
Установка поршневых колец уаз двигатель 417
Обновлено: 16.05.2024
Нюансы ремонта двигателя УАЗ 417 своими руками

Моторы этих автомобилей отличаются мощностью, силой и надежностью. Главной причиной их поломки обычно служит большой возраст уазиков. В самых распространенных моделях УАЗ 3303 установлен мотор 417. Для того чтобы провести ремонт двигателя УАЗ 417 своими руками или его переборку, не следует дожидаться полного износа всех деталей. Первыми признаками скорой поломки могут быть следующие:
- сильно увеличился расход масла;
- мотор задымил;
- значительно повысился расход топлива;
- мощность двигателя упала;
- мотор издает различные подозрительные звуки: стуки, скрипы и шумы.
У каждой машины УАЗ свой движок. Для двигателя УАЗ 469 сначала была создана модификация УМЗ-451МИ, позже усовершенствованная до двигателя УМЗ 417.
Поршни и гильзы разрушаются из-за частого перегрева двигателя при езде по бездорожью. Многие обладатели УАЗ 3303 меняют весь мотор, а не подвергают его ремонту. Если автовладелец берется за ремонт двигателя своими руками, он должен понимать, что для этого требуется некоторый опыт.
Переборка мотора УАЗ своими руками
Реанимировать двигатель, вернуть ему первоначальную резвость и послушность поможет смена непригодных запчастей или их реставрация. Все запчасти должны быть соответствующего размера. В магазинах представлен разнообразный выбор поршней, поршневых колец, седел клапанов впускных и выпускных, вставок шатунных подшипников коленчатого вала. Размер детали можно уточнить у продавцов-консультантов.

Переборка уазовского мотора
На износ двигателя значительно влияет ухудшение смазки трущихся поверхностей, которое зависит от увеличения или уменьшения зазоров. Для переборки мотора своими руками сначала необходимо его демонтировать. Это делается следующим образом:
- слить антифриз и масло из поддона;
- отделить воздухозаборный фильтр и отцепить от двигателя трубу глушителя;
- отсоединить от движка трубки системы охлаждения, масляного радиатора и отопительных приборов;
- снять радиатор системы охлаждения;
- отделить от карбюратора тяги привода дроссельной заслонки и воздушной;
- снять с мотора всю проводку;
- открутить болты нижних и передних подушек опор.
Теперь снимает двигатель с УАЗ 3303. Для этого на шпильки головки блока устанавливается скоба, специально для этого предназначенная. Мотор нужно подтянуть домкратом и отделить от него коробку передач. Мотор можно снять, подняв его вверх.
Другие действия приведут к тому, что вместе с двигателем придется доставать раздаточную коробку и коробку передач.
Что важно учесть при переборке двигателя УАЗ 3303
Перед тем как приступать к разбору своими руками, мотор следует старательно почистить от мазута и шлака. Для демонтажа понадобятся специальные наборы инструментов, такие как 2216-Б и 2216-М.

Все исправные детали нужно чистить и ставить на место либо помечать маркерами или стикерами, чтобы в дальнейшем избежать путаницы. При любой поломке или неисправности шатуны и крышки с них не следует разъединять. Меняя картер, нужно измерить угол соединения оси коленвала с задним торцом картера. Далее следует снять сцепление и определить стойку индикатора на кромке коленчатого вала. Радиус колебания края картера и прорези должен составлять приблизительно 0,1 мм.
После очистки все детали мотора нужно обезжирить. Нагар можно аккуратно счистить ножом или другим твердым предметом. Есть и другой, более легкий и безопасный способ. Для чистки деталей из алюминия требуется приготовить вот такой раствор:
- 10 г хозяйственного или другого щелочного мыла;
- 18 г кальцинированной соды;
- 8 г жидкого стекла;
- 1 л воды, разогретой до 90°С.
Для чистки деталей из стали подойдет этот раствор:
- 25 г каустической соды;
- 30 г кальцинированной соды;
- 5 г хозяйственного или другого щелочного мыла;
- 1,5 г жидкого стекла;
- 1 л чистой воды температуры 90°С.
Когда детали очистятся, их нужно прополоскать в чистой воде и высушить. При сборке двигателя УАЗ 3303 следует выполнять определенные правила:
- все детали, подвергающиеся в процессе эксплуатации трению, нужно смазать моторным маслом;
- все новые запчасти с резьбой необходимо установить на сурике;
- нитролак использовать с неразъемными деталями;
- при закручивании гаек и болтов следует применять динамометрический ключ.
Особенности ремонта блока цилиндров УАЗ 3303
Гильзы чаще остальных деталей нуждаются в замене. Стертой деталь можно считать тогда, когда щель между юбкой и гильзой увеличивается до 1/3 мм. Высота выступа гильзы в блоке цилиндров должна быть не больше 0,05 мм и не меньше 0,005 мм. Если выступ слишком мал, то антифриз обязательно окажется в камере сгорания, что станет результатом поломки. Величина гильзы измеряется без учета уплотнительного кольца. Гильзы в блоке цилиндров фиксируются шайбами и втулками. Слишком расточенные гильзы лучше заменить новыми.
Причиной поломки блока цилиндров может быть деформация поверхности примыкания к блоку, полное истирание направляющих втулок клапанов и седел. Искажение плоскости головки не должно превышать 0,5 мм. В ином случае головку нужно полировать.

Состояние поршневых колец следует контролировать. Лучше каждые 80 тыс. км автопробега их менять. На каждом поршне установлены 2 компрессионных кольца и 1 маслосъемное. Благодаря проточкам на внутренней поверхности кольца избыточное масло при поднятии поршня вверх выводится из системы.
Когда в замене нуждаются только кольца, но не сам поршень, из кольцевых рубчиков в его головке поршня нужно вычистить нагар. Это важно делать бережно, чтобы избежать повреждения боковых стенок. Сверлом в 3 мм можно убрать нагар из маслоотводящих отверстий. Скоростной режим не должен превышать 50 км/ч в течение первых 1000 км.
Криво-шатунный механизм УАЗа 3303
Ремонт шатунов заключается в замене и очистке втулки верхней головки. Ремонтные втулки изготавливают толщиной 1 мм из бронзовой полоски. Запрессовывая другую втулку в шатун, необходимо гарантировать дублирование отверстий втулки и верхней головки шатуна. Отверстия нужны для того, чтобы масло поступало к поршневому пальцу. Внутреннюю поверхность запрессованной втулки можно утрамбовать ровной пробкой. Исходный диаметр должен составлять 24 мм.
С другой стороны втулку нужно разработать под ремонтный калибр. Когда в шатунах прорези под вкладыши в нижней головке имеют более 0,05 мм овальности, их будет проще заменить.
Поршневые пальцы можно поменять, не обрабатывая заранее отверстия в поршне. Лучше применить детали большего диаметра. Диаметр пальцев не должен быть больше 0,1 мм, иначе отверстия придется заранее обрабатывать.
Прежде чем впрессовать поршневой палец, нужно извлечь стопорные кольца пальца из поршня плоскогубцами. Поршень в данной ситуации должен нагреться до 70°С в емкости с водой. Реставрация поршневых пальцев осуществляется посредством их перешлифовки в чуть меньшие размеры или хромированием, а потом полировкой до обозначенных параметров. Если поршневые пальцы имеют трещины и сколы, отремонтировать их уже нельзя.
Зазор между поршневыми пальцами и головкой шатуна составляет 0,007 мм. Поршневой палец следует смазать маслом низкой вязкости. На практике поршень подобрать очень просто. При комнатной температуре помещения палец не должен влезать в поршень от усилия рукой. Но если поршень разогрет до 70°С, то под несильным давлением он легко туда входит. Если запрессовывать палец при комнатной температуре, есть риск повреждения отверстия и самого поршня.
Все почищенные или замененные детали снова устанавливаются на свои места. Когда двигатель полностью собран, необходимо провести его балансировку. Ни одна сторона с новыми поршнями не должна перевешивать другую больше чем на 8 г. В канавках стопорные кольца должны устанавливаться с натягом. Чтобы избежать трудностей, поршни можно приобрести укомплектованными пальцем и колечками.
После капитального ремонта важно не перегружать мотор УАЗ 3303 интенсивной работой первую 1000 км. Все новые установленные детали должны приработаться и притереться.
Замена масла в двигателе и в коробке является одной из важных процедур, обеспечивающих стабильную работу автомобиля. Следует своевременно менять смазку, использовать качественное топливо и вовремя проходить техосмотр.
Замена поршневых колец
Поршневые кольца заменяйте через 70000 - 90000 км пробега (в зависимости от условий эксплуатации автомобиля).
Поршневые кольца устанавливают по три на каждом поршне: два компрессионных и одно маслосъемное. Компрессионные кольца отлиты из специального чугуна. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки (рис. 54а), за счет которых кольца при движении поршня вниз несколько вывертываются, что способствует лучшему удалению излишнего масла с поверхности гильз. Кольца необходимо устанавливать на поршень проточками вверх, в сторону днища поршня.

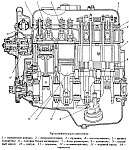
Рис. 54. Установка колец на поршне:
а -поршень с кольцами двигателя УМЗ-4178.10;
б, в -поршень с кольцами двигателя УМЗ-4218.10;
1-поршень; 2-верхнее компрессионное кольцо; 3-нижнее компрессионное кольцо; 4-кольцевые диски; 5-осевой расширитель; 6-радиальный расширитель
Двигатель УМЗ-4218.10 может комплектоваться двумя вариантами исполнения компрессионных колец (рис. 54б,в).
Один вариант верхнего компрессионного кольца 2 (рис. 54б) имеет проточку на внутренней цилиндрической поверхности. Кольцо необходимо устанавливать на поршень проточкой вверх.
Другой вариант верхнего компрессионного кольца 2 (рис. 54в) имеет бочкообразный профиль наружной поверхности, проточка на внутренней цилиндрической поверхности кольца отсутствует. Положение кольца при установке в канавку поршня безразличное.
Нижнее компрессионное кольцо 3 (рис. 54б,в) - скребкового типа, на нижней торцевой поверхности имеет кольцевую проточку, которая вместе с конусной наружной поверхностью образует острую нижнюю кромку ("скребок"). Кольцо изготавливается в двух вариантах - с проточкой на внутренней цилиндрической поверхности кольца (рис. 54б) и без проточки (рис. 54в). Кольца необходимо устанавливать на поршень острой кромкой - "скребком" вниз.
Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и осевой расширители. Наружная поверхность дисков маслосъемных колец покрыта твердым хромом. Замок колец прямой.
Поршневые кольца ремонтных размеров (см. табл. 5) отличаются от колец поминальных размеров только наружным диаметром. Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3 - 0,5 мм (0,3-0,65 мм для двигателей мод. 4218).
Проверку бокового зазора в стыке кольца производите, как показано на рис. 55. К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным - по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня. Плоскости стыков при сжатом кольце должны быть параллельны.

Рис. 55. Подбор поршневых колец по цилиндру (проверка бокового зазора в стыке кольца)
Снимайте и устанавливайте кольца на поршень с помощью приспособления (рис. 56) модели 55-1122.

Рис. 56. Снятие и установка поршневых колец
После подгонки колец по цилиндрам проверьте боковой зазор между кольцами и канавками в поршне (рис. 57), который должен быть: для верхнего компрессионного кольца 0,050 - 0,082 мм, для нижнего компрессионного - 0,035 - 0,067 мм. При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни (см. "Замена поршней"). Одновременная замена поршневых колец и поршней резко снижает расход масла.
Рис. 57. Проверка бокового зазора между поршневым кольцом и канавкой поршня
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (рис. 58).
Рис. 58. Очистка канавок поршневых колец от нагара
Из маслоотводящих отверстии нагар удаляйте сверлом диаметром 3 мм.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или форматированными. Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120 град. друг к другу.
После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45-50 км/ч.
Текущий и капитальный ремонт двигателя УМЗ-417, общий порядок проведения, подготовка к разборке и сборке двигателя.
Основанием для капитального ремонта двигателя УМЗ-417 является :
Подробнее об этих признаках и способах их диагностики, в отдельном материале.
Текущий и капитальный ремонт двигателя УМЗ-417, общий порядок проведения.
При ремонте двигателя необходимо придерживаться определенного порядка. При разборке двигателя УМЗ-417 надо тщательно проверить каждую его деталь на предмет возможности ее дальнейшего применения или необходимости замены на новую.
Работоспособность двигателя может быть восстановлена заменой изношенных деталей новыми номинального размера либо восстановлением изношенных деталей и применением сопряженных с ними новых деталей ремонтного размера. Для этих целей существуют поршни, поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала, седла впускных и выпускных клапанов, втулки распределительного вала и другие детали ремонтных размеров.
При решении вопроса о замене той или иной детали в процессе ремонта двигателя УМЗ-417 следует пользоваться данными о предельно допустимых зазорах и износах в сопряжениях основных деталей кривошипно-шатунного и газораспределительного механизмов.
При ремонте двигателя УМЗ-417 и его узлов, необходимо выдерживать рекомендуемые установленные зазоры и натяги. Уменьшение или увеличение зазоров против рекомендуемых непременно приведет к ухудшению смазки трущихся поверхностей, а следовательно, и к ускоренному их износу.
Уменьшение натягов в неподвижных (прессовых) посадках тоже крайне не желательно. Для таких деталей, как направляющие втулки и вставные седла выпускных клапанов, уменьшение натягов может привести к ухудшению передачи тепла от этих деталей к стенкам головки блока цилиндров.
Подготовка двигателя УМЗ-417 к ремонту, разборка и сборка двигателя.
Перед разборкой на ремонт, двигатель УМЗ-417 должен быть тщательно очищен от грязи и масла. Разбирать и собирать двигатель рекомендуется на поворотном стенде. При индивидуальном методе ремонта двигателя детали, пригодные к дальнейшей работе, должны быть установлены на прежние места, где они приработались.
Для этого такие детали, как поршни, поршневые кольца, шатуны, поршневые пальцы, вкладыши, клапаны, штанга, коромысла и толкатели, необходимо маркировать при снятии любым из возможных способов, не вызывающим порчи деталей, кернением, надписыванием, прикреплением бирок и тому подобное.
При любом виде ремонта нельзя разукомплектовывать крышки шатунов с шатунами, переставлять картер сцепления и крышки коренных подшипников с одного двигателя на другой или менять местами крышки средних коренных подшипников в одном блоке, так как перечисленные детали обрабатывают на заводе совместно и поэтому они не взаимозаменяемы.
Если картер сцепления заменяют новым, то необходимо проверить концентричность отверстия, служащего для центрирования коробки передач с осью коленчатого вала, а также перпендикулярность заднего торца картера относительно оси коленчатого вала. Стойку индикатора при проверке закрепляют на фланце коленчатого вала. Сцепление при этом должно быть снято. Биение отверстия и торца картера не должно превышать 0.08 мм.
После разборки двигателя УМЗ-417, его детали необходимо тщательно обезжирить и очистить от нагара и смолистых отложений. Удаление нагара с поршней, впускных клапанов и камер сгорания осуществляют механическим или химическим способом. Наиболее простым способом очистки деталей является ручная мойка керосином или бензином в небольших ваннах волосяными щетками и скребками.
Химический способ удаления нагара заключается в выдерживании деталей в ванне с раствором, подогретым до температуры 80-95 градусов, в течение 2-3 часов. Для очистки алюминиевых деталей можно применять следующий состав раствора, грамм на 1 литр :
Для очистки стальных деталей можно применять следующий состав раствора, грамм на 1 литр :
Приведенные растворы не обеспечивают полного удаления нагара. В этих растворах нагар только размягчается, поэтому его очищают при помощи жестких волосяных щеток или деревянных скребков. После очистки детали промывают горячей водой температурой 80-90 градусов и обдувают сжатым воздухом. Промывать детали из алюминиевых сплавов в растворах, содержащих щелочь нельзя, так как она разъедает алюминий и цинк.
Устройство и работа смазочной системы двигателя УМЗ-417



Он имеет очень низкую себестоимость, простейшую конструкцию, высокую надежность и приемлемые для тяжелых грузовиков, внедорожников и микроавтобусов эксплуатационные характеристики, поэтому выпускается до сих пор для обслуживания гигантского парка УАЗ 3151 и модификаций УАЗ 3741.
Конструкторы использовали в двигателе 417 частично разработки ЗМЗ 402, дополнив их новыми решениями. Прежней осталась рядная схема расположения 4 цилиндров и нижний распредвал газораспределительного механизма, алюминиевый блок в смоляной пропитке и крайне неудобный в эксплуатации узел заднего сальника коленвала.

ЗМЗ 402 послужил образцом для мотора УМЗ 417
Механический тюнинг следующих версий семейства моторов 417 производителя УМЗ позволил увеличить мощность до 98 л. с. (4175.10 и 4178.10-52), адаптировать под диафрагменное и рычажное сцепление.
В нижней таблице собраны технические характеристики силового привода УМЗ 417:
город – 14,5 л/100 км
болт сцепления – 19 – 30 Нм
крышка подшипника – 70 Нм (коренной) и 60 Нм (шатунный)
головка цилиндров – три стадии 40 Нм, 120 Нм + 90°
В свою очередь, конструкция мотора 417 стала базовым решением для следующих версий УМЗ 420 (не пошел в серию) и УМЗ 421.
Особенности конструкции
В принципе, двигатель УМЗ 417 скопирован с мотора ЗМЗ 402, но отличия, все же, существуют:
- посадка гильз в блоке резиновыми кольцами вместо медных прокладок;
- маховик больше в диаметре;
- нет оребрения вначале выпуска, затем появились 4 ребра жесткости;
- маслофильтр съемный вместо стаканного;
- схема системы охлаждения обратная – и подача и забор ОЖ из ГБЦ;
- слабый фибровый сальник помпы вместо сальника от мотора ВАЗ;
- уменьшен диаметр тарелок клапанов.

Маховик УМЗ 417

Система охлаждения
И самая главная причина снижения мощности УМЗ 417 в сравнении с ЗМЗ 402 – объединенный, не раздвоенный коллектор выпускного тракта.

Выпускной коллектор
Особенностями конструкции являются:
- рядная схема двигателя и его продольное расположение относительно траектории движения транспортного средства;
- камера сгорания небольшого размера, купольной конфигурации;
- улучшенная очистка смазочного материала (полнопоточная схема со сменным фильтром);
- высокий эксплуатационный ресурс от 150000 км пробега;
- короткий ход поршня и верхняя компоновка клапанов.

Схема ГРМ УМЗ 417
Чтобы осуществить капитальный ремонт, не нужно обязательно посещать СТО, все операции можно произвести своими силами в гараже. Для этого руководство пользователя содержит, как описание параметров, так и пошаговые фото.
Даже в отсутствие гидротолкателей производитель рекомендует заливать качественное масло и антифриз для охлаждения мотора с весьма скромным оребрением блока цилиндров.
Предусмотрена изготовителем и возможность модернизации впускного/выпускного тракта, ГБЦ т ШПГ.
Замена сальниковой набивки. Этап пятый. Сборка
Собираем все, что разобрали, в обратном порядке. При сборке обязательно пользуемся динамометрическим ключом. Не нужно полагаться на свою силу, авось и опыт соседа по гаражу. Просто затяните все, что положено требуемым моментом, это не так сложно и гарантирует нормальную работу мотора. Самым трудным моментом будет установка мотора обратно в отсек, но вы справитесь.
Если течет, значит, вы не были аккуратны и попытались упростить процесс или имеется значительное повреждение вала, а может, присутствует его биение/продольное перемещение.
P.S. Раз уж вы все равно сняли мотор:
● проверьте состояние коренных подшипников, возможно, стоит их заменить. Также возможно, что ремонта потребует вал. Замените опорные полукольца; ● оцените состояние поршневых колец; ● удобно будет сразу заменить и передний сальник коленчатого вала; ● оцените состояние сцепления и выжимного подшипника; ● проверьте, нет ли сильных повреждений венца маховика.
Перечень модификаций ДВС
Для различных задач с завода выходит несколько модификаций моторов УМЗ:
- 417.10 – считается базовым вариантом, степень сжатия 7, эксплуатируется на бензине А-76, удовлетворяет нормам Евро-1, характеристики 172 Нм и 92 л. с.;
- 4175.10 – адаптирован под сцепление ГАЗ Газель, степень сжатия 8,2, поэтому используется топливо АИ-92, соответствует Евро-3, характеристики 182,5 Нм и 98 л. с.;
- 4178.10-03 – установка движков только на старый модельный ряд УАЗ, степень сжатия 7, Евро-1, характеристики 171 Нм и 92 л. с., ГУР;
- 4178.10-01 – только для старого модельного ряда УАЗ, степень сжатия 7, Евро-1, характеристики 171 Нм и 92 л. с., 254 мм рычажное сцепление;
- 4178.10-52 – исключительно для ранних моделей УАЗ, степень сжатия 8,2, Евро-1, характеристики 180 Нм и 98 л. с., 240 мм диафрагменное сцепление;
- 4178.10-10 – после выхода версии УМЗ 421 используется ГБЦ от этого мотора, в которой увеличен диаметр клапанов до 39 мм, помпа смещена на блок, вместо набивки в ней стоит нормальный сальник;
- 4179.10 – рекомендовано для спецмашин Минобороны, Евро-1, степень сжатия 7,0, характеристики 171,6 Нм и 92 л. с., пусковой подогреватель, диафрагменное или рычажное сцепление.

УМЗ 4175.10

УМЗ 4179.10
В двух последних версиях используется дополнительное и улучшенное навесное оборудование, а в последней модели для военных УАЗиков применяется оригинальная головка блока цилиндров заводской форсировки.
Плюсы и минусы
К недостаткам можно отнести навесное оборудование – сложная конструкция двухкамерного карбюратора и низкий ресурс крыльчатки помпы, выполненной из полимерного материала. Из-за использования асбестовой прокладки ГБЦ антифриз часто проникает в цилиндры. От сильных вибраций самопроизвольно откручиваются гайки крепления ГБЦ и крышки, происходят протечки масла.
Именно поэтому в мануал заложены операции ТО по периодической протяжке гаек, регулировке зазора клапанов своими руками.

ГБЦ УМЗ 417
С другой стороны, плюсами конструкции ДВС 417 и всех его модификаций являются:
- надежная, хоть и морально устаревшая, система газораспределения;
- высокая надежность и эксплуатационный ресурс;
- снижение расходов владельца при использовании бензина с низким октановым числом;
- самостоятельный капремонт и механическая форсировка.
К сожалению, тюнинг способен добавить мощности в пределах 30 л. с. без установки турбины.
Замена сальниковой набивки. Этап третий. Дефектовка
Теперь, когда двигатель извлечен, переворачиваем его поддоном кверху и ставим на крепкий устойчивый верстак или подготовленную для этого площадку. Предварительно, не забываем извлечь штанги и толкатели ГРМ и, подписав фломастером, какая из них где стояла, откладываем в сторону. Начинаем разбирать мотор. ● Отвинчиваем поддон и снимаем его. ● Снимаем сцепление и маховик. ● Внимательно смотрим на крышки коренных подшипников, находим на них метки, которые свидетельствуют о порядке их расположения. На всякий случай делаем дополнительные метки фломастером или кернером. Лучше написать прямо цифрами (1, 2 и т.д.). Крышки не взаимозаменяемы, каждая при сборке должна встать строго на свое место. Впрочем, совсем снимать крышки не обязательно. Отпускаем их болты на несколько оборотов. ● Отворачиваем болты и снимаем обойму сальниковой набивки. ● Снимаем крышку пятого коренного подшипника и удаляем старые флажки. Тщательно очищаем поверхности от старого герметика. ● Выбрасываем старую набивку и смотрим на состояние поверхности, по которой она работала. Если на валу имеются повреждения, отдаем его в ремонт. Также очень желательно наличие специальной маслосгонной накатки. На некоторых валах ее нет, однако, в мастерской по ремонту коленвалов ее за небольшую доплату сделают. ● Хорошо очищаем все доступные детали от отложений, промываем их в бензине и раскладываем сушиться. Замена сальниковой набивки. Этап четвертый. Установка набивки
Как ни странно, это один из самых простых этапов нашего мероприятия. Здесь нам потребуется только острый нож, например макетный, и ключ на 10.
● Разрезаем набивку пополам. ● Вкладываем половинки в обоймы, осаживаем ее плотно, используя оправку или чистый обрезок трубы подходящего диаметра. ● Срезаем лишнее так, чтобы с каждой стороны остались напуски по 2-3 мм. Некоторые оставляют немного больше, но хватит и этого. ● Извлекаем набивку из обоймы, смазываем ее литолом и вставляем обратно. Обратите внимание, рисунок волокон набивки должен располагаться так, чтобы сгонять масло внутрь. Смазываем торцы набивки маслостойким герметиком. ● Теперь прикручиваем обоймы к блоку и крышке пятого коренного подшипника. ● Флажки слегка смазываем герметиком и устанавливаем на место так, чтобы лишний герметик не выступал. ● Затягиваем крышки коренных подшипников в правильной последовательности и правильным моментом.
Список моделей авто, в которых устанавливался
Проектировался мотор УМЗ 417 специально для Ульяновского автозавода, поэтому использовался в машинах УАЗ:
- 3151 – внедорожник;
- 3303 – грузовик полноприводный;
- 3741 – фургон цельнометаллический 4х4;
- 2206 – 8 – 11 местный микроавтобус;
- 3962 – санитарный и реанимационный автомобиль;
- 3909 – Фермер вагонного типа;
- 39094 – Фермер грузовик;
- ДИСА-1912 Заслон – бронемобиль для инкассаторов.

УАЗ 39094 Фермер
Мотор был создан чуть позже переименования УАЗ 469 в 3151, а УАЗ 452 в 3741, поэтому стоит только в модернизированных «Бобиках» и «Таблетках» – «Буханках». Характеристики двигателя позволяли применить его в качестве силового привода всех выпускавшихся на тот момент моделей УАЗ.
Регламент обслуживания УМЗ 417
Из-за недоработок конструкции и морального устаревания двигатель УМЗ 417 приходится обслуживать между капремонтами и производить замену расходников в следующие сроки:
- масло и маслофильтр – 7,5 – 10 тысяч пробега;
- регулировка зазоров клапанов – 15 тысяч км;
- воздушный фильтр – примерно через 2 года;
- выпускной коллектор – 2 года;
- фильтр топливный – 30 тысяч пробега;
- свечи и АКБ – 60 тысяч км;
- картерная вентиляция – 3 года;
- охлаждающая жидкость – 40 тысяч пробега.

Ремонт УМЗ 417
Поскольку распредвал расположен снизу, привод ГРМ осуществляется зубчатым колесом. Такое устройство ДВС более надежно в сравнении с ременной и цепной передачей, но морально устаревшее, уже на момент разработки.
Смотрите также
Комментарии 11
Спасибо большое за советы мужики! Прочел ваши рекомендации, все они сходятся одном.Набивку надо брать «мерсовскую» и делать все по человечьи
Все верно! =) удачи в этом оххх… каком не легком деле!=)
Я тож за мерсовскую набивку ! Год как ДВС откапиталили, ездим горя не зная !
Колено снимать однозначно ,20 минут всремени на его снятие погоду не сделают ни кому Набивку Мерседес.заказывать В Экзисте
Набивку от мерса ставте и желательно оригинал, снимать мотор обязательно иначе особого толку не будет.
Сколько людей столько и мнений. Я бы посоветовал набивку от мерса. Колено снимать обязательно. Если масло льёт ручъем лучше сними блок отдефектуй и перебери весь. Потом не придется! Просто укладывать колено под машиной реально, но цуко не удобно! =) на ремонт вместе со всеми расходниками у меня ушло 15 рублей. Заменил: поршневую(гильзы, поршня, кольца) отшлифовал колено, естественно все вкладыши, поменял клапана, фрезернул голову под 92, поменял штанги, + ко всему, поставил новую сцепуху, все вильтра заменил, масло в двиг, мосты, коробку… и все это 15 рублей! =) менять все не обязательно, так что может будет гораздо дешевле. Все работы проводил сам в своем гараже, всёкроме фрезеровки и шлифовки. Так что думай!=) удачи!
Набивку бери УМЗ (Ульяновский Моторный Завод )оригинал. Только внимательней, подделок море. Лучше возми у «официалов». Да, 417 сопливят через набивку практически все. Особо не парься. У меня на10 000 км, через нее уходит примерно грамм 100 масла. То есть капля на поддоне «висит» постоянно. При этом расход масла в хорошей норме. Без долива, от замены до замены.
Везёт, у меня на набивке идеально сухо (от мерса стоит), а поддон вот никак победить не могу
Установка гильз на 417 мотор
Сообщества › УАЗоводы › Блог › Выпрессовка гильз из УМЗ 417
Во время визита к токарю, пока расстачивался коленвал, я показал ему свой блок цилиндров. Вердикт — «надо менять гильзы, но мы эту работу не делаем»! Повёз блок к другому, типа, мотористу. Тот начал уверять меня, что всё фигня и просто нужно поменять поршни с кольцами. А то, что гильзы вровень с блоком и нет тех самых 0,05 мм это нормально и даже ещё лучше. Короче, решил менять сам и к этому оленю больше ни ногой!
Перед тем, как приступить к работе проштудировал руководство по эксплуатации. По описанию ничего сложного: съёмником выкручиваются гильзы и вставляются новые. В магазине съёмника нет. В интернете есть, но ценник на хрень, состоящую из шайбы, шпильки и пары гаек, несоразмерный. Покупать, конечно же, не вариант. Полез на драйв — искать помощи коллективного разума и опыта людей, уже проделавших эту работу. Делаю съёмник. Использовал шпильку М18 с двумя гайками. Шайбу вырезал из двух пластин 8 мм, сварил их, обрезал по торцам, просверлил. Сверху опора из обрезка полки швеллера 22.
При натяжении гайка сильно вдавливалась в шайбу, установил подшипник для облегчения усилия.
Но как я не упирался, как я не простукивал нихрена не получалось выдавить гильзу. Совсем. Сидит мёртво. Собака!Попробовал кувалдой потяжелее. Безрезультатно. Только отломал край юбки.
Переставил съёмник на другую гильзу. Такая же фигня. Читаю драйв. Один дяденька описал способ, видимо более подходящий для УАЗа, заключающий в себе часть культурного кода русского народа. Из инструментов нужны только кувалда и полено. Ну, ещё сварка. Я несколько удивился (на самом деле прих…ел, но так писать нельзя), но другого варианта уже не нашёл. В гильзы засунул поршни, предварительно сняв все кольца.
Отметил по поршню маркером линию и аккуратно по ней наварил шов. Сделал подставку из досок, чтоб не запороть шпильки. На неё блок. В поршень вставил брусок и хорошенько приложил кувалдой.
С третьего удара эта бл.дина сдалась! Брусок пал смертью храбрых, капитально застряв в поршне, но это фигня, есть брус побольше. Процедуру повторил ещё три раза. Бил уже не стесняясь. Три-четыре удара по каждой гильзе и вуаля!
Я могу ошибаться, но мне кажется, что на этом блоке подобное производится впервые. Уж очень плотно сидели гильзы на своих местах. Да и говна под ними и на них просто жуть. Вот откуда голубовато-бирюзовый тосол приобретает рыжий цвет! И я уверен, что никакими промывками для систем охлаждения эту жижу оттуда не вымыть!
Ну всё! Хорошее завершение недели! Теперь буду очищать и промывать блок, все каналы продувать и ставить новые гильзы. Более подробные снимки здесь: www.drive2.ru/l/550637348409312981/
Метки: уаз 31512, капитальный ремонт, бобик rat look, умз 417, гильзы, съёмник, кувалда
Комментарии 91
ловить пять соток там где прокладка на полмиллиметра проминается это действительно лишнее. Зря оленем называешь.
Не зря. Гильза в блоке держится за счет прижима головой. Если она не будет выступать, прокладка ляжет на блок вокруг, и тут могут быть как прогары прокладки, так и пропуск ОЖ в поддон через недостаточное уплотнение по низу. Инструкции такие не дураки придумывали. А олень он и есть олень)).
Не зря. Гильза в блоке держится за счет прижима головой. Если она не будет выступать, прокладка ляжет на блок вокруг, и тут могут быть как прогары прокладки, так и пропуск ОЖ в поддон через недостаточное уплотнение по низу. Инструкции такие не дураки придумывали. А олень он и есть олень)).
прокладка сминается и на гильзе она сомнется на 5 соток меньше, вот и всё.
Если бы прокладки были волшебными и своим сминанием (5 соток больше, 5 соток меньше) исправляли все дефекты геометрии и небрежность в сборке, тогда, наверное, не было бы прогаров вовсе. И не надо было бы шлифовать головки а то и блоки при обнаружении неровности: прокладка же все выправит, она сминается. Но, к сожалению, это не так, и для металлического кольца прокладки вокруг камеры сгорания лишние 5 соток могут стать критическими. Но я не уговариваю, вы можете себе собирать двигатель, не глядя в инструкции, по своему разумению.
торчащая на 5 соток гильза с неровностями будет свистеть гораздо хуже отшлифованной в ноль с блоком. Ремонт заключался не в выдавливании этих соток в плюс а в выравнивании поверхности. А на низ без герметика надеяться ну такое себе…
А есть какие-либо основания для таких утверждений? Я могу привести кучу ссылок на инструкции по ремонту разных лет с такими рекомендациями. Вы считаете себя умнее и образованнее заводских инженеров? Вы походу путаете двигатели с запрессованными гильзами (или вообще без отдельных гильз) со старыми УМЗ и ЗМЗ, про которые идет речь, где, повторюсь, гильзы держатся и уплотняются в блоке за счет прижима головкой и в любом случае имеют некую податливость соединения. И на один герметик в этом узле надеяться — ну такое себе.
Гильзы УМЗ и ЗМЗ
Чтобы увидеть ЗАВОДСКИЕ гильзы УМЗ421 — надо либо расплавить, либо распилить блок цилиндров….
Гильзы 410 мотора — внутренний Ф 100мм.
Гильзы 21, 417 , 410 и 4022 — с нижним уплотнением резинками.
410 — не мацал сам. не знаю.
21и 417 — просто кольцом под нижней опорной поверхностью
4022 — » как у ЗиЛ130″ — два колечка в проточках по нижней юбке гильзы. ( потому расточить гильзу 4022 больше штатного Ф93,5 мм невозможно. А , 417, 402 — под «спортивные» поршня Ф95,5 — легко)
Тут важно становится отличие гильз 21 ( и 451) от 417.. ( вроде как ранние 24 от 402 тем же отличаются) :
Современные гильзы — цельные.
А в «древних» — был жаровой пояс. из «отбеленного» чугуна. Такое кольцо вставлено ( или залито ?) в верхней половине хода поршневых колец.
И при расточке больше штатной ( макс 93,5) — есть шанс . что кольцо сие истончится слишком и вывалится по кускам.
Сразу, или «в процессе потом» — неважно.
Ну и ещё ( сам тут по фото попадал)
КАК вставить, да вставить правильно гильзы 24/402 в блоки 21;417 и 4022 — ума не приложу.
( как минимум нужна токарка верхнего пояса. гильзы, которым она фиксируется по высоте в блоке)
Вот из 417 гильз сделать 4022 — нивапрос. Два паза под колечки на юбке проточить — и вуаля.
Почему многа букафф про мотор 4022 ? ( тот самый — форкамерный, «от 3102 настоящей»)
А потому, что по заявлению ОАО ГАЗ — блок модели 4022 ставился всё время выпуска 402 мотора.
и шёл и на Волги и на Газели
Внешне я не знаю как его отличить.
А вот в чём главная его фича 6
в верхней фиксации гильз в блоке .
То есть в этом моторе соединены сильные стороны 24 семейства ( гораздо лучшая жёсткость картера коленвала за счёт снижения оси разъёма поддона) и 21 -го ( верхняя фиксация гильз = меньшая требовательность к качеству прокладки ГБЦ и меньшее коробление в случае перегрева)
Единственный недостаток блока 4022 — невозможность расточить мотор до объёма 2650 см3 ( поршни 95,5)
А вот самое короткое :
по идее гильзы 21 от 417 отличать не нужно.
По всем размерам они одинаковы и взаимозаменяемы 100 % ( кроме верхнего пояска из спец. чугуна — говорил выше).
Они — с верхней фиксацией.
То есть — верхний край имеет токарно обработанный буртик стандартной ( не знаю точно — на взляд миллиметров 6-7 ) высоты.
;4022 ( редкость ныне, только по спецзаказу можно купить, как и 410 впрочем) -тоже верхний буртик, как у 21/417. но и две проточки под уплотнения на юбке.
Изменено 13 июля 2021 пользователем Федот68
УАЗ 31512 › Бортжурнал › Ремонт 417 двигателя, продолжение. Сборка.
Ну чтож, еще одни гаражные выходные прошли плодотворно. Прошлые выходные закончились установкой новых гильз в блок. Сажал на герметик, вернее на жидкую прокладку. Плоскость прилегания резинок к блоку отчистили и она была ровная, но герметик решено было использовать как страховку. Дабы все это дело высохло в том положении, в котором и будет стоять, прижал все гильзы старой головой. Сняв старую голову в эти выходные, резиновые уплотнения уже не смогли выдавить гильзы обратно.
Дома по вечерам собирал поршня и шатуны. Поршневая комплект мотордеталь. При взвешивании поршней и пальцев, оказалось что все они весят одинакого. Грамм в грамм. Вес поршней без колец 565 грамм. С шатнунами все хуже. 1010, 1015, 1011, 1020. Шатуны балансировал не только по общему весу, но и по весу сторон. Идеально конечно не получилось, потому, что для того чтобы стороны шатунов со стороны поршней весили одинаково, пришлось бы пилить самые легкие по общему весу шатуны. В итоге разброс по сторонам не более 3 грамм. Общий вес приведен к значению 1010 грамм.
УАЗ 31512 Реинкарнация › Бортжурнал › Восстановление. Двигатель. Часть 1
Сняли родной двигатель с УАЗа — УМЗ 417. Точнее то, что от него было на раме. Головку двигателя, поршневую и поддон мы забирали в виде набора частей в коробке вместе с машиной. Предыдущий владелец затевал сделать капремонт, но решил продать как есть.
Осмотрели блок со всех сторон, увидели состояние, немного приуныли.
На блоке много раковин возле масляных каналов, нужно напаивать, протачивать, делать плоскость. Неясно как быть с коленвалом, скорее всего нужно его шлифовать. Распредвал, возможно, тоже. Гильзы уже со ржавчиной. В общем восстанавливать его проблематично.
Но печалились мы недолго, пришел отец Егора (Егор — друг, вместе с которым мы взяли и делаем УАЗ) и сказал, чтобы мы брали его блок от 417-го двигателя, который у него был в запасе, для которого уже есть шлифованный коленвал и он полностью готов к эксплуатации. Нам очень повезло. Решили собирать на нем.
Достали «новый» блок, он весь был внутри грязный — предыдущие эксплуататоры двигателя были большими поклонниками масла лукойл или шелла такого же разлива. Кто видел двигатели после этих масел — поймет. Мыли мы его, наверное, целую неделю по вечерам. Ушло много солярки, бензина, растворителя, уайт-спирита и всяких «фирменных» отмывок (кстати, смесь из солярки, растворителя, уайт-спирита и бензина отмывает, как нам показалось, лучше любой фирменной). Полностью отмыть внутри все равно не удалось. К сожалению, не осталось фотографий грязного блока, чтобы оценить количество смытой дряни.
Поршневая, которую нам отдали с машиной, оказалась в отличном состоянии, поршня ровные, шатуны как будто вообще новые (единственное — на них есть градиент на металле, как будто они стояли на двигателе, который перегревали, возможно — это такая обработка изначально, неясно), пальцы новые. Доукомплектовали недостающие шпильки и гайки, сняв их со старых поршней, которые валялись в гараже. Немного пришлось шлифовать шатуны, в которых пальцы сильно закусывало. Все смазали, соединили, подготовили к сборке.
На «новом» блоке не хватало некоторых шпилек, а некоторые были с поврежденной резьбой. Выкрутили плохие, сняли годные с «родного», доукомплектовали шпильками.
У распредвала обнаружился осевой продольный люфт, почти 1 мм. Возможно, это не критично, но нас это не устроило. Кое как сняли с него шестерню, вынули. Начали искать возможные причины и варианты исправления. С задней стороны он никак не фиксируется продольно, только спереди, значит искать нужно именно тут. Информации по исправлению осевого люфта распредвала нигде не нашли, только упоминание, что нужно менять упорный фланец или даже саму шестерню, на которой изнашивается ступица. Имеющаяся шестерня была без износа ступицы, а в местных магазинах упорный фланец мы не нашли, да и тем более, посмотрев на него, поняли, что и он почти не имеет износа, а если его перевернуть (он полностью симметричен), то будет совсем ровная сторона. Но это никак не исправляло люфта. Потом посмотрели внимательно на распорное колечко, сравнили его толщину с толщиной упорного фланца, увидели разницу в размер люфта. А ведь шестерня до фланца упирается в это кольцо. То ли кольцо изначально толще, то ли фланец тонкий, то ли как всегда — несоответствие размеров деталей изначально. ))) Сошлифовали распорное кольцо, уменьшив разницу до нужного значения — уменьшили люфт до приемлемого зазора. Как всегда, пока делали, забыл про фотоаппарат, а когда вспомнил — все уже собрано было.
Уложили коренные вкладыши, сальниковую набивку, уложили коленвал в постель, закрутили. Вставили шатунные вкладыши, надели кольца на поршни, вставили их в блок. В качестве оправки использовали тут же собранную приспособу из оцинковки, согнутую в виде трубы по размеру поршня с отогнутыми краями и плоскогубцы, которыми ее сжимали вместе с кольцами. Немного масла на кольца, легкое постукивание по поршню, и он садится на место. Прикрутили шатуны к коленвалу, при этом крутили коленвал большим газовым ключем по мере прикручивания. Все вкладыши предварительно смазывали маслом. После сборки еще покрутили ключом коленвал — туго, но крутится — значит хорошо.
Почистили и промыли масляный насос. Прокладок под трубку масляного насоса найти в магазинах не удалось, поэтому обрисовали ее основание на пароните, сделали из металлических трубок подходящего диаметра пробойники и вырезали прокладки сами. Установили масляный насос.
Снятие, ремонт и установка шатунно-поршневой группы
Снятие, ремонт и установка шатунно-поршневой группы УАЗ 31519
Вам потребуются: ключи "на 10", "на 12", "на 14", головки "на 15", "на 19", молоток.
1. Снимите головку блока цилиндров (см. "Замена прокладки головки блока цилиндров").
2. Снимите масляный картер двигателя и прокладку картера (см. "Замена уплотнения масляного картера").
3. Снимите масляный насос (см. "Снятие, ремонт и установка масляного насоса").

4. Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна. Если крышка сидит плотно, сбейте ее несильными ударами молотка. Выньте из крышки вкладыш.
5. Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном. Выньте из шатуна вкладыш.
Если собираетесь устанавливать прежние вкладыши, пометьте их номером цилиндра.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра. Проверьте метки на шатуне и крышке шатуна. Если метки не видны, пометьте шатун и крышку номером цилиндра.
6. Выньте остальные поршни с шатунами.
7. С помощью съемника снимите поршневые кольца, при отсутствии съемника осторожно разогните кольца у замков.
Предупреждение
Не разгибайте кольца больше, чем это требуется для их снятия, иначе возможно нарушение формы колец или их поломка.
8. Снимите стопорные кольца с двух сторон поршня.
9. Выпрессуйте специальным приспособлением поршневые пальцы. Если нет приспособления, можно выбить поршневые пальцы легкими ударами молотка через оправку 1, это необходимо делать на весу, чтобы не повредить поршень. Выньте шатун 2 из поршня 3.
10. Снимите остальные поршни с шатунов.
11. Промойте все детали в бензине. Очистите поршни от нагара. Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
12. Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни. Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже его оси. Поршень установлен в цилиндре с зазором 0,036–0,060 мм. Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром 0,25 мм. Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись: "409" (поршень номинального диаметра), "409АР" (диаметр, увеличенный на 0,5 мм) или "409БР" (диаметр, увеличенный на 1,0 мм).
13. Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня. Зазор должен быть в пределах 0,096–0,060 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные значения, кольца или поршни нужно заменить.
14. Измерьте зазоры в замках поршневых колец. Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов. Измерьте щупом зазор в замке (в разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для маслосъемных дисков. Если зазор превышает указанный, замените кольцо. Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски. При этом кольцо перемещайте по напильнику вверх-вниз.
15. Проверьте посадку поршневого пальца в верхней головке шатуна. Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской. Палец маркируют на внутренней поверхности с одного конца, шатун - на стержне, поршень - на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня. Размерные группы поршней, шатунов и пальцев приведены в табл. 5.3.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий. Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения. В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса. Поршневой палец и шатун должны быть одной или соседних размерных групп.
Таблица 5.3 Размерные группы поршней, шатунов и пальцев двигателей мод. ЗМЗ-409.10

16. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
17. Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и прочие дефекты, замените вкладыши.
18. Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна. Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой. Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в табл. 5.4.
Таблица 5.4 Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей шатунно-поршневой группы двигателя мод. ЗМЗ-409.10

*Допуск 0,06 мм разбит на пять групп (через 0,012 мм).

19. Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80 °С. Затем быстро вставьте шатун в поршень так, чтобы надпись "Перед" на поршне и выступ А на шатуне были с одной стороны, и запрессуйте поршневой палец 6 с максимальным натягом 0,0025 мм. Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
На верхнем компрессионном кольце имеется надпись "Верх". Кольцо необходимо устанавливать на поршень этой надписью к днищу поршня. На нижнем компрессионном кольце с внутренней стороны есть проточка, кольцо надо устанавливать этой проточкой вверх к днищу поршня.
Вставьте вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ ("замок") на вкладыше должен войти в выемку в нижней головке поршня. Вставьте вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ ("замок") вкладыша должен войти в выемку в крышке. Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом. Поверните поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца - под углом 180° друг к другу и под углом 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца. Поверните коленчатый вал так, чтобы шатунная шейка цилиндра, в который устанавливают поршень, находилась в нижней мертвой точке (НМТ). Вставьте поршень с шатуном в цилиндр так, чтобы надпись "Перед" на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
Полезный совет
Для того чтобы не повредить зеркало цилиндра, рекомендуется надеть на шатунные болты втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе поршневые кольца можно сломать. Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, и снимите с шатунных болтов обрезки шлангов. Установите крышку 2 шатуна на шатунные болты, уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, номера цилиндров, выбитые на шатуне и крышке, должны быть расположены с одной стороны, а "замки" вкладышей - друг против друга.

20. Заверните гайки шатунных болтов и затяните моментом 68–75 Н·м (6,8–7,5 кгс·м).
21. Аналогично установите остальные поршни с шатунами.
22. Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
23. Установите масляный насос, масляный картер и головку блока цилиндров.
Видео про "Снятие, ремонт и установка шатунно-поршневой группы" для УАЗ 31519
УАЗ/ГАЗЕЛЬ - Ремонт двигателя УМЗ 421 - Часть 2 - Замена втулок шатунов Как заменить поршневую в 406 ЗМЗ двигателе не снимая с машины часть 2 УАЗ/ГАЗЕЛЬ - Ремонт двигателя УМЗ 421 - часть 1 ДефектовкаЧитайте также: