
Как заменить направляющие клапанов лансер 9
Обновлено: 12.05.2024
Замена направляющих втулок клапанов – испытаем ловкость рук!
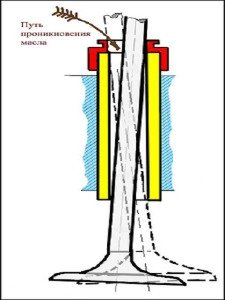
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
Как определить, что произошел износ направляющих втулок?
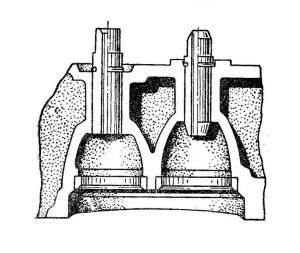
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь. Чтобы определить, что произошел износ направляющих втулок клапанов, есть ряд признаков, которые перечислены ниже.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.
Если по какой-то причине у вас был искривлен шток, то после его замены необходимо сразу заменить клапаны, чтобы не ждать скорого наступления их неработоспособности.
Замена направляющих втулок клапанов – собираем инструменты
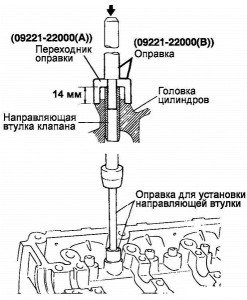
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково. Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным. Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.
Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи. Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому. В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.

Как заменить направляющие втулки клапанов самостоятельно?
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки. Тем самым медленно и, самое главное, аккуратно мы выбиваем втулки. Затем необходимо прочистить данное освободившееся место. Лучше всего, если есть такая возможность, втулки продуйте сжатым воздухом.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов. Она делается вручную, вы просто утягиваете клапан до минимального значения зазора. Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм. Чтобы полностью завершить эту статью, осталось выяснить, какие направляющие втулки клапанов лучше? Между собой они отличаются по материалу изготовления. Конечно, лучше всего, если втулки будут чугунные. Так как в данном случае, чем прочнее материал, тем он лучше для использования.
Разборка, ремонт и сборка головки блока цилиндров Mitsubishi Lancer 9
Разборка головки блока показана на примере двигателя SOHC (4G18). Основное отличие головки блока двигателя DOHC (4G63) заключается в конструкции крепления распределительных валов, уложенных в постели подшипников головки и закрепленных съемными крышками подшипников, а также в передаточном узле привода (у двигателей SOНС передаточным звеном служат коромысла, установленные на осях, а у двигателя DOHC нажимные рычаги, пирающиеся на стержни клапанов и гидрокомпенсаторы зазоров). Клапанные узлы обеих головок конструктивно одинаковы и отличаются только размерами деталей. Гидрокомпенсаторы зазоров в механизме привода клапанов у обоих двигателей принципиально одинаковы по конструкции и различаются только размерами и местом установки. Приемы дефектовки и ремонта обеих головок блока одинаковы.
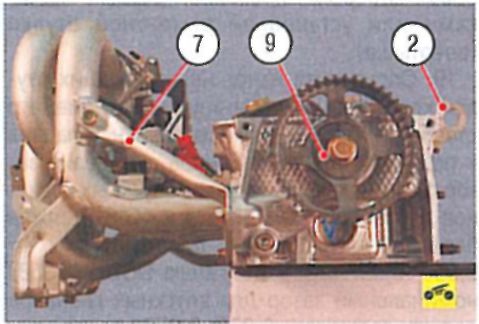
Общий вид головки блока цилиндров двигателя SOHC, снятой с автомобиля вместе с деталями и узлами системы питания и газораспределительного механизма (термостат снят в процессе снятия головки, его снятие описано в подразделе «Снятие и установка корпуса термостата в сборе»), показан на рис. 5.6 и 5.7.
Вам потребуются: ключи «на 10», «на 12», «на 17», свечной ключ, намагниченная отвертка (или пинцет) для снятия сухарей клапанных пружин, приспособление для сжатия клапанных пружин.
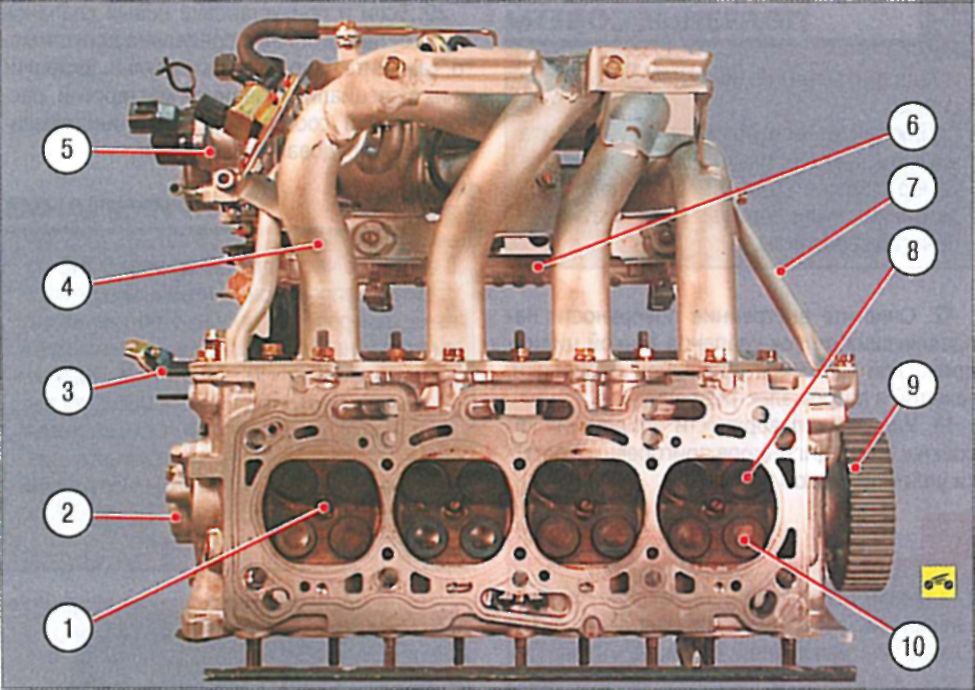
Рис. 5.6. Головка блока цилиндров двигателя SOHC, снятая с автомобиля (вид снизу): 1 - свеча зажигания; 2 - корпус датчика фазы; 3 - поддерживающий кронштейн впускной трубы; 4 - впускная труба; 5 - дроссельный узел; 6 - топливная рампа; 7 - распорка впускной трубы; 8 - впускной клапан; 9 - зубчатый шкив распределительного вала; 10 - выпускной клапан.
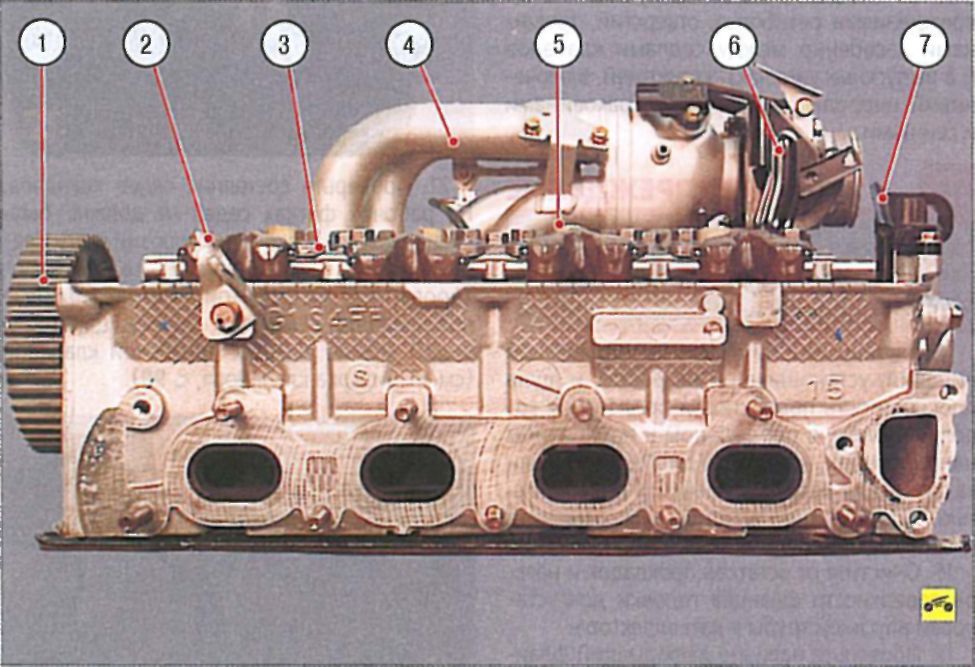
Рис. 5.7. Головка блока цилиндров двигателя SOHC, снятая с автомобиля (вид сбоку): 1 - зубчатый шкив распределительного вала; 2, 7 - транспортные проушины; 3 - ось коромысел клапанов; 4 - впускная труба; 5 - коромысло клапанов; 6 - поддерживающий кронштейн впускной трубы.
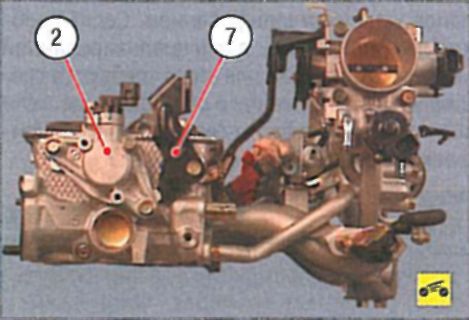
1. Выверните болты крепления и снимите корпус 2 (см. рис. 5.6) датчика фазы вместе с датчиком и транспортную проушину 7 (см. рис. 5.7).
2. Выверните болты крепления и снимите распорку 7 (см. рис. 5.6) впускной трубы, зубчатый шкив 9 распределительного вала и транспортную проушину 2 (см. рис. 5.7).

3. Отверните четыре гайки (одной гайкой прикреплен и поддерживающий кронштейн впускной трубы), выверните шесть болтов крепления впускной трубы к головке блока цилиндров и снимите впускную трубу вместе с дроссельным узлом, топливной рампой и поддерживающим кронштейном. Снимите уплотнительную прокладку впускной трубы.
Уплотнительную прокладку впускной трубы заменяйте новой при каждой разборке соединения.
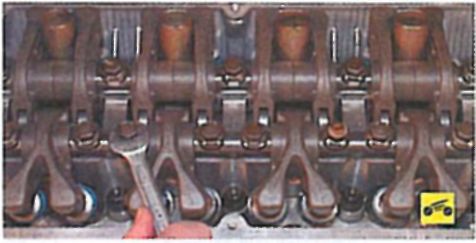
4. Выверните тринадцать болтов крепления осей коромысел клапанов и снимите оси вместе с коромыслами.

На болтах крепления осей коромысел установлены сухари. Не потеряйте их и установите на прежние места при сборке головки блока.
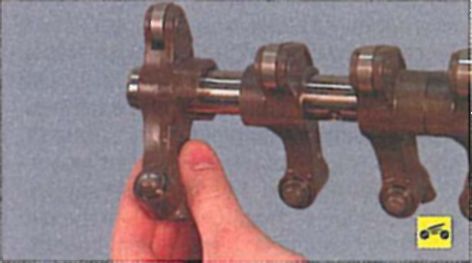
5. При необходимости снимите с осей коромысла впускных.

6. . и выпускных клапанов.
Если вы не предполагаете заменять коромысла клапанов, их оси и распределительный вал, не снимайте коромысла с осей, чтобы при сборке установить их на прежние места.
Предупреждение
После снятия осей вместе с коромыслами не переворачивайте коромысла вверх гидрокомпенсаторами зазоров в клапанном механизме. В этом случае из гидрокомпенсаторов вытечет масло и перед сборкой придется удалять из них воздух заправкой дизельным топливом (см. «Проверка, промывка и замена гидрокомпенсаторов зазоров в механизме привода клапанов»).
7. Снимите распределительный вал (см. «Замена распределительного вала»). У двигателя DOHC после снятия распределительных валов снимите нажимные рычаги клапанов.
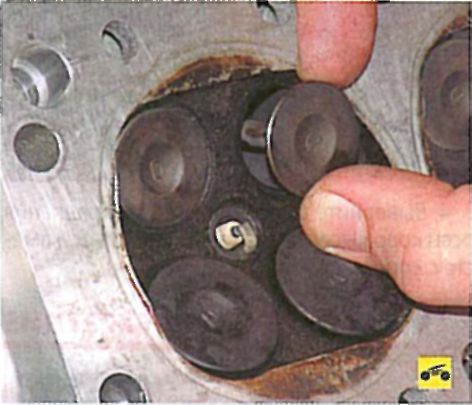
8. Установите приспособление для сжатия пружин клапанов, сожмите пружины, снимите сухари, тарелки пружин, пружины (см. «Замена маслосъемных колпачков») и извлеките клапаны из направляющих втулок.
Предупреждение
После длительной эксплуатации на верхнем торце клапана может образоваться заусенец грибообразной формы. Перед извлечением клапана из направляющей втулки удалите этот заусенец надфилем. Категорически запрещается выбивать клапан из направляющей втулки молотком через оправку без удаления заусенца, так как в этом случае неизбежно будет повреждена внутренняя поверхность втулки.
10. Удалите смолистые отложения с верхней поверхности головки и из впускных каналов. Эти отложения можно размягчить и смыть керосином или дизельным топливом.
11. Очистите от нагара камеры сгорания и выпускные каналы. Удаляйте нагар круглой металлической щеткой, установленной в патрон электродрели.
12. Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
13. Удалите с поверхности прилегания головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
Предупреждение
Запрещается очищать привалочную поверхность головки металлическими щетками или наждачной шкуркой. Пользуйтесь лопаткой из твердого дерева или пластмассы, предварительно размягчив остатки прокладки растворителем.
14. После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Предупреждение
Запрещается очищать привалочную поверхность головки металлическими щетками или наждачной шкуркой. Пользуйтесь лопаткой из твердого дерева или пластмассы, предварительно размягчив остатки прокладки растворителем.
15. Проверьте с помощью металлической линейки, установленной на ребро, и щупа плоскостность поверхности прилегания головки к блоку в продольном и поперечном направлениях, а также по диагоналям. Если зазор между ребром линейки и поверхностью головки превышает 0,1 мм, замените головку.
16. Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускной трубы и катколлектора.
17. Проверьте наличие деформаций фланцев для впускной трубы и катколлектора, деформированную головку замените.
18. Отремонтируйте поврежденные резьбовые отверстия прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
19. Определите износ направляющих втулок клапанов; измерив внутренний диаметр отверстия втулки, диаметр стержня клапана и по разности этих размеров определив зазор. Номинальный зазор для впускных клапанов двигателей SOHC (4G13 и 4G18) должен быть 0,020-0,047 мм, для выпускных - 0,030-0,057 мм. У двигателя DOHC (4G63) номинальный зазор для впускных клапанов должен составлять 0,020-0,050 мм, для выпускных - 0,050-0,090 мм. Предельно допустимый при износе зазор для впускных клапанов всех двигателей 0,10 мм, для выпускных - 0,15 мм.
20. Если и при установке новых клапанов зазор остается больше предельно допустимого, замените направляющие втулки. Заменяйте их в специализированной мастерской, располагающей соответствующими инструментами и оборудованием.
В запасные части для двигателей SOHC поставляют направляющие втулки двух ремонтных размеров, увеличенные по наружному диаметру на 0,05 и 0,25 мм, с наружными диаметрами 10,55-10,57 мм и 10,75-10,77 мм соответственно. Для двигателя DOHC поставляют направляющие втулки трех ремонтных размеров, увеличенные по наружному диаметру на 0,05; 0,25 и 0,50 мм, с наружными диаметрами 12,05-12,07 мм; 12,25-12,27 мм и 12,50-12,52 мм соответственно.
21. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и пр. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и др.) можно вывести притиркой клапанов (см. «Притирка клапанов»).
22. Более значительные дефекты седел клапанов устраняют шлифованием. Седла необходимо шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование. Если значительные дефекты седел устранить шлифовкой не удается, замените седла.
В запасные части поставляют седла клапанов двух ремонтных размеров, увеличенные по наружному диаметру на 0,3 и 0,6 мм, с наружными диаметрами седел впускных клапанов двигателей SOHC 30,30-30,32 мм и 30,60-30,62 мм, седел выпускныхклапанов - 28,30-28,32 мм и 28,60-28,62 мм соответственно. У двигателя DOHC диаметры седел впускных клапанов 35,30-35,33 мм и 35,60-35,63 мм, выпускных - 33,30-33,33 мм и 33,60-33,63 мм соответственно.
23. Удалите нагар с клапанов и осмотрите их. Деформация стержня клапана и трещины на его тарелке не допускаются. При наличии повреждений замените клапан. Проверьте, не слишком ли изношена и повреждена рабочая фаска. Допускается шлифование рабочей фаски клапанов (в ремонтных мастерских, располагающих соответствующим оборудованием). После шлифования толщина цилиндрической части тарелки должна быть не менее 0,5 мм для впускных клапанов и 1,0 мм для выпускных клапанов. Незначительные риски и царапины на фаске можно вывести притиркой клапана к седлу (см. «Притирка клапанов»).
Предупреждение
Для того чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.
24. Проверьте общую длину клапанов. Номинальная длина впускных клапанов двигателей SOHC составляет 111,56 мм, выпускных - 114,71 мм, двигателя DOHC - 109,50 мм и 109,70 мм соответственно. При износе торцов стержней минимально допустимая длина впускных клапанов двигателей SOHC -111,06 мм, выпускных клапанов - 114,21 мм, двигателя DOHC - 109,00 мм и 109,20 мм соответственно. Если общая длина клапанов меньше допустимой, замените.
25. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте его в направляющую втулку и, слегка прижав к седлу, проверните. По следам краски на фаске седла можно судить о концентричности расположения клапана и седла.
26. Проверьте состояние проточек стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
27. Установите клапан в направляющую втулку до упора в седло и проверьте выступание стержня клапана над опорной плоскостью головки блока для пружин клапанов. Номинальное выступание стержней впускных клапанов двигателей SOHC 53,21 мм, выпускных - 54,10 мм, двигателя DOHC - 49,20 и 48,40 мм соответственно. При износе стержней предельно допустимое выступание впускных клапанов двигателей SOHC 53,71 и 54,60 мм, двигателя DOHC - 49,70 и 48,90 мм соответственно. Если стержень клапана выступает над плоскостью головки на большую величину, замените клапан. Если выступание стержня нового клапана снова больше допустимого значения, необходимо заменить седло клапана.
28. Замените маслосъемные колпачки независимо от их состояния.
29. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допуска ются. Номинальная длина пружины в свободном состоянии для двигателей SOHC составляет 50,87 мм, минимально допустимая - 49,87 мм, для двигателя DOHC - 47,00 и 46,00 мм соответственно. Пружины, имеющие длину меньше допустимой, искривленные (отклонение оси пружины от вертикали в свободном состоянии более 4 ο ) или с трещинами замените.
30. Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
31. Установите все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию. Корпус датчика фазы установите на герметик (см. «Замена распределительного вала»).
32. Всегда заменяйте новыми прокладки головки блока цилиндров, впускной трубы и катколлектора, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
33. После установки головки блока на двигатель и его окончательной сборки, пустив двигатель, удалите воздух из каналов подвода масла к гидрокомпенсаторам зазоров в механизме привода клапанов (см. «Проверка, промывка и замена гидрокомпенсаторов зазоров в механизме привода клапанов»).
Замена направляющих втулок клапанов

Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.

Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

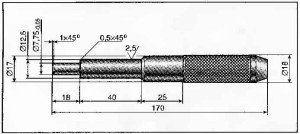
Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
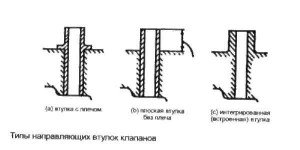
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Выпрессовка и установка направляющих втулок клапанов съемником

Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Диагностика и ремонт Mitsubishi
нагуглил
Теперь вкраце о процессе притирки. Существует много разных способов притирки, а я делал так:
Кладем ГБЦ на стол.
После рассухаривания очередной пары клапанов, снимаем с каждого обе пружины и нижнюю тарелку и вынимаем сами клапаны. Пружины потом желательно ставить на свое место к впускному и выпускному клапану. На ГБЦ еще остаются тонкие шайбы.
Аккуратно очищаем камеру сгорания и седла (не царапайте рабочую поверхность седел) от нагара, заткнув отверстие направляющей втулки куском тряпки. Все продуваем.
Берем новый клапан, стержень смазываем маслом, на седло наносим притирочную пасту, вставляем клапан на место. Поворачиваем ГБЦ вокруг продольной оси, чтобы был доступ к торцу клапана.
Берем кусок дюритового шланга, например от бензопровода, длиной сантиметров 10, важно чтобы он плотно надевался на торец клапана. В электродрель зажимаем сверло подходящего диаметра. Один конец трубки надеваем на сверло, а другой на клапан. Включаем дрель на небольших оборотах, время от времени включая реверс, а пальцем свободной руки (в хб перчатках) поджимаем клапан к седлу. Добавляем пасту если надо. В результате на седле и клапане должен образоваться равномерный серый поясок шириной около 2 мм. Затем проводим тонкую притирку другой пастой из комплекта.
Проверку качества притирки можно сделать несколькими способами:
а) С помощью простого карандаша.
Нанесите несколько поперечных меток на фаске тарелки клапана и на седле. Прокрутите клапан несколько раз туда-сюда. Если останутся нестертые метки, значит шлифовку надо продолжить.
б) С помощью керосина.
Можно залить в камеру сгорания керосин, если в течение одной минуты нет значительной течи из под клапана, значит притирку можно считать законченной. В книжке указывается время 3 мин. при установленных пружинах. Я проверял, если при снятых пружинах нет значительной течи керосина в течение одной минуты, то при установленных пружинах в течение 3 мин. будет все сухо.
У меня притирка клапанов заняла довольно значительное время, особенно долго пришлось притирать поврежденное седло, там где был прогоревший клапан.
Ну вот, очередная пара клапанов притерта, теперь все тщательно очищаем, протираем, продуваем от остатков пасты. Переворачиваем ГБЦ пружинами вверх и снимаем старые маслосъемные колпачки. Для этого советую купить специальный съемник с цанговым зажимом. Зажимаем старый колпачек в цангу и после 2х-3х ударов снимаем его. Протираем посадочное место тряпкой.
Теперь о напрессовке новых колпачков. Эта операция чрезвычайно простая:
Обильно поливаем стержни клапанов маслом и вставляем их на место. В камеру сгорания подкладываем какую-нибудь тряпочку, чтобы клапана не проваливались и переворачиваем стержнями клапанов вверх, надеваем на торец клапана пластиковый стаканчик, который был в комплекте с колпачками и надвигаем колпачек до упора в направляющую втулку клапана. Стакнчик снимаем. Пластиковый стаканчик защищает рабочие кромки колпачка в процессе его надевания на клапан от повреждений об острые кромки кольцевой выточки под сухари и торца клапана.
Берем оправку для напрессовки колпачков, приобретите ее заранее, если у вас ее нет. Смазываем маслом посадочное место колпачка и легкими ударами напрессовываем его до появления звонкого звука. Визуально проверяем, что колпачек сел до упора. Единственно, у меня возникла проблемка с напрессовкой крайних колпачков у первого и четвертого цилиндра – мешают шпильки корпуса распредвала, пришлось их временно вывернуть.
Ну вот, теперь устанавливаем нижнюю тарелку и пружины на место и засухариваем клапан с помощью той же струбцины. Когда все клапана и МСК установлены, устанавливаем выпускной и впускной коллекторы, очистив от грязи их фланцы, обязательно используем новые прокладки. Затягиваем все гайки необходимым моментом (я использовал динамометрический ключ). Еще раз очищаем привалочную поверхность ГБЦ от остатков грязи и переходим к процессу сборки.
Смазка направляющих, замена пыльника тормозного цилиндра Лансер 9 (Lancer IX)
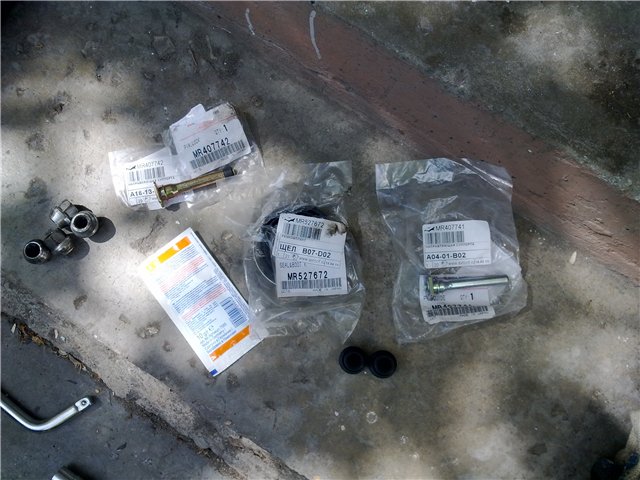
1. Для смазки направляющих и замены пыльника тормозного цилиндра Лансер 9 нам понадобятся следующие материалы и з/ч.
ВНИМАНИЕ для смазки направляющих необходима именно смазка для направляющих, а не какие либо другие противоскрипные и т.п. смазки (которая по ошибке указана на фотографиях).
Очень неплохая смазка для направляющих Лансер 9: Permatex 09977.
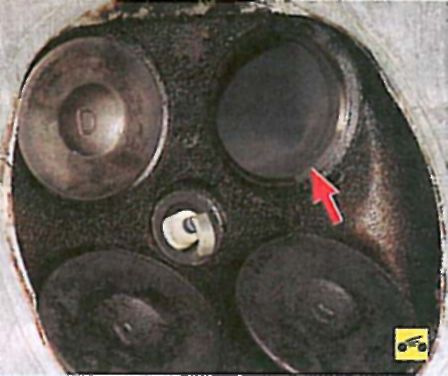
2. Открываем капот Лансер 9. Откручиваем крышечку с бачка тормозной жидкости. Снимаем колесо, брызгаем WD-40 на два болта крепления суппорта, ждем пару минут, откручиваем болты, снимаем суппорт Lancer IX, вынимаем старые колодки, снимаем старые резинки и направляющие, все чистим щеткой, и вот что получаем:


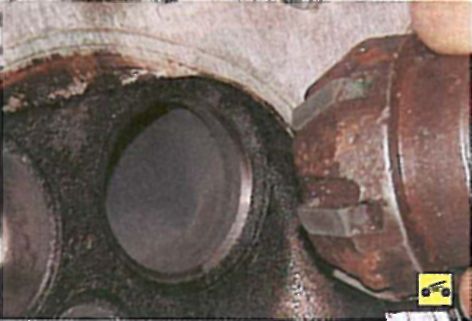
3. Аккуратно!! Снимаем резинку поршня суппорта. Если снимать аккуратно, то она снимется вместе с кольцом! Аккуратно и плавно. нажимаем на педаль тормоза чтобы вышел поршень суппорта чуток вперед. Затем убираем всякую грязь и говно которое попало туда (от износа резинки или просто от ее разрыва), смазываем поршень смазкой которая идет в ремкомплекте

Затем одеваем резинку! Сначала на сам поршень суппорта! НЕ ПЕРЕПУТАЙТЕ КАКОЙ СТОРНОЙ ОДЕВАТЬ! Будьте внимательны.

Затем поршень задвигаем чуть-чуть назад при помощи монтировки. И заправляем аккуратно верхнюю часть новой резинки внутрь. Когда одеваете, резинку на поршне можно немного проворачивать. Так удобнее. Затем Аккуратно одеваете кольцо и заправляете его внутрь при помощи маленькой не острой отвертки. Оно встанет в пазы. Это будет понятно по характерными звукам и положению. Вот что получится:


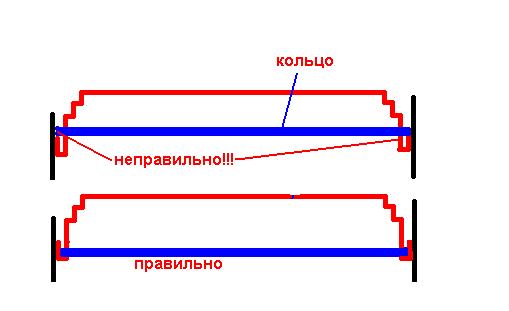
Внимание, на картинке ниже изображено правильное положение стопорного кольца в пыльнике тормозного цилиндра:
Затем добавляем смазку в новые резинки.

Затем немножко мажем новые направляющие.

Ставим все на место!

Не забываем очищать скобы!!

Далее вставляем колодки (у меня они вот такие вот гламурненькие!! )

Смазываем болты крепления суппорта Лансер 9 и собираем весь конструктив.


Все проверяем, закручиваем колеса и переходим к задней части!
Сзади немного по другому. Но ничего сложного нет!
Снимаем заднее колесо! Брызгаем опять же WD-40 на закрученные направляющие!

Выкручиваем и вынимаем (у меня с огромным трудом, т.к. смазки не было там вообще) нижнюю направляющую Фото делать нет смысла и так ясно чего там.
Далее верхняя направляющая….
Однако верхнюю направляющую вытащить не удастся! И вот почему!

Упираемся в тормозную трубку! А вынуть надо, потому что ТАМ ВЕЗДЕ ОКАЗАЛОСЬ СУХО! Да так бывает. Берем ключ на 17, ослабляем затяжку тормозной трубки, теперь немного изъебнувшись (да, именно так) вынимаем суппорт с направляющей!

Простите, фото фиговое получилось, но в общем то понятно! Суппорт в руках прикрученный пока еще к трубке. Затем вращая САМ СУППОРТ откручиваем его от трубки. Трубку затыкаем!

Вот какие направляющие оказались… не красивые… но не шершавые.

Лучше менять на новые. У меня просто не было новых и купить не получилось. Но вроде и эти отчистили, отбрызагли и смазали.
Затем аккуратно, подобно как впереди, смотрим наличие смазки на поршне суппорта. У меня ее не было, но резинка поршня целая и с одной и с другой стороны! Я под них заправил смазку для поршня. Смазка осталась от переднего рем комплекта. Там в пакетике ее достаточно!
Если вы будете снимать, как и я, суппорт и откручивать трубку, делать очень аккуратно. Суппорт отчистить и штуцер для прокачки аккуратно головочкой на 8 открутить и закрутить! Затем закручиваем верхнюю направляющую с резиночкой, ВРАЩАЯ САМ САППОРТ прикручиваем его к тормозной трубке, ставим все на место! Поставили суппорт, подтянули трубку ключом на 17! Затем ставим новые колодки, Одеваем суппорт, вставляем смазанную нижнюю вместе с резиночкой направляющую в которой тоже смазка, и все закручиваем.
ОБРАЩАЮ ВАШЕ ВНИМАНИЕ! Когда все собрали, нужно обязательно прокачать сзади тормоза. Друга попросить, чтобы помог. Чуток откручиваем прокачной штуцер, друг нажимает педаль до упора и держит, а вы в это время видите как выходит воздух, закручиваете штуцер, друг накачивает педаль, вы откручиваете штуцер, у него педаль проваливается, из штуцера течет тормозуха, вы закручиваете штуцер, друг отпускает педаль. И еще раз (лучше два) проделываете эту процедуру для закрепления. Все. Можно все собирать. Ставим колесо. Добавляем немного тормозной жидкости в бачок и переходим на другую сторону.
Все. Всем удачи! Не забывайте про тормоза ребята, ведь их придумали умные трусы!
Клапанная крышка Mitsubishi Lancer 9
В процессе эксплуатации автомобиля Митсубиси Лансер 9 владелец может обнаружить потеки масла из под клапанной крышки. Данный симптом говорит о том, что прохудилась ее прокладка. Устранять проблему с помощью герметика или чрезмерного затягивания болтов не рекомендуется. Единственным правильным выходом является замена прокладки клапанной крышки. Если не произвести ремонт своевременно, то уровень масла может опуститься ниже критического. Это в свою очередь приведет к чрезмерному износу силовой установки и может стать причиной необходимости капитального ремонта двигателя.

Артикул и стоимость оригинальной прокладки клапанной крышки на Лансер 9 и ее аналогов

При невозможности приобрести фирменную прокладку следует обратить внимание на изделия сторонних производителей. Хорошие альтернативные варианты приведены в таблице ниже. Они не уступают по качеству оригинальному уплотнителю, но при этом обладают более низкой ценой.
| Фирма производитель | Артикульный номер | Примерная стоимость, рубль |
|---|---|---|
| ELRING | 560.715 | 120-130 |
| NIPPARTS | J1235001 | 160-170 |
| PAYEN | JN317 | 200-210 |
| GLASER | X83192-01 | 210-230 |
| PATRON | PG6-0121 | 260-270 |
| FAI | RC981S | 270-290 |
| ASHIKA | 47-05-506 | 300-310 |
Требуемые инструменты
Для того, чтобы выполнить замену прокладки клапанной крышки силовой установки Митсубиси Лансер 9, потребуются инструменты, приведенные в таблице ниже.
| Наименование | Примечание |
|---|---|
| Отвертка | С плоским лезвием |
| Нож | Для удаления остатков старой прокладки |
| Ключ | "на 12" |
| Головка | "на 10" |
| Динамометрический ключ | Для точной регулировки момента затягивания креплений клапанной крышки |
Выполнять работы рекомендуется на чистом двигателе. Поэтому желательно предварительно помыть силовую установку.
Процесс замены прокладки клапанной крышки на Митсубиси Лансер 9
Для того, чтобы выполнить замену прокладки клапанной крышки Mitsubishi Lancer 9, рекомендуется воспользоваться инструкцией, которая приведена ниже.
ЗАМЕНА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Распределительный вал является частью системы газораспределительного механизма любого двигателя. Задачей распредвала является синхронизация рабочих тактов ДВС (упорядоченное открытие и закрытие клапанов для впуска горючей смеси и выпуска отработавших газов). От него зависит работа двигателя и исправность многих запчастей автомобиля.
Распределительный вал может размещаться как сверху, так и снизу. На некоторых двигателях устанавливается два распредвала.
Вращение распредвала происходит путем передачи крутящего момента от коленчатого вала посредством цепной или ременной передачи. При этом угловое смещение распредвала прямо пропорционально зависит от углового смещения коленвала. Соответствие угловых смещений влияет на работу двигателя – если они не будут соответствовать друг другу, то порядок работы цилиндров будет нарушен, и как результат, ДВС не будет работать.
Причины для снятия-установки распредвала на двигатель
Причин для снятия либо замены распределительного вала на самом деле не очень много:
- замена цилиндропоршневой группы;
- ремонт головки блока цилиндров;
- при тюнинге силового агрегата;
- неисправности распределительного вала.
Узнать о неисправном распределительном вале можно по характерному глухому стуку при пуске двигателя. Однако появление стука может говорить не только о неисправности распредвала, но и о неисправностях других узлов и систем автомобиля. Среди неисправностей распредвала стоит отметить следующие:
- износ, царапины или задиры на опорных шейках;
- износ посадочных мест распредвала в постели;
- деформация или трещины распредвала.
Разборка клапанного механизма и возможные дефекты его деталей
В состав газораспределительного механизма, показанного на рис. 48, входят распределительный вал, толкатели с направляющими, штанги, прокладка крышки головки, коромысла с регулировочным винтом, клапаны с двумя клапанными пружинами, направляющая клапана и устройство крепления клапанов Клапанный механизм закрывается крышкой. Крышки крепятся болтами к головкам цилиндров.

Рис. 48. Газораспределительный механизм двигателя КамАЗ-740:
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга; 5 — прокладка крышки головки; 6 — коромысло; 7 — гайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10 — сухарь; 11 — втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина, 15 — направляющая клапана; 16 — шайба; 17 — клапан; А — тепловой зазор между носком коромысла и стержнем клапана

Рис. 49. Разборка клапанного механизма с использованием приспособления И-801.06.100:
1 — винт; 2 — рукоятка; 3 — тарелка; 4 — штифт; 5 — основание; 6 — траверса приспособления
Разборка клапанного механизма осуществляется с помощью приспособления И-801.06.100, показанного на рис. 49. Для разборки клапанного механизма необходимо:
- установить головку блока цилиндров на основание так, чтобы штифты приспособления вошли в отверстия под болты крепления головки;
- вращать вороток, вворачивать винт и тарелкой отжать пружины клапанов;
- снять сухари и втулки;
- вывернуть винт из траверсы, снять тарелку и пружины клапанов;
- вынуть впускной и выпускной клапаны.
Штанги толкателей стальные, пустотелые, со вставками, наконечниками. Характерный дефект штанг: ослабление посадки наконечников и погнутость стержня штанги.
На каждый клапан устанавливаются по две пружины. В соответствии с требованиями технических условий на контроль, сортировку и восстановление пружин предварительно устанавливаемое усилие пружин должно составлять 360 Н, а суммарное их рабочее (в сжатом состоянии) усилие — 830 Н. При дефектации пружин около 10 % от общего количества выбраковывается. Вместо выбракованных пружин на сборку газораспределительного механизма поступают новые.
На какие неисправности указывает стук распределительного вала
В некоторых случаях при пуске холодного двигателя появляется посторонний глухой стук в клапанной крышке. Это связано с тем, что у «холодного» ДВС смазка в трущихся деталях отсутствует и после запуска моторное масло начинает смазывать трущиеся детали, в результате чего стук впоследствии пропадает.
На появление стука влияют:
- неисправность постели распредвала;
- деформация распредвала или его частей;
- естественный износ кулачков распредвала;
- неисправность системы смазки, в том числе низкое качество или несвоевременная замена моторного масла;
- неправильный процесс подачи топлива.
Определяем необходимость замены распредвала
Необходимость ремонта или замены распределительного вала можно узнать только после его дефектовки, которая возможна только при снятом распредвале и наличии специальных инструментов.
Прежде чем вынуть распредвал из постели, нужно проверить его на осевое смещение. Для этого нужно несильно стукнуть по постели и если появится стук, то, скорее всего, распредвал неисправен.
В целом, диагностику распределительного вала можно провести без специального инструмента, визуально. Однако такой способ позволяет выявить только визуальные дефекты (царапины, задиры, трещины, износ кулачков в виде «огранки»), тогда как
При помощи микрометра проверьте диаметр опорных шеек и опор корпуса распредвала. При отклонении размеров от допустимых их можно отремонтировать, но очень часто проще купить новые запчасти, так как восстановление ремонтных размеров обходится дороже.
Пока доступ к частям газораспределительного механизма открыт (снят распредвал), то обязательно осмотрите и другие его составляющие: коромысла, маслосъемные колпачки, пружины и других детали.
Дефекты распределительного вала
Распределительный вал изготовляется горячей штамповкой из стали 18ХГТ. Он устанавливается в развале блока на 5 опорных подшипниках. Поверхности опорных шеек и кулачков после цементации закаливаются токами высокой частоты. Поверхности шеек и кулачков проходят точную механическую обработку: шлифуются, полируются и затем фосфатируются. Биение поверхностей второй, третьей и четвертой шеек относительно оси крайних шеек допускается не более 0,025 мм. Нецилиндричность опорных шеек 0,005 мм, непараллельность образующих всех кулачков относительно поверхности крайних шеек не более 0,05 мм.
На задний конец распределительного вала напрессована стальная штампованная шестерня с прямыми зубьями. Зубья шестерни подвергаются термической обработке. Шестерня распределительного вала приводится во вращение через промежуточную шестерню шестерней коленчатого вала.
Характерными дефектами распределительных валов являются:
- трещины на валу, отколы по торцам вершин кулачков;
- погнутость вала;
- износ шпоночного паза;
- износ впускных и выпускных кулачков по высоте; износ передней, средней и задней опорных шеек.
Необходимые инструменты для проведения работ
В процессе съема и установки распределительного вала потребуются следующие инструменты:
- ключи (головки) размерностью 7, 8, 10, 13, 17;
- вороток;
- динамометрический ключ;
- трещотка;
- отвертки фигурная и ударная плоская;
- молоток;
- микрометр.
Порядок замены и установки распредвала на примере «классики» Волжского автомобильного завода
Заменить распределительный вал своими руками не представляет особой сложности, но требует аккуратности и внимательности. При неправильной установке будет нарушен порядок работы цилиндров, что незамедлительно скажется на работоспособности двигателя.
Этапы замены распределительного вала:
1. Снятие навесного оборудования двигателя.
Для снятия распределительного вала, прежде всего, стоит снять мешающее навесное оборудование:
- шланг сапуна (ослабляем отверткой хомут и отсоединяем шланг от корпуса воздушного фильтра);
- воздушный фильтр с корпусом (откручиваем 3 гайки на крышке корпуса воздушного фильтра и 4 гайки крепления корпуса воздушного фильтра к карбюратору);
- трос подсоса (откручивается при помощи отвертки и ключа);
- привод газовой заслонки (снимается путем разъединения привода и удаления стопорных шайб).
Чтобы в карбюратор и затем в камеру сгорания ничего не попало (например, гайка, шайба и др., накрываем его тряпкой либо затыкаем ею отверстия карбюратора.
2. Снятие клапанной крышки силового агрегата.
Откручиваем 8 гаек, крепящих крышку клапанов к головке блока цилиндров, снимаем и промываем ее.
При установке клапанной крышки рекомендуется заменить ее прокладку. Это связано с тем, что после сборки через нее может продавливаться моторное масло. При выборе прокладки стоит отдать предпочтение резино-корковой.
3. Снятие распредвала ДВС.
Прежде чем снять распределительный вал, необходимо сначала совместить отметку на шестеренке привода с выступом на постели распределительного вала.
Для снятия распредвала сначала необходимо освободить его шестеренку от цепи привода ГРМ. Для этого:
- при помощи ключа ослабляем натяжитель цепи;
- отгибаем контрящую шайбу и откручиваем ключом болт;
- снимаем с шестеренки цепь, и, чтобы она не упала вниз, подвешиваем ее (например, на проволоку);
- в шахматном порядке от краев к центру откручиваем гайки крепления постели распредвала к головке блока цилиндров;
- снимаем пастель с распредвалом в сборе с посадочных шпилек;
- откручиваем два болта, удерживающие упорный фланец в торце постели, и снимаем фланец;
- достаем из постели распределительный вал.
4. Дефектовка распредвала ДВС.
Перед тем как покупать новый распредвал, необходимо продефектовать (см. «Определяем необходимость замены распредвала») снятый, ведь возможно неисправность ДВС заключалась не в нем.
5. Установка распредвала и сборка двигателя.
Установка распредвала происходит в обратной снятию последовательности. Для избежания перекоса при установке постели распредвала, болты закручиваются в определенном заводом-изготовителем порядке и с определенным усилием (для «классики» ВАЗа это 18,3 Н/м).
После замены распредвала необходимо обязательно провести регулировку натяжения цепи привода ГРМ и регулировку клапанов, в ином случае в будущем вам придется их ремонтировать.
После проведенных работ первое время осматривайте двигатель и прислушивайтесь к его работе и в случае чего сразу же устраняйте обнаруженные дефекты проведенного ремонта.
Выгоды профессиональной замены распредвала Фольксваген
Неполадки в работе распределительного вала выявить можно только по стуку данной детали при запуске двигателя. Причем интенсивность шума напрямую связана со степенью износа или поломки. При обнаружении такого признака, лучше сразу обратиться в автосервис, не провоцируя увеличение масштаба неисправности.
В условиях сервиса опытный специалист:
- Снимет поврежденный узел;
- Подберет и грамотной установит новый распредвал;
- Зальет новое высококачественное масло в мотор.
На цену замены распредвала Фольксваген в сервисе влияют несколько факторов. К основным из них относится: марка используемого масла, наличие и метод промывки двигателя, а также объем дополнительного ремонта.
Читайте также: