
Неисправности грм двигателя камаз 740
Обновлено: 12.05.2024
Неисправности грм двигателя камаз 740
Механизм газораспределения предназначен для обеспечения впуска в цилиндры свежего воздушного заряда и выпуска из них отработавших газов
Впускные и выпускные клапаны открываются и закрываются в определенных положениях поршня, что обеспечивается совмещением меток на шестернях привода агрегатов при их монтаже.


Механизм газораспределения - верхнеклапанный с нижним расположением распределительного вала.
Кулачки распределительного вала 24 в соответствии с фазами газораспределения приводят в действие толкатели 23.
Штанги 19 сообщают качательное движение коромыслам 16, а они, преодолевая сопротивление пружин 7 и 8, открывают клапаны 25.
Закрываются клапаны под действием силы сжатия пружин.
Распределительный вал стальной, кулачки и опорные шейки подвергнуты термообработке ТВЧ;
- устанавливается в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные втулки, залитые антифрикционным сплавом.
Диаметр втулок на 6 мм больше по сравнению со втулками двигателя мод. 740.10.
Распределительный вал увеличенной размерности, измененными фазами газораспределения и ходом клапанов по сравнению с распредвалом двигателя мод. 740.10.

На задний конец распределительного вала напрессована прямозубая шестерня 3.
Привод распределительного вала осуществляется от шестерни коленчатого вала через промежуточные шестерни.
Шестерни стальные, штампованные с термообработанными зубьями.
Для обеспечения заданных фаз газораспределения шестерни при сборке устанавливаются по меткам, выбитым на торцах (см. статью "Техническая характеристика двигателя КАМАЗ 740.11-240").
От осевого перемещения вал фиксируется корпусом 2 подшипника задней опоры, который крепится к блоку цилиндров тремя болтами.
Посадочный диаметр корпуса подшипника задней опоры больше по сравнению с корпусом подшипника двигателя мод. 740.10.
Установка корпуса подшипника задней опоры распределительного вала двигателя мод. 740.10 не допустима, так как приведет к аварийному снижению давления масла в системе и преждевременному выходу из строя двигателя.
Клапаны из жаропрочной стали.
Угол рабочей фаски клапанов 90°. Диаметр тарелки впускного клапана 51,6 мм, выпускного - 46,6 мм, высота подъема впускного клапана - 14,2 мм, выпускного - 13,7 мм.
Геометрия тарелок впускных и выпускных клапанов обеспечивают соответствующие газодинамические параметры впуска-выпуска газов и поэтому их замена на клапаны двигателя мод. 740.10 не рекомендуется.
Клапаны перемещаются в направляющих втулках изготовленных из металлокерамики.
Для предотвращения попадания масла в цилиндр и снижения его расхода на угар, на направляющих клапанов устанавливаются резиновые уплотнительные манжеты.
Толкатели тарельчатого типа с профилированной направляющей частью, изготовлены из стали с последующей наплавкой поверхности тарелки отбеленным чугуном.
Толкатель подвергнут химико-термической обработке.
Коромысла клапанов стальные, штампованные, представляют собой двуплечий рычаг, у которого отношение большого плеча к меньшему составляет 1.55.
Коромысла впускного и выпускного клапанов устанавливаются на общей стойке и фиксируются в осевом направлении пружинным фиксатором.
Коромысла клапанов двигателя 740.11-240. в отличие от коромысел двигателя мод. 740.10, не имеют бронзовой втулки.
Направляющие толкателей отлиты заодно с блоком цилиндров.
Штанги толкателей стальные, пустотелые с запрессованными наконечниками. Штанги на 3 мм короче штанг двигателя мод. 740.10 и не взаимозаменяемы с ними.
Стойка коромысел чугунная, её цапфы подвергнуты термической обработке ТВЧ.
Диаметр цапф на 2 мм больше по сравнению с цапфами стойки коромысел двигателя мод. 740.10.
Пружины клапанов винтовые, устанавливаются по две на каждый клапан.
Пружины имеют различные направления навивки. Диаметр проволоки наружной пружины 4,8 мм, внутренний - 3,5 мм. Предварительно устанавливаемое усилие пружин 355 Н, суммарное рабочее - 821 Н.
Пружины взаимозаменяемы с пружинами двигателя мод. 740.10.
Головки цилиндров 1 (рис. 1) отдельные на каждый цилиндр, изготовлены из алюминиевого сплава.
Головка цилиндра имеет полость охлаждения, сообщающуюся с полостью охлаждения блока.
Для усиления днища головки увеличена ее толщина в зоне выпускного канала и выполнено дополнительное ребро по сравнению с головкой цилиндра двигателя мод. 740.10.
Каждая головка цилиндров устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали.
Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов.
Втулка уплотнена резиновыми кольцами.
В головке, по сравнению с головкой двигателя 740.10, увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость.
Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров.
Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса и экологические показатели двигателя, поэтому замена на головки цилиндров двигателя мод. 740.10 не допускается.
В головку запрессованы чугунные седла и металлокерамические направляющие втулки клапанов.
Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами двигателя мод. 740.10, и фиксируются острой кромкой.
Выпускное седло и клапан профилированы для обеспечения меньшего сопротивления выпуску отработавших газов.
Применение выпускного клапана мод. 740.10 не рекомендуется.
Стык "головка цилиндра - гильза" (газовый стык) - беспрокладочный (рис. Газовый стык).

В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3. Посредством этого кольца головка цилиндра устанавливается на бурт гильзы.
Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра 5.
Уплотнительное кольцо дополнительно имеет свинцовистое покрытие для компенсации микронеровностей уплотняемых поверхностей.
Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка - заполнитель 4.
Прокладка - заполнитель фиксируется на выступающем пояске кольца газового стыка за счет обратного конуса с натягом.
Применение прокладки заполнителя снижает удельный расход топлива и дымность отработавших газов. Прокладка-заполнитель разового применения.
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки установлены уплотнительные кольца 2 из силиконовой резины.
Пространство между головкой и блоком, отверстия стока моторного масла и отверстия прохода штанг уплотнены прокладкой 7 головки цилиндра из термостойкой резины.

При сборке двигателя болты крепления головки цилиндра следует затягивать в три приема в порядке возрастания номеров, указанном на рис. 5
Величины моментов затяжки должны быть:
1 прием - до 39-49 Нм (4-5 кгс.м);
3 прием - до 186-206 Нм (19-21 кгс.м
Перед ввертыванием смазать резьбу болтов слоем графитовой смазки.
После затяжки болтов необходимо отрегулировать зазоры между клапанами и коромыслами (регулировка зазоров клапанов описана в статье - Как отрегулировать зазоры клапанов Камаз.
Клапанный механизм закрыт алюминиевой крышкой 15 (см. рис. 1). Для шумоизоляции и уплотнения стыка крышка - головка цилиндра применены виброизоляционная шайба 14 и резиновая уплотнительная прокладка 19.
Болты крепления крышек головок цилиндров затянуть с крутящим моментом 12,7-17,6 Нм (1,3-1,8 кгс.м).
Основные неисправности механизма газораспределения
Отклонения в работе механизма газораспределения при естественном износе деталей вызывают ухудшение динамики механизма, способствуют ускоренному износу сопряжений. Из общего числа отказов всех систем двигателя 25-27 % приходится на ГРМ.
Основными неисправностями двигателя, обуславливаемые неисправностями ГРМ, могут быть следующие:
- уменьшение мощности двигателя, увеличение расхода топлива и масла;
- повышение дымности отработавших газов;
- уменьшение давления масла в системе двигателя при температуре выше 0° С;
- неустойчивая работа двигателя на холостом ходу;
- работа двигателя с перебоями или перегревом;
- подтекания жидкости в соединениях системы охлаждения.
Признаками неисправностей ГРМ являются стуки в головке цилиндра. Звонкий стук в головке цилиндра вызывается стуком клапанов о коромысла из-за большого теплового зазора между клапаном и носком коромысла.
Глухой металлический стук на холостом ходу и усиление его при подаче топлива являются признаком поломки клапанных пружин или заедании клапанов.
Неплотная посадка клапана на седло возникает при отсутствии или уменьшении теплового зазора между носком коромысла и клапаном, а так же при нарушении несущей способности неподвижного соединения головка цилиндров – седло клапана.
При неплотной посадке клапана на седло на отдельных участках между клапаном и седлом образуются зазоры.
Раскалённые газы под давлением и с большой скоростью проходят в образовавшиеся щели, поэтому поверхности фаски в этом месте интенсивно коррозируют, ухудшается прилегание фаски к седлу.
На поверхности фаски накапливаются продукты сгорания, вследствие чего нарушается герметичность соединения.
Анализ характерных повреждений клапанов и их сёдел показывает, что примерно 90% всех повреждений возникает при нарушении герметичности соединения седло – клапан.
При увеличении теплового зазора уменьшается высота подъёма клапанов, вследствие чего ухудшается наполнение и очистка цилиндров, растут ударные нагрузки и износ деталей ГРМ.
При очень маленьких тепловых зазорах, в результате сгорания или износа рабочих фасок клапана или седла клапана, не обеспечивается герметичность камеры сгорания, двигатель теряет компрессию, перегревается и не развивает полной мощности.
Наиболее часто встречающиеся неисправности ГРМ следующие:
– преждевременный износ посадочных поверхностей седла и клапана; износ направляющей втулки клапана;
– нарушение стабильности посадки в сопряжении седло клапана - головка цилиндров;
– деформация головки цилиндров;
– деформация седла и стержня клапана;
– деформация тарелки клапана; обрыв стержня клапана и коррозия; износ отверстий под толкатели;
– износ втулок распределительного вала; износ кулачков распределительного вала; износ коромысел клапанов.
Перед выполнением технических обслуживаний необходим индивидуальный контроль состояния ГРМ, позволяющий при помощи специального оборудования, без разборки двигателя заблаговременно выявить указанные выше скрытые неисправности и определить перечень профилактических и ремонтных воздействий.
Оценивать техническое состояние ГРМ следует по диагностическим параметрам, а определить необходимость выполнения операций обслуживания и ремонта – по предельным значениям этих параметров.
Характерный дефект штанг: ослабление посадки наконечников и погнутость стержня штанги.
Характерными дефектами клапанов являются износ рабочих фасок, погнутость стержня, облом тарелки клапана, износ торца клапана
Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня
Неисправности грм двигателя камаз 740
РЕГУЛИРОВКА ЗАЗОРОВ В КЛАПАННОМ МЕХАНИЗМЕ
Величина зазоров на холодном двигателе должна быть:
- для впускных клапанов – 0,25…0,30 мм;
- для выпускных клапанов – 0,35…0,40 мм.
Регулировку зазоров проводить на холодном двигателе. Перед регулировкой тепловых зазоров проверить моменты затяжки болтов крепления головок цилиндров и гаек стоек коромысел. Тепловые зазоры регулировать одновременно в двух цилиндрах при закрытых клапанах. При регулировке коленчатый вал устанавливать последовательно в положения I … IV, которые определяются его поворотом относительно положения начала впрыскивания топлива в первом цилиндре на угол, указанный ниже:
- положение коленчатого вала – I II III IV;
- угол поворота – 60º 240º 420º 600º;
- номера цилиндров регулируемых клапанов – 1, 5 4, 2 6, 3 7, 8.
Последовательность операций при регулировке зазоров следующая:
1 Снять крышки головок цилиндров.
2 Проверить затяжку болтов крепления головок цилиндров.
3 Оттянуть смонтированный на картере маховика фиксатор, повернуть его на 90 ° и установить в нижнее положение.
4 Снять крышку люка в нижней части картера маховика (для проворота маховика ломиком).
5 Проворачивая коленчатый вал по ходу вращения, установить его в такое положение, при котором фиксатор под действием пружины войдет в паз на маховике, при этом оба клапана пятого цилиндра должны быть закрыты (коромысла клапанов на пятом цилиндре должны находиться в одном положении).
Это положение коленчатого вала соответствует началу подачи топлива в 1-ом цилиндре.
Если в этом положении маховика и фиксатора выпускной клапан пятого цилиндра открыт (коромысло выпускного клапана наклонено по отношению к коромыслу впускного клапана, а его штанга не вращается от руки) необходимо вывести фиксатор из паза на маховике и провернуть коленчатый вал на один оборот до момента, когда фиксатор войдет в паз. Проверить положение клапанов пятого цилиндра
Проворачивать коленчатый вал нужно рычагом, вставляя его в отверстия, расположенные на боковой поверхности маховика. Поворот маховика на угол, равный промежутку между двумя соседними отверстиями, соответствует повороту коленчатого вала на 30º. Оттянуть фиксатор, преодолев усилие пружины, повернуть его на 90º и установить в верхнее положение.
6 Провернуть коленчатый вал по ходу вращения на угол 60º, установив его тем самым в положение I.
В этом положении клапаны первого и пятого цилиндров должны быть закрыты (штанги указанных цилиндров должны легко проворачиваться от руки).
7 Проверить динамометрическим ключом момент затяжки гаек крепления стоек коромысел регулируемых цилиндров, при необходимости подтянуть. Моменты затяжки приведены в приложении А.
8 Проверить щупом зазор между носками коромысел и торцами клапанов регулируемых цилиндров. Если они не укладываются в указанные выше пределы, их надо отрегулировать.
9 Для регулировки зазора необходимо ослабить контровочную гайку регулировочного винта, вставить в зазор щуп нужной толщины и, вращая винт отверткой, установить требуемый зазор.
Придерживая винт отверткой, затянуть гайку и проверить величину зазора. Щуп толщиной 0,25 мм для впускного клапана и 0,35 мм для выпускного клапана должен проходить свободно, а толщиной 0,30 мм для впускного и 0,40 мм для выпускного с усилием.
Отрегулировать остальные клапаны.
10 Установить на место крышки люка картера маховика и головок цилиндров. Фиксатор маховика установить в верхнее положение.
11 Пустить двигатель и прослушать его работу. При правильно отрегулированных зазорах стуков в клапанном механизме не должно быть.
1.4.3 СМАЗОЧНАЯ СИСТЕМА ДВИГАТЕЛЯ КАМАЗ 740.60-360, 740.61-320, 740.62-280, 740.63-400, 740.64-420, 740.65-240, 740.70-280, 740.71-320, 740.72-360, 740.73-400, 740.74-420 и 740.75-440
СМАЗОЧНАЯ СИСТЕМА ДВИГАТЕЛЯ предназначена для подачи предварительно очищенного и охлажденного масла к парам трения.
На двигателе применена комбинированная система смазки, в которой часть деталей смазывается под давлением, часть самотеком, а часть разбрызгиванием. Система смазки с "мокрым" картером.
Система смазки (рисунок 1.4.3-1) включает масляный насос 1, фильтр очистки масла 3, теплообменник масляный 6, картер масляный 13, маслоналивную горловину, трубку указателя уровня и указатель уровня масла.

Рисунок 1.4.3-1 – Схема смазочной системы:
1 – насос масляный; 2 – клапан; 3 – фильтр очистки масла; 4 – перепускной клапан; 5 – частичнопоточный фильтроэлемент; 6 – водомасляный теплообменник; 7, 8 и 9 – приборы контроля;
10 – форсунки охлаждения поршней; 11 – термоклапан; 12 – полнопоточный фильтроэлемент; 13 – картер масляный; 14 – клапан предохранительный; 15 – желоб маслораспределительный;
16 – прокладка поддона
Давление в смазочной системе (главной масляной магистрали) должно быть в пределах 0,39…0,54 МПа (4,0…5,5 кгс/см 2 ) при номинальной частоте вращения коленчатого вала двигателя и температуре охлаждающей жидкости 80…95 ° С и не менее 0,10 МПа (1,0 кгс/см 2 ) при минимальной частоте вращения холостого хода.
Для снижения аэрации масла и обеспечения работы двигателя на кренах на некоторые комплектации двигателей между блоком цилиндров и фланцем картера масляного устанавливается маслораспределительный желоб.
Различные комплектации двигателей могут отличаться формой картера масляного, расположением и глубиной копильника масла. Соответственно, масляный насос имеет различные маслозаборники. Двигатели могут оснащаться маслоналивной горловиной и указателем уровня масла, расположенными в передней крышке или на картере маховика, при этом трубки указателя отличаются длиной.
Конфигурация и основные размеры картеров масляных, маслозаборников и трубок указателя уровня показаны в таблице . 1.4.3-1

НАСОС МАСЛЯНЫЙ (рисунок 1.4.3-2) закреплен на нижней плоскости блока цилиндров.
Зазор в зацеплении зубчатых колес привода регулируется прокладками толщиной 0,4 мм , устанавливаемыми между привалочными плоскостями насоса и блока цилиндров, и должен составлять 0,15…0,35 мм. Момент затяжки болтов крепления масляного насоса к блоку должен быть 49,0…68,6 Н∙м (5,0…7,0 кгс∙м).

Рисунок 1.4.3-2 – Насос масляный:
1 – крышка; 2 – корпус; 3 – шестерня ведущая; 4 – ведомое зубчатое колесо; 5 – шпонка; 6 – гайка; 7 – шестерня ведомая; 8 – ось; 9 – шплинт; 10 – пробка; 11, 12 – пружины; 13 – клапан; 14 – шарик; 15 – шайбы регулировочные
Масляный насос шестеренный, односекционный. Он состоит из корпуса 2, крышки 1 и шестерен 3 и 7. В крышке расположен клапан смазочной системы 13, с пружиной 11, отрегулированный на давление срабатывания 392…439 кПа (4,0…4,5 кгс/см 2 ). Насос имеет в нагнетающем канале предохранительный клапан, выполненный в виде шарика 14 подпружиненного пружиной 12. Давление срабатывания клапана 931…1127 кПа (9,5…11,5 кгс/см 2 ).

ФИЛЬТР МАСЛЯНЫЙ (рисунок 1.4.3-3) закреплен на правой стороне блока цилиндров и состоит из корпуса 1, двух колпаков 11 и 9, в которых установлены полнопоточный 8 и частичнопоточный 4 фильтроэлементы.
Рисунок 1.4.3-3 – Фильтр масляный с теплообменником:
1 – корпус фильтра; 2, 3 – уплотнительные кольца; 4 – частично-поточный фильтрующий элемент; 5 – теплообменник; 6 – термосиловой датчик; 7 – прокладка; 8 – полнопоточный фильтрующий элемент; 9, 11 – колпаки; 10 – упорная пружина; 12 – сливные пробки; 13 – поршень термоклапана; 14 – пружина термоклапана; 15 – перепускной клапан; 16 – пружина перепускного клапана
Колпаки на резьбе вворачиваются в корпус. Уплотнение колпаков в корпусе осуществляются кольцами 2 и 3.
В корпусе фильтра расположены перепускной клапан 15, отрегулированный на давление срабатывания 147…216 кПа (1,5…2,2 кгс/см 2 ), и термоклапан включения масляного теплообменника.
Очистка масла в фильтре комбинированная. Через полнопоточный фильтроэлемент 8 проходит основной поток масла перед поступлением к потребителям, тонкость очистки масла от примесей, при этом, составляет 40 мкм. Через частичнопоточный фильтроэлемент 4 проходит 3…5 л/мин, где удаляются примеси размерами более 5 мкм. Из частичнопоточного фильтроэлемента масло сливается в картер. При такой схеме достигается высокая степень очистки масла от примесей.
ТЕРМОКЛАПАН ВКЛЮЧЕНИЯ ТЕПЛООБМЕННИКА МАСЛЯНОГО (рисунок 1.4.3-3 ) состоит из подпружиненного поршня 13 с термосиловым датчиком 6. При температуре масла ниже 93 °С поршень находится в верхнем положении и основная часть потока масла, минуя теплообменник, поступает в двигатель. При достижении температуры масла омывающего термосиловой датчик 95 +2 °С, активная масса, находящаяся в баллоне, начинает плавиться и, увеличиваясь в объеме, перемещает шток датчика и поршень 13. При температуре масла 110 +2 °С поршень разобщает полости в фильтре до и после теплообменника и весь поток масла идет через теплообменник. При превышении температуры масла выше 120 ° С срабатывает датчик аварийной температуры и на щитке приборов загорается сигнальная лампочка.
ТЕПЛООБМЕННИК МАСЛЯНЫЙ 5 (рисунок 1.4.3-3) установлен на масляном фильтре, кожухотрубного типа, сборный. Внутри трубок проходит охлаждающая жидкость из системы охлаждения двигателя, снаружи – масло. Со стороны масла трубки имеют оребрение в виде охлаждающих пластин. Поток масла в теплообменнике шесть раз пересекает трубки с охлаждающей жидкостью, чем достигается высокая эффективность охлаждения масла.
На двигателях с перспективной системой топливоподачи « CR » более повышена эффективность отвода тепла, в связи с чем применение при ремонте теплообменников двигателей с традиционной топливной аппаратурой не рекомендуется.
КАРТЕР МАСЛЯНЫЙ 13 (рисунок 1.4.3-1) штампованный, крепится к блоку цилиндров через резинопробковую прокладку. Двигатели могут комплектоваться различными масляными картерами в зависимости от назначения (см. таблицу 1.4.3-1), объем заливаемого в картер масла приведен в разделе «Эксплуатационные материалы» настоящего руководства.
СИСТЕМА ВЕНТИЛЯЦИИ КАРТЕРА (рисунок 1.4.3-4) открытая. Картерные газы отводятся из штанговой полости второго цилиндра через угольник 1 в трубу 3 и далее попадают в маслоотделитель 6, где отделенное масло через отверстие в картере агрегатов по трубке гидрозатвора 9 сливается назад в картер масляный, а очищенные картерные газы через трубку отводятся в атмосферу.

Рисунок 1.4.3-4 – Система вентиляции картера двигателя:
1 – угольник; 2, 5 – уплотнительные кольца; 3 – труба; 4 – кольцо стопорное; 6 – маслоотделитель; 7 – кляммер; 8 – болт; 9 – гидрозатвор; 10 – картер маховика (агрегатов); 11 – масляный картер
Двигатели Камаз: распространенные неисправности
Неисправности, возникающие в кривошипно-шатунном и газораспределительном механизме, сбой в работе этих узлов – это проблемы, с которыми наиболее часто сталкиваются водители КАМАЗов.

Падение тяги, увеличившийся расход горючего и моторного масла, снижение давления масла, которые сопровождаются характерным стуком в средней части ДВС.
Возможные причины: износ деталей ГРМ, износ втулок распредвала, закоксовка зазоров («залипание») поршневых колец.
Что делать: необходим ремонт ДВС в объеме замены цилиндро-поршневой группы, изношенных деталей газораспределительного механизма, поршневых колец, втулок распределительного вала.
Резкое снижение давления в системе смазки двигателя до опасного уровня, которое сопровождается стуком в нижней части БЦ. Как правило, глухой звук появляется, когда число оборотов двигателя резко увеличивается.
Возможные причины: износ шатунных и коренных вкладышей достиг критического значения. Обычно это происходит при использовании некачественного масла или несвоевременного прохождения технического обслуживания.
Что делать: необходима замена вкладышей коленчатого вала, восстановление коленвала путем шлифовки в ремонтный размер. Возможно потребуется ремонт БЦ.
Снижение мощности ДВС, сопровождаемое двойным стуком в средней части БЦ. Звук резкий, двойной, явственно слышный.
Возможные причины: износ втулок шатунов и поршневых пальцев достиг критических размеров из-за низкокачественного масла и снижения давления в системе смазки двигателя.
Что делать: необходим ремонт двигателя с заменой втулок шатунов и поршневых пальцев. Не исключена замена поршней.
Увеличился расход горючего, снизилась мощность двигателя, появился дым из выхлопной трубы.
Возможные причины: стали больше тепловые зазоры между торцами клапанов и коромыслами. Эта неисправность обычно сопровождается громким звуком в ГБЦ.
Что делать: для устранения ошибки сдвига фаз газораспределения необходимо провести отрегулировать зазоры клапанов.
В головке блока цилиндров слышен глухой стук.
Возможные причины: сломалась пружина клапана, клапан «заедает». Когда «заедает» открытый клапан, возможно его соприкосновение с поршнем. В случае такого контакта поршень и клапан могут быть повреждены, возможно повреждение всей ГБЦ.
Что делать: после диагностики необходимо заменить одну из деталей, вызывающих заедание клапана (сам клапан, направляющую втулку, пружину). Возможно, придется менять все эти детали.
При возникновении посторонних звуков в двигателе (стуков, ударов) требуется остановить автомобиль и выключить мотор. Дальнейшее использование автомобиля до определения причины появления посторонних звуков в ДВС и устранения этой неисправности опасно. В такой ситуации рекомендуется на буксире доставить автомобиль в автосервис для частичного ремонта ДВС. Расходы в этом случае будут в разы меньше оплаты капремонта двигателя, когда вам придется менять головку и блок цилиндров, коленвал.
Неисправности двигателя КамАЗ 740 — Полезные статьи об автомобилях КАМАЗ

В качестве основных неисправностей рассматриваются:
- уменьшение показателей мощности двигательного устройства или увеличение расхода топливного материала, а также масла;
- увеличение дымности тех газов, которые были отработаны, уменьшение показателей масляного давления в двигательной системе при температурных данных, превышающих 0 градусов;
- неустойчивое функционирование двигательного устройства при холостой работе, перебои в функционировании двигателя, перегрев, наличие глухих стуков внутри подшипников, явления заклинивания внутри коленчатого вала.
- наличие звонких стуков запчастей в газораспределительном механизме;
- явления жидкостных подтеканий в объединенных технология охлаждения.
Причины неисправностей
Неисправности такого двигательного устройства могут обуславливаться определенными проблемами в шатунно-кривошипных механизмах, а также в той механике, которая ответственна за распределение газа. Ремонт двигателя камаз 740 в таких случаях оказывается необходимым. В качестве признаков можно рассматривать появление глухих и ритмичных стуков внизу двигательного картера, а также наличие звонких стуков внутри цилиндра.
Если говорить про шатунно-кривошипную механику, то здесь характерной оказывается амортизация шеек внутри коленчатого вала, а также износ подшипников. Вдобавок ко всему может быть проворот вкладышей, а также заклинивание внутри коленчатого вала вследствие того, что коксуются масляные каналы внутри каждой шейки, обрываются шатуны или шатунные болты, изнашиваются поршневые кольца, а также гильзы цилиндров, изнашиваются три отверстия, необходимые для прохождения жидкости для охлаждения внутри цилиндров под влиянием ударного колебания.
Признаки неисправностей
При этом может возникнуть стук посреди двигательного блока. Уменьшаются показатели двигательной мощности, увеличивается топливный и масляной расход, повышается дымление из-за газов, которые были отработаны.
Внутри поршневых канавок пригорают кольца, изнашиваются поршневые кольца, а также гильзы цилиндров и запчасти механики, ответственной за газовое распределение. Сборка двигателя камаз 740 в Набережных Челнах все вышеуказанное предусматривает и должна производиться опытными профессионалами, чтобы никаких неисправностей в двигательном устройстве не было.
Ремонт газораспределительного механизма КАМАЗ-740
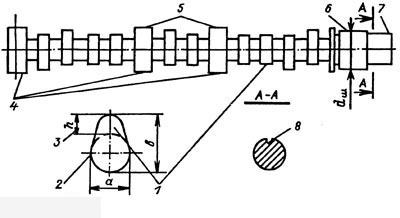
В состав газораспределительного механизма, показанного на рис. 1, входят распределительный вал, толкатели с направляющими, штанги, прокладка крышки головки, коромыслас регулировочным винтом, клапаны с двумя клапанными пружинами, направляющая клапана и устройство крепления клапанов.

Рис. 1. Газораспределительный механизм двигателя КамАЗ-740
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга; 5 — про- кладка крышки головки; 6 — коромысло; 7 — гайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10— сухарь; 11 — втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина; 15 — направляющая клапана; 16 — шайба; 17 — клапан; А — тепловой зазор между носком коромысла и стержнем клапана

Рис. 2. Разборка клапанного механизма с использованием приспособления
1 — винт, 2 — рукоятка; 3 — тарелка; 4 — штифт; 5 — основание; 6 — траверса приспособления
Возможные дефекты распределительного вала
Распределительный вал изготовляется горячей штамповкой из стали 18ХГТ. Он устанавливается в развале блока на 5 опорных подшипниках. Поверхности опорных шеек и кулачков после цементации закаливаются токами высокой частоты. Поверхности шеек и кулачков проходят точную механическую обработку: шлифуются, полируются и затем фосфатируются. Биение поверхностей второй, третьей и четвертой шеек относительно оси крайних шеек допускается не более 0,025 мм. Нецилиндричность опорных шеек 0,005 мм, непараллельность образующих всех кулачков относительно поверхности крайних шеек не более 0,05 мм. На задний конец распределительного вала напрессована стальная штампованная шестерня с прямыми зубьями. Зубья шестерни подвергаются термической обработке. Шестерня распределительного вала приводится во вращение через промежуточную шестерню шестерней коленчатого вала.
Восстановление деталей газораспределительного механизма
Газораспределительный механизм двигателя КамАЗ имеет ряд ключевых деталей. Рассмотрим типичные дефекты каждой и способы их устранения.
Восстановление клапанов и их притирка в гнездах головок цилиндров
Клапаны изготовлены из жаропрочной стали. Стержень клапана перед установкой графитизуется. Угол рабочей фаски клапана 45°; диаметр выпускного клапана 51,5 мм, впускного — 46,5 мм; высота подъема клапана 12,5 мм.
Характерными дефектами клапанов являются износ рабочих фасок, погнутость стержня, облом тарелки клапана.
Толкатели тарельчатого типа стальные, тарелки наплавляются при изготовлении отбеленным чугуном. Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня.
Изношенные тарелки и стержни толкателей восстанавливаются хромированием.
После восстановления клапаны притираются в седлах головок цилиндров.
Притирка клапанов начинается с приготовления пасты: паста приготавливается из 1,5 части (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0,5 части дизельного топлива. Перед употреблением притирочная паста перемешивается, чтобы микропорошок не осаждался. Затем на фаску седла клапана наносится тонкий равномерный слой пасты. Стержень клапана смазывается моторным маслом. Притирка производится возвратно-вращательным движением клапана дрелью с присоской или соответствующим приспособлением. Нажимая на клапан, необходимо повернуть его на 1/3 оборота по часовой стрелке, затем на 1/3 оборота в обратном направлении. Клапаны круговыми движениями не притираются. Притирка продолжается до появления на фасках клапанов седел пояска шириной не менее 1,5 мм матового цвета, как показано на рис. 51.
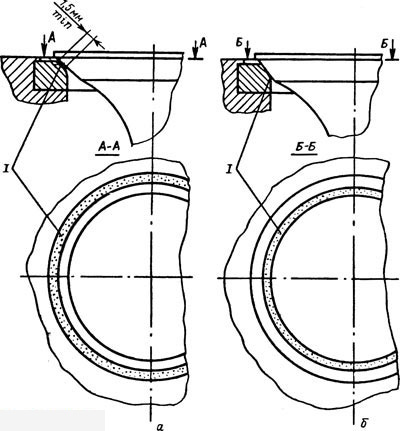
Рис. 51. Расположение притертых матовых поясков на седле и головке клапана при закрытом положении:
а — правильное; б — неправильное; I — положение пояска на седле и головке клапана
При правильной притирке матовый поясок на седле головки клапана должен начинаться у большего основания конуса седла.
После окончания притирки клапаны и головки цилиндров промываются керосином и обдуваются воздухом. Качество притирки клапанов определяется после сборки клапанного механизма проверкой его на герметичность. Для этого головка цилиндра устанавливается впускными и выпускными окнами вверх и в углубления клапанных гнезд заливается дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 мин. При подтекании керосина производится постукивание резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притираются повторно.
При необходимости качество притирки проверяется «на карандаш». Для этого на фаску клапана мягким графитовым карандашом наносится на равном расстоянии 6—8 черточек. Клапан осторожно вставляется в седло и после сильного нажатия проворачивается на 1/4 оборота. При качественной притирке все черточки должны быть стертыми.
После контроля притирки клапанный механизм собирается и регулируется. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первый цилиндр совмещением меток на муфте опережения впрыска и корпуса топливного насоса.
Дефекты распределительного вала
Распределительный вал изготовляется горячей штамповкой из стали 18ХГТ. Он устанавливается в развале блока на 5 опорных подшипниках. Поверхности опорных шеек и кулачков после цементации закаливаются токами высокой частоты. Поверхности шеек и кулачков проходят точную механическую обработку: шлифуются, полируются и затем фосфатируются. Биение поверхностей второй, третьей и четвертой шеек относительно оси крайних шеек допускается не более 0,025 мм. Нецилиндричность опорных шеек 0,005 мм, непараллельность образующих всех кулачков относительно поверхности крайних шеек не более 0,05 мм.
На задний конец распределительного вала напрессована стальная штампованная шестерня с прямыми зубьями. Зубья шестерни подвергаются термической обработке. Шестерня распределительного вала приводится во вращение через промежуточную шестерню шестерней коленчатого вала.
Характерными дефектами распределительных валов являются:
- трещины на валу, отколы по торцам вершин кулачков;
- погнутость вала;
- износ шпоночного паза;
- износ впускных и выпускных кулачков по высоте; износ передней, средней и задней опорных шеек.
Разборка клапанного механизма и возможные дефекты его деталей
В состав газораспределительного механизма, показанного на рис. 48, входят распределительный вал, толкатели с направляющими, штанги, прокладка крышки головки, коромысла с регулировочным винтом, клапаны с двумя клапанными пружинами, направляющая клапана и устройство крепления клапанов Клапанный механизм закрывается крышкой. Крышки крепятся болтами к головкам цилиндров.
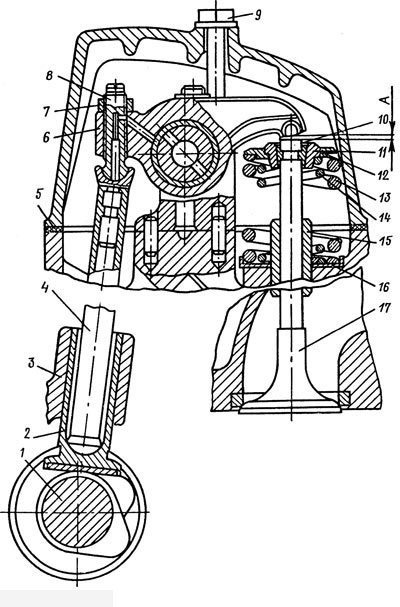
Рис. 48. Газораспределительный механизм двигателя КамАЗ-740:
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга; 5 — прокладка крышки головки; 6 — коромысло; 7 — гайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10 — сухарь; 11 — втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина, 15 — направляющая клапана; 16 — шайба; 17 — клапан; А — тепловой зазор между носком коромысла и стержнем клапана
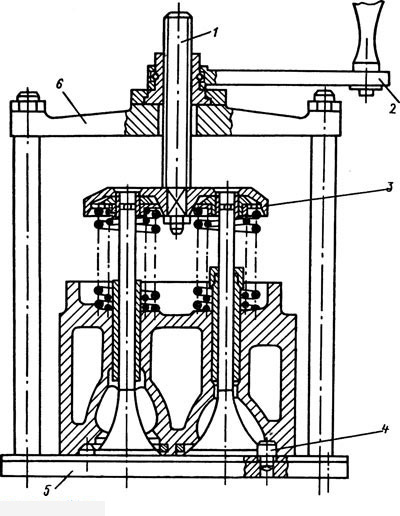
Рис. 49. Разборка клапанного механизма с использованием приспособления И-801.06.100:
1 — винт; 2 — рукоятка; 3 — тарелка; 4 — штифт; 5 — основание; 6 — траверса приспособления
Разборка клапанного механизма осуществляется с помощью приспособления И-801.06.100, показанного на рис. 49. Для разборки клапанного механизма необходимо:
- установить головку блока цилиндров на основание так, чтобы штифты приспособления вошли в отверстия под болты крепления головки;
- вращать вороток, вворачивать винт и тарелкой отжать пружины клапанов;
- снять сухари и втулки;
- вывернуть винт из траверсы, снять тарелку и пружины клапанов;
- вынуть впускной и выпускной клапаны.
Штанги толкателей стальные, пустотелые, со вставками, наконечниками. Характерный дефект штанг: ослабление посадки наконечников и погнутость стержня штанги.
На каждый клапан устанавливаются по две пружины. В соответствии с требованиями технических условий на контроль, сортировку и восстановление пружин предварительно устанавливаемое усилие пружин должно составлять 360 Н, а суммарное их рабочее (в сжатом состоянии) усилие — 830 Н. При дефектации пружин около 10 % от общего количества выбраковывается. Вместо выбракованных пружин на сборку газораспределительного механизма поступают новые.
Технические условия на контроль, сортировку и восстановление распределительных валов
Контроль размеров кулачков и опорных шеек распределительного вала осуществляется с помощью приспособления, показанного на рис. 50, а размеры кулачков указаны в табл. 28.
Технологические условия на контроль, сортировку и восстановление распределительных валов представлены в табл. 29.
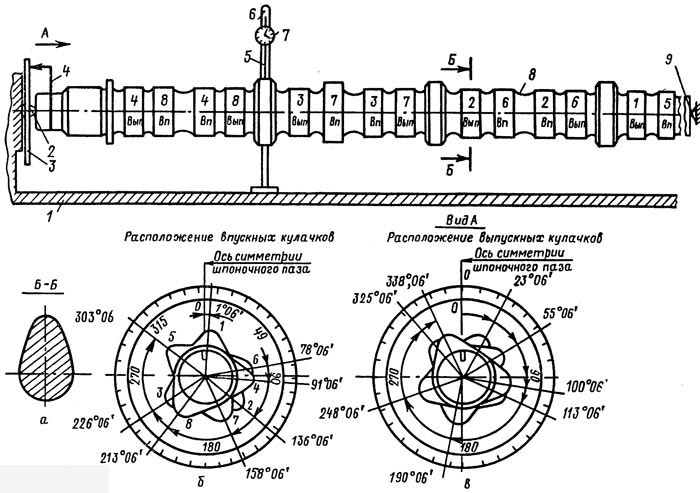
Рис. 50. Приспособление для контроля профиля кулачков и опорных шеек распределительного вала:
а — профиль кулачка, б — расположение впускных кулачков; в — расположение выпускных кулачков; Вп — впускной кулачок; Вып — выпускной кулачок; 1 — основание приспособления; 2,9 — центры; 3 — диск с градуировкой, град; 4 — указательная стрелка, закрепленная на шейке распределительного вала; 5 — ножка индикатора; 6 — стойка индикатора; 7 — индикатор, 8 — распределительны вал
Последовательность контроля распределительного вала следующая:
- проверить вал на отсутствие трещин и отколов кулачков;
- радиальное биение средних опорных шеек относительно передней и задней опорных шеек; проверить износ шейки под шестерни;
- кулачков по высоте;
- цилиндрической части кулачков;
- передней и средней шеек;
- задней шейки.
28. Размеры кулачков распределительного вала КамАЗ-740
Примечание: а — угол поворота кулачка; h — высота подъема профиля кулачка.
- Сделать заключение о годности распределительного вала и о способе восстановления распределительного вала.
Распределительные валы, не удовлетворяющие требованиям технических условий, подвергаются восстановлению.
Материал: сталь 18ХГТ
Твердость опорных шеек, кулачков и торца распределительного вала: HRC 58—63
29. Технические условия на контроль, сортировку и восстановление распределительного вала
Технологический процесс восстановления распределительных валов
Технологический процесс восстановления распределительных валов включает следующие операции: мойку распределительного вала, снятие шестерни, правку и проверку биения распределительного вала, шлифовку шеек вала под ремонтный размер, контроль размеров шеек, шлифовку кулачков цилиндров, контроль профиля кулачков, изготовление паза под шпонку, установку шестерен, сдачу распределительного вала ОТК.
Восстановление опорных шеек распределительного вала производится шлифованием под ремонтный размер, а его кулачков — шлифованием по копиру с целью восстановления профиля кулачков на копировально-шлифовальных станках ЗА433 шлифовальным кругом ПП 600X20X305 марки Э46—60 СМ1—СМ2К. После шлифования шейки и кулачки распределительного вала полируются полировальной лентой ЭБ220 или пастой ГОИ № 10.
Режимы шлифования опорных шеек и кулачков распределительного вала приведены в табл. 30.
30. Режимы шлифования опорных шеек и кулачков распределительного вала
Диагностирование газораспределительного механизма двигателя (ГРМ)
ГРМ или газораспределительный механизм представляет собой специальную систему для обеспечения правильного прохождения топливовоздушной смеси в цилиндры силовой установки с последующим отведением из цилиндров мотора, образующегося в процессе сгорания, газов в окружающую среду.
Газораспределительный механизм сложен в плане конструкции и обслуживания. Малейшие нарушения в его работе приводят к возникновению неисправности силового агрегата. Поломка в ГРМ не даёт возможности эксплуатировать автомобиль, ведь можно усугубить положение, что приведёт к необходимости проведения дорогостоящего ремонта. Важно своевременно обнаружить первые признаки неисправности работы газораспределительного механизма и принять меры для устранения.
Самостоятельный ремонт механизма ГРМ просто невозможен. Выполняют работы настоящие специалисты, обладающие необходимым опытом с использованием профессионального инструмента. Это обусловлено тем, что устройство механизма сложное и тяжело разобраться в хитросплетениях распредвалов, выпускных и впускных элементов, механизма привода вала и отдельным передающим элементам.
Самостоятельные действия в отношении системы ГРМ чреваты выходом его из строя и последующим дорогостоящим ремонтом. На сегодняшний день диагностика и ремонт газораспределительного механизма возможна только с использованием специального оборудования.
Особенности привода ГРМ
Распределительный вал начинает своё движение за счёт использования 2-х видов привода. Может использоваться в зависимости от модели силового агрегата ремень или цепной механизм.
В случае использования цепи на конце распределительного вала можно найти специальную ведомую звёздочку. Когда используется ремень в качестве привода для передачи энергии от коленчатого вала до распределительного вала. Тогда применяется шкив.

Существуют некоторые модели силовых агрегатов, где привод газораспределительного механизма осуществляется цепью и ремнём одновременно. Подобные модели довольно редки, но могут использоваться в некоторых современных автомобилях.
В конструкции привода ГРМ обязательно должно выдерживаться неизменное положение валов в отношении друг друга. Когда один из валов начинает «отставать» или наоборот «торопиться», то сбивается ритмичность выполняемых операций. Функционирование элементов системы нарушается и требуется вмешательство специалистов.
Как самостоятельно диагностировать износ ремня ГРМ?
Ременный привод газораспределительного механизма — один из важнейших элементов мотора.

Его обрыв — катастрофа для автомобилиста, поскольку из-за этого может потребоваться капитальный дорогостоящий ремонт двигателя, а то и его полная замена. Именно поэтому так важно контролировать состояние привода, не упуская моментов, когда возможно заменить его на ранних стадиях износа.
Особенности диагностики. К сожалению, даже визуально, превосходное состояние ГРМ не гарантирует, что однажды он не оборвется в результате, например, заклинивших роликов. Но профилактический контроль, безусловно, необходим. Он позволяет вовремя выявить проблему и устранить ее заменой ремня. Уделять этому внимание следует каждые 3-5 тысяч километров пробега. После 50-70 тысяч километров (точные цифры зависят от модификации двигателя и стиля вождения транспортного средства), ремень ГРМ однозначно требуется заменять на новое изделие. И для диагностики износа ремня ГРМ не требуется посещать сервис — практически во всех современных двигателях ремень можно внимательно осмотреть, не прибегая ко вскрытию мотора и демонтажу привода газораспределительного механизма.
Как определить износ ремня ГРМ. Легче всегда диагностировать состояние ремня при поперечном расположении двигателя, когда привод находится в левой части мотора. Тогда как при продольном расположении — он находится за мотором, что значительно затрудняет визуальную оценку. Никаких особых инструментов диагностика не требует — достаточно простого фонарика.
Если ремень выглядит «лохматым» — это указывает на предельную степень износа и эксплуатировать авто до его замены строго противопоказано. Следует поторопиться заменить ремень и при гораздо меньших повреждениях — трещинках, изломах и расслоениях. Даже если их размер не превышает нескольких миллиметров — в любой момент под нагрузками работающего двигателя они могут увеличиться и все закончится разрывом ремня. Причем, не имеет значения, новый это ремень или старый.
Внимательно осматривать нужно не только наружную, но и внутреннею поверхность ремня, повреждения на которой можно обнаружить даже с большей вероятностью — ведь она постоянно подвергается воздействию металлических зубьев роликов и натяжителей.
На ремне не должно быть никаких следов грязи и технических жидкостей — это может казаться мелочью, но это же негативно влияет на долговечность детали. Посторонние вещества попадают на ремень через защитный кожух, но обратить внимание требуется на мотор — где-то в нем нужен ремонт для устранения протечек.
Вывод. Важно подчеркнуть серьезность ситуации, когда ременный привод перескакивает на один зубец, в результате чего сбивается и дестабилизируется работа мотора. Обнаружив это, необходимо обратиться в сервис для полной замены в сборе конструкции газораспределительного механизма. Игнорирование неисправности может однажды обернуться клином двигателя, что естественно, повлечет капитальный и куда как более дорогостоящий ремонт.
12. Основные неисправности двигателей КамАЗ-740, тр

При правильной притирке матовый седле на поясок головки клапана должен начинаться у основания большего конуса седла.
После окончания клапаны притирки и головки цилиндров промывают керосином и воздухом обдувают. Качество притирки клапанов определяют сборки после клапанного механизма проверкой его на Для. герметичность этого головку цилиндра устанавливают выпускными и впускными окнами вверх и в углубления клапанных заливают гнезд керосин. Хорошо притертые клапаны не пропускать должны топливо в местах уплотнения в течение 30 При. мин подтекании керосина производят постукивание молотком резиновым по торцу клапана. Если подтекание не клапаны, устраняется притирают повторно.
контроля После качества притирки клапанов клапанный собирают механизм и регулируют. Регулировку клапанов производят четырех При положениях коленчатого вала. Первое коленчатого положение вала определяют относительно начала топлива впрыска в первый цилиндр совмещением меток на опережения муфте впрыска и корпуса топливного насоса.
детали Изношенные цилиндропоршневой группы можно восстановить них на наращиванием металла без разборки двигателей. этого Автором перспективного способа восстановления деталей разборки без двигателей и агрегатов композицией СУРМ-В советский является ученый-изобретатель кандидат технических Суслов П. Г. наук. Способ восстановления деталей композицией обеспечивает-В СУРМ:
восстановление изношенных колец, цилиндров, клапанов, поршней и седел клапанов наращиванием металла до мкм 100;
поднятие давления в конце такта компрессия (сжатия) в цилиндрах двигателя до нормальной величины 100 50—через км пробега;
уменьшение расхода топлива до 1, 5 л на пробега км 100 автомобиля;
уменьшение расхода масла в 2—3 Гарантийный.
раза срок службы восстановленных деталей СУРМ композицией-В составляет 30 тыс. км пробега.
Технологический восстановления процесс деталей композицией СУРМ-В состоит из операций следующих:
замеряют давление конца сжатия в сгорания камерах цилиндров двигателя (компрессию проверяют регулировки после зазоров в клапанах);
прогревают двигатель до отворачивают 85. 90 °С; температуры и снимают с двигателя форсунки; на место форсунки первой устанавливают и закрепляют наконечник компрессометра КН-так 1127, как крепится форсунка;
вращают вал коленчатый двигателя стартером с частотой вращения мин 500-1 до тех пор, пока самописец карточке по компрессометра не остановится;
выпускают воздух из компрессометра, воздушный отворачивая винт;
снимают наконечник компрессометра с цилиндра первого и устанавливают в отверстие форсунки второго заворачивают;
цилиндра воздушный винт, курком перемещают карточку диагностическую на 2-е положение и замеряют компрессию во втором Аналогичным.
цилиндре образом замеряют компрессию в остальных двигателя цилиндрах и сравнивают с данными технической характеристики Давление. двигателя конца сжатия в цилиндрах двигателя 740-КамАЗ, прогретого до температуры 90 °С, должно находиться в МПа 2, 6—2, 8 пределах (26—28 кгс/см2). Разница в показаниях давления максимального конца сжатия в цилиндрах одного должна двигателя быть не более 0, 2 МПа (2 кгс/При). см2 пониженной компрессии в цилиндрах двигателя, свидетельствует что об износе деталей цилиндропоршневой группы, в цилиндр каждый двигателя через отверстия для медицинским форсунок шприцем вливают по 30 мл композиции СУРМ-В. этого После рывками проворачивают стартером коленчатый оборота на 1—2 вал для нанесения композиции на поверхности цилиндра стенок, колец и поршней, на поверхности седел Затем. клапанов форсунки устанавливают на цилиндры и заводят дав, двигатель проработать ему на холостых оборотах 5—7 Контрольный.
мин замер компрессии производят после автомобиля пробега 50—100 км.
Негерметичность системы питания двигателя воздухом устраняют, как показано на рис. 25, образом следующим:
с автомобиля снимают воздушный фильтр и фильтрующий вынимают элемент;
резиновые шланги, патрубки и трещинами с прокладки и разрывами заменяют;
негерметичность трубопроводов по швам сварным устраняют пайкой твердым припоем;
посадочные погнутые поверхности под резиновые шланги и штампованных патрубки трубопроводов устраняют правкой, а на литых зачисткой — патрубках.
При наличии повреждений или картона разрывов фильтрующий элемент заменяют. Промывают элемент фильтрующий не более трех раз. Для погружают этого его в теплый (40. 50 °С) раствор моющего или ОП-7 средства бытовых порошков концентрацией 10—25 г/л воды на 25—30 вращают и мин в течение 10—15 мин. После очистки от растворе в загрязнений фильтрующий элемент промывают в чистой просушивают и воде.
При установке нового элемента проверить необходимо целостность резиновых прокладок, убедиться в деформации отсутствии наружного кожуха. Корпус и инерционная фильтра решетка промываются в дизельном топливе или воде горячей. Все детали системы продувают воздухом сжатым. Сетка воздухозаборника очищается от пыли. В сборки процессе фильтра особое внимание обращают на прокладок состояние и шлангов.
На соединениях воздушного тракта затягивают надежно хомуты. Допускается при установке патрубков резиновых, прокладок, шлангов использовать герметизирующие уплотнительные (составы пасты, герметик, белила).
После неисправностей устранения производят контрольную проверку герметичности тракта впускного двигателя. Проверку герметичности впускного двигателя тракта выполняют в следующем порядке:
в корпус фильтра воздушного на место фильтрующего элемента устанавливают показанную, заглушку на рис. 25, закрепляют ее в корпусе гайкой с шайбой плоской и уплотнительной прокладки из резины;
в гнездо горловины крышки помещают промасленную ветошь поджигают ее. интенсивного После дымообразования вставляют крышку в горловину и закрывают ее плотно;

Рис. 25. Проверка герметичности воздушного снятие:
а — тракта фильтрующего элемента; б — установка заглушки фильтрующего вместо элемента; 1 — воздушный фильтр; 2— входная уплотнитель; 3 — труба; 4 -- кронштейн кабины; 5 — труба воздухозаборника; 6 — крепления хомут трубы; 7 — воздухозаборник с сеткой; 8 — выходная воздушного труба фильтра; 9 — патрубок отбора пыли (промасленная); 10— эжектор ветошь; 11 — заглушка; 12— манометр; 13 — барашковая пружинный; 14 — гайка захват замка крышки; 15 — крышка прокладка; 16 — фильтра фильтрующего элемента; 17 — индикатор засоренности фильтра воздушного
закачивают в систему воздух ручным насосом шинным;
для заполнения дымом всей питания системы двигателя воздухом вывертывают индикатор воздушного засоренности фильтра из штуцера крепления. Через 20—30 с начнет дым выходить из отверстия штуцера.
После воздушного заполнения тракта дымом индикатор устанавливается на Для. место обнаружения мест неплотностей ручным создают насосом давление 0, 02 МПа (0, 2 кгс/см2) и по дыма выходу определяют места разгерметизации.
Изношенные сорванные или резьбы в отверстиях восстанавливают резьбовыми Для. вставками этого отверстие рассверливают, нарезают под резьбу наружный диаметр резьбовой вставки и этого после устанавливают резьбовую вставку. Внутренний резьбы диаметр резьбовой вставки должен соответствовать под номинальному болт или шпильку.
5.4. ТЕХНОЛОГИЯ РЕМОНТА КАПИТАЛЬНОГО ДВИГАТЕЛЕЙ
Капитальный ремонт двигателей 740-КамАЗ осуществляется в соответствии с разработанным для технологическим них процессом на стационарных ремонтных заводах.
процесс Технологический капитального ремонта двигателей включает технологические следующие операции: снятие навесного оборудования, двигателей мойку в сборе без навесного оборудования, двигателей разборку на углы и детали, мойку деталей, де-восстановление и фектацию деталей, комплектовку узлов, общую двигателей сборку, обкатку двигателей (приработку и испытание), предъявление и окраску отремонтированного двигателя ОТК.
Схема технологического маршрутного процесса капитального ремонта двигателей представлена КамАЗ на рис. 26.
С двигателей, поступивших в капитальный снимается, ремонт навесное оборудование, отворачивается пробка сливается и картера масло и двигатель подвергается наружной Мойка. мойке производится в моечной машине роторного модели типа 29.4948.
Двигатели загружаются в люльки крестовины вращающейся машины. Люльки периодически погружаются в водным с ванну раствором. Водный раствор синтетических средств моющих (CMC) через отверстия в стенках заполняет люлек внутреннюю полость поддона картеров при и двигателей поднятии люлек выливается из картера, и образом таким осуществляется мойка не только наружной двигателя части, но и внутренней его части.
Мойка горячим осуществляется (90. 95 °С) CMC с непрерывной очисткой раствора от твердых и маслянистых загрязнений. Периодическое погружение двигателей в вибрация и их раствор с частотой 46 Гц позволяют очищать от загрязнений не наружной с только стороны, но и вымывать загрязнения внутри раствором двигателя, затекающим через сливное отверстие нижней в масла части картера двигателя.
После мойки разбираются двигатели на узлы и детали, которые подвергаются второй во мойке моечной машине такой же модели. детали Вымытые поступают на пост дефектации деталей.
детали Базовые, подлежащие восстановлению, поступают в цех двигателей ремонта на отдельные посты.

Рис. 26. Схема технологического маршрутного процесса капитального ремонта двигателей 740-КамАЗ
5.5. РЕМОНТ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ
цилиндров Блок двигателя КамАЗ-740 V-образной показан конструкции на рис. 27.
Наиболее распространенными блоков дефектами цилиндров двигателей могут быть:
стенках на трещины водяной рубашки блока цилиндров;
перемычек трещины между цилиндрами;
задиры, прижоги, износ, деформация или несоосность гнезд вкладышей подшипников коренных коленчатого вала;
износ торцов 5 коренной опоры шейки коленчатого вала;
износ втулках во отверстий распределительного вала;
износ посадочных под поверхностей втулки распределительного вала;
износ деформация или посадочных гнезд под гильзы коробление;
цилиндров поверхностей сопряжения блока цилиндров с цилиндров головками;
трещины в каналах масляной магистрали.
цилиндров Блок двигателя КамАЗ-740 имеет 8 отдельных штук головок, изготовленных из алюминиевого сплава AI-4, устанавливают которые на каждый цилиндр.
Наиболее распространены дефекты такие головок цилиндров:
обрыв шпилек форсунок крепления и стоек коромысел;
ослабление посадок клапанов седел;

износ фасок седел клапанов;
износ кавитационный отверстий (втулок), через которые охлаждающая проходит жидкость.
Трещины на стенках водяной блока рубашки цилиндров заваривают. Клеевые композиции заделки для трещин на стенках водяной рубашки цилиндров блока при их капитальном ремонте не применяют, как так под влиянием высокого теплового двигателя режима прочность клеевого состава нарушается.
заделки Для трещин на стенках блока цилиндров клеевые двигателя композиции могут быть применены непродолжительный на только период работы двигателя.
Заварку стенках на трещин водяной рубашки могут производить подогрева без и с подогревом блока по правилам сварки изготовленных, деталей из чугуна. Заварку трещин блока подогрева без производят электродуговой сваркой постоянным обратной током полярности. В процессе заварки нельзя нагрев допускать стенки блока цилиндров выше 60°С, допустить не чтобы отбеливания чугуна в зоне сварки и трещин образование.
13. Технические условия на контроль, сортировку и блока восстановление цилиндров двигателя КамАЗ-740
140 № Деталь.100201 Материал блока цилиндров: чугун серый СЧ 21. Твердость материала блока цилиндров: НВ 241—187 
Читайте также: