
Момент затяжки гбц 402 двигатель газель карбюратор
Обновлено: 13.05.2024
Момент затяжки гбц 402 двигатель газель карбюратор
Осмотр и дефектация шатунно-поршневой группы рассмотрена в статье – «Ремонт шатунно-поршневой группы».
Еще раз кратко пройдемся по основным особенностям:
Перед установкой гильз в блок цилиндров, если это требуется, блок хорошо промывается и сушится.

При замене гильз новые гильзы вставляют в блок цилиндров так, чтобы буква, обозначающая группу гильзы, располагалась в поперечной плоскости.
Гильза должна входить в блок совершенно свободно.
Гильза, установленная с медной прокладкой в блоке, должна выступать над поверхностью блока на 0,02–0,1 мм.
Разница выступания гильз по цилиндрам должна быть не более 0,055 мм (это обеспечивается подбором гильз по длине или их осаживанием с деформацией медной прокладки).

Перед установкой гильзы место, на которое опирается гильза в блоке нужно промазать герметиком (раньше при сборке использовали масляную краску).
После вставки гильзы в блок цилиндров, легкими ударами допрессовываем гильзы.

После установки гильз их нужно зафиксировать с помощью подходящих втулок, шайб и гаек.
Фиксация нужна, чтобы при перевертывании блока и вставки поршней с кольцами гильзы не вылезли из блока
По дефектации блока была рассмотрена соответствующая статья.
Переходим к сборке шатунно-поршневой группы.


На днище поршня выбито два обозначения. На блоке нанесена буква краской. По этой букве поршень подбирается к цилиндру.
Конечно если менялась цилиндропоршневая группа, то уже эта маркировка не учитывается.
На днище поршня римская цифра указывает группу поршня. На поршневых пальцах номер группы указывается краской на внутренней поверхности или на торцах. Он конечно должен совпадать с группой поршня.


На шатуне номер группы тоже обозначается краской. Он должен либо совпадать, либо быть соседней с пальцем группы.
Поршневой палец, смазанный моторным маслом должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее
Нагреваем поршень до температуры примерно 80˚ С (можно в водяной ванночке) и запрессовываем поршневой палец.


Запрессовывать палец можно медным или обычным молотком, через оправку из мягкого металла, удерживая поршень на весу.
После сборки выступ на нижней головке шатуна должен находиться с той же стороны, что и надпись «Перед» на поршне.
Ориентировочный выступ шатуна двигателя ЗМЗ-402 расположен не на стержне шатуна, а на его крышке

Ставим стопорные кольца в поршень.
Проверяем поршневые кольца. Установленные в цилиндр на глубину 20-30 мм компрессионные кольца должны иметь зазор в замке – 0,3-0,6 мм, маслосъемное – 0,5-1 мм.


Надеваем кольца на поршень. Раздвигаем замок расширителя маслосъемного кольца, надеваем его на поршень в нижнюю канавку и сводим замок.
Надеваем нижнее компрессионное кольцо надписью «ВЕРХ» к днищу поршня
Последним, надеваем верхнее компрессионное кольцо. Кольца разворачиваем так, чтобы замки верхних компрессионных колец находились с противоположных сторон поршня, а замок маслосъемного кольца под 90˚ к замкам компрессионных колец.
При замене изношенных или дефектных гильз новыми и отремонтированными следует вставлять их в блок так, чтобы метка, имеющаяся на нижней центрирующей части гильзы, указывающая ее группу, была расположена в поперечной плоскости блока.
В остальных случаях, прежде чем вынуть гильзы из блока, их необходимо маркировать порядковыми номерами, а также пометить положение в блоке, чтобы при сборке обеспечить их постановку в прежнее положение.
В случае замены поршней, гильз, поршневых пальцев или шатунов подбор сопрягаемых пар следует производить при температуре деталей 20±3°С. (см. таблицу размерных групп ниже).
При установке на поршень новых колец, но сохранении прежних гильз, следует удалить на станке или шабером выступающий буртик в верхней части гильзы.
Для мало изношенных гильз цилиндров без их расточки предусмотрен комплект луженых компрессионных и стальных маслосъемных колец.
Устанавливаем блок двигателя на стенд в перевернутом положении.
Вставляем в постели коренных подшипников вкладыши с канавкой и отверстием для подачи масла.


Вставляем два упорных полукольца без выступов по обеим сторонам центральной постели. Поворачиваем их поперечными проточками к щекам коленчатого вала.о.
Вставляем два упорных полукольца без выступов по обеим сторонам центральной постели

Вкладыши и коренные шейки коленчатого вала смазываем моторным маслом.
Вкладываем новую набивку – как сказано в статье – «Ремонт коленчатого вала»

Вставляем набивку в держатель набивки и устанавливаем резиновые флажки в держатель набивки
Обжимаем набивку, как сказано в статье – «Ремонт коленчатого вала».


Укладываем коленчатый вал в блок цилиндров.
Устанавливаем вкладыши в крышки коренных подшипников, смазываем их чистым моторным маслом и укладываем на шейки коленчатого вала

При установке крышки 2 первого коренного подшипника выступ задней упорной шайбы 1 должен войти в паз крышки 2.


Устанавливаем держатель набивки
Шестигранным ключом на 8 заворачиваем две гайки крепления держателя набивки

Затягиваем болты крышек коренных подшипников в соответствии с моментами затяжки (см. ниже таблицу моментов ниже)
Проворачиваем рукой коленчатый вал. Вращение должно быть свободным и равномерным без заеданий при небольшом усилии
Осевой люфт коленчатого вала не должен превышать 0,36 мм. В противном случае проверяем правильность сборки, разбираем и устраняем неисправности.

Устанавливаем переднюю упорную шайбу 2 на штифты 1, антифрикционным слоем наружу

Устанавливаем распорную шайбу между шестерней коленчатого вала и передней упорной шайбой. Распорная шайба устанавливается фаской в сторону упорной шайбы.
Устанавливаем шестерню коленчатого вала.
Напрессовав до упора шестерню коленчатого вала, следует проверить его осевой зазор.
Проверка производится следующим образом: заложите отвертку (вороток, рукоятку молотка и т.п.) между первым кривошипом вала и передней стенкой блока и, пользуясь ею как рычагом, отжать вал к заднему концу двигателя.
С помощью щупа определите зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки.
Зазор должен быть в пределах 0,125–0,325 мм.

Вставляем в шатун и его крышку новые вкладыши. Смазываем поршневые кольца, вкладыши, стенки цилиндров и шатунные шейки моторным маслом.
Устанавливаем приспособление для обжимки колец и постукивая деревянной ручкой молотка по кругу обжимаем кольца.


Ориентируем правильно поршень надписью «Перед» к передней части блока вставляем в цилиндр согласно порядку номеров.
Постукивая деревянной ручкой молотка по днищу поршня, утапливаем его в цилиндр. С другой стороны контролируем правильное его положение относительно шейки коленчатого вала.


Устанавливаем крышки шатунов
Головкой на 15 закручиваем гайки крышки шатунов моментом 6,8 – 7,5 кгс.м. Для затяжки используем моментный ключ
Устанавливаем распределительный вал.

Перед установкой распределительного вала, смазать моторным маслом шейки и кулачки распределительного вала, толкатели и штанги толкателей.
При установке распределительного вала совмещаем риску на его пластмассовой шестерне с меткой “ 0 ” на шестерне коленчатого вала.


Устанавливаем распределительный вал
Головкой на 12 через отверстие в шестерне закручиваем болты крепления упорного фланца.

Устанавливаем маслоотражательную шайбу на конец коленчатого вала. Вставляем в гнездо коленчатого вала шпонку ступицы шкива.
Устанавливаем крышку распределительных шестерен.Чтобы передний сальник коленчатого вала правильно сел лучше всего центрировать крышку вместе со ступицей шкива. Перед посадкой ступицы шкива рабочую кромку сальника смазываем моторным маслом.

Ключом на 13 заворачиваем восемь гаек крепления крышки
Толкатели подбираются по размерам отверстий в блоке и делятся на две группы (см. таблицу размерных групп толкателей).
Коленчатый вал, маховик и сцепление балансируются в сборе, поэтому при замене одной из этих деталей следует произвести динамическую балансировку, высверливая металл с тяжелой стороны маховика.
Балансировку коленчатого вала, маховика и сцепления в сборе не следует начинать, если начальный дисбаланс превышает 200 г.см. В этом случае необходимо узел разукомплектовать и проверить балансировку каждой детали в отдельности.
Напрессовав до упора шестерню коленчатого вала, следует проверить его осевой зазор.
Устанавливаем масляный насос


Наживляем и закручиваем ключом на 13 две гайки крепления масляного насоса
Устанавливаем новую прокладку поддона. Промазываем герметиком прокладку поддона с обеих сторон


Устанавливаем поддон картера и закручиваем крест накрест гайки поддона.
В задний конец коленчатого вала запрессовывается шариковый подшипник 80203 АС9 с двумя защитными шайбами.
Допускается использовать подшипник 60203А с одной защитной шайбой, при этом в полость для подшипника необходимо заложить 20 г смазки Литол-24.
Приверните к маховику нажимной диск сцепления в сборе с кожухом, предварительно отцентрировав ведомый диск с помощью оправки (можно использовать первичный вал коробки передач) по отверстию в подшипнике в заднем торце коленчатого вала.
Метки 0, выбитые на кожухе нажимного диска и на маховике около одного из отверстий для болтов крепления кожуха, должны быть совмещены.
Стыки нижнего фланца блока цилиндров с крышкой распределительных шестерен и держателем набивки смажьте клеем - герметиком “ Эластосил 137-83 ” или пастой УН-25.
Моменты затяжки резьбовых соединений двигателя ЗМЗ-402
Наименование соединения / Моменты затяжки кгсм
Свечи зажигания 3,0–3,5
Гайки крепления головки блока цилиндров 8,3–9,0
Гайки крепления болтов шатунов 6,8–7,5
Гайки крепления крышек коренных подшипников 10,0–11,0
Гайки крепления маховика 7,6–8,3
Гайки крепления картера сцепления к блоку цилиндров 2,8–3,6
Болт коленчатого вала 17–22
Болты крепления нажимного диска сцепления 2,0–2,5
Гайки крепления впускного трубопровода выпускного коллектора 1,5–3,0
Гайки крепления поддона картера 1,2–2,0
Болты крепления головки блока цилиндров:
- предварительная затяжка 4,0–6,0
- окончательная затяжка 13,0–14,5
Гайки крепления болтов шатунов 6,8–7,5
Болты крепления крышек коренных подшипников 10,0–11,0
Болты крепления маховика 7,2–8,0
Болты крепления картера сцепления 4,2–5,1
Болт коленчатого вала 10,4–12,0
Болты крепления нажимного диска сцепления 2,0–2,5
Болты крепления крышек распределительных валов 1,9–2,3
Болты крепления звездочек распределительных валов 5,6–6,2
Болты крепления крышки клапанов 0,5–0,8
Гайки крепления впускной трубы, болты крепления усилителя картера сцепления 2,9–3,6
Болты крепления шкива насоса охлаждающей жидкости, передней крышки головки цилиндров, крышки цепи, корпуса термостата 2,2–2,7
Момент затяжки гбц 402 двигатель газель карбюратор
Головку блока можно снять с впускной трубой и выпускным коллектором
Если головка блока снимается с двигателя, установленного на автомобиле, нужно предварительно выполнить следующие операции:
Снятие
- слить жидкость из системы охлаждения;
- снять воздушный фильтр с карбюратора;
- отсоединить шланги от термостата;
- отсоединить провод от датчика температуры охлаждающей жидкости;
- отсоединить провода от микровыключателя на карбюраторе;
- отсоединить от карбюратора тягу воздушной заслонки и тягу привода акселератора;
- отсоединить от карбюратора шланг слива топлива;
- отсоединить шланги от электромагнитного клапана ЭПХХ, установленного на щите передка;
- отсоединить вакуумный шланг усилителя тормозов от штуцера на впускной трубе;
- отсоединить отводящий шланг отопителя от штуцера на задней крышке головки блока.


1. Снять наконечники с проводами со свечей зажигания и вывернуть свечи 1.
Отсоединить шланг 3 от фильтра тонкой очистки топлива.
Отсоединить от карбюратора вакуумный шланг 2 вакуум-корректора распределителя зажигания.
Отсоединить шланг 3 вентиляции картера от патрубка на крышке коромысел.
Отвернуть шесть болтов 1 и снять крышку 2 коромысел вместе с прокладкой.

Отвернуть гайки 1 и снять ось 2 с коромыслами клапанов и стойками в сборе.
Вынуть штанги 4 толкателей клапанов.
Отвернуть гайки 3 и снять головку блока 5 и прокладку головки.
При этом не рекомендуется забивать между головкой блока и блоком цилиндров отвертку или какой-либо другой инструмент, так как можно повредить поверхность головки блока, прилегающую к блоку, или поверхность блока цилиндров
Зафиксировать гильзы цилиндров, надев на шпильки крепления головки широкие шайбы так, чтобы они перекрывали соседние гильзы.
Затем надеть на шпильки подходящие отрезки трубок и притянуть их гайками крепления головки блока.
Разборка


Отвернуть гайки 1 и снять корпус 2 термостата с крышкой в сборе.
Отвернуть шесть гаек 1 и снять впускную трубу 2 с выпускным коллектором 3 1-го и 4- го цилиндров.


Отвернуть гайку 1 и снять выпускной коллектор 2, 2-го и 3-го цилиндров с головки блока цилиндров
Отвернуть болты 1 и снять крышку 2 с прокладкой с заднего торца головки блока цилиндров
Пометить клапаны номером цилиндра, чтобы при сборке головки блока цилиндров установить их на свое место.

Установить на головку блока специальное приспособление для сжатия пружин клапанов.
Сжав пружины клапана с помощью приспособления, вынуть сухари 1 клапана.
Затем, постепенно ослабляя нажим на ручку приспособления, полностью разжать пружины клапана.
Снять приспособление с головки блока.
Снять пружины 3 клапана с тарелкой 2 пружин.
Перевернуть головку блока цилиндров и вынуть клапан со стороны камеры сгорания.

Снять маслоотражательные колпачки 1 с направляющих втулок клапанов и опорные тарелки 2 пружин клапанов.
Вынуть шплинты 1 и снять с оси 5 коромысел стойки 3 оси, коромысла 2 клапанов и распорную пружину 4
Осмотр, дефектовка и ремонт

Профиль седла клапана двигателей мод. 402 и 4021
А — седло впускного клапана;
В — седло выпускного клапана
1. После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания от нагара.
2. Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов или на стенках камер сгорания, следы прогара, заменить головку блока.
3. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки, посередине вдоль, а затем поперек и щупами измерить зазор между плоскостью головки и линейкой.
Если зазор превышает 0,1 мм, головку заменить.
4. Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан заменить.
Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
5. Проверить состояние пружин клапанов. Искривленные, поломанные или имеющие трещины пружины заменить.
6. Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п.
Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов. Более значительные дефекты устраняют шлифовкой.
При шлифовке выдержать размеры седла, указанные на рисунке. После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки седел притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
7. Проверить зазор между направляющими втулками и клапанами. Зазор вычисляется как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,25 мм. Если зазор превышает указанный, нужно заменить клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Перед установкой новые втулки нужно охладить в двуокиси углерода («сухой лед»), а головку блока нагреть до 160–175°С.
Затем вставить втулку в головку блока так, чтобы она выступала со стороны клапанных пружин над головкой блока на 20 мм.
Втулка должна вставляться в головку свободно или с небольшим усилием.
После установки развернуть отверстие во втулке до диаметра 9,0 +0,022 мм.
Затем прошлифовать седло клапана, центрируя инструмент по отверстию во втулке.
8. Проверить головку блока на отсутствие трещин можно следующим образом. Подвести к одному из отверстий рубашки охлаждения шланг для подачи сжатого воздуха.
Заглушить все отверстия в головке блока деревянными пробками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах образования трещин будут выходить воздушные пузыри.
9. Прочистить проволокой и продуть сжатым воздухом отверстия в оси коромысел, в коромыслах и в регулировочных винтах.
Проверить плотность посадки втулок в коромыслах. Если втулка сидит не плотно, ее нужно заменить, так как во время работы двигателя она может провернуться и перекрыть отверстие для подачи масла к штанге толкателя.
Сборка
Собирают головку блока в порядке, обратном разборке. Перед установкой смазать моторным маслом маслоотражательные колпачки, стержни клапанов и ось коромысел клапанов.
Устанавливают клапаны в соответствии с метками, сделанными при разборке.
Прокладку корпуса термостата и прокладку задней крышки головки блока установить на герметик типа «Гермесил».
Установка

При установке головки блока рекомендуется заменить прокладку головки блока.
Установка головки блока производится в порядке, обратном снятию.
Момент затяжки 83–90 Нм (8,3– 9,0 кгс·м). После установки головки блока отрегулировать зазоры в приводе клапанов.
Момент затяжки гбц 402 двигатель газель карбюратор
Снятие и установка головки блока цилиндров двигателя 402 автомобиля ГАЗ-3110
Головку блока можно снять с впускной трубой и выпускным коллектором. Если головка блока снимается с двигателя, установленного на автомобиле, нужно предварительно выполнить следующие операции:
- слить жидкость из системы охлаждения;


- снять воздушный фильтр с карбюратора;
- отсоединить шланги от термостата;

- отсоединить провод от датчика температуры охлаждающей жидкости;
- отсоединить провода от микровыключателя на карбюраторе;
- отсоединить от карбюратора тягу воздушной заслонки и тягу привода акселератора;
- отсоединить от карбюратора шланг слива топлива;
- отсоединить шланги от электромагнитного клапана ЭПХХ, установленного на щите передка;
- отсоединить вакуумный шланг усилителя тормозов от штуцера на впускной трубе;

- отсоединить отводящий шланг отопителя от штуцера на задней крышке головки блока или крана отопителя
Дальше порядок снятия головки блока с двигателя, снятого с автомобиля и с установленного на автомобиле, одинаковый.
1. Снять наконечники с проводами со свечей зажигания и вывернуть свечи 1. Отсоединить шланг 3 от фильтра тонкой очистки топлива.
Отсоединить от карбюратора вакуумный шланг 2 вакуум-корректора распределителя зажигания.

Отсоединить шланг 3 вентиляции картера от патрубка на крышке коромысел.
Отвернуть шесть болтов 1 и снять крышку 2 коромысел вместе с прокладкой.

3. Отвернуть гайки 1 и снять ось 2 с коромыслами клапанов и стойками в сборе. Вынуть штанги 4 толкателей клапанов.
Отвернуть гайки 3 и снять головку блока 5 и прокладку головки.
При этом не рекомендуется забивать между головкой блока и блоком цилиндров отвертку или какой-либо другой инструмент, так как можно повредить поверхность головки блока, прилегающую к блоку, или поверхность блока цилиндров.
4. Зафиксировать гильзы цилиндров, надев на шпильки крепления головки широкие шайбы так, чтобы они перекрывали соседние гильзы.
Затем надеть на шпильки подходящие отрезки трубок и притянуть их гайками крепления головки блока.
Разборка


1. Отвернуть гайки 1 и снять корпус 2 термостата с крышкой в сборе.
2. Отвернуть шесть гаек 1 и снять впускную трубу 2 с выпускным коллектором 3 1-го и 4-го цилиндров


3. Отвернуть гайку 1 и снять выпускной коллектор 2 2-го и 3-го цилиндров с головки блока цилиндров
4. Отвернуть болты 1 и снять крышку 2 с прокладкой с заднего торца головки блока цилиндров.

5. Пометить клапаны номером цилиндра, чтобы при сборке головки блока цилиндров установить их на свое место.
6. Установить на головку блока специальное приспособление для сжатия пружин клапанов.
Сжав пружины клапана с помощью приспособления, вынуть сухари 1 клапана. Затем, постепенно ослабляя нажим на ручку приспособления, полностью разжать пружины клапана. Снять приспособление с головки блока. Снять пружины 3 клапана с тарелкой 2 пружин.
7. Перевернуть головку блока цилиндров и вынуть клапан со стороны камеры сгорания.
8. Снять маслоотражательные колпачки 1 с направляющих втулок клапанов и опорные тарелки 2 пружин клапанов
9. Вынуть шплинты 1 и снять с оси 5 коромысел стойки 3 оси, коромысла 2 клапанов и распорную пружину 4.
Бывают случаи когда головка цилиндров плохо отделяется от блока. Обычно это случается из-за того, что происходит окисление аллюминиевой головки в месте крепления шпилек.
В этом случае нужно воспользоваться или керосином или уксусной кислотой.
Залить в промежуток между шпильками и корпусом и подождать некоторое время.
Потом раскачкой, воспользовавшись монтажками пытаться отделять и осаживать обратно расшевелить головку. Ни в коем разе не надо загонять отвертки и другой инструмент между блоком и головкой, этим самым можно испортить головку.
Еще можно посмотреть статью по снятию головки блока цилиндров - "Замена прокладки ГБЦ"
Осмотр
1. После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания от нагара.
2. Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов или на стенках камер сгорания, следы прогара, заменить головку блока.
3. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки, посередине вдоль, а затем поперек и щупами измерить зазор между плоскостью головки и линейкой. Если зазор превышает 0,1 мм, головку заменить.
4. Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан заменить. Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
5. Проверить состояние пружин клапанов. Искривленные, поломанные или имеющие трещины пружины заменить.
6. Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов.
Более значительные дефекты устраняют шлифовкой. При шлифовке выдержать размеры седла, указанные на рисунке.
После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки седел притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
7. Проверить зазор между направляющими втулками и клапанами. Зазор вычисляется как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,25 мм. Если зазор превышает указанный, нужно заменить клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания. Перед установкой новые втулки нужно охладить в двуокиси углерода («сухой лед»), а головку блока нагреть до 160 – 175 °С.
Затем вставить втулку в головку блока так, чтобы она выступала со стороны клапанных пружин над головкой блока на 20 мм. Втулка должна вставляться в головку свободно или с небольшим усилием.
После установки развернуть отверстие во втулке до диаметра 9,0 +0,022 мм. Затем прошлифовать седло клапана, центрируя инструмент по отверстию во втулке.
8. Проверить головку блока на отсутствие трещин можно следующим образом. Подвести к одному из отверстий рубашки охлаждения шланг для подачи сжатого воздуха.
Заглушить все отверстия в головке блока деревянными пробками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах образования трещин будут выходить воздушные пузыри.
9. Прочистить проволокой и продуть сжатым воздухом отверстия в оси коромысел, в коромыслах и в регулировочных винтах. Проверить плотность посадки втулок в коромыслах.
Если втулка сидит не плотно, ее нужно заменить, так как во время работы двигателя она может провернуться и перекрыть отверстие для подачи масла к штанге толкателя.

Профиль седла клапана двигателей мод. 402 и 4021 :
А — седло впускного клапана;
В — седло выпускного клапана
Сборка
Собирают головку блока в порядке, обратном разборке. Перед установкой смазать моторным маслом маслоотражательные колпачки, стержни клапанов и ось коромысел клапанов. Устанавливают клапаны в соответствии с метками, сделанными при разборке.
Прокладку корпуса термостата и прокладку задней крышки головки блока установить на герметик типа «Гермесил».
При установке головки блока рекомендуется заменить прокладку головки блока.
Установка головки блока производится в порядке, обратном снятию. Порядок затяжки болтов крепления головки блока показан на рис.
Последовательность затяжки болтов крепления головки блока цилиндров. Момент затяжки 83–90 Н·м (8,3– 9,0 кгс·м). После установки головки блока отрегулировать зазоры в приводе клапанов.
Момент и порядок затяжки гбц на автомобилях разных марок

Затяжку болтов головки производят в четыре этапа (указаны в таблице). А вот что пишут об этом в руководстве по эксплуатации ВАЗ-2123:

Рис.1 Порядок затяжки болтов головки блока цилиндров (гбц)Установите головку блока цилиндров, отцентрировав её по двум направляющим втулкам, вверните болты её крепления и затяните их в четыре приема в определенной последовательности.
Момент затяжки гбц ВАЗ-2112 16 клапанов (ПРИОРА)
Момент затяжки гбц на приоре взяты из руководства по эксплуатации автомобиля и указаны в табличке №2.
Установите головку на блок, предварительно убедившись, что коленчатый и распределительные валы находятся в положении ВМТ (оба клапана 1-го цилиндра должны быть закрыты). Затяните болты крепления головки блока в последовательности, указанной на рис. 5.6, в четыре этапа:
1-й – моментом 20 Н·м (2 кгс·м);
2-й – моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м);
3-й – доверните болты на 90°;
4-й – окончательно доверните болты на 90°.
Необходимо учитывать что:
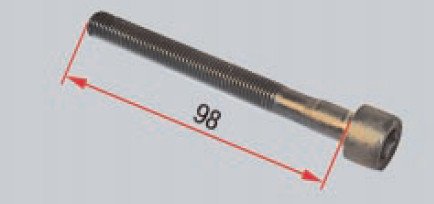
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Болты, длина которых (без учета высоты головки) превышает 98 мм, замените новыми. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
Момент затяжки гбц КАЛИНА, ГРАНТА
Момент затяжки головки блока цилиндров на двигателях модели 21114-50, установленные на автомобилях Lada Kalina указаны в таблице №3. Двигатель 21114-50 создан на базе двигателя ВАЗ-2111. Увеличение рабочего объема двигателя модели 21114 до 1,6 л. по сравнению с объемом двигателя 2111 достигнуто за счет большего хода поршня при неизменном диаметре цилиндра.
Вот что нам говорит руководство по эксплуатации о моменте затяжки гбц на калине:
Момент затяжки гбц ВАЗ 2106, 2107, 2103
Момент затяжки головки блока цилиндров на двигателях 2106 и 21011, 2103 одинаковый и приведен в таблице №4. В зависимости от модели или модификации автомобиля устанавливались двигатели трех типов:
Момент затяжки гбц ВАЗ 2108, 2109
Момент затяжки гбц на двигателях ВАЗ-2108, ВАЗ-2111-80 совпадают, и приведены в таблице №5.
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Замените новыми болты, длина которых превышает 135,5 мм. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
Момент затяжки гбц ваз 2108, 2110, 2114 8 клапанов инжектор, 2115
Момент затяжки гбц ваз 2101
Момент затяжки гбц, приведенный в таблице№7, применяется для двигателей следующих моделей:
- ВАЗ-2101 с рабочим объемом 1.2 литра. Это основной двигатель для автомобилей ВАЗ-2101;
- ВАЗ-21011 с рабочим объемом 1.3 литра. Устанавливался на автомобили ВАЗ 21011 и ВАЗ-21021. От предыдущей модели он отличается увеличенным на 3мм диаметром цилиндров, поэтому у него другие блок цилиндров и поршень; Момент затяжки гбц аналогичный с ВАЗ 2101;
- ВАЗ-2103 с рабочим объемом 1.45литра. От первой модели отличается увеличенным на 14мм ходом поршня, поэтому у него другие блок цилиндров и шатунно-поршневая группа. Момент затяжки болтов гбц аналогичен двигателю ВАЗ-2101.
Момент затяжки головки блока цилиндров (гбц) ОКА-1111, 11113
Момент затяжки головки блока цилиндров (гбц) НИВА
Моменты затяжки для двигателей ВАЗ-21214 евро3.
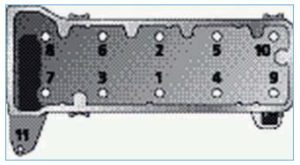
Рис.3 Порядок затяжки гбц НИВА
Для обеспечения надежного уплотнения и исключения подтяжки болтов головки блока цилиндров при техническом обслуживании автомобиля затягиваем их в четыре приема. Порядок затяжки указан на рисунке.
Момент затяжки гбц на двигателях ЗМЗ.
Двигатели ЗМЗ представлены модификациями ЗМЗ-402.5, ЗМЗ-402.6, ЗМЗ-4061, ЗМЗ-4063, ЗМЗ-40522, ЗМЗ-40524. Моменты затяжек гбц у этих моделях двигателей имеют разные значения.
Момент затяжки головки блока цилиндров (гбц) на 402-х двигателях (ГАЗЕЛЬ), модификации двигателей ЗМЗ-4025,4026.
Момент затяжки головки блока цилиндров (гбц) на 406-х двигателях, модификации ЗМЗ-4061, ЗМЗ-4063, ЗМЗ-40522.
Момент затяжки головки блока цилиндров (гбц) на 405-х и 405 евро3 двигателях, модификации ЗМЗ-40524.
Момент затяжки головки блока цилиндров (гбц) на двигателях ЗМЗ-409.

Последовательность затяжки болтов крепления головки блока цилиндров показана на рисунке
Момент затяжки гбц ГАЗ-53.
Момент затяжки головки блока цилиндров КАМАЗ-740
Момент затяжки на двигателях КАМАЗ-740.10, КАМАЗ-7403.10 или КАМАЗ-740.11-240 совпадает и приведен в таблице №15.
Ремонт ГБЦ двигателя ЗМЗ-402 автомобиля ГАЗ-2705
Перечень компонентов системы управления впрыском топлива и зажиганием
| № п/п | Наименование | Обозначение | Изготовитель |
| 1. | Форсунка | 0288150560 или |
ZMZ 9261 DEKA ID
.9Е2.573000 РХХ 60
Приложение 2
Моменты затяжки резьбовых соединений ГАЗель.
Моменты затяжки резьбовых соединений ГАЗель.
| Наименование соединения | Моменты затяжки кгс • м |
| Свечи зажигания | 3,0–3,5 |
Двигатели ЗМЗ-402.
| Гайки крепления головки блока цилиндров | 8,3–9,0 |
| Гайки крепления болтов шатунов | 6,8–7,5 |
| Гайки крепления крышек коренных подшипников | 10,0–11,0 |
| Гайки крепления маховика | 7,6–8,3 |
| Гайки крепления картера сцепления к блоку цилиндров | 2,8–3,6 |
| Болт шкива коленчатого вала | 17–22 |
| Болты крепления нажимного диска сцепления | 2,0–2,5 |
| Гайки крепления впускного трубопровода и выпускного коллектора | 1,5–3,0 |
| Гайки крепления поддона картера | 1,2–2,0 |
| Болт крепления датчика-распределителя зажигания | 0,6–0,8 |
Двигатели ЗМЗ-405, -406.
Двигатели УМЗ-4215.
| Гайки крепления крышек коренных подшипников | 12,5–13,6 |
| Гайки болтов крышек шатунов | 6,8–7,5 |
| Гайки крепления стоек оси коромысел | 3,5–4,0 |
| Штуцер крепления масляного фильтра | 8,0–9,0 |
| Масляный фильтр | 2,0–2,5 |
| Гайки крепления головки блока цилиндров | 9,0–9,4 |
| Гайки крепления поддона картера | 1,0–1,2 |
| Болты крепления маховика | 8,0–9,0 |
| Болты крепления диска сцепления | 2,0–3,0 |
Трансмиссия.
| Гайки крепления фланцев валов раздаточной коробки* | 20–28 |
| Болты крепления картеров коробки передач | 1,4–1,8 |
| Болты крепления переднего и заднего картеров и крышек раздаточной коробки* | 1,2–1,8 |
| Гайки крепления карданной передачи к раздаточной коробке*, переднему* и заднему мостам | 2,7–3,0 |
| Болт крепления шлицевой вилки заднего карданного вала** | 5,0–5,6 |
| Гайки крепления ведущих фланцев переднего моста* | 11–12,5 |
| Гайки крепления рычага поворотного кулака* | 11–12,5 |
| Гайки крепления цапфы* | 11–12,5 |
| Болты крепления редуктора заднего моста с балкой типа банджо | 5,5–7,0 |
| Гайка крепления фланца ведущей шестерни переднего и заднего мостов | 16,0–20,0 |
Ходовая часть.
| Болты затяжки резинометаллических втулок | 12,0–15,0 |
| Гайки стремянок рессор | 12,0–15,0 |
| Гайки резервуара амортизаторов | 9,0–15,0 |
| Гайки крепления колес | 30,0–38,0 |
| Гайки стопорных штифтов шкворней поворотных кулаков* | 3,2–3,6 |
Рулевое управление.
| Гайки крепления шаровых шарниров рулевых тяг | 7,0–10,0 |
| Болты крепления поворотных рычагов к поворотным кулакам | 11,0–12,5 |
| Болты хомутов поперечной рулевой тяги | 1,4–1,8 |
| Гайки крепления кронштейна рулевого механизма к лонжерону | 2,8–3,6 |
| Болты крепления рулевого механизма к кронштейну | 4,4–6,2 |
| Гайка крепления рулевого колеса | 6,5–8,0 |
| Гайка крепления рулевой сошки | 10,5–14,0 |
| Гайки крепления клиньев карданных вилок | 1,8–2,5 |
Тормозное управление.
| Болты крепления тормозных скоб к поворотным кулакам | 10,0–12,5 |
| Болты крепления тормозных щитов | 5,0–6,2 |
| Болты крепления колесных цилиндров | 1,4–2,0 |
| Гайки крепления главного цилиндра к вакуумному усилителю | 2,4–3,6 |
| Гайки крепления вакуумного усилителя | 1,2–1,7 |
Кузов фургонов и автобусов.
| Гайки точек эластичного крепления кузова к раме | 3,1–3,9 |
* Для автомобилей типа 4х4.
** Для автомобилей типа 4х2.
Похожие статьи
Перечень приборов электрооборудования
| № п/п | Наименование | Обозначение | Изготовитель |
| 1. | Генератор | 94023701-17 ТУ 37.460.113-2001 |
Особенности затяжки болтов ГБЦ на популярных двигателях
Советы по затяжке болтов ГБЦ на некоторых популярных двигателях следующие:

Схема затяжки на ЯМЗ-236 Головка блока цилиндров ЗМЗ 409 притягивается 10 болтами как минимум дважды. 1 этап – болты затягиваются с моментом 40-60 Нм. 2 этап – 130-145 Нм.

Схема затяжки на ЗМЗ-409 Тракторы МТЗ-80 и МТЗ-82 оснащаются дизельными двигателями Д-240, головка блока цилиндров которых притягивается 16-ю шпильками с максимальным моментом 150-170 Нм.

Схема фиксации болтов на МТЗ-80 На Фиате Добло болты ГБЦ сначала фиксируются с усилием 2-3 кгс·м, затем 3-4 кгс·м и, наконец, необходимо дважды повернуть их на 90°.

Инструкция установки ГБЦ на Фиат Добло
- ГБЦ на двигателе J20A, устанавливаемом на Suzuki, фиксируют так: сначала притягивают крепеж с усилием 53 Нм, потом 84 Нм, затем возвращаются к нулю, потом снова 53 Нм, затем 105 Нм (маленький шестигранник затягивают с усилием всего 11 Нм).
- УМЗ 4216 устанавливается на «Газель Бизнес», «Некст» и «Соболь». Крепежные элементы выполнены из стали в количестве 10 штук. Затяжку рекомендуется проводить в два этапа, сначала с моментом 5-6,5 кгс·м, затем 9,0-9,5 кгс·м. Потом, через 2000 км пробега, выполняют подтяжку на холодный движок и повторяют ее каждые 20000 км.

Порядок фиксации крепежей ГБЦ на УМЗ-4216 Для ЗИЛ-130 максимальный момент затяжки болтов головки блока цилиндров составляет 90-110 Нм. Болты затягивают равномерно в два захода.

Установка ГБЦ на ЗИЛ-130
Подшипники качения
| № п/п | Наименование | Обозначение | Кол-во |
| 1. | Шарикороликовый водяного насоса | 6-5НР17124ЕС30 | 1 |
| 2. | Шариковый натяжного ролика | 60203А | 2 |
| 3. | Направляющий конец ведущего вала КПП, (в гнезде коленчатого вала) | 60203 | 1 |
Умз 4216 моменты затяжки
Момент затяжки гаек 4216, диаметр гильз 100мм
на всякий случай последовательность затяжки гаек ГБЦ ЗМЗ 402
Блок цилиндров двигателя УМЗ-4216 отлит из алюминиевого сплава заодно с чугунными гильзами цилиндров. Номинальный диаметр гильз 100 мм. Для более равномерного охлаждения гильз в межцилиндровых перемычках блока предусмотрены протоки для прохода охлаждающей жидкости.
Блок цилиндров, головка блока цилиндров, кривошипно-шатунный механизм двигателя УМЗ-4216, устройство.
Головка блока цилиндров двигателя УМЗ-4216 из алюминиевого сплава со вставленными седлами и направляющими втулками клапанов. Блок цилиндров и головка блока разделены прокладкой из асбестового полотна, армированного металлическим каркасом. Толщина прокладки в сжатом состоянии 1,5 мм. Для совмещения отверстий подвода масла на блоке цилиндров и прокладке, она должна устанавливаться выступом в сторону картера сцепления.
Каталожные номера деталей и узлов блока цилиндров двигателя УМЗ-4216.
После обкатки автомобиля, через 2000 километров пробега, и после каждого снятия головки блока цилиндров необходимо производить подтяжку гаек крепления головки с использованием динамометрического ключа. Подтяжку надо производить только на холодном двигателе.
Для обеспечения равномерного и плотного прилегания прокладки к головке блока и на блок цилиндров, затяжку гаек производить в последовательности указанной на рисунке ниже, в два приема. Первый раз — предварительно с меньшим усилием, момент затяжки 5,0-6,5 кгсм, второй раз — окончательно, момент затяжки 9,0-9,5 кгсм.
Порядок подтяжки гаек головки блока цилиндров двигателя УМЗ-4216.
Каталожные номера деталей и узлов головки блока цилиндров двигателя УМЗ-4216.
Кривошипно-шатунный механизм двигателя УМЗ-4216, устройство.
Коленчатый вал двигателя УМЗ-4216 пятиопорный, отлит из высокопрочного чугуна. В шатунных шейках имеются полости для дополнительной центробежной очистки масла. Моторное масло от коренных шеек в полости шатунных подводиться через сверленые каналы. К коренным шейкам масло поступают из каналов блока цилиндров. Передний конец коленчатого вала уплотняется самоподжимным сальником, работающим по наружной поверхности ступицы шкива коленчатого вала.
Манжеты и сальники
Момент затяжки ГБЦ и других соединений двигателя ЗМЗ 402 (ЗМЗ 4021)
Затяжка резьбовых соединений — критически важная операция. Не дотянутые или перетянутые болты и гайки могут привести к очень серьезным поломкам. Поэтому будет правильным строго следовать таблице значений усилия (момента) затяжки и использовать динамометрический ключ для контроля усилия.

для М8 — 14–18 Н·м (1,4-1,8 кгс·м)
для М12 — 50–62 Н·м (5,0-6,2 кгс·м)
Ниже приводится видео, поясняющее, как управлять усилием затяжки болтов и гаек при помощи динамометрического ключа.
Моменты затяжки ответственных соединений двигателя 4216
Порядок протяжки
В данном видео, вам покажут, схему затяжки ГБЦ. Рекомендуем к просмотру!
Овладение всеми подробностями этой технологии требуется исключительно для того, чтобы ваш автомобиль был на дороге надежным и безопасным. Такой порядок операций нужно соблюдать исключительно для того, чтобы точно состыковывать собственно головку и непосредственно блок цилиндров.
Во избежание появления различных перекосов, излишнего напряжения металлических фрагментов следует производить протяжку по следующим правилам.
Производим стабилизацию болтов посредством двух моментов:
- Первый заходом является затягивание болтов 1 — 10 посредством момента 3,5 — 4,1 кгс*м.
- Вторым заходом специалисты считают работу с этими же болтами, но с затяжкой посредством момента 10,5 — 11,5 кгс*м.
- Последний, третий момент – затягивание болта 11, моментом 3,5 — 4,0 кгс*м.
Проведение этих простых манипуляций со слесарным инструментом позволит вашему автомобилю быть надежным спутником в дороге. При затяжке головки в модели ВАЗ 2108 — 09, Samara порядок и последовательность затяжки соответствует классическим методикам, только в четыре захода.
Все этапы совершенно аналогичны, за исключением доворотов болтов дважды до уровня 90 0 .
Работа с динамометрическим ключом
Динамо-ключ имеет измерительную шкалу, позволяющую точно определить усилие затяжки. Перед использованием новый ключ следует разработать, сделав несколько затяжек на минимуме, благодаря этому детали механизма смажутся. После использования инструмент нужно убрать на хранение, смазав тонким слоем машинного масла. После каждой процедуры следует выставлять ноль (если использовался щелчковый ключ), чтобы впоследствии пружина сохранила свою упругость и точность сохранилась. При активном использовании ключа пружина все равно растягивается, поэтому рекомендуется каждый год производить калибровку. При затяжке нельзя стучать по инструменту или использовать всевозможные удлинители.
Если у автомобилиста имеется ключ щелчкового типа, то перед затяжкой нужно выбрать необходимый момент. Для этого раскручивают гайку, располагающуюся внизу рукояти, и выставляют нужное значение. После этого гайку закручивают. При закручивании болтов головки блока цилиндров ключ издаст щелчок и начнет проскальзывать. Это означает, что требуемый момент силы достигнут.
Стрелочный инструмент не позволяет выставить момент затяжки заранее, поэтому усилие придется контролировать непосредственно в процессе. Затягивать крепеж необходимо осторожно, чтобы случайно не приложить больше усилий, чем необходимо. Нужное показание на шкале лучше обозначить заранее. Указатель при закручивании остается неподвижным, а рукоятка со шкалой смещается.
Электронный динамо-ключ напоминает щелчковый, только измерение осуществляется с помощью электронного устройства. Момент также выставляется заранее. Когда он достигнут, издается звуковой сигнал.
Читайте также: