
Шатуны – основа кривошипно-шатунного механизма любого поршневого двигателя внутреннего сгорания (ДВС). С одной стороны неисправности кривошипно-шатунного механизма достаточно быстро приводят к выходу из строя двигателя, с другой стороны, при ремонте двигателя именно шатуны требуют наибольшей прецизионности (точности) обработки, которые предъявляются производителями современных двигателей внутреннего сгорания (ДВС). Шатун двигателя соединяет поршень двигателя с коленчатым валом и во время работы двигателя передаёт все усилия от поршня на коленчатый вал и, наоборот, от коленчатого вала к поршню. На шатун воздействуют большие знакопеременные и изменяющиеся по величине усилия, вызванные давлением расширяющихся в цилиндре газов и инерцией деталей поршневой группы.
Выделяется три основных конструктивных части шатуна:

Шатун состоит из верхней поршневой головки, стержня и нижней кривошипной головки. В поршневую головку запрессовывается бронзовая втулка, которая исполняет роль подшипника поршневого пальца. Масло к подшипнику подается под давлением через канал в стержне шатуна от нижней головки или прямой подачей через отверстие в верхней головке шатуна.
1) Износ и деформация отверстий нижней головки при неисправности шатунного подшипника
Причины: (Износ, перегрев, масляное “голодание”, разрушение, проворачивание)
ДО РЕМОНТА :

ПОСЛЕ РЕМОНТА :

2) Деформация стержня шатуна
Причины: (гидравлический удар, разрушение клапана или седла клапана следствием чего является перенос ударных нагрузок поршня на стержень шатуна)
ДО РЕМОНТА :

Данные повреждения являются следствием гидравлического удара, после попадания воды в камеру сгорания через впускной тракт вместе с воздушной смесью.
Происходит это на такте «сжатия», поскольку газообразная топливовоздушная смесь (или воздух у ДВС с впрыском в камеру сгорания) значительно изменяют свой объем при изменении давления, то жидкость в данном случае вода изменяет свой объем в настолько малой степени, что ее считают практически несжимаемой.
В связи с этим , если на такте сжатия в цилиндре окажется достаточное кол-во воды, поршень не сможет дойти верхней мертвой точки (В.М.Т.) и испытывает высокие нагрузки, передающиеся на стержень шатуна, что в свою очередь приводит к его изгибу.
Специалисты компании «АБ Моторс» производит правку шатунов на гидравлическом прессе.
Обеспечивая максимальную непараллельность осей отверстий верхней и нижней головок не более половины рабочего «теплового» зазора в цилиндре на диаметре цилиндра. Что как правило составляет 0,02-0,025 мм.
3) Износ и деформация бронзовой втулки верхней головки шатуна
Причины: ( Неправильный тепловой режим эксплуатации двигателя, недостаток масла, износ, гидравлический удар)
ДО РЕМОНТА :

ПОСЛЕ РЕМОНТА :

И напоследок подборка изображений с повреждениями шатуна и их последствием для вашего кривошипно-шатунного механизма и двигателя внутреннего сгорания в целом:
Развёртку надо покупать вместе со втулкой такую же тачнее имено её диаметра.
Палец менять очень легко
Снял цилиндры,Увидел поршень,по бокам поршня будут два отверстия под палец.
Аккуратно плоскогупцами вынимаеш стопорные кольца ( могут отскачить как пружинка и наче про..ёш и врятли найдёш у меня такое часто бывало
Потом выталкиваеш палец из этого отверстия и вставляй новый смаж его лучше(новый палец входить должен очень туго что бы не было люфта и не болтался там.
Блокируеш его этими же стопорными колцами.
Всё готово!Одевай цилиндры и в путь. )))
3↑ Ответ от partizan 15-05-2012 19:46:55
Саня,привет,втулку обязательно-запресоввываешь;затем сверлишь необходимые отверстия(вентиляция масла)по отверстиям на шейке шатуна;потом райбером(помоему 21ый,спросишь у любого токаря,он тебе даст,я например-брал разводной райбер от19 до 22.);в поршень наливаешь бензина грамм 50,поджигаешь,всталяешь палец(поршень должен быть без колец),и потом уже в шатун его(предворительно промеряв палец во втулке),
4↑ Ответ от saha-9999 16-05-2012 17:38:27
partizan втулку я запресовал. а обязательно эти отверстия сверлить? (на старой втулке были), значит развёртка 21 надо, а вот после развёртки палец должен во втулку свободно заходить или из под молотка? у меня новый палец вообще на холодную ни под каким усилием в поршень не лезет, ну это походу так и должно быть. а если в воде до 100 градусов нагреть, не тот же ефект будет?
5↑ Ответ от серега294 16-05-2012 18:32:32
палец должен с натягом входить)) я поршень разогрел налив внутр бензина и поджог потом вставил палец
Добавлено: 16-05-2012 14:32:32
палец должен с натягом входить)) я поршень разогрел налив внутр бензина и поджог потом вставил палец
6↑ Ответ от partizan 17-05-2012 09:58:34
ДА!Саня,отверстия для вентиляции масла(а сам как думаешь)-обязательно!
Палец-вталкиваешь пока поршень горячий-с натягом.
7↑ Ответ от mexanik62 30-06-2012 06:56:26
Сменить втулку верхней головки шатуна не такая уже и простая задача Сперва надо проверить а нужно ли ее менять Для этого вставить палец и проверить люфт в нормальном положении и по краям ежели в нормальном положении палец люфтит а по краям нет виноват палец Выбор втулки Втулка обязательно должна быть согнута из полосы металла желтого или красного цвета Цельные точеные втулки - липа Удаление изношеной Бывает болтается можно вытащить плоскогубцами Ежели прочно сидит ножевкой по металлу сделать пропил с противоположной стороны от шва и поддеть отверткой Установка новой Запрессовать новую втулку можно с помощью тисков или болта с резьбой М14-М20 и двух шайб Шов должен быть попендикулярно оси шатуна но не попасть на смазочные отверстия Но просто запихать мало надо еще обвальцевать края (на верхней головке шатуна фаски) В Днепровском шатуне можно это просто решить на снятом шатуне на наковальне вальцуется молотком А вот для Ураловского нужны две шайбы диаметром 25-30 мм с одни торцом ровным другим коническим под 45 град внутреннее отверстие по диаметру найденного болта ранее указанного Ну и тянуть болт пока не завальцуется Засверлить смазочные отверстия сверлом Д 3 мм 2 штуки обязательно Также на шатуне снять хорошо фаски сверлом Д 7-8 мм (лучше масло захватывает) Подгонка под палец Не спешите крутануть втулку разверткой ведь все пальцы диаметром чуть меньше 21 мм и разверткой 21 да не имея опыта получится 21,05 а то и больше Для этого есть раздвижные развертки ну и опять таки опыт А в небольших пределах подогнать под палец можно дедовским способом Металлический стержень Д18 прорезать ножевкой по оси гдето 50 мм вставить в прорезь полоску наждачной бумаги с мелким зерном свернуть ее в трубочку и потихонечку подгоняй Смазаный палец должен без люфта входить во втулку от руки
+2
8↑ Ответ от Motortester 04-07-2012 11:24:56
Согласен с Механником про запресовку втулки тисками. Но вот разворачивать втулку наждачной бумагой это варваство. Хотя учитывая ачество современного изготовления разверток, обещает результат не намного лучший))))) Имея в руках хорошую развертку мы делали так. Разворачивали втулку вращая развертку по часовой стрелки, и оставив запас (0.05 - 0.1) дономинального размера втулки, начанали вращать развертву в обратную сторону доводя ее до необходимого размера под палец. Плюсами данного метода является то, что поверхность втулки получалась заркольной и ровной, в то время как при вращении по часовой стрелке, поверхность была щерховатой, и при работе двигателя довольно быстро образовывался зазор и появлялся стук.
9↑ Ответ от mexanik62 04-07-2012 14:00:51
Ежели есть под рукой развертка 20,995 -полный вперед Для ручной обработки мягких металлов применяются развертки с несимметричными режущими кромками а с симметричными которые применяются для машинной обработки весьма вероятна огранка Ну и при разворачивании обратного вращения нет В твердом металле потеряеш режущую кромку в мягком получиш наволакивание металла Регулируемая развертка некоторый выход из положения
10↑ Ответ от Motortester 25-07-2012 15:56:04
Согласен с механником, после обратного вращения убивается режущая кромка. И при использовании хорошей развертке лучше следовать правильному врущению. А вот если развертка некачественная, то правильно вращение сделает задиры во втулке.
11↑ Ответ от 666 25-07-2012 17:16:43
Да дело не в качестве развёртки(даже самая китайская развёрт.без труда возмёт бронзу , медь и т.д) а дело как раз в глубине реза(если развёртка регулируемая), просто не нужно пытаться снять за раз под номинальный размер..+ задиры часто бывают из за банального перекоса..ну и конечно же не забываем капнуть немного маслица, чистота поверх.будет чище..
+1
12↑ Ответ от Luis 03-05-2015 09:54:21
Нередко при ремонте мотоциклетных двигателей требуется замена не только поршней и пальцев, но и бронзовых втулок верхней головки шатуна. Мы покажем, как это делается на примере ремонта коленчатого вала мотоцикла "Урал".
При покупке запчастей следует обратить особое внимание на качество изготовления втулок. Они должны быть правильной цилиндрической формы, а линия стыка иметь ровное сопряжение параллельных поверхностей. Хорошая втулка изготовлена аккуратно и смотрится красиво. Однако встречаются в продаже экземпляры, как будто вырубленные зубилом и свернутые молотком. Они не имеют вполне цилиндрической формы и плохо сопрягаются по стыку. Попытка использовать подобные запчасти обычно приводит к печальному финалу.

1. Разбираем ножовку и собираем ее так, чтобы полотно оказалось внутри верхней головки шатуна. Произведем пропил вдоль линии стыка, отступив от нее на 3-4 мм. До тела шатуна доходить не следует (чтобы не повредить). На дне пропила должен остаться тонкий, как фольга, слой бронзы.

2. При помощи любого острого инструмента извлекаем отпиленную от втулки полоску. Запомните, как был сориентирован стык втулки (вправо или влево от вертикальной оси шатуна, но без совпадения с отверстиями для смазки).

3. Осторожно расшатав оставшуюся (большую) часть втулки отверткой, выпрессовываем ее при помощи подручных инструментов (молотка и торцовой головки).

4. Чтобы облегчить вхождение новой втулки в отверстие верхней головки шатуна, снимем по внешнему краю ее торца фаску 45° шириной 0,25 мм. Для этого можно использовать надфиль или небольшой напильник с мелкой насечкой.

5. При помощи винта М12 и набора подходящих гаек и шайб запрессовываем втулку в отверстие верхней головки шатуна. Втулка может встать на место как строго в обрез, так и выступая с обеих сторон примерно на 1 мм. И то и другое — нормально, только во втором случае нужно проконтролировать симметричность конструкции (примечание: стык втулки следует правильно сориентировать, см пункт 2).

6. Надеваем на винт М12 две колесные гайки от автомобиля ГАЗ-24 конусами навстречу, как показано на фото.

7. Сильно затягивая гайку на импровизированном приспособлении, развальцовываем втулку с двух сторон. Теперь она никуда не может сместиться.

8 Сверлим во втулке необходимое число отверстий сверлом подходящего диаметра (как правило, 4 отверстия диаметром 3 мм).

9. Смажем отверстие и цилиндрическую развертку на 20,5 мм моторным маслом и осторожно развернем отверстие втулки. При этом очень важно не допустить перекоса развертки из-за поспешно приложенного усилия.

10. Смажем моторным маслом отверстие и раздвижную развертку диаметром 21-23 мм и начнем увеличивать диаметр отверстия.

11. При этом ножи развертки следует разводить понемногу, проверяя размер микрометром. Чем ближе к заданному размеру, тем меньше металла следует снимать за один проход развертки.

12. Работу можно считать завершенной, когда поршневой палец, слегка смазанный маслом, можно будет вставить во втулку верхней головки шатуна легким усилием большого пальца (для справки: завод ИМЗ рекомендует зазор от 0,0045 до 0,0085. К сожалению, точно замерить такие зазоры в домашних условиях не представляется возможным).
Читайте также: