
Трещина на клапане ваз
Обновлено: 02.05.2024
Ошибки при монтаже и регулировке
Причина:
Отрегулированный зазор в клапанном приводе слишком мал, или не соблюдалась периодичность технического обслуживания.
Следствие:
Клапан больше не закрывается надлежащим образом. Отработавшие газы, протекающие мимо седла клапана, нагревают головку клапана. Это вызывает перегрев и прогорание головки клапана в области
седла.
Ошибка при монтаже пружины клапана
Причина:
При монтаже пружина была неправильно установлена. Перекос привел к боковому изгибающему моменту (M) на стержне клапана.
Следствие:
Вызванная этим переменная нагрузка при изгибе привела к повреждению направляющей клапана и, в конечном счете, к поломке конца стержня клапана.
Ошибка при монтаже гидротолкателя
Причина:
После установки толкателя не было соблюдено предписанное время ожидания до запуска двигателя (не менее 30 мин.). Из-за этого не хватило времени для удаления избыточного масла из рабочей области толкателя.
Следствие:
При преждевременном запуске двигателя клапаны ударяются о поршни, сгибаются или ломаются.
Неправильная обработка
Ошибка соосности направляющей или кольца седла клапана
Причина:
При доработке седло клапана или его направляющая были неправильно центрированы.
Следствие:
Клапан не закрывается надлежащим образом, перегревается и прогорает в области седла. Из-за односторонней нагрузки на головку клапана возможны также усталостные изломы в области галтеля.
Слишком большой зазор в направляющих клапанов
Причина:
Зазор в направляющих клапанов слишком большой, т. к. они сильно изношены или были слишком широко рассверлены при ремонте.
Следствие:
Вследствие прорыва горячих газов возможно сильное нагарообразование в области стержней и направляющих. Ход клапана становится тяжелым, клапан больше не закрывается, и это приводит к перегреву (прогоранию, плавлению) поверхности седла.
Слишком малый зазор в направляющих клапанов
Причина:
При восстановлении направляющих клапанов диаметр направляющих был неправильно замерен и оказался слишком мал.
Следствие:
Недостаток смазки, тяжелый ход и заедание стержня клапана в направляющей. В результате это может также привести к перегреву в области головки или седла клапана.
Установка изношенных деталей
Использование изношенных сухарей клапанов
Причина:
При восстановлении клапанов были использованы старые, изношенные сухари клапанов.
Следствие:
При повторном использовании изношенных сухарей возможно ослабление зажимного крепления во время работы. На стержне появляется коррозия от трения, а клапан в этом месте теряет прочность. Из-за этого возможны усталостные изломы от колебаний.
Установка поврежденных коромысел/балансиров
Причина:
Распределение силы от коромысла на поверхность конца стержня клапана осуществляется нецентрично.
Следствие:
Это приводит к одностороннему износу стержня и его конца. Нагрузка на стержень клапана под действием поперечной силы, вызванная нецентричным распределением силы, приводит к усталостным изломам в области зажимного крепления.
Установка согнутых клапанов
Причина:
Изгиб стержня клапана приводит к односторонней нагрузке седла клапана на кольцо седла.
Следствие:
Односторонняя нагрузка вызывает переменную нагрузку при изгибе и усталостные изломы в области галтеля, в месте перехода к стержню.
Нарушение процесса сгорания
Перегрузка клапана из-за нарушения процесса сгорания
Причина:
Из-за нарушения процесса сгорания в камере сгорания возникают значительные температурные нагрузки и нагрузки от давления.
Следствие:
Головка клапана не выдерживает сильной термомеханической нагрузки и прогибается внутрь. Она принимает так называемую тюльпанообразную форму и ломается.
Ключевые слова :
Группы продуктов :
ЗАГРУЗКА
Поиск торговцев
онлайн-каталог
Группы продуктов на ms-motorservice.com
Клапаны и сопутствующие детали
Это вас тоже могло бы заинтересовать
Информация о пользовании
Направляющие клапанов
Практические советы по замене и ремонту
MS Motorservice International GmbH
Wilhelm-Maybach-Straße 14-18
74196 Neuenstadt
Germany
Тел: +49 (0) 7139 / 9376 - 33 33
Факс: +49 (0) 7139 / 9376 - 28 64
Использование куки и защита данных
Группа Motorservice использует на Вашем устройстве файлы куки с целью оптимального оформления и постоянного улучшения своих веб-страниц, а также в статистических целях. Здесь Вы найдете дополнительную информацию об использовании куки, наши Выходные данные и Указания по защите персональных данных.
Нажатием кнопки «OK» Вы подтверждаете, что Вы приняли к сведению информацию о файлах куки, заявление о защите данных и выходные данные. Ваши настройки в отношении файлов куки для данного веб-сайта Вы можете изменитьв любое время [ссылка]
Установки приватности
Мы придаем большое значение прозрачности в вопросе защиты персональных данных. На наших страницах Вы получите точную информацию о том, какие настройки Вы можете выбрать и какие функции они выполняют. Выбранную Вами настройку Вы можете изменить в любое время. Независимо от выбранной Вами настройки, мы не будем определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах). Информацию об удалении файлов куки Вы найдете в справке Вашего браузера. Дополнительная информация приводится вЗаявлении о защите данных.
Лада 4x4 3D Ладушка › Бортжурнал › Замена седел клапанов ГБЦ ВАЗ 21011(без нагрева, без заморозки)
Началось все с того, что около года ездил на трех цилиндрах… Замер компрессии показал что в Цилиндре №4 — 0, в Цилиндре №2 — 5.5/6. Демонтаж и дальнейший осмотр ГБЦ показал, прогар (дыру) в впускном клапане Цилиндра №4 и прогар (трещину) в впускном клапане Цилиндра №2. После разсухаривания клапанов установил, что седла клапанов расклепаны в тело корпуса ГБЦ, дальнейшей прирезке уже не подлежали…
Лада 4x4 3D 1980, двигатель бензиновый 1.6 л., 65 л. с., полный привод, механическая коробка передач — своими руками
Машины в продаже
Лада 4x4 2121 Нива, 2003

Лада 4x4 2121 Нива, 2015

Лада 4x4 2121 Нива, 2001

Лада 4x4 2121 Нива, 2002
Комментарии 60
-на копеечные головки сёдел не выпускают, я брал обычные восмерочные. Брал чугунные т.к. их легче прирезать и притереть. Втулки тоже брал чугунные. Из цветного металла втулки ставить нет смысла если ножка клапана не хромированная. Если стержень клапана без хрома, то бронзовая втулка может оказаться даже менее ресурсной чем обычная.
Поищу адрес где в Нижнем втулки и седла или делали, или торгуют, не помню. Если нужно конечно.
На седлах есть заходная фаска, вот стружка остается в том пространстве. Я написал не с целью по стебаться. Сам экспериментировал, гбц нагрел до 90гр примерно, седло охлаждал огнетушителем, нагрева не хватило, либо охлаждения-по оправке подбивал молотком. Потом ради интереса выбил седло и стружка была в небольшом количестве. Сейчас же разогреваю гбц до 150гр, седла так же охлаждаю огнетушителем-залетают с оправкой от руки выпускные, по впускным приходится по некоторым еще по стучать. Смысл в том, что при охлаждении седел и нагреве гбц в последующем запрессовывании не происходит контакта поверхностей и натяг остается положенный. В вашем же случае натяг соток 5 будет, остальное все срезало скорее всего. А про то что вы говорите, что гбц разогревается при работе и седло быстрее вывалится- гбц при работе разогревается вместе с седлом, и натяг как раз нужен потому что у седла из чугуна/металлокерамики/сплава линейное расширение при нагреве значительно меньше, отсюда рекомендованный натяг в 0,1-0,15 для седел данного размера. С натягом соток 5 очень большая вероятность вываливания седла, в случае алюминиевой гбц. Для направляющей клапана запрессовка на холодную еще прокатывает-там натяг меньше от завода, плюс не та температура как в камере сгорания, и поверхность соприкосновений длиннее. Дело ваше конечно) просто много инфы перелопатил по этому в свое время
При запрессовке так или иначе съемник скидывал для контроля — стружки не было, а так, ну если разобраться с завода еще и завальцовка шла, завальцовывали алюминий на седло, так что как бы мы с Вами не хотели или не стремились к качеству, так как сделано на заводе в гараже не сделать) и кто знает, грели ли и охлаждали в то время 40 лет назад. В общем, мою теорию может подтвердить или опровергнуть — только практика) посмотрим после сборки, обкатки, как говорится время покажет.
Согласен) поэтому и спросил у вас об испытаниях. Но думаю на заводе жидкий азот должен быть, он -200гр дает охлаждение, что как раз и нужно для того чтоб седла залетали от руки. Ну а так отпишитесь обязательно, как испытаете
-да конечно отпишусь ;-) самому интересно. Вообще изначально хотел собрать ГБЦ с оправками, метчиками и вышибными пробками, но весь этот комплект приспособлений тянул на 6000 — 7000 р…, если добавить ко всему этому стоимость разверток седел, самих седел, втулок, клапанов, рычагов, распредвала, гидрокомпенсаторов, то ремонт выходил далеко за стоимость нового агрегата в сборе и в нем терялся всякий смысл. А так вышло очень бюджетно.
Согласен) поэтому и спросил у вас об испытаниях. Но думаю на заводе жидкий азот должен быть, он -200гр дает охлаждение, что как раз и нужно для того чтоб седла залетали от руки. Ну а так отпишитесь обязательно, как испытаете
Я помню под втулки брал азот в баллончике, спрей. Стоит дорого, но без полезен. Пропаном охладил и то эффективнее. Вы то имеете ввиду азот производственный, настоящий?
Прогар клапана: причины, признаки и последствия прогара клапанов

Впускные и выпускные клапана являются неотъемлемой частью ГРМ (ГазоРаспределительный Механизм). От их состояния, правильной работы и своевременного открытия и закрытия очень много зависит. Любой сбой в работе, нарушение герметичности, а также образование нагара может привести к серьезным последствиям.
Клапана выполняют роль запорных устройств, перекрывая впускные и выпускные отверстия, через которые в цилиндры двигателя поступает ТВС (топливовоздушная смесь), а также производится отвод отработавших газов. Клапана постоянно подвергаются серьезным температурным нагрузкам и работают в тяжелых условиях, что так или иначе сказывается на их состоянии и сроке службы.
Одной из наиболее частых проблем, возникающих с клапанами, является их прогар, в этой статье вы узнаете почему это происходит, как понять, что клапан прогорел, а также о последствиях прогара клапанов.
Обнаружить прогар довольно непросто, симптомы могут быть похожи на другие поломки двигателя. Поэтому в большинстве случаев при первых признаках необходимо провести диагностику проблемы, чтобы точно знать в чем дело.
Как и почему прогорают?

Существует много причин, по которым возникает прогар. Опытные спецы, как правило, выделяют среди них 5 наиболее популярных. А именно:
- Заводской дефект или брак деталей; ;
- Некорректная регулировка клапанов;
- Нарушения в работе системы ГРМ или отдельных ее узлов; .
Превышение температурного режима возможно при плохом охлаждении мотора, при неисправностях топливной системы, а также нарушении процесса сгорания ТВС. Также довольно частая поломка, способствующая перегреву клапанов — износ направляющих втулок клапанов. Выработка в паре с ослабленной прижимной пружиной, часто приводит к смещению клапана и неправильному положению, в результате чего происходит ее перегрев и прогорание.
Теперь собственно о признаках прогара клапанов
Последствия прогара клапанов
При первых признаках прогара следует произвести диагностику. Если в ее ходе будет установлено, что клапан или клапана прогорели, необходимо немедленно принять меры. Дальнейшая эксплуатация такого авто будет чревата ухудшением ситуации и приведет к еще более серьезным последствиям.
Также порою прогар клапана приводит еще и к разрушению седла клапана. Такой дефект устранить не получится и единственным решением будет замена «головы» или полная замена силового агрегата.
Подытожим…
Подобная поломка относится к разряду сложных и способна нанести мотору серьезный урон, а владельцу большой убыток. Именно поэтому следует постоянно следить за состоянием мотора, а также «прислушиваться» к любым изменениям в его работе. При малейших намеках на прогоревший клапан принимайте немедленные меры, только так вам удастся избежать серьезных проблем с двигателем и не допустить больших денежных растрат.
Рекомендую к просмотру видео о том, как и по каким признакам распознать прогар клапана
Ремонт клапанного механизма двигателей ВАЗ, дефектовка, методы ремонта, запрессовка и развертка втулки клапана, зенкерование и шлифовка седел и клапанов, притирка клапанов к седлам.
При большом пробеге происходит износ седел, фасок тарелок, стержней и торцов клапанов, рабочих поверхностей толкателей, регулировочных шайб, направляющих втулок клапанов клапанного механизма двигателей ВАЗ, кулачков, шеек и подшипников распредвала, рычагов и регулировочных болтов, пружин и маслоотражательных колпачков.
Ремонт клапанного механизма двигателей ВАЗ, дефектовка, методы ремонта, запрессовка и развертка втулки клапана, зенкерование и шлифовка седел и клапанов, притирка клапанов к седлам.
Шум под крышкой головки блока указывает на износ многих деталей. У рычагов клапанов проверяют состояние рабочих поверхностей, соприкасающихся с торцом стержня клапана и со сферическим концом регулировочного болта. Если на них имеются задиры и риски, рычаги следует заменить. Если замечены дефекты на втулке регулировочного болта или на самом болте, их необходимо заменить.
При дефектовке клапанного механизма двигателей ВАЗ проверяют:
Контролируемые размеры направляющих втулок клапанов клапанного механизма двигателей ВАЗ.
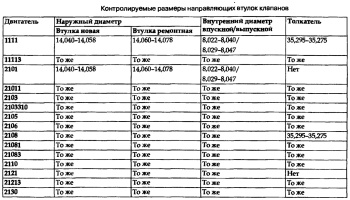
Контролируемые размеры клапанов клапанного механизма двигателей ВАЗ.

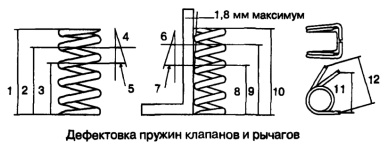
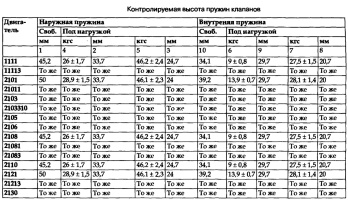
При дефектовке также проверяют состояние и упругость пружин. Их параметры должны соответствовать приведенным в таблице ниже. Размер 11 пружины рычага должен быть равен 35 мм, а размер 12 пружины под нагрузкой 5,2-7,5 кгс — 43 мм.
Дефектовка пружин клапанов и рычагов клапанного механизма двигателей ВАЗ.
Регулировочные шайбы не должны иметь ступенек от износа, натира металла.
Износ регулировочных шайб клапанного механизма двигателей ВАЗ.

Контролируемая высота пружин клапанов клапанного механизма двигателей ВАЗ.
Следует очистить клапаны от нагара железной щеткой. Износ седел, рычагов, кулачков вала, клапанов заметен при осмотре. Кроме того, необходимо убедиться в отсутствии деформации стержней клапанов. Допустимая кривизна — не более 0,015 мм.
Нужно убедиться в отсутствии трещин на головке клапана. Выработка торца стержня должна быть не более 0,4-0,5 мм. При наличии ступеньки на стержне в районе контакта с маслоотражательным колпачком клапан необходимо заменить. Следует также проверить состояние рабочей фаски тарелки клапана. Износ стержня клапана — разница диаметров верхней и нижней частей, замеренных микрометром в разных положениях, чтобы учесть возможную овальность, не должен превышать 0,03 мм.
Для определения степени износа направляющих втулок и стержней на головке, лежащей камерами сгорания вверх, слегка приподнимают клапан за тарелку и покачивают его в разных направлениях. Если люфт ощутим, проверяют микрометром диаметр стержня клапана. Если стержень не изношен, значит, изношена втулка. Когда же стержень не отвечает требованиям, повторяют испытание с новым клапаном.
ВАЗ рекомендует проверять люфт индикатором. Если зазоры между стержнями старых клапанов и старыми направляющими втулками выше предельно допустимого (0,15 мм), клапаны заменяют новыми. Но часто этого недостаточно и необходимо заменять или восстанавливать втулки.
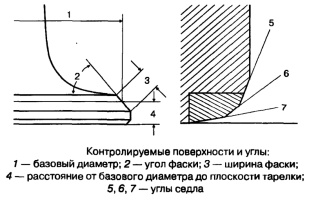
Контролируемые поверхности и углы клапанов клапанного механизма двигателей ВАЗ.
Если зазор в паре «старая втулка — новый стержень» превышает 0,08 мм, втулку нужно восстанавливать или менять. Нормальный зазор для новых втулок и клапанов составляет 0,022-0,055 мм для впускных клапанов. И 0,029-0,062 мм для выпускных клапанов.
Традиционный метод ремонта клапанного механизма двигателей ВАЗ.
Направляющие втулки заменяют, если зазор в соединении со стержнем клапана более 0,15 мм не устраняется установкой нового клапана. А восстановление втулок невозможно из-за их непригодности или отсутствия современных инструментов.
Выпрессовка старых и запрессовка новых втулок в любой мастерской редко обходятся без потери качества посадки и искажения геометрии узла «втулка — клапан — седло». Исправление геометрии требует обработки «по месту» седел клапанов зенкером или шарошкой и долгой притирки клапанов.
На заводе чугунные втулки запрессовывают в алюминиевый корпус с натягом от 0,06 до 0,11 мм. Предварительно охлаждая их в жидком азоте до минус 196 градусов, а корпус подогревая до 160-170 градусов, чтобы избежать мккротрещин. Все это невозможно в условиях автосервисов. Для выпрессовки старых втулок лучше применять винтовые прессы. Так меньше риск повреждения гнезда. Головку блока перед выпрессовкой следует нагреть примерно до 150 градусов.
Перед запрессовкой новых втулок нужно промерить гнезда и втулки. Чтобы убедиться, что натяг будет соответствовать норме. При завышенном натяге можно повредить гнездо. А при слабом придется растачивать гнездо и ставить ремонтные втулки. Или применять современные химические фиксирующие составы.
Перед запрессовкой следует хотя бы примерно имитировать заводской режим. Нагреть головку блока до 150 градусов, а втулки охладить в морозильной камере. Запрессовка «в холодную» очень скоро даст о себе знать. Клапаны будут перегреваться, втулки — шататься в гнездах. Увеличится расход масла.
Новую направляющую втулку с надетым на нее стопорным кольцом запрессовывают оправкой до упора этого кольца в плоскость головки цилиндра. После запрессовки втулок обработка отверстий производится разверткой со стороны верхнего конца втулки. Более долговечными и точными являются алмазные развертки.
Запрессовка и развертка втулки клапана клапанного механизма двигателей ВАЗ.
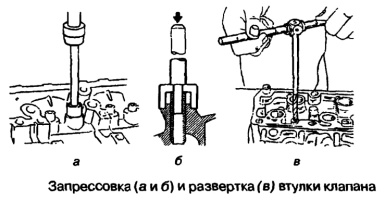
Перед заменой направляющих втулок впускного и выпускного клапанов первого и четвертого цилиндров необходимо отвернуть две шпильки крепления корпуса подшипников распределительного вала. После запрессовки нужно развернуть отверстия в направляющих втулках развертками. А затем прошлифовать седла клапанов.
Если менялись или восстанавливались направляющие втулки клапанов, то шлифовку седел ведут после завершения работы с втулками. Чтобы направляющие стержни центрировались по новой поверхности втулок и обеспечивали соосность фасок с отверстиями втулок. Для обеспечения точности диаметра отверстия и его расположения по отношению к рабочим фаскам седла и клапана отверстия во втулках обрабатываются после запрессовки втулок в головку цилиндров.
У выпускного клапана не должен быть сошлифован слой твердого сплава, наплавленный на фаску. Биение рабочей фаски клапана относительно стержня должно составлять не более 0,02 мм.
Зенкерование и шлифовка седел и клапанов клапанного механизма двигателей ВАЗ.

Головку блока нужно установить на подставку. Очистить от нагара фаски седел клапанов соответствующими зенкерами. Зенкеры надеть на шпиндель и центрировать направляющим стержнем, который вставляется в направляющие втулки клапанов. На направляющий стержень необходимо надеть пружину. Установить на шпиндель конический круг для седел выпускных клапанов или круг для седел впускных клапанов. Закрепить шпиндель в шлифовальной машинке и прошлифовать седло.
Ширину рабочей фаски седел выпускных клапанов необходимо шлифовать до нужных размеров зенкером под углом 20 градусов и зенкером, которым устраняется наклеп на внутреннем диаметре. Зенкеры следует применять с тем же шпинделем и стержнем. Сначала нужно шлифовать внутреннюю фаску до размера 0,33 мм, а затем фаску 20 градусов — до ширины рабочей фаски 1,9-2,0 мм.
Притирка клапанов к седлам.
Перед установкой клапанов (и старых и новых) необходимо притереть их к седлам. Для этого следует надеть на стержень притираемого клапана легкую отжимную пружинку подходящих размеров и нанести на его фаску тонкий слой притирочной пасты зернистостью не более 20-50 мкм. Алмазные пасты желательно не применять. Так как алмазная крошка иногда внедряется в седло и остается в нем, ускоряя его износ.
Далее нужно вставить клапан с пружиной в направляющую втулку. Надеть на его стержень приспособление или подобрать резиновую трубку так, чтобы она плотно надевалась одним концом на стержень клапана, а другим — на жало крестовой отвертки или на круглый напильник с ручкой. С помощью этого приспособления необходимо вращать клапан попеременно в обе стороны, слегка прижимая его к седлу.
Вести притирку клапанов клапанного механизма двигателей ВАЗ следует аккуратно, стараясь не снимать много металла, чтобы оставить возможность для последующих ремонтов. При появлении притертого пояска на деталях нужно разбавить пасту маслом. А когда притираемые поверхности станут совершенно гладкими, вести притирку на одном масле до получения матово-серого цвета рабочих поверхностей фаски клапана и его седла и блестящего цельного пояска.
Если нет разрывов слоя краски, нанесенной на седло и фаску тарелки клапана, при их контакте или если керосин, залитый в камеру сгорания при свободно вставленных в свои седла притертых впускном и выпускном клапанах, в течение 10 секунд не просачивается, значит, притирка сделана хорошо. После притирки нужно тщательно промыть обработанные детали и камеры сгорания от следов притирочной пасты.
Новый метод ремонта клапанного механизма двигателей ВАЗ.
В последние годы применяется методика восстановления изношенной внутренней поверхности направляющих втулок без их выпрессовки специальным ручным инструментом (например, фирмы Neway) с роликовыми резцами для пластической деформации металла до 0,5 мм, компенсирующей износ внутренней поверхности втулки, и последующей разверткой до нужного размера.
Резцы также формируют во втулке спиральный желобок для масла. Улучшающий условия смазки стержня клапана. Зазор 0,03-0,05 мм между стержнем клапана и втулкой и этот желобок работают как лабиринтный сальник. Обеспечивая смазку и отталкивая излишнее количество масла, помогая маслоотражательным колпачкам и уменьшая угар масла.
При традиционном методе обработки седел клапанов направляющая шарошки или зенкера свободно вращается во втулке клапана. При новом методе, предложенном фирмой Neway, фреза надевается на неподвижную ось, которая плотно фиксируется в ранее восстановленной втулке самоустанавливающейся цанговой направляющей. Фреза сидит на оси с зазором всего 0,5 мкм, обеспечивая минимальный допуск обработки.
Обработка втулок и седел клапанов инструментами Neway.
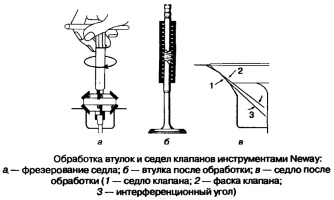
Каждая из трех предусмотренных технологией фасок на седле клапана получается за 3-4 оборота ручного инструмента. Фреза за счет уникальной заточки и формы режущих кромок формирует на поверхности седла клапана специальный микрорельеф, благодаря которому приработка клапана и седла на двигателе происходит быстро, а надобность в притирке отпадает.
Восстановление рабочих фасок клапанов выполняют специальным ручным инструментом Gizmatic-2 той же фирмы. Клапан неподвижно фиксируют в специальной оправке, зажатой в слесарные тиски. После нескольких вращений фрезы с осевой подачей микролифтом получается идеальная концентрическая поверхность фаски клапана. На ней также формируется специальный микрорельеф, как и при обработке седла.
При работе инструментами Neway притирка клапанов клапанного механизма двигателей ВАЗ не нужна совсем. После обработки клапанов и седел их идеальное сопряжение происходит по узкому пояску. И обеспечивается не только формируемым микрорельефом поверхностей деталей, но и интерференционным углом между фасками. Достигается это небольшим (менее 1 градуса) расхождением углов обработки рабочих поверхностей седла и клапана.
В первые же секунды работы двигателя поясок сопряжения увеличивается за счет смятия выступов созданного микрорельефа на фасках, а затем происходит и полное уплотнение поверхности по всей ширине фаски. Комплект инструментов фирмы Neway покупать не обязательно. Нужно только узнать, в какой мастерской он имеется, и отдать туда головку блока для обработки втулок и седел, а также клапанов.
По материалам книги «Ремонт двигателя своими руками».
Волгин В.В.

Опытный автомобилист знает, что работа автомобиля зависит от работоспособности двигателя. А одним из основных узлов мотора является головка. Как проверить ГБЦ на микротрещины и каковы признаки появления трещин на головке? Подробнее об этом можно узнать здесь.
Признаки трещин в головке блока цилиндров
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.

Рассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
Варианты диагностики проблемы
Чтобы сделать ремонт и устранить микротрещины, нужно быть полностью уверенным в том, что они есть. Рассмотрим несколько вариантов диагностики, которые можно провести дома.
Магнитно-порошковая диагностика
Метод является самым оперативным видом ремонта в обнаружении микротрещин. Заключается в следующем: со всех сторон головки блока цилиндров установить магниты. ГБЦ сверху обсыпать металлической стружкой, она начнет перемещаться к магнитам, оставаясь на трещинах и вмятинах. Так, заметить трещинки не составит труда.

Диагностика при помощи жидкости
Чтобы проверить ГБЦ на наличие дефектов этим методом, понадобится специальная красящая жидкость.
- Поверхность головки тщательно промыть, для этого использовать ацетон, керосин или другой вид растворителя.
- Специальную жидкость нанести на очищенную поверхность и подождать несколько минут.
- Затем чистой тряпкой смыть остатки жидкости. Если на ГБЦ есть дефекты, то они будут видны невооруженным глазом.
Проверка давлением
Способ может быть реализован несколькими методами: с погружением головки цилиндров под воду и без него. Сделать проверку с погружением в воду:
- Если решили произвести диагностику с погружением головки цилиндров в воду, то нужно плотно закрыть все каналы контура верхней части агрегата, после чего поместить его в емкость и налить туда горячую воду.
- Затем в контур ГБЦ подать сжатый воздух и там, где появятся пузырьки, будут находиться микротрещины.
Метод без погружения блока в воду осуществляется для поиска дырочек в пробитых шинах:
- необходимо крепко закрыть все каналы контура ГБЦ.
- После этого на поверхность крышки головки следует налить мыльный раствор.
- В контур нужно подать воздух. Там, где на поверхности головки будет обнаружен дефект, появятся мыльные пузырьки.
Проверка водой
Метод не отличается от предыдущего. Разница только в том, что головку не нужно опускать в воду, а воду следует залить в нее:
- Все отверстия герметично закрыть.
- В канал налить воды побольше.
- Затем, используя обычный насос, нужно накачать воздуха в канал, чтобы сделать давление не менее 0.7 МПа.
- После необходимо дать постоять головке несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Значит, без ремонта не обойтись.
Ремонт дефектов
Ремонт трещин блока желательно проводить при помощи сварки, этот метод является наиболее эффективным и надежным.
- Перед началом ремонта нужно вырезать кусок металла, по своим размерам соответствующий трещине. Глубина канавки должна быть не менее 8 мм, а форма должна быть клиновидной.
- Перед тем как заварить головку, ее нужно нагреть до температуры 200 градусов. Для этого можно использовать ацетиленовую горелку, но не паяльник.
Видео «Ремонт микротрещин»
![]()
Шлифовка головки блока цилиндров в гаражных условиях: ожидания и реалии![]()
Что делать, если после замены прокладки ГБЦ не заводится автомобиль?![]()
Что такое ГБЦ? Конструкция и детали



Притирка клапанов ВАЗ (модели 01 до 07)
Для стабильной работы двигателя и адекватного расхода бензина, требуется четкая работа его составляющих, и клапана не исключение. Они должны четко, и главное вовремя, открываться и закрываться, и плотно сидеть в седлах и обеспечивать герметичность при работе поршней.

После прохождения мотором нескольких сотен или даже десятков тысяч километров на клапанах образовывается нагар, поэтому они неплотно сидят в седлах и не обеспечивают полной герметичности камер сгорания, что приводит к потере мощности и лишнему расходу топлива.
В таких случаях приходится применять процедуру притирки клапанов. На автомобилях импортного производства (дорогих), эту процедуру проводят высококлассные специалисты (на СТО). А на недорогих машинах отечественного производства, таких, как ВАЗ (классика), подобную процедуру проводят в гаражных условиях самостоятельно, что сэкономит семейный бюджет. Из «сложных» инструментов нужна дрель.
Определение состояния клапанов

Чтобы определить состояние клапана без полной разборки головки блока цилиндров, нужно визуально определить, пропускает он или нет. Для этого надо на снятой головке посмотреть на тарелку клапана (его цвет), он должен быть однородного, чаще коричневого цвета. Если в каком-то месте между седлом клапана и тарелкой нет полного прилегания, то в этом месте будет черный нагар.
Это касается выпускных клапанов, впускные прогорают крайне редко, так утверждают многие автолюбители.
Начинается процесс притирки с рассухаривания клапанов. Сначала подкладываем под тарелку клапана предмет, который служит упором для него.

Чтобы облегчить процесс запоминания и гарантировано исключить ошибку при установке рокеров, опытные автолюбители рекомендуют снимать и притирать клапана по одному.
Популярный способ снятия клапанов – с помощью специального съемника (приобретают в автомагазине или на авторынке), но иногда сухари на конусе прилипают и сразу не снимаются. В этом случае, по утверждению опытных «Кулибиных», можно взять подходящую по диаметру трубку и, приставив ее к верху клапана (сухарику), слегка «тюкнуть» молотком. Легкий удар срывает сухарь, если тот залип, и облегчает процесс снятия клапана съемником.

Намазав фаску седла пастой или разведенным порошком, вставьте его обратно в седло, слегка прижмите и проверните, чтобы паста равномерно распределилась по фаске тарелки и попала на седло. После этого с обратной стороны ГБЦ к штоку клапана присоедините патрон дрели или шуруповерта (дрель лучше, потому что у нее большее чисто оборотов).
Важно! Ни в коем случае не перекашивайте дрель, чтобы притереть клапана правильно. Лучше осторожно тянуть дрель вверх пальцами, упираясь ими в районе патрона, и придерживая ее за ручку.

Сначала дрель должна некоторое время поработать в одном направлении, потом переключите в противоположную сторону (включить реверс).
После нескольких минут работы в каждую сторону ( по 1 минуте в каждую сторону), клапан достают и осматривают. Результат видно невооруженным глазом, седло клапана блестит или имеет матовый серый цвет. Если остаются вкрапления или пятна, процедуру повторите, нанеся финишную пасту. Тоже касается и седла, если оно имеет вкрапления, раковинки или неоднородный цвет, притирку повторяют.
Если клапан правильно притёрт к седлу, его устанавливают на место, предварительно заменив сальник на новый.
Важно! Сальники клапанов менять ОБЯЗАТЕЛЬНО! Это одноразовая деталь. Иначе вся работа пойдет насмарку, клапан будет свободно чувствовать себя в седле, не даст полноценной герметизации, и по нему будет попадать масло в цилиндры.
Ещё кое-что полезное для Вас:


Когда старый сальник снят, ставим новый. Для этого рекомендуют вставить клапан в седло, чтобы он послужил направляющей и облегчил процесс установки. Новый сальник одевается на шток клапана, берется трубка подходящего диаметра, и легким постукиванием молотка по трубке ставим сальник на место. То, что сальник стал на место, определяем по звуку. Сначала он слышен только в районе сальника, а после того как тот станет на место, звук начнет распространяться по всей ГБЦ.
Не стоит забывать, что и в торце штока образуется выработка, которую обязательно убираем. Если ее оставить, то мотор работает с перебоями. Сточить ее можно легко, например, на точильном станке, главное, чтобы поверхность торца штока была ровной (допускается даже слегка выпуклая).

Засухарив клапан, переходим к следующему. Процесс засухаривания несложен, даже если нет специального съемника, воспользуйтесь рожковым ключом, но тогда понадобится посторонняя помощь. Один человек прижимает рожковым гаечным ключом пружину, а другой устанавливает сухарик.
Тщательно вытерев торец клапана и рокер от пыли, грязи и механических частиц, собираем узел, устанавливаем рокер, зафиксировав пружиной. Переходим к следующему клапану, соблюдая ту же последовательность в работе.
После притирки проверяем – болтается клапан или нет? Причиной люфта клапана может быть либо выработка направляющей втулки, либо самого клапана. Если выработка на клапане, то это увидим невооруженным взглядом, и тогда стоит менять его, а если он в порядке, то меняем направляющую втулку.
Ремонт трещины в головке блока цилиндров
Трещина в ГБЦ возникает в результате неправильной работы двигателя вследствие перегрева и сдвига напряжений в металле.
Симптомы трещины в головке блока цилиндров

Трещины могут появляться в разных местах, отсюда и разные последствия. В основном бытует мнение, что при пробитой головке из выхлопной трубы идёт белый дым, но это только один частный случай. Трещина в головке может возникнуть между разными каналами, соответственно и признаки наличия трещины в ГБЦ будут разными.
Далее рассмотрим некоторые случаи трещин между системой охлаждения и другими системами двигателя.
Типичные места образования трещин в ГБЦ
Автопроизводители допускают образование трещин в головке, и это не будет считаться неисправностью, так как трещина будет неглубокой и она не будет соединять две ёмкости. В дизельных двигателях VW головка с трещиной между клапанами допускается к использованию.
Но найти все трещины- задача проблематичная даже для опытного моториста. Казалось бы, на одних и тех же моторах трещины должны образовываться в одних и тех же местах. Но от этого поиск не упрощается. Есть места, которые можно обнаружить одним взглядом на головку:
Проверка ГБЦ на трещины

Чтобы проверить ГБЦ на трещины, её надо опрессовать, то есть герметично закрыть все отверстия, и дунуть воздуха в каналы. Если опустить головку в воду, то из трещины пойдут пузырьки. Или наоборот- заглушить все отверстия и налить воды в канал, после чего накачать насосом туда воздуха, создав давление 0,6-0,7МПа, и дать постоять так головке 1=2 часа. Если вода уйдёт- значит головка пробита.
Существуют ещё красители, которыми подкрашивают воду. Их очень хорошо видно на трещине.
А закрываются отверстия в охлаждающей рубашке очень легко: на ник кладётся резиновая прокладка, которая чуть больше отверстия, сверху накладывается металлическая пластина, которая прикручивается болтом к головке. И никакая вода так не пройдёт. А к штуцеру, который будет выступать из головки, подсоединяют насос и накачивают воздух. Такая опрессовка позволяет выявить все трещины.
Ремонт трещин
Качественно заделать трещину получится только с помощью сварки. Никаким клеевым составом не получится качественно заделать трещину в головки, потому что при нагревании до рабочих температур головка будет расширяться и трещина будет становиться больше, то есть нужен состав для заделывания трещины, который имел бы такие же линейные температурные расширения, как и материал головки, к тому же быть устойчивыми к другим нагрузкам. Всего этого возможно добиться только сваркой.
Подготовка головки для сварки

Перед сваркой трещину необходимо разделать, для этого фрезерной машинкой высверливают металл по всей длине трещины. Канавка должна получиться достаточно глубокой, 6-8 мм в глубину и примерно такая же по ширине, по форме желательно сделать клиновидной. Это поможет лучше проварить металл. Для разделки трещины между сёдел, сначала нужно извлечь сёдла, а только потом разделать трещину.
После разделки трещин головку надо нагреть до температуры 200-250°C, но не выше, чтобы головку не повело. Нагрев позволяет снизить напряжения в металле, возникающие при сварке. Для нагрева лучше всего использовать ацетиленовую горелку либо печь, но нельзя использовать паяльную лампу, потому что её можно легко перегреть ГБЦ.
Сварка ГБЦ

Для сварки головки блока цилиндров можно использовать газовую сварку с использованием присадочного материала, но лучшие результаты даёт аргонно-дуговая сварка (TIG). К головке подключается масса, а дуга горит в среде аргона между вольфрамовым электродом и головкой, куда подсовывают алюминиевую присадочную проволоку.
После сварки шов надо зачистить, повторно опрессовать, и если всё хорошо, то поверхность, прилегающую к блоку, отфрезеровать, чтобы была идеально ровной.
Треснул блок двигателя: что делать?

Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.

Рекомендуем также прочитать статью о том, что такое разминусовка двигателя. Из этой статьи вы узнаете, какие преимущества обеспечивает установка дополнительной массы в автомобиле.
Удаление трещин в блоке цилиндров и ГБЦ

Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Как найти трещину

Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки

Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.

Рекомендуем также прочитать статью о преимуществах и недостатках установки газобаллонного оборудования на автомобиль. Из этой статьи вы узнаете о том, стоит ли экономить на бензине и какие последствия для мотора могут возникнуть в результате езды на газу.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Альтернативные способы

Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.

Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта.

Виды герметиков для двигателя автомобиля: анаэробные, силиконовые, ремнотные. Принцип дейсвтия, отличия, сферы применения. Как выбрать лучший герметик.

На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.

Почему возникает перегрев двигателя. Чего ожидать водителю и какие поломки могут возникнуть, если двигатель перегрелся. Что делать в случае перегрева ДВС.

В чем заключается и для чего необходима разминусовка силового агрегата. Основные преимущества данного решения, установка дополнительной массы своими руками.

Назначение блока цилиндров в конструкции ДВС. Разновидности, материалы и способы изготовления. Преимущества и недостатки блоков из чугуна и алюминия.
Читайте также: