
Момент затяжки форсунок маз
Обновлено: 15.05.2024
Момент затяжки форсунок маз
Резьбовое соединение / Момент затяжки Нм (кгс·м)
Болты крепления крышек коренных подшипников:
Вертикальные 430–470 (43–47)
Горизонтальные 100–120 (10–12)
Болт крепления ступицы коленчатого вала 431–490 (44–50)
Болты крепления крышек шатунов 200–220 (20–22)
Болты крепления картера маховика 100–125 (10–12,5)
Болты крепления маховика:
с пластинами стопорения под два болта 200–220 (20–22)
с пластиной под все болты 235–255 (24–26)
Болты крепления кронштейна передней опоры двигателя 90–110 (9–11)
Боты крепления верхней крышки блока цилиндров 25–32 (2,5–3,2)
Гайки шпилек крепления головки цилиндров 240–260 (24–26)
Гайки крепления осей коромысел 120–150 (12–15)
Болт скобы крепления стартера 70–90 (7–9)
Болты крепления кронштейнов стартера 45–62 (4,5–6,2)
Гайки скоб крепления форсунок 50–62 (5–6,2)
Гайка крепления муфты опережения впрыска 130–150 (13–15)
Штуцеры топливного насоса высокого давления 100–120 (10–12)
Гайки распылителей форсунок 60–80 (6–8)
Штуцер форсунки 8–10 (8–10)
Гайка крепления шестерни распределительного вала 270–300 (27–30)
Гайка крепления ведомой шестерни привода топливного насоса 140–180 (14–18)
Резьбовые соединения муфты привода топливного насоса высокого давления:
болты крепления пластин к ведомой полумуфте 32–40 (3,2–4)
остальные 44–60 (4,4–6,0)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого давления 28–36 (2,8–3,6)
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления:
Болты крепления картера сцепления к картеру коробки передач 137–157 (14–16)* / 216–245 (22–25)**
Болты крепления картера сцепления к картеру маховика: М12 = 70–80 (7–8)
Болты крепления проставки к картеру основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке:
предварительная затяжка 20–30 (2–3)
окончательная затяжка 79–98 (8–10)
Болты крепления верхней крышки картера основной коробки 35–49 (3,6–5)* / 49–54 (5,0–5,5)**
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего диапазона к проставке 49–55 (5–5,6)
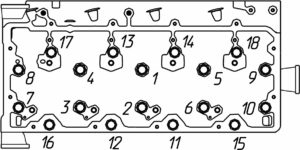
Порядок затяжки ГБЦ ЯМЗ 236

Порядок затяжки гбц ямз 236 и усилие производится с помощью динамометрического ключа. Помимо прижатия прокладок. Необходимо учитывать просадку гильз. При неравномерной затяжке. Большая вероятность того что на гильзы будет оказываться неравномерная нагрузка. Одна гильза прижмется сильнее. Другая слабее. В результате одна из гильз просядет.
Cнятие головки ямз 236
Cнятие головки начинается с откручивания водяного коллектора. Впускного коллектора. Топливные трубки. При их снятии необходимо фиксировать удлинители топливных форсунок. Они откручиваются от форсунок. И теряют герметичность. При последующей установке. Возможно просачивание топлива в картер двигателя. Осторожно необходимо откручивать трубку обратки топлива.

Возможна утечка как из под гайки трубки . Так и из под штуцера. Который вворачивается в блок. Особенно необходимо быть острожным при откручивании трубки обратки с форсунок. Трубка лопается в основании штуцера. Если резко провернуть ключ. После того как удалены все трубки. Откручиваются и вынимаются форсунки. Кронштейны коромысел прикручены болтами.

Снятие штанг толкателей может привести к неприятному моменту. Если неосторожно вытаскивать штангу . И она выскочит из рук. То провалиться в картер двигателя . Достать её будет очень тяжело. Многие оставляют штангу там. Она особенно не помешает работе двигателя. Если займет нейтральное положение. Поэтому выниматься штанга должна аккуратно.
Гайки крепления головки желательно откручивать с одним усилием. При помощи динамометрического ключа. Головка массивная. Ослабление одних гаек приведет к увеличению нагрузки на другие. Это может вызвать как просадку гильз. Так коробление самой головки. Лучше открутить её в два приема. Установив на ключе нагрузку в 140 Н*м.
Проверка посадки гильз и плоскости головки
Головка снята. Её необходимо отчистить от нагара. Промыть. Тоже самое необходимо сделать с плоскостью гильз и блока. Важно отчистить поверхности тщательно. Что бы произвести проверку плоскости головки на возможный изгиб. И проверить блок на просадку гильз. Для двигателей ЯМЗ это очень актуальная тема. Гильзы проседают в свои посадочных местах. И проседают на только друг относительно друга. Они садятся на один бок . это практически не видно на глаз.

Линейка хорошо позволяет увидеть, как сидят гильзы. Лечат эту проблему по разному. Все зависит от того на сколько сильно произошла просадка. Иногда помогает установка дополнительного кольца по верхнюю кромку гильзы. Которая упирается в блок двигателя. У кого то получается выровнять гильзу у кого то нет. Лучше это сделать на ремзаводе при помощи расточного станка. Есть специальные приспособления по выравниванию посадочных мест не снимая и не разбирая двигатель до конца.
Посадка гильз в первую очередь влияет на прорыв газов из камеры сгорания. Газы попадают в водяную рубашку. И через расширительный бачок наружу. Или скапливаются в верхней точке водяного коллектора. Образуют воздушную пробку. Первое что происходит. Перестаёт нагреваться радиатор печки. Так пробки газов не позволяют циркулировать жидкости. При э том мотор хорошо работает и не выбрасывает охлаждающую жидкость из расширительного бачка. Это как бы первый звонок. снова придётся снимать головку блока цилиндров. Поэтому лучше сразу проверить перепады и наклон гильз. Для этого можно воспользоваться специальной линейкой. Что бы потом не делать двойную работу.
Установка прокладки
Если с плоскостями всё нормально головки после ремонта можно ставить на место. Предварительно устанавливается прокладка головки блока. На турбированных двигателях помимо основной прокладки предусмотрены фторопластовые кольца. Но их можно установить и на обычные двигателя. Эти кольца помогают выровнять возможные небольшие неровности при посадке гильз. И неровности головки блока. Кольца эти ставятся внутри прокладки . Для этого в кольцах предусмотрен паз по наружной стороне. Его необходимо расширить. Сделать это можно с помощью отвертки. Кольцо вставляется в прокладку.

И затем прокладка со всеми кольцами устанавливается на блок двигателя. При установке прокладки необходимо проверить правильность её установки. Если головка стоит правильно. Отверстия под масляные каналы совпадают с каналами. Луче лишний раз в этом убедиться.
Затяжка головки
Порядок затяжки ГБЦ ЯМЗ 236 предусматривает схема затяжки. То есть затяжка происходит по порядку предусмотренной в схеме. Согласно номерам

Этапы протягивания ГБЦ
Первый раз болты необходимо затягивать от руки. Чтобы головка равномерно выровнялась по плоскости. Усилие прилагать практически не надо. Главное чтобы гайки до крутились до плоскости головки и прижались к ней. При каждом этапе необходимо соблюдать порядок затяжки головки ЯМЗ 236.
Следующий этап необходимо производить уже с динамометрическим ключом. На необходимо выставить незначительное усилие. Скажем в 50 Н*м. Это позволит максимально выровнять плоскость головки. Относительно гильз и блока. Это усилие как бы подстраховывает. В том что головка стоит ровно. И её уже можно начинать притягивать уже с большим усилием.
140 Н*м это промежуточное усилие с которым необходимо протянуть гайки головки блока. Оно даст предварительную просадку гильз. Обтянется прокладка головки блока
240-260 Н*м окончательное усилие протяжки. Очень важно не делать резких усилии на ключ. А плавно проворачивать его до характерного щелчка. Лучше воспользоваться динамометрическим ключом с большим диапазоном усилий. Ключ имеет больший рычаг и им проще работать. Это усилие окончательное. Можно дать головке отстояться некоторое время и ещё раз. Проверить усилие 240-260 Н*м на гайках. До характерного щелчка. Бывает что неровно садиться шайба. Потому что на них появляются проточки от гаек.
Предосторожность при сборке
Головка протянута. Теперь можно устанавливать все на свои места. Как при снятии штанг толкателей. Так и при установке. Необходимо быть очень осторожным. Обязательно нащупать штангой её посадочное место. Оно представляет собой чашку. И в неё очень легко промахнуться. Штанга сама если её вставлять, не придерживая. в чашку не попадет. А провалится в картер двигателя. После того штанги встали на свои места. Прикручиваются кронштейны коромысел вместе с коромыслами. Форсунки крепятся кронштейнами.
Топливные трубки на слив обратки. Необходимо прикручивать аккуратно. Желательно поставить новые уплотнительные шайбы. С новыми шайбами трубки не будут прокручивать при затяжке штуцера. Даже небольшой проворот на форсунке грозит тому что трубка лопнет. При затягивание штуцера трубки в саму головку необходимо убедиться, что затянут штуцер. И при затягивании гайки трубки. Его необходимо придерживать. Чтобы не повредить резьбу. Это соединение очень часто приносит проблему. С подтеканием топлива. Которое попадет в поддон. После чего увеличивается уровень масла в двигателе.После установки всех коллекторов необходимо провести регулировку клапанов.
Проверка герметичности топливных трубок
Перед тем как закрыть клапанную крышку. Следует завести двигатель. Для того чтобы проверить утечку топлива. Смотреть необходимо на все места соединения трубки обратного топлива. Так же смотреть необходимо на все места соединения трубки обратного топлива. Так же необходимо проверить соединения между форсункой и удлинителем. При не правильной затяжке трубок высокого давлении. Проворачивается удлинитель в корпусе форсунки. В результате корпус лопается. Трещина очень мелкая её трудно увидеть. Но топливо через неё будет просачиваться. Это заметить можно.
При работающем двигателе полость головки быстро наполняется маслом. Если не хватило времени все внимательно осмотреть двигатель лучше заглушить . Дождаться пока масло стечет. И снова завести мотор. Процедура не очень приятная. Но после сборки может поднимать уровень масла. Это от того что в него попадает топливо. И попадает оно туда как раз из этих мест. Поэтому лучше сразу лишний раз убедиться.
Если все нормально можно закрывать крышку. При затяжке крышки усилие большое прилагать ненужно. Так как можно выдавить прокладку. Перед установкой обязательно нужно убедиться что прокладки сидит в пазах правильно. Чтобы избежать лишних проблем с подтеканием масла. Установка ГБЦ ЯМЗ на этом закончена . Осталось завести мотор и проверить возможные подтекания . Охлаждающей жидкости. Масла из под прокладки крышки. Порядок затяжки ГБЦ ЯМЗ 236 и усилие с которой она протягивается влияют на дальнейшую работу двигателя. Поэтому важно сделать всё правильно.
Затяжка шатунов ямз 238
Резьбовые соединения муфты привода топливного насоса высокого давления:
болты крепления пластин к ведомой полумуфте 32–40 (3,2–4)
остальные 44–60 (4,4–6,0)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого давления 28–36 (2,8–3,6)
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления:
Болты крепления картера сцепления к картеру коробки передач 137–157 (14–16)* / 216–245 (22–25)**
Болты крепления картера сцепления к картеру маховика: М12 = 70–80 (7–8)
Болты крепления проставки к картеру основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке:
предварительная затяжка 20–30 (2–3)
окончательная затяжка 79–98 (8–10)
Болты крепления верхней крышки картера основной коробки 35–49 (3,6–5)* / 49–54 (5,0–5,5)**
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего диапазона к проставке 49–55 (5–5,6)
Болт крепления фланца выходного вала 431–490 (44–50)
* — для коробок передач типа ЯМЗ-238ВМ и ЯМЗ-2381;
** — для коробок передач типа ЯМЗ-239.
Характеристики двигателей ЯМЗ
Контакты
Директор
Просветов Алексей Владимирович
Тел.: (8552) 331-800
Коммерческий директор
Куликова Т.В.
Тел.: (8552) 331-800, 331-801
Запчасти ЯМЗ и ГТО
Специалист Кадышев И.В.
Тел.: (8552) 331-800
Запчасти МАЗ, УРАЛ , КРАЗ, ПААЗ
Заместитель директора по развитию
Кулыгин В.В.
Тел.: (8552) 331-800, 331-801
Инженер ГТО
Бормотаев Е.Н.
Тел.: (8552) 331-800
Момент затяжки Нּм (кгсּм)
Болты крепления крышек коренных подшипников:
Болт крепления ступицы коленчатого вала
Болты крепления крышек шатунов
Болты крепления картера маховика
Болты крепления маховика:
с пластинами стоп, под два болта
с пластиной под все болты
Болты крепления кронштейна передней опоры двигателя
Боты крепления верхней крышки блока цилиндров
Гайки шпилек крепления головки цилиндров
Гайки крепления осей коромысел
Болт скобы крепления стартера
Болты крепления кронштейнов стартера
Гайки скоб крепления форсунок
Гайка крепления муфты опережения впрыска
Штуцеры топливного насоса высокого давления
Гайки распылителей форсунок
Гайка крепл. шестерни распределительного вала
Гайка крепления ведомой шестерни привода топливного насоса
Резьбовые соединения муфты привода топливного насоса высокого давления
болты крепления пластин к ведомой полумуфте
Гайка оси шкива натяжного устройства привода пневмокомпрессора
Гайка болта-натяжителя натяжного устройства привода компрессора
Гайки регулировочных винтов коромысел
Болты крепления масляного насоса
Болты крепления топливного насоса высокого давления
Гайки топливопроводов высокого давления
Болты крепления турбокомпрессора
Болты крепления выпускных коллекторов
Болты крепления топливопроводов низкого давления
Болты крепления картера сцепления к картеру коробки передач
Болты крепления картера сцепления к картеру маховика: М12
Болты крепления проставки к картеру основной коробки
Болты крепления картера демультипликатора к проставке
Болты крепления верхней крышки картера основной коробки
Оси вилки переключения демультипликатора
Болты крепления крышки первичного вала
Болты крепления муфты зубчатой низшего диапазона к проставке
Болт крепления фланца выходного вала
Примечание :
* — для коробок передач типа ЯМЗ-238ВМ и ЯМЗ-2381;
** — для коробок передач типа ЯМЗ-239.
Моменты затяжки основных резьбовых соединений двигателей семейства ЯМЗ-530 CNG.
КРЕПЕЖ ГОЛОВКИ ЦИЛИНДРОВ.
На рисунке приведен порядок затяжки болтов крепления головки цилиндров. Предварительно установленные болты подтянуть от руки. Далее болты крепления головки цилиндров затягиваются в три приема. После первого приема рекомендуется на головки болтов нанести метки фломастером по металлу, обращенные в сторону выпуска:
- 1 прием – болты затянуть моментом 100±10 Н·м (10±1 кгс·м).
- 2 прием – болты довернуть на 180º±5º.
- 3 прием – болты довернуть на 90º±5º.
ВНИМАНИЕ! ПОСЛЕ ЗАТЯЖКИ БОЛТОВ КРЕПЛЕНИЯ ГОЛОВКИ ЦИЛИНДРОВ, ВЫПОЛНЕННОЙ В ТРИ ПРИЕМА, ДАЛЬНЕЙШЕГО КОНТРОЛЯ ЗАТЯЖКИ БОЛТОВ В ЭКСПЛУАТАЦИИ НЕ ТРЕБУЕТСЯ.
Порядок затяжки болтов крепления головки блока цилиндров.
КРЕПЕЖ КРЫШКИ ГОЛОВКИ ЦИЛИНДРОВ.
На рисунке приведен порядок затяжки болтов крепления крышки головки цилиндров.
Затяжку болтов крепления крышки головки цилиндров производить в два приема:
- 1 прием – болты крышки завернуть от руки на 2…3 нитки;
- 2 прием – болты крышки, начиная со средних, последовательно перемещаясь в обе стороны, затянуть моментом 7,84 – 9,8 Н·м (0,8 – 1,0 кгс·м).
Порядок затяжки болтов крепления крышки головки цилиндров.
Пробило прокладку ГБЦ МАЗ – как ее заменить?
МОМЕНТЫ ЗАТЯЖКИ ОСНОВНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ ЯМЗ-238БЕ2, ЯМЗ-238БЕ
содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
МОМЕНТЫ ЗАТЯЖКИ ОСНОВНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ ЯМЗ-238БЕ2, ЯМЗ-238БЕ, ЯМЗ-238Б ЯМЗ-238ДЕ2, ЯМЗ-238ДЕ, ЯМЗ-238Д
Резьбовое соединение Момент затяжки Н·м (кгс·м)
Болты крепления крышек коренных подшипников:
горизонтальные 100–120 (10–12) Болт крепления ступицы коленчатого вала 431–490 (44–50) Болты крепления крышек шатунов 200–220 (20–22)
Болты крепления картера маховика 100–125 (10–12,5)
Болты крепления маховика:
с пластинами стоп. под два болта 200–220 (20–22)
с пластиной под все болты 235–255 (24–26)
Болты крепления кронштейна передней опоры
двигателя 90–110 (9–11)
Боты крепления верхней крышки блока
цилиндров 25–32 (2,5–3,2)
Гайки шпилек крепления головки цилиндров 240–260 (24–26)
Гайки крепления осей коромысел 120–150 (12–15)
Болт скобы крепления стартера 70–90 (7–9)
Болты крепления кронштейнов стартера 45–62 (4,5–6,2) Болты стартера с фланцевым креплением М12 98,1–122,6 (10–12,5) Гайки скоб крепления форсунок 50–62 (5–6,2)
Гайка крепления муфты опережения впрыска 130–150 (13–15) Штуцеры топливного насоса высокого давления 100–120 (10–12) Гайки распылителей форсунок 60–80 (6–8)
Штуцер форсунки 8–10 (8–10)
Гайка крепл. шестерни распределительного вала 270–300 (27–30)
Гайка крепления ведомой шестерни привода
топливною насоса 140–180 (14–18)
Резьбовые соединения муфты привода топливного насоса высокого давления:
полумуфте 32–40 (3,2–4)
Резьбовое соединение Момент затяжки Н·м (кгс·м)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства
привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого
давления 28–36 (2,8–3,6)
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления:
Болты крепления картера сцепления к картеру коробки передач
Болты крепления картера сцепления к картеру
маховика М12 70–80 (7–8)
Болты крепления проставки к картеру
основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке:
Болты крепления верхней крышки картера основной коробки
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего
диапазона к проставке 49–55 (5–5,6)
Болт крепления фланца выходного вала 431–490 (44–50)
содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
Cнятие головки ямз 236
Cнятие головки начинается с откручивания водяного коллектора. Впускного коллектора. Топливные трубки. При их снятии необходимо фиксировать удлинители топливных форсунок. Они откручиваются от форсунок. И теряют герметичность. При последующей установке. Возможно просачивание топлива в картер двигателя. Осторожно необходимо откручивать трубку обратки топлива.
Возможна утечка как из под гайки трубки . Так и из под штуцера. Который вворачивается в блок. Особенно необходимо быть острожным при откручивании трубки обратки с форсунок. Трубка лопается в основании штуцера. Если резко провернуть ключ. После того как удалены все трубки. Откручиваются и вынимаются форсунки. Кронштейны коромысел прикручены болтами.
Снятие штанг толкателей может привести к неприятному моменту. Если неосторожно вытаскивать штангу . И она выскочит из рук. То провалиться в картер двигателя . Достать её будет очень тяжело. Многие оставляют штангу там. Она особенно не помешает работе двигателя. Если займет нейтральное положение. Поэтому выниматься штанга должна аккуратно.
Гайки крепления головки желательно откручивать с одним усилием. При помощи динамометрического ключа. Головка массивная. Ослабление одних гаек приведет к увеличению нагрузки на другие. Это может вызвать как просадку гильз. Так коробление самой головки. Лучше открутить её в два приема. Установив на ключе нагрузку в 140 Н*м.
Признаки пробитой прокладки ГБЦ МАЗ
Как всегда, прокладка головки блока цилиндров МАЗ выходит из строя в самое неподходящее время.
К примеру, после загрузки большегрузного автомобиля с бочка может политься тосол.
Как только открутите коллектор, вы наверняка увидите жидкость (тосол) на головке блока и, конечно же, лопнувшую прокладку.
Признаки поломки могут быть следующими:
- Из-под ГБЦ наружу вырываются газы с ошеломительным свистом;
- Двигатель начал троить;
- В радиаторе МАЗ появляются выхлопные газы;
- Из выхлопной системы выходит пар;
- Течь масла или воды.
В основном материал прокладки ГБЦ МАЗ – металл различного диаметра. Также могут применяться дополнительно фторкаучук, фторсиликон, герметик.
При выборе прокладки головки блока цилиндров для МАЗ рекомендуем пользоваться следующим советом:
Ставьте прокладки точно такие же, которые выбрал завод-изготовитель. Но если не знаете, что стояло ранее – используйте измерительный инструмент.
1. Установка двигателя на место разборки
При снятии и установке двигателя на место разборки, желательно чтобы основание было крепкое (к примеру асфальт или плиты). Лучше первый раз опустить на что то мягкое (например, старый баллон) и на левой стороне выкрутить болты, стягивающие крышки коренных подшипников.
Затем, перецепить стропы или чалку за одну головку (за передний и задний рым болт) и подготовить старую гильзу цилиндров или кусок бруса по длине гильзы.
Поднимать двигатель лучше за правую головку, после чего опустить его на пол таким образом, чтобы противоположная головка опиралась на коллектор, а разъем блока по поддону опирался на вертикально поставленную гильзу в середине блока. Под коллектор следует положить доску дюймовку.
Проверка посадки гильз и плоскости головки
Головка снята. Её необходимо отчистить от нагара. Промыть. Тоже самое необходимо сделать с плоскостью гильз и блока. Важно отчистить поверхности тщательно. Что бы произвести проверку плоскости головки на возможный изгиб. И проверить блок на просадку гильз. Для двигателей ЯМЗ это очень актуальная тема. Гильзы проседают в свои посадочных местах. И проседают на только друг относительно друга. Они садятся на один бок . это практически не видно на глаз.
Линейка хорошо позволяет увидеть, как сидят гильзы. Лечат эту проблему по разному. Все зависит от того на сколько сильно произошла просадка. Иногда помогает установка дополнительного кольца по верхнюю кромку гильзы. Которая упирается в блок двигателя. У кого то получается выровнять гильзу у кого то нет. Лучше это сделать на ремзаводе при помощи расточного станка. Есть специальные приспособления по выравниванию посадочных мест не снимая и не разбирая двигатель до конца.
Посадка гильз в первую очередь влияет на прорыв газов из камеры сгорания. Газы попадают в водяную рубашку. И через расширительный бачок наружу. Или скапливаются в верхней точке водяного коллектора. Образуют воздушную пробку. Первое что происходит. Перестаёт нагреваться радиатор печки. Так пробки газов не позволяют циркулировать жидкости. При э том мотор хорошо работает и не выбрасывает охлаждающую жидкость из расширительного бачка. Это как бы первый звонок. снова придётся снимать головку блока цилиндров. Поэтому лучше сразу проверить перепады и наклон гильз. Для этого можно воспользоваться специальной линейкой. Что бы потом не делать двойную работу.
Оплата через Яндекс Кассу
После выбора оплаты через Яндекс запустится платежная система Яндекс Касса, где требуется выбрать удобный способ оплаты (банковская карта, QIWI, аккаунт Яндекс Деньги и т.д.)
После указания платежных реквизитов и подтверждения платежа, произойдет оплата товара.
Если у Вас банковская карта в валюте, которая отличается от рубля, то списание денег с карты произойдет по курсу Центрального банка России на момент совершения покупки.
Данный способ оплаты оптимально подойдет для жителей России, Казахстана и Беларуси.
Официальный сайт платежной системы Яндекс Касса https://kassa.yandex.ru
Затяжка головки
Порядок затяжки ГБЦ ЯМЗ 236 предусматривает схема затяжки. То есть затяжка происходит по порядку предусмотренной в схеме. Согласно номерам
Ремонт головок цилиндров МАЗ
Головка цилиндров представляет собой цельную отливку из серого чугуна и крепится к блоку шпильками, ввернутыми в блок. Шпильки изготовлены из хромоникелевой стали и термически обработаны. Для обеспечения отвода тепла головка цилиндров имеет водяную рубашку, сообщающуюся с рубашкой блока, для обеспечения подвода топлива к форсунке в боковой поверхности имеются отверстия под штуцера.
В головке цилиндров размещены клапаны с пружинами и деталями их крепления, коромысла, оси коромысел и форсунки.
Седла клапанов вставные. Седла впускных клапанов изготовлены из специального чугуна, а седла выпускных — из специального жаропрочного сплава. Седла запрессованы в гнезда с натягом. Седла и металлокерамические направляющие втулки клапанов окончательно обрабатываются после их запрессовки в головку.
Устанавливаемые на двигатели головки цилиндров имеют между собой конструктивные отличия:
Головки цилиндров на двигателях ЯМЗ-236НЕ2,БЕ2 могут быть блочные на три цилиндра каждая или индивидуальные:
— Блочная головка на три цилиндра каждая. Привалочная поверхность шлифована и в зоне уплотнения гильз цилиндров выполнены кольцевые проточки.
Стык головки цилиндров, блока и гильзы уплотняется прокладкой состоящей из металлической единой на три цилиндра прокладки, уплотняющей газовый стык, и резиновых уплотнительных элементов, уплотняющих масляные, водяные и штанговые полости. Уплотнительные элементы пяти видов в количестве 14 шт. на прокладку (рис. 1).
Индивидуальная головка установлена на каждый цилиндр и крепится к блоку шестью шпильками, имеющими длину 209 мм и 248 мм. В головку запрессован чугунный стакан форсунки. Стакан в верхней части уплотнен резиновым кольцом. Привалочная поверхность в зоне уплотнения гильз цилиндров имеет три кольцевые проточки. Стык головки цилиндров, блока и гильзы (рис. 2) уплотняется прокладкой состоящей из металлической прокладки, уплотняющей газовый стык, и резиновой прокладки, уплотняющей масляные, водяные и штанговые полости. Металлическая и резиновая прокладка устанавливаются на штифты блока. Металлическая прокладка выпускается четырех размеров по толщине (1,1 мм; 1,3 мм; 1,5 мм; 1,7 мм) и подбирается при сборке двигателя индивидуально с целью достижения оптимального рабочего процесса в каждом цилиндре. В запасные части поставляется прокладка толщиной 1,7 мм.
Головки цилиндров на двигателях ЯМЗ-236Н; (Б; НЕ; БЕ) блочные на три цилиндра каждая. Конструктивно выполнена в основном аналогично предыдущей блочной.
Головку цилиндров снимать только для устранения неисправностей деталей цилиндропоршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки.
Снимать головку цилиндров в следующем порядке:
1. Слить охлаждающую жидкость из системы охлаждения двигателя.
2. Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи.
3. Снять крышку головки цилиндров.
4. Отвернуть гайки скоб крепления форсунок (рис. 3),…
…снять форсунки (рис. 4), предохраняя распылитель от ударов и засорения отверстий.
5. Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.
6. Отвернуть гайки крепления головки цилиндров (рис. 5),…
… соблюдая последовательность, обратную затяжке (рис. 6).
Отворачивать гайки крепления индивидуальных головок цилиндров не менее чем за три приема:
7. Снять головку цилиндров с двигателя и осмотреть ее состояние.
8. Если необходимо, осторожно снять прокладку головки цилиндров.
9. Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров на двигатель производить в обратном порядке. Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильзы цилиндров и головку цилиндров. Повторное использование прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов и разрушения окантовок газового стыка. Обратить внимание на правильность установки прокладки головки цилиндров на штифты и окантовок прокладок — на бурты гильз цилиндров.
Гайки крепления головок цилиндров затягивать в порядке возрастания номеров, как показано на рис. 7, моментом 240 — 260 Нм (24 — 26 кгсм). После первой затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность. Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведет к разрушению деталей газового стыка.
Моменты затяжек ямз 238
Резьбовые соединения муфты привода топливного насоса высокого давления:
болты крепления пластин к ведомой полумуфте 32–40 (3,2–4)
остальные 44–60 (4,4–6,0)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого давления 28–36 (2,8–3,6)
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления:
Болты крепления картера сцепления к картеру коробки передач 137–157 (14–16)* / 216–245 (22–25)**
Болты крепления картера сцепления к картеру маховика: М12 = 70–80 (7–8)
Болты крепления проставки к картеру основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке:
предварительная затяжка 20–30 (2–3)
окончательная затяжка 79–98 (8–10)
Болты крепления верхней крышки картера основной коробки 35–49 (3,6–5)* / 49–54 (5,0–5,5)**
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего диапазона к проставке 49–55 (5–5,6)
Болт крепления фланца выходного вала 431–490 (44–50)
Характеристики двигателей ЯМЗ
Контакты
Директор
Просветов Алексей Владимирович
Тел.: (8552) 331-800
Коммерческий директор
Куликова Т.В.
Тел.: (8552) 331-800, 331-801
Запчасти ЯМЗ и ГТО
Специалист Кадышев И.В.
Тел.: (8552) 331-800
Запчасти МАЗ, УРАЛ , КРАЗ, ПААЗ
Заместитель директора по развитию
Кулыгин В.В.
Тел.: (8552) 331-800, 331-801
Инженер ГТО
Бормотаев Е.Н.
Тел.: (8552) 331-800
Момент затяжки Нּм (кгсּм)
Болты крепления крышек коренных подшипников:
Болт крепления ступицы коленчатого вала
Болты крепления крышек шатунов
Болты крепления картера маховика
Болты крепления маховика:
с пластинами стоп, под два болта
с пластиной под все болты
Болты крепления кронштейна передней опоры двигателя
Боты крепления верхней крышки блока цилиндров
Гайки шпилек крепления головки цилиндров
Гайки крепления осей коромысел
Болт скобы крепления стартера
Болты крепления кронштейнов стартера
Гайки скоб крепления форсунок
Гайка крепления муфты опережения впрыска
Штуцеры топливного насоса высокого давления
Гайки распылителей форсунок
Гайка крепл. шестерни распределительного вала
Гайка крепления ведомой шестерни привода топливного насоса
Резьбовые соединения муфты привода топливного насоса высокого давления
болты крепления пластин к ведомой полумуфте
Гайка оси шкива натяжного устройства привода пневмокомпрессора
Гайка болта-натяжителя натяжного устройства привода компрессора
Гайки регулировочных винтов коромысел
Болты крепления масляного насоса
Болты крепления топливного насоса высокого давления
Гайки топливопроводов высокого давления
Болты крепления турбокомпрессора
Болты крепления выпускных коллекторов
Болты крепления топливопроводов низкого давления
Болты крепления картера сцепления к картеру коробки передач
Болты крепления картера сцепления к картеру маховика: М12
Болты крепления проставки к картеру основной коробки
Болты крепления картера демультипликатора к проставке
Болты крепления верхней крышки картера основной коробки
Оси вилки переключения демультипликатора
Болты крепления крышки первичного вала
Болты крепления муфты зубчатой низшего диапазона к проставке
Болт крепления фланца выходного вала
Блок цилиндров устанавливают на стенд (см. рис. 5), закрепив его фиксирующими штифтами за четыре отверстия блока. Болтами с пружинными шайбами закрепляют кронштейн стартера. В отверстия блока ввертывают резьбовые пробки и угольник отвода масла к компрессору. Пробки и угольник ставят на нитрошпаклевке, сурике или свинцовых белилах. Затем при помощи оправки (рис. 108, а) запрессовывают сальник вала привода топливного насоса, выдержав расстояние 69 мм от торца гнезда под передний подшипник до сальника. Используя предохранительную оправку (рис. 108, б), устанавливают ведомую шестерню привода топливного насоса в сборе с валом и подшипниками. Болты крепления упорного фланца стопорят отгибанием краев замковых шайб на грани болтов. Монтаж толкателей производится в следующем порядке. В расточку задней перегородки блока цилиндров 8 устанавливают заднюю

втулку 6 (рис. 109); в заднюю втулку вставляют крайнюю ось 7 с надетыми на нее толкателями 2 и распорной втулкой 3 и ставят промежуточную втулку 5 осей толкателей. Аналогично устанавливают другие оси в сборе с толкателями и их втулки. Толкатели должны проворачиваться на осях легко, без заеданий. При установке распределительного вала в сборе с шестернями и упорным фланцем обеспечивают совпадение меток на ведущей 5 (см. рис. 54) и ведомой шестернях привода топливного насоса. Упорный фланец вала привертывают, подложив под головки болтов замковые шайбы. Фланец должен перекрывать отверстие под

ось в передней втулке оси толкателей. Окружной зазор а в зацеплении шестерен должен быть 0,09—0,22 мм. После монтажа необходимо отогнуть края замковых шайб на грани болтов.
Сняв крышки коренных подшипников коленчатого вала, протирают плоскости разъема и постели под вкладыши, ставят вкладыши и крышки коренных подшипников на место и, смазав вкладыши дизельным маслом укладывают коленчатый вал, обеспечив совпадение меток на шестерне 3 коленчатого вала и шестерне 4 распределительного вала. Вкладыши с отверстиями и канавками устанавливаются в гнезда блока. Ремонтный размер вкладышей коренных подшипников должен соответствовать ремонтному размеру коренных шеек коленчатого вала.
Затем в выточки задней коренной опоры блока устанавливают упорные полукольца коленчатого вала так, чтобы стороны колец с канавками прилегали к упорным торцам вала, проверяют выступание штифтов над привалочной плоскостью упорных полуколец в задней крышке (6,2—6,8 мм) и ставят упорные полукольца в крышку канавками к упорным торцам коленчатого вала.
Смазав дизельным маслом вкладыши, уложенные в крышки коренных подшипников, ставят крышки в соответствии с маркировкой. Порядковый номер крышки должен совпадать с номером опоры, на блоке, при этом клейменая сторона крышки должна быть обращена к левому ряду цилиндров. Нумерация опор на блоке начинается от переднего торца.

шестерен коленчатого и распределительного валов в рабочем положении 0,09—0,22 мм (размер а на рис. 54). После затяжки болтов коренных подшипников вал должен легко проворачиваться за штифты от руки.
Сальник в крышку шестерен распределения запрессовывают, используя оправку (рис. 110, а). Запрессовав сальник, ставят на место правую и левую прокладки и крышку шестерен распределения Для предохранения сальника от повреждения при установке крышки применяют оправку, изображенную на рис. 110, б.
Далее, предварительно подложив прокладки, на шпильках крышки распределительных шестерен гайками с пружинными шайбами закрепляют водяной насос, закрепляют привод вентилятора и верхнюю крышку блока. Люк верхней крышки закрывают заглушкой. Компрессор пневмотормозов монтируют после сдаточных испытаний двигателя.
Затем устанавливают кронштейн передней опоры двигателя, затягивают четыре болта (крутящий момент 9—11 кгс-м), запрессовывают шпонку шкива коленчатого вала, напрессовывают до упора шкив и закрепляют его болтом. Отвернув три гайки, снимают боковину шкива водяного насоса, надевают ремень, ставят боковину шкива на место и проверяют натяжение ремня. Прогиб ветви под действием усилия 3 кгс, приложенного к середине ветви, должен быть 10—15 мм. При необходимости увеличения натяжения ремня следует уменьшить число регулировочных прокладок между боковинами шкива. Вынутые прокладки ставят под гайки с внешней стороны боковины шкива.
Используя оправку / (рис. 111, а), запрессовывают сальник 2 в картер 3 маховика, ставят прокладку и картер маховика на место.

Для предохранения сальника от повреждения во время установки картера маховика на задний конец коленчатого вала 4 (рис. 111, б) надевают специальную оправку. Болты крепления картера затягивают в два приема (момент окончательной затяжки 8—10 кгс-м). После затяжки проверяют легкость вращения толкателей.
Маховик устанавливают на штифы коленчатого вала. Для облегчения установки маховика в требуемом положении на ступице маховика и на торце коленчатого вала выбиты цифры 2 (рис. 112), которые при сборке должны быть совмещены. Маховик крепят к коленчатому валу восемью болтами, подложив под каждые два болта замковую пластину. Болты затягивают в два приема. Момент окончательной затяжки 20—22 кгс-м. Замковые пластины отгибают на грани болтов, как показано на рис. 112.
После этого закрепляют сапун двумя болтами с пружинными шайбами к торцу блока и кляммером к картеру маховика, устанавливают фильтр центробежной очистки масла, обеспечив совпадение отверстий для прохода масла в блоке и прокладке (при необходимости прокладку следует повернуть другой стороной), крепят фильтр грубой очистки масла и фильтр тонкой очистки топлива. При монтаже ТНВД в сборе с автоматической муфтой и регулятором под выступающий конец вала 4 (рис. 113) привода насоса ставят подставку и запрессовывают шпонку, на вал 4 надевают полумуфту 7, совместив метки а на фланце 5 и полумуфте 7; устанавливают ТНВД с автоматической муфтой и регулятором; ставят шайбу 8, обеспечив зазоры между кулачками ведущей полумуфты и торцом автоматической муфты 9 в пределах 0,7—1,0 мм (метки на ведущей полумуфте должны быть совмещены), затягивают и зашплинтовывают гайку 13 крепления полумуфты.
Затем закрепляют топливные трубки низкого давления. Трубка подвода топлива к ТНВД не должна касаться болта крепления сливной трубки форсунок и верхней крышки блока. Под наконечники трубок и головки пустотелых болтов подкладывают уплотни тельные шайбы.
Протерев посадочные места гильз и блока цилиндров, устанавливают подобранный комплект гильз в расточки блока цилиндров. Выступание буртов гильз над плоскостью блока должно быть 0,07— 0,16 мм ; разница величин выступания в пределах одного ряда цилиндров не должна превышать 0,08 мм . После замера положение гильзы в блоке следует обозначить меткой, выбитой на верхней нерабочей поверхности бурта гильзы в направлении передней части


двигателя; вынуть из блока гильзы, надеть в канавки уплотнительные и антикавитационные кольца, смазанные маслом, и установить гильзы в блок. Клейменая сторона каждой гильзы должна быть обращена в сторону передней части двигателя. При сборке шатунно-поршневого комплекта с одной стороны поршня / вставляют стопорное кольцо 13 (рис. 114) поршневого пальца и при помощи приспособления (см. рис. 15) надевают последовательно нижнее и верхнее маслосъемные кольца 4 (см. рис. 114), третье, второе 3 и первое 2 компрессионные кольца. Скосы на торцах компрессионных колец должны быть направлены вверх к днищу поршня, а замки смежных колец развернуты в противоположные стороны. Далее поршень с кольцами следует выдержать в масляной ванне в течение 10 мин при температуре масла 80— 100° С, установить в поршень шатун 6 так, чтобы ось верхней головки шатуна совпала с осью отверстия под поршневой палец, и вставить палец 5 (запрессовка пальца не допускается). Камера сгорания поршня в должна быть смещена в сторону длинного болта 9 шатунной крышки. После этого устанавливают второе стопорное кольцо. Вывернув шатунные болты 9 и 10, снимают крышку 8 шатуна вместе с болтами и кладут вкладыши 7, совместив выступы вкладышей

с пазами в постелях. Размерная группа комплекта шатунных вкладышей, устанавливаемого на двигатель, должна соответствовать ремонтному (или номинальному) размеру шатунных шеек коленчатого вала. Вкладыши, бывшие в употреблении, рекомендуется ставить в те постели, где они были установлены ранее и обязательно попарно. Смазав вкладыши дизельным маслом, при помощи технологических оправок 14 вставляют поршни в сборе с шатунами в гильзы // цилиндров, предварительно смазанные маслом. Камеры сгорания в поршнях должны быть смещены к оси двигателя. Крышки шатунов затягивают болтами их крепления (момент затяжки 17— 19 кгс-м), начиная с длинного болта. Суммарный осевой зазор между торцами нижних головок шатунов и щеками коленчатого вала должен быть 0,15—0,57 мм. Замеры производят между торцами шатунов и их крышек. Если зазор

меньше указанного, ослабляют затяжку болтов и легкими ударами резинового молотка по крышке шатуна сдвигают ее до получения необходимого зазора. После установки шатунов с поршнями коленчатый вал должен проворачиваться от руки плавно, без заедания при помощи рычага длиной 0,55 м . В крышку передней опоры коленчатого вала ввертывают две шпильки крепления масляного насоса (момент затяжки 3 кгс-м). Далее устанавливают масляный насос и проверяют окружной зазор не менее чем в трех точках в зацеплении шестерни коленчатого вала с промежуточной шестерней масляного насоса. Зазор в (см. рис. 54) в рабочем положении должен быть 0.25—0,37 мм. В случае необходимости между корпусом насоса и крышкой коренного подшипника кладут регулировочные прокладки (не рекомендуется более трех). Прилегание фланцев к привалочным плоскостям блока и насоса проверяют щупом толщиной 0,05 мм . Он не должен проходить под фланцы. После проверки окружного зазора и прилегания фланцев усики замковых шайб отгибают на грани болтов. Для установки дифференциального клапана в отверстие на нижней плоскости блока ввертывают угольник 7 (рис. 115); слегка привертывают на корпусе масляного насоса / болтами 10 со стопорными шайбами отводящую трубку 2 с прокладкой 11; на нижнюю плоскость блока 8 прикрепляют болтами 9 дифференциальный клапан 4 с уплотнительным кольцом 3, окончательно затягивают болты 9 и 10, отгибают стопорные шайбы на грани болтов; закрепляют на штуцере 5 и угольнике 7 подводящую трубку 6, устанавливают поддон блока цилиндров с ввернутой сливной пробкой и головки цилиндров и затягивают гайки крепления головок (момент затяжки 22—24 кгс-м).
Порядок затяжки гаек показан на рис. 116.

оборота (это соответствует такту сжатия в первом цилиндре и оба клапана закрыты).
оборота. Регулировку зазоров в каждом цилиндре производят так же, как и в первом. Клапанные зазоры рекомендуется регулировать в порядке работы цилиндров, т. е. для двигателя ЯМЗ-236: 1—4—2—

5—3—6; для двигателя ЯМЗ-238; 1—5—4—2—6—3—7—8. Схема нумерации цилиндров показана на рис. 117.
Затем устанавливают комплект форсунок, с которыми ТНВД проходил испытания и регулировку. Под гайку распылителя под-кладывают не более одной уплотнительной шайбы. Затяжку гайки крепления скобы производят крутящим моментом 5—6 кгс-м. Далее ставят дренажные трубки форсунок и отводящую топливную трубку и закрепляют последнюю кляммером на шпильке впускного коллектора. После этого необходимо установить крышки головок цилиндров, соединительный патрубок впускных коллекторов фланцем крепления трубки компрессора к передней части двигателя, воздушный фильтр, подсобрать со шлангами и хомутами соединительную и перепускную трубки водяных термостатов и установить их на двигатель, снять двигатель со стенда, поставить на подставку и установить стартер и транспортные заглушки.
Крыльчатку вентилятора, генератор и компрессор, а также сцепление и коробку передач монтируют после сдаточных испытаний двигателя.
Читайте также: