
Замена ремня грм газель 402
Обновлено: 11.05.2024
Ремонт и сервисное обслуживание автомобилей, двигателей и автоматических коробок передач
Газопровод двс ЗМЗ-402 автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель (рис.4) состоит из алюминиевой впускной трубы и двух чугунных выпускных коллекторов.
Впускная труба и выпускной коллектор 1-го и 4-го цилиндров соединены между собой в один узел через прокладку четырьмя шпильками, а плоскость прилегания к головке цилиндров обработана в сборе с не плоскостностью 0,2 мм, поэтому разборка узла без необходимости нежелательна.
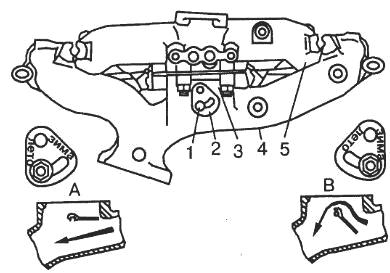
Рис.4. Газопровод ЗМЗ-402 автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель
1 - гайка; 2 – сектор регулировки подогрева; 3 - заслонка; 4 – выпускной коллектор; 5 - впускная труба; А - положение заслонки при наименьшем подогреве - ЛЕТО; В-положение заслонки при наибольшем подогреве – ЗИМА
Средняя часть впускной трубы двигателя подогревается отработавшими газами, проходящими по выпускному коллектору. Степень подогрева можно регулировать вручную при помощи поворачивающейся заслонки 3 в зависимости от сезона.
При повороте сектора 2 в положение, при котором метка "ЗИМА" находится против стопорной шпильки, - подогрев смеси наибольший; при повороте в положение метки "ЛЕТО" - подогрев наименьший.
Распредвал двигателя ЗМЗ-402
Распредвал ГРМ двигателя ЗМЗ-402 автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель - чугунный, литой со стальной шестерней привода масляного насоса и распределителя зажигания; имеет пять опорных шеек разного диаметра (для удобства сборки): первая 52 мм, вторая - 51 мм, третья - 50 мм, четвертая - 49 мм, пятая-48 мм.
Шейки распредвала опираются непосредственно на поверхность расточек в алюминиевом блоке цилиндров.
Рабочая поверхность кулачков и эксцентрика привода бензинового насоса отбелена до высокой твердости при отливке распределительного вала. Зубья шестерни привода масляного насоса закалены.
Распределительный вал З (рис.5) приводится от коленчатого вала косозубой шестерней 4. На коленчатом валу находится стальная шестерня с 28 зубьями, а на распределительном валу - пластмассовая шестерня с 56 зубьями.
Применение пластмассы обеспечивает бесшумность работы шестерен. Обе шестерни имеют по два отверстия с резьбой М8х 1,25 для съемника.
От осевых перемещений распредвал ГРМ ЗМЗ-402 удерживается упорных стальным фланцем 6, который расположен между торцом шейки вала и ступицей шестерни с зазором 0,1-0,2 мм. Осевой зазор обеспечивается распорным кольцом 8, зажатым между шестерней и шейкой вала.
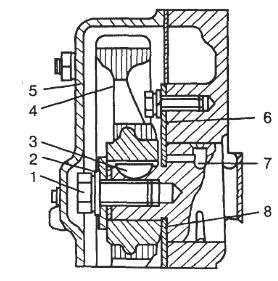
Рис.5. Привод распределительного вала ГРМ ЗМЗ-402 автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель
1 - болт; 2 - шайба; 3 - шпонка; 4 - шестерня; 5- крышка распределительных шестерен; 6 - упорный фланец; 7 - распределительный вал; 8 - распорная втулка
Шестерня закреплена на распределительном валу при помощи шайбы 2 и болта 1 с резьбой М12х 1,25. Болт ввертывается в торец вала.
На шестерне коленчатого вала против одного из зубьев нанесена метка "О", а против соответствующей впадины шестерни распределительного вала нанесена риска или засверловка. При установке распределительного вала ГРМ эти метки должны быть совмещены.
Распредвал обеспечивает следующие фазы газораспределения: впускной клапан открывается с опережением на 12 градусов до прихода поршня в ВМТ, закрывается с запаздыванием на 60° после прихода поршня в НМТ, выпускной клапан открывается с опережением на 54° до прихода поршня в НМТ, и закрывается с запаздыванием на 18° после прихода поршня в ВМТ.
Указанные фазы ГРМ ЗМЗ-402 (ГАЗ-402) автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель действительны при зазоре между коромыслом и клапаном, равном 0,5 мм. Высота подъема клапанов 10 мм.
Толкатели - стальные, поршневого типа. Толкатели по наружному диаметру и отверстия под толкатели в блоке цилиндров разбиты на две размерные группы.
При сборке ГРМ ЗМЗ-402 толкатели определенной группы следует устанавливать в отверстия, отмеченные соответствующей краской.
Штанги толкателей. Для обеспечения стабильности зазоров в клапанном механизме при нагревании и охлаждении двигателя штанги толкателей изготавливаются из дюралюминиевого прутка.
На концы штанг напрессованы стальные закаленные наконечники со сферическими торцами.
Длина штанги двигателя ЗМЗ-402.10 - 283 мм, двигателя 4021.10-287 мм. Коромысла клапанов 8 (рис.6), одинаковые для всех клапанов, стальные, литые. В отверстие ступицы коромысла запрессована втулка, свернутая из листовой бронзы.
На внутренней поверхности втулки сделана канавка для равномерного распределения масла по всей поверхности и для подвода его к отверстию в коротком плече коромысла.
Регулировочный винт 9 имеет шестигранную головку со сферическим углублением для штанги, а с верхнего конца - прорезь для отвертки.
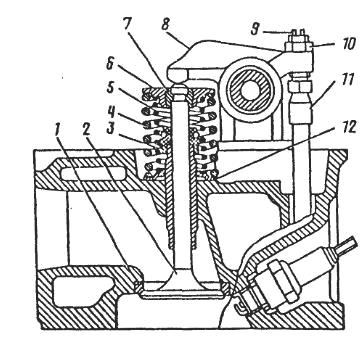
Рис.6. Привод клапанов ГРМ двигателя ЗМЗ-402 автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель
1 - седло клапана; 2 - клапан; 3 - маслоотражательный колпачок; 4 и 5 - пружины; 6 - тарелки пружин; 7- сухарь; 8 - коромысло; 9 - регулировочный винт; 10 - гайка регулировочного винта; 11 - штанга; 12 - опорная шайба пружин
Сферическое углубление соединено сверлеными каналами с проточкой на резьбовой части винта. Проточка на винте приходится напротив отверстия в плече коромысла, т.е. примерно посередине высоты резьбовой бобышки короткого плеча коромысла.
Масло в этом случае беспрепятственно проходит из канала коромысла в канал винта и к сферическому углублению. Регулировочный винт стопорится контргайкой 10.
Коромысла установлены на полой стальной оси, которая закреплена на головке цилиндров двс ЗМЗ-402 (ГАЗ-402) при помощи четырех основных стоек из высокопрочного чугуна и двух дополнительных стоек из ковкого чугуна и шпилек, пропущенных через стойки.
Четвертая основная стойка на плоскости, прилегающей в головке цилиндров, имеет паз, через который подводится масло из канала к головке в полость оси коромысел.
Остальные стойки фрезерованного паза не имеют, поэтому их нельзя ставить на место четвертой стойки. Под каждым коромыслом в оси выполнено отверстие для смазки.
Клапаны двигателя ЗМЗ-402 автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель изготовлены из жаропрочных сталей: впускной клапан - из хромокремнистой, выпускной - из хромоникель-марганцовистой с присадкой азота.
На рабочую фаску выпускного клапана дополнительно наплавлен более жаростойкий хромоникелевый сплав. Диаметр стержня клапанов 9 мм.
Тарелка впускного клапана имеет диаметр 47 мм, а выпускного - 39 мм. Угол рабочей фаски обоих клапанов 45°.
На конце стержня клапанов выполнена выточка для сухариков тарелки пружины клапана. Тарелки пружин клапанов 6 и сухарики 7 изготовлены из стали и подвергнуты поверхностному упрочнению.
На каждый клапан ЗМЗ-402 (ГАЗ-402) автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель устанавливается по две пружины: наружная 4 с переменным шагом с левой навивкой и внутренняя 5 с правой навивкой.
Пружины изготовлены из термически обработанной высокопрочной проволоки и подвергнуты дробеструйной обработке. Под пружины устанавливаются стальные шайбы 12.
Наружная пружина устанавливается вниз концом, имеющим меньший шаг витков. Клапаны работают в металлокерамических направляющих втулках.
Втулки изготовлены прессованием с последующим спеканием из смеси железного, медного и графитового порошков с добавлением для повышения износостойкости дисульфида молибдена.
Внутреннее отверстие втулок окончательно обрабатывается после их запрессовки в головку. Втулка впускного клапана снабжена стопорным кольцом, препятствующим самопроизвольному перемещению втулки в головке.
Для уменьшения количества масла, просасываемого через зазоры между втулкой и стержнем клапана на верхние концы всех втулок напрессованы маслоотражательные колпачки 3, изготовленные из маслостойкой резины.
ГРМ закрыт сверху крышкой коромысел, штампованной из листовой стали, с закрепленным с внутренней стороны фильтрующим элементом системы вентиляции картера. Крышка коромысел крепится через резиновую прокладку к головке цилиндров шестью винтами.
Замена ремня грм газель 402
Впускная труба изготовлена из алюминиевого сплава, выпускной коллектор прилегающий к головке цилиндров обработан в сборе с неплоскостностью 0,2 мм, поэтому разборка узла без необходимости нежелательна
Средняя часть впускной трубы подогревается отработавшими газами, проходящими по выпускному коллектору
Степень подогрева можно регулировать вручную при помощи поворачивающейся заслонки 3 в зависимости от сезона.
При повороте сектора 2 в положение, при котором метка ((зима)) находится против стопорной шпильки, подогрев смеси наибольший; при повороте в положение метки лето подогрев наименьший.

Распределительный вал — чугунный, литой со стальной шестерней привода масляного насоса и датчика-распределителя зажигания; имеет пять опорных шеек разных диаметров (для удобства сборки):
- первая — 52 мм, вторая — 51 мм, третья — 50 мг четвертая — 49 мм, пятая — 48 мм.
Шейки опираются непосредственно на поверхность расточек в алюминиевом блоке цилиндров.
Рабочая поверхность кулачков и эксцентрика привода топливного насоса отбелена до высокой твердости при отливке распределительного вала.
Зубья шестерни привода масляного насоса закалены.
Профили впускного и выпускного кулачков одинаковы.
Кулачки по ширине шлифованы на конус.
Коническая поверхность кулачка в сочетании со сферическим торцом толкателя при работе двигателя сообщает толкателю вращательное движение. Вследствие этого износ направляющей толкателя и его торца делается равномерным и небольшим.
Впускная труба и выпускной коллектор 1-го и 4-го цилиндров соединены между собой в один узел через прокладку четырьмя болтами.

Распределительный вал 7 приводится во вращение от коленчатого вала косозубой шестерней 4. На коленчатом валу находится стальная шестерня с 28 зубьями, а на распределительном валу — текстолитовая шестерня с 56 зубьями.
Применение текстолита обеспечивает бесшумность работы шестерен.
Обе шестерни имеют по два отверстия с резьбой М8х1 25 для съемника.
Распределительный вал вращается в 2 раза медленнее коленчатого.
От осевых перемещений распределительный вал удерживается упорным стальным фланцем 6, который расположен между торцом шейки вала и ступицей шестерни с зазором 01—0,2 мм.
Осевой зазор обеспечивается распорным кольцом 8, зажатым между шестерней и шейкой вала. для улучшения приработки поверхности упорного фланца фосфатированы.
Шестерня закреплена на распределительном валу при помощи шайбы 2 и болта 1 с резьбой М12х1,25. Болт ввертывается в торец вала.

На шестерне коленчатого вала против одного из зубьев нанесена метка а против соответствующей впадины шестерни распределительного вала нанесена риска или засверловка.
При установке распределительного вала эти метки должны быть совмещены.
Распределительный вал обеспечивает следующие фазы газораспределения: впускной клапан открывается с опережением на 12° до прихода поршня в ВМТ, закрывается с запаздыванием на 60° после прихода поршня в НМТ, выпускной клапан открывается с опережением на 54° до прихода поршня в НМТ и закрывается с запаздыванием на 18° после прихода поршня в ВМТ.
Указанные фазы газораспределения действительны при зазоре между коромыслом и клапаном, равном 0,5 мм.
Коромысла клапанов 8 одинаковые для всех клапанов, стальные, литые
В отверстие ступицы коромысла запрессована втулка, свернутая из листовой оловянистой бронзы.
На внутренней поверхности втулки сделана канавка для равномерного распределения масла по всей поверхности и для подвода его к отверстию в коротком плече коромысла.
Длинное плечо коромысла заканчивается закаленной цилиндрической поверхностью, опирающейся на торец клапана 2, а короткое плечо — резьбовым отверстием для регулировочного винта.
Регулировочный винт 9 имеет шестигранную головку со сферическим углублением для штанги, а с верхнего конца — прорезь для отвертки.
Сферическое углубление соединено сверлеными каналами с проточкой на резьбовой части винта.
Проточка на винте находится напротив отверстия в плече коромысла, т. е. примерно посередине высоты резьбовой бобышки короткого плеча коромысла.
Масло в этом случае беспрепятственно проходит из канала коромысла в канал винта.

Регулировочный винт стопорится контргайкой 10.
Коромысла - установлены на полой стальной оси, которая закреплена на головке цилиндров при помощи четырех основных стоек из высокопрочного чугуна, двух дополнительных стоек из ковкого чугуна и шпилек, пропущенных через стойки.
Четвертая основная стойка на плоскости, прилегающей к головке цилиндров, имеет паз, через который подводится масло из канала в головке в полость оси коромысел.
Остальные стойки фрезерованного паза не имеют, поэтому их нельзя ставить на место четвертой стойки.
От осевого перемещения коромысла удерживаются распорными пружинами, прижимающими коромысла к стойкам.
Крайние коромысла находятся между дополнительными и основными стойками, для увеличения износостойкости наружная поверхность оси под коромыслами закалена.
Под каждым коромыслом в оси сделано отверстие для смазки.
Клапаны изготовлены из жаропрочных сталей: впускной клапан — из хромокремнистой, выпускной — из хромоникельмарганцовистой с присадкой азота.
На рабочую фаску выпускного клапана дополнительно наплавлен более жаростойкий хромоникелевый сплав. диаметр стержня клапанов — 9 мм.
Тарелка впускного клапана имеет диаметр 47 мм, а выпускного — 39 мм.
Угол рабочей фаски обоих клапанов — 45°.
На конце стержня клапанов выполнена выточка для сухариков тарелки пружины клапана.
Тарелки пружин клапанов 6 и сухарики 7 изготовлены из стали и подвергнуты поверхностному упрочнению.
На каждый клапан устанавливается по две пружины: наружная 4 с переменным шагом с левой навивкой и внутренняя 5 с правой навивкой.
Пружины изготовлены из термически обработанной высокопрочной проволоки и подвергнуты дробеструйной обработке.
Под пружины устанавливаются стальные шайбы 12.
Наружная пружина устанавливается вниз концом, имеющим меньший шаг витков.
Клапаны работают в металлокерамических направляющих втулках.
Втулки изготовлены прессованием с последующим спеканием из смеси железного, медного и графитового порошков с добавлением для повышения износостойкости дисульфида молибдена.
Внутреннее отверстие втулок окончательно обрабатывается после их запрессовки в головку.
Втулка впускного клапана снабжена стопорным кольцом, препятствующим самопроизвольному перемещению втулки в головке.
Для уменьшения количества масла, проникающего через зазоры между втулкой и стержнем клапана, на верхние концы всех втулок напрессованы маслоотражательные колпачки 3, изготовленные из маслостойкой резины.
Распределительный механизм закрыт сверху крышкой коромысел, штампованной из листовой стали, с закрепленным с внутренней стороны фильтрующим элементом системы вентиляции картера.
Крышка коромысел крепится через резиновую прокладку к головке цилиндров шестью винтами.
Толкатели — стальные, поршневого типа.
Торец толкателя наплавлен отбеленным чугуном и шлифован по сфере радиусом 750 мм (выпуклость середины торца равна 0,11 мм).
Внутри толкателя имеется сферическое углубление радиусом 8,73 мм для нижнего конца штанги.
Вблизи нижнего торца сделаны два отверстия для стока масла из внутренней полости толкателя.
Толкатели по наружному диаметру и отверстия под толкатели в блоке цилиндров разбиты на две размерные группы.
При сборке толкатели определенной группы следует устанавливать в отверстия, отмеченные соответствующей краской.
Штанги толкателей. для обеспечения стабильности зазоров в клапанном механизме при нагревании и охлаждении двигателя штанги толкателей изготавливаются из дюралюминиевого прутка.
На концы штанг напрессованы стальные закаленные наконечники со сферическими торцами.
Нижний наконечник, сопрягающийся с толкателем, имеет торец с радиусом сферы 8,73 мм, а верхний, входящий в углубление в регулировочном винте коромысла, — 3,5 мм.





ЗМЗ-402.Замена и регулировка натяжения ремней привода агрегатов
Рекомендуем заменить оба ремня привода агрегатов при выходе из строя хотя бы одного из них.

Ключом «на 14» ослабляем нижнее крепление кронштейна натяжного шкива, придерживая болт ключом «на 12».

Подводим кронштейн натяжного шкива к блоку и снимаем ремень со шкивов.

Проведя ремень между крыльчаткой вентилятора и радиатором, снимаем его.

Ослабляем верхнее и нижнее крепления генератора (см. Снятие и ремонт генератора).
Подводим генератор к блоку цилиндров.
Снимаем ремень со шкивов, продевая его через крыльчатку вентилятора, аналогично снятию ремня привода вентилятора.
Надеваем новые ремни на шкивы.
Натягиваем ремень привода вентилятора, отодвигая натяжной шкив от блока цилиндров, и затягиваем верхнее и нижнее крепления натяжного шкива.
Ремень привода генератора натягиваем аналогично, отодвигая генератор от блока цилиндров, после чего затягиваем верхнее и нижнее крепления генератора.
Проверяем регулировку натяжения ремней, прикладывая усилие 4 кгс к серединам верхних ветвей.
Прогиб ремня привода генератора должен быть 8–10 мм,…

…а привода вентилятора – 7–9 мм. При необходимости повторяем регулировку.
Установка меток на шестернях двигателя 402
ГАЗ 31 Eazy29 › Бортжурнал › Замена шестерни распредвала ЗМЗ 402
Долгое время меня беспокоила проблема не ровной работы двигателя на холостых оборотах, а именно вибрации двигателя, передающиеся на кузов. Настройка карбюратора, зажигания, клапанных зазоров, переборка привода и трамплера ощутимых результатов не давали — на низких оборотах двигатель трясся как эпилептик, притом с повышением оборотов вибрации пропадали. Ну а раз я полез менять поддон, то решил снять переднюю крышку и заменить шестерню распредвала. Каких-либо особых премудростей в замене шестерни нет. Снимаем шкив с коленвала, откручиваем болт-храповик, съемником стягиваем ступицу шкива, стараясь не потерять шпонку, откручиваем переднюю крышку, снимаем маслоотражатель и наблюдаем наши шестерни.

Накручиваем обратно храповик и крутя его ключом на 46 заранее выставляем метки на шестернях. Это нужно сделать что бы было легче устанавливать новую шестерню. Откручиваем болт крепления шестерни распредвала и съемником снимаем ее. А теперь настает момент истины: берем новую шестерню и старую и сравниваем положение меток на них, совместив пазы под шпонки. Новую шестерню я купил производства фирмы АДС, черную, армамид, п/н 42000.0417-00-1006020-02

К чести фирмы АДС, могу сказать, что это единственный производитель запчастей, которому я на 100% доверяю и детали их производства не нуждаются в доработке напильником, в отличии от всех других известных мне производителей запчастей на 402 моторы. Данная шестерня так же показала себя с лучшей стороны. К ее качеству никаких претензий. Приложив старую и новую шестерни друг к другу, я увидел что метки расходятся ровно на один зуб. Данное обстоятельство меня очень смутило, пришлось порыться в своих ящиках и найти еще одну б/у шестерню с 402 мотора. Итогом оказалось, что на моей старой шестерне, которая стояла на моторе, метка выставлена не верно, либо же это шестерня предназначалась для УАЗов или ЗМЗ 21. Поставив новую шестерню на мотор, я решил его завести, не собирая переднюю крышку дабы проверить правильность установки. Надо сказать что результат меня очень порадовал — моментальный старт двигателя от поворота ключа, тихая и ровная работа мотора, и полное отсутствие вибраций. Моей радости не было предела, я наконец-то поборол тряски мотора на холостых. Мотор стал работать так хорошо, что не хотелось его глушить) Правда за это время работы без передней крышки маслом, подающимся на шестерни успело залить всю подкапотку.
Убрав брызги масла я занялся передней крышкой. Отмыл ее и заменил передний сальник коленвала. Сальник использовал Victor Reinz п/н 803697800
, к слову сказать аналогичный сальник от Erling
446.602
не имеет металлической оправки и поэтому болтается в посадочном месте как г-но в проруби.

Затем я заменил все шпильки и болты крепления передней крышки и занялся ее установкой. Тут важно не упустить один момент — сальник, а с ним и вся крышка центруется относительно ступицы шкива коленвала. Т.е. сначала наживляем крышку на свое место, но не притягиваем, напрессовываем ступицу, выставляем по ней крышку и только после этого производим затяжку гаек, ее крепящих к блоку. Пару слов о напрессовке ступицы шкива: бить по ней молотком, а значит и по коленвалу крайне не рекомендую. Я напресовывал с помощью болта М24х2х80 и набора шайб. Подробнее о методике напрессовки ступицы можно почитать у Mortis’а. Только от себя отмечу, что греть ступицу вовсе не обязательно, посадка там не такая жесткая, я горячей ступицей можно запросто повредить сальник.

Подведя итог, хочу заметить, что наибольшее влияние на поведение двигателя оказывает работа системы ГРМ. Поэтому есть смысл потратить несколько дней на замену шестерни, мотор ответит вам благодарностью и тихой работой)
ГАЗ 31 Дырявое ведро › Бортжурнал › Выставление ГРМ 402-го, на котором нет меток
Не прошло и 4000, как дошли руки до регулировки ГРМ. Изначально на шестернях меток нет. Такое БЫВАЕТ. И всё устанавливалось немного на глаз, без должной точности. При ВМТ первого цилиндра кулачки распредвала под его клапанами должны болтаться снизу, практически с одинаковыми углами отстояния от вертикали, градусов шесть разница. Поставил, собрал, завёл с полоборота. Но нет мощности.
Практика показала простое решение проблемы отсутствия меток. Основной вопрос — съёмник ступицы шкива коленвала и шестерни распредвала. Сделал его из пластины прочной стали толщиной 8мм. Сверлется 2 отверстия, по размерам резьбовых отверстий на ступице шкива. Потом между ними ещё одно, по размеру резьбовых отверстий на шестерне распредвала. Всё, съёмник готов. У меня ушло на него 4 сверла…
Второй шаг — снять систему водяного охлаждения. Ну, тут всё очень просто.
Третий шаг — выкручивание свечей и регулировка клапанов. Не торопясь и качественно, пока душевных сил в избытке.
ГАЗ 31 Пепелац › Бортжурнал › ЗМЗ-402, передний шкив, метки на нём и ВМТ
Всегда при регулировки клапанов и выставлении зажигания я руководствовался старым дедовским методом с ватой или тряпочкой. ну а потом для пущей точности светил фонариком в свечное отверстие и высматривал там поршень в ВМТ. А все почему? А потому, что метки на шкиве нихрена не совпадают. И когда я настраивал клапана кому-то я делал все точно так же.
Шкив ентот составной, скотина! И часть на которой метки — подвижная. Точнее не чем не фиксируется, ни шпонки ни болта, ни гужона. Просто резиновая втулка. И вот она при первом подвернувшемся ей случае, провернётся. Сегодня, пока все в открытом доступе и хорошо просматривается, заметил вот такую штуку. На освновном шкиве, есть две засечки, они точно совпадают с верхней мертвой точнокой первого цилиндра.
Эта метка, уж точно не провернётся. И никуда не денется. Теперь буду выставлять зажигание по ней. Думаю на других змз-402 и других шкивах она тоже есть.
Метки: грм
Комментарии 29
всем спасибо за дискуссию )))
а как насчет такой же на 511 мотор? V8
если показанная шестерня для 402-я, то не может ли она быть унифицированой с 511-й?
показанная шестерня вата Если размер самой шестерни такой же то можно Но точно знаю что положение метки относительно шпонки на 24й и 53 шестернях разные, но для разрезной это не суть
а есть лучше? и как определить?
по простоте и надежности конструкции www.drive2.ru/l/3473274/
если показанная шестерня для 402-я, то не может ли она быть унифицированой с 511-й?
Ну я думал что так, но точно не знал. Теперь будем знать
хорошо, тогда сдерем только идею))
Собираешь шестерню в заводское положение. Регулируешь клапана. Выставляется ВМТ на любом цилиндре (в такте завершения выхлопа) В этот момент клапана на этом цилиндре должны быть в приоткрытом положении. То есть, выхлопной клапан еще не закрылся до конца, а впуск уже начинает открываться. Так вот, нужно поставить распредвал так, что бы клапана были открыты на одну высоту. Около 0,5-2мм, в зависимости от распредвала. Высоту можно измерить просто, штангеном от плостисти гбц замеряешь высоту на зарытых клапанах (что бы был зазор на коромыслах) по тарелке к примеру, высота скорее всего будет отличатся. Записываешь. Дальше замеряешь высоту подъема клапанов в положении ВМТ как описывал выше. Высчитываешь на сколько и куда повернуть. Добиваясь одинаковой высоты подъема клапанов.
ну вот ясное и понятное разъяснение спасибо а то у меня проблемы с фазами грм но всё по меткам стоит а мотор всё время работает на обеднённой смеси всё перепробовал кроме проверки фаз грм
фазы практически не влияют на бедную-богатую смесь на карбюраторе фазы влияют на кривую момента мотор либо тянет внизу до середины, либо раскочегаривается ближе к середине и на верхах чуть получше То есть если фазы запаздывают то середина и верхи лучше Если опережает — низы лучше, но верхов как таковых не будет практически
у меня верхи хорошие и крутится хорошо а на низах проблемы на низких оборотах мотор трясёт дажи ехать тяжко на малой скорости наступают перебои и машина дёргается и расход огромный а свечи белые аж перегреваются и наступает калийное зажигание кучу всего переменял и перепробовал дажи поршневую менял но ничего не меняется осталось только с фазами поковыряться мож там шпонка не в том месте нарезана или ещё чтото
Особенности конструкции механизма газораспределения ЗМЗ-402 ГАЗ-2705
Впускная труба изготовлена из алюминиевого сплава, выпускной коллектор прилегающий к головке цилиндров обработан в сборе с неплоскостностью 0,2 мм, поэтому разборка узла без необходимости нежелательна. Средняя часть впускной трубы подогревается отработавшими газами, проходящими по выпускному коллектору
Степень подогрева можно регулировать вручную при помощи поворачивающейся заслонки 3 в зависимости от сезона.
При повороте сектора 2 в положение, при котором метка ((зима)) находится против стопорной шпильки, подогрев смеси наибольший; при повороте в положение метки лето подогрев наименьший.

Рис. Впускная труба и выпускной коллектор: 1 — гайка; 2— сектор регулировки подогрева; 3 — заслонка; 4— выпускной коллектор; 5— впускная труба; А — положение заслонки при наименьшем подогреве — ((лето)); В — положение заслонки при наибольшем подогреве — ((зима))
Распределительный вал — чугунный, литой со стальной шестерней привода масляного насоса и датчика-распределителя зажигания;
имеет пять опорных шеек разных диаметров (для удобства сборки):
первая — 52 мм, вторая — 51 мм, третья — 50 мг четвертая — 49 мм, пятая — 48 мм.
Шейки опираются непосредственно на поверхность расточек в алюминиевом блоке цилиндров.
Рабочая поверхность кулачков и эксцентрика привода топливного насоса отбелена до высокой твердости при отливке распределительного вала.
Зубья шестерни привода масляного насоса закалены. Профили впускного и выпускного кулачков одинаковы.
Кулачки по ширине шлифованы на конус.
Коническая поверхность кулачка в сочетании со сферическим торцом толкателя при работе двигателя сообщает толкателю вращательное движение. Вследствие этого износ направляющей толкателя и его торца делается равномерным и небольшим.
Впускная труба и выпускной коллектор 1-го и 4-го цилиндров соединены между собой в один узел через прокладку четырьмя болтами.

Рис. 2 Привод распределительного вала: 1 — болт; 2— шайба; 3 — шпонка; 4— шестерня; 5— крышка распределительных шестерен; 6 — упорный фланец; 7— распределительный вал; 8— 9 распорная втулка
Распределительный вал 7 приводится во вращение от коленчатого вала косозубой шестерней 4. На коленчатом валу находится стальная шестерня с 28 зубьями, а на распределительном валу — текстолитовая шестерня с 56 зубьями.
Применение текстолита обеспечивает бесшумность работы шестерен.
Обе шестерни имеют по два отверстия с резьбой М8х1 25 для съемника. Распределительный вал вращается в 2 раза медленнее коленчатого.
От осевых перемещений распределительный вал удерживается упорным стальным фланцем 6, который расположен между торцом шейки вала и ступицей шестерни с зазором 01—0,2 мм.
Осевой зазор обеспечивается распорным кольцом 8, зажатым между шестерней и шейкой вала. для улучшения приработки поверхности упорного фланца фосфатированы.
Шестерня закреплена на распределительном валу при помощи шайбы 2 и болта 1 с резьбой М12х1,25. Болт ввертывается в торец вала.

Рис. 3 Установочные метки на распределительных шестернях На шестерне коленчатого вала против одного из зубьев нанесена метка а против соответствующей впадины шестерни распределительного вала нанесена риска или засверловка.
При установке распределительного вала эти метки должны быть совмещены. Распределительный вал обеспечивает следующие фазы газораспределения: впускной клапан открывается с опережением на 12° до прихода поршня в ВМТ, закрывается с запаздыванием на 60° после прихода поршня в НМТ, выпускной клапан открывается с опережением на 54° до прихода поршня в НМТ и закрывается с запаздыванием на 18° после прихода поршня в ВМТ.
Указанные фазы газораспределения действительны при зазоре между коромыслом и клапаном, равном 0,5 мм.
Коромысла клапанов 8 одинаковые для всех клапанов, стальные, литые
В отверстие ступицы коромысла запрессована втулка, свернутая из листовой оловянистой бронзы.
На внутренней поверхности втулки сделана канавка для равномерного распределения масла по всей поверхности и для подвода его к отверстию в коротком плече коромысла.
Длинное плечо коромысла заканчивается закаленной цилиндрической поверхностью, опирающейся на торец клапана 2, а короткое плечо — резьбовым отверстием для регулировочного винта. Регулировочный винт 9 имеет шестигранную головку со сферическим углублением для штанги, а с верхнего конца — прорезь для отвертки.
Сферическое углубление соединено сверлеными каналами с проточкой на резьбовой части винта. Проточка на винте находится напротив отверстия в плече коромысла, т. е. примерно посередине высоты резьбовой бобышки короткого плеча коромысла.
Масло в этом случае беспрепятственно проходит из канала коромысла в канал винта.
Регулировочный винт стопорится контргайкой 10. Коромысла — установлены на полой стальной оси, которая закреплена на головке цилиндров при помощи четырех основных стоек из высокопрочного чугуна, двух дополнительных стоек из ковкого чугуна и шпилек, пропущенных через стойки.
Четвертая основная стойка на плоскости, прилегающей к головке цилиндров, имеет паз, через который подводится масло из канала в головке в полость оси коромысел.
Остальные стойки фрезерованного паза не имеют, поэтому их нельзя ставить на место четвертой стойки.
От осевого перемещения коромысла удерживаются распорными пружинами, прижимающими коромысла к стойкам.
Крайние коромысла находятся между дополнительными и основными стойками, для увеличения износостойкости наружная поверхность оси под коромыслами закалена.
Под каждым коромыслом в оси сделано отверстие для смазки. Клапаны изготовлены из жаропрочных сталей: впускной клапан — из хромокремнистой, выпускной — из хромоникельмарганцовистой с присадкой азота. На рабочую фаску выпускного клапана дополнительно наплавлен более жаростойкий хромоникелевый сплав. диаметр стержня клапанов — 9 мм.
Тарелка впускного клапана имеет диаметр 47 мм, а выпускного — 39 мм.
Угол рабочей фаски обоих клапанов — 45°.
На конце стержня клапанов выполнена выточка для сухариков тарелки пружины клапана.
Тарелки пружин клапанов 6 и сухарики 7 изготовлены из стали и подвергнуты поверхностному упрочнению. На каждый клапан устанавливается по две пружины: наружная 4 с переменным шагом с левой навивкой и внутренняя 5 с правой навивкой.
Пружины изготовлены из термически обработанной высокопрочной проволоки и подвергнуты дробеструйной обработке.
Под пружины устанавливаются стальные шайбы 12.
Наружная пружина устанавливается вниз концом, имеющим меньший шаг витков.
Клапаны работают в металлокерамических направляющих втулках.
Втулки изготовлены прессованием с последующим спеканием из смеси железного, медного и графитового порошков с добавлением для повышения износостойкости дисульфида молибдена.
Внутреннее отверстие втулок окончательно обрабатывается после их запрессовки в головку.
Втулка впускного клапана снабжена стопорным кольцом, препятствующим самопроизвольному перемещению втулки в головке. Для уменьшения количества масла, проникающего через зазоры между втулкой и стержнем клапана, на верхние концы всех втулок напрессованы маслоотражательные колпачки 3, изготовленные из маслостойкой резины. Распределительный механизм закрыт сверху крышкой коромысел, штампованной из листовой стали, с закрепленным с внутренней стороны фильтрующим элементом системы вентиляции картера.
Крышка коромысел крепится через резиновую прокладку к головке цилиндров шестью винтами.
Толкатели — стальные, поршневого типа.
Торец толкателя наплавлен отбеленным чугуном и шлифован по сфере радиусом 750 мм (выпуклость середины торца равна 0,11 мм).
Внутри толкателя имеется сферическое углубление радиусом 8,73 мм для нижнего конца штанги.
Вблизи нижнего торца сделаны два отверстия для стока масла из внутренней полости толкателя. Толкатели по наружному диаметру и отверстия под толкатели в блоке цилиндров разбиты на две размерные группы.
При сборке толкатели определенной группы следует устанавливать в отверстия, отмеченные соответствующей краской.

Штанги толкателей. для обеспечения стабильности зазоров в клапанном механизме при нагревании и охлаждении двигателя штанги толкателей изготавливаются из дюралюминиевого прутка.
На концы штанг напрессованы стальные закаленные наконечники со сферическими торцами. Нижний наконечник, сопрягающийся с толкателем, имеет торец с радиусом сферы 8,73 мм, а верхний, входящий в углубление в регулировочном винте коромысла, — 3,5 мм.
Сообщества › ГАЗ Волга › Блог › Метки шестерён ГРМ ЗМЗ-402
Всем привет!
в запале возни с запуском двигателя добрался я до шестерён ГРМ, так как одной из версий была их неправильная установка. Осмотр показал, что по меткам всё верно, а вот по зубьям, получается, распредвал отстаёт на один зуб. Я считал зубья от шпонки, с инфой с оллгаза не совпало на один зуб, распред вроде как должен приходить четвёртым промежутком, а метка на третьем.
Вопрос — я болван и всё правильно, или таки надо распред против часовой на один зуб сдвинуть?
Метки: змз-402, змз 402, метки грм, грм, фазы грм
Комментарии 100
Alex отпишись, чем дело закончилось? По ходу у меня такие же траблы(((((! Всё есть, а движок не работает! (((( Всё по меткам, искра есть, компрессия есть, бензин есть а двигло работает только на подсосе, холостого хода нет вААще! ((((
Где-то есть подсос воздуха, у меня тогда пропускала прокладка под коллекторами, также проверь на герметичность вакуумник, шланг к нему и всё шланги от карбюратора, а также прокладку под карбюратором
Я тут покумекал, и пришёл к выводу что бы правильно установить трамблёр в начальное положение и начальный угол нужно шестерню распределительного вала ставить не по меткам
Дело в том что пол оборота колена дают поворот распред вала 90 градусов чему и равняется поворот бегунка в трамблёре, если поставить по меткам или книге то зажигание получится позднее из за чего будет банально перерасход топлива а регулировки зажигания ограничены.
Я себе поставил шестерню между 3 и 4 зубом в итоге начальный угол зажигания по пластине октан корректора равен 8 градусов при этом машина расходует теперь меньше бензина.
Возможно я поставлю шестерню так как не написано в книге и будет толк.
Правильная метка на шестерне между 3 и 4 зубом, в магазине продают шестерни с неправильной меткой(текстолитовая, чёрная пластиковая) кладём на шпоночный паз и зуб линейку и от неё отсчитываем 4 зуба влево.
Преимущества старого ЗМЗ-402 перед современными двигателями
Если кому-то довелось владеть автомобилями Уаз, Волга или Газель ранних годов выпуска, тот обязательно сталкивался с двигателем ЗМЗ-402 или его Ульяновскими аналогами.
Когда-то и у нас в семье был Уаз 469 1976 года выпуска, как раз таки с двигателем ЗМЗ-402 под 76-80-ый бензин, рабочим объёмом 2445 см3, мощностью в 76 л/с, со степенью сжатия 6,7 и крутящим моментом в 160 Н·м. С тех пор довелось управлять разными машинами в том числе и иномарками. Но чем дальше я отдалялся от 402-го я понимал насколько он хорош.
Кому то наверное может показаться глупостью и хвалебные слова посвящённые старому мотору, и какое-то выделенное преимущество перед современными моторами, но это смотря, как поглядеть.
ЗМЗ-402 выпускался с 1968 по 2017 год периодически подвергаясь лёгкой модернизации. В итоге их было выпущено в количестве 6 125 136 штук.
Заявленный ресурс двигателя 250 тыс. км до капитального ремонта, однако многие владельцы автомобилей с подобным двигателем говорят о 300 - 400 тыс. км. По сути этот двигатель вечный, так, как имеет 5 ремонтных размеров цилиндро-поршневой группы. Поршни кстати диаметром 92 мм точно такие же, как и на V8 Газ-53.
В общем хочется выделить основные преимущества 402-го:
1. Относительно лёгкий. Что снижает общую массу автомобиля и нагрузку на переднюю ось. Благодаря тому, чтоб блок цилиндров и головка блока цилиндров выполнены из алюминия его вес всего порядка 170 кг.
2. Очень ремонтно-пригодный. Из-за того, что гильзы выполнены съёмными, капитальный ремонт можно призвести прямо во дворе не имея при этом особенных навыков. Не нужно специального инструмента. Большинство операций по силам выполнить обычными гаечными ключами, за исключением наверно только снятия ступицы коленвала - нужен будет съёмник.
3. Простая и понятная конструкция. Которая не сможет вас ничем запутать. Зная общие принципы работы четырёх-тактного двигателя вы легко сами найдёте причину той или иной неисправности.
4. Неплохая ресурсоспособность. Особенно сравнивая современные двигатели, чей ресурс если и сравнится с 402-ым, то их, как правило выбрасывают и покупают "контрактные".
5. У вас никогда не порвётся ремень ГРМ, а соответственно не погнутся клапана. Потому, что попросту нет ремня. Привод распредвала осуществляется бесшумной текстолитовый шестернёй напрямую от коленвала. Сам газораспределительный механизм довольно надёжный. Периодически требуется лишь регулировка тепловых зазоров.
6. Низовой мотор. При максимально возможных 4400 об/мин. характер двигателя соответствующий. Машина легко трогается с места на низких оборотах. Отлично работает в режиме средних оборотов.
7. Плавная работа на всех режимах. Нет эффекта "дизеления", как на тех же Калинах.
Из минусов можно выделить: повышенный расход топлива, не совсем устойчивую работу на холостом ходу, плохую эластичность, низкую мощность и соответствующую приёмистость. Те машины, которые имели этот двигатель под капотом, были довольно тяжёлые, поэтому все имели крайне низкий коэффициент энерговооружённости. Тяжёло даются обгоны и подъёмы.
В остальном же этот двигатель в любом случае вас довезёт до дома. Пусть даже на двух цилиндрах, но он никогда не умрёт окончательно.
Ремонт 402 ЗМЗ двигателя своими руками
Многие новички автовладельцы интересуются, как сделать самому ремонт двигателя модели ЗМЗ 402. Говорят, что они простые в разборке и отремонтировать можно их в гаражных условиях без специальных инструментов. Главное разбираться в конструкции силового агрегата и понимать чертежи, которые даны в мануале по двигателю. Опытные механики подтверждают, что ремонт прост в техническом исполнении.
Давайте посмотрим, как выполнить ремонт двигателя ЗМЗ 402 неопытному новичку.

Причины проведения капитального ремонта
Но сперва узнаем, зачем нужно разбирать работающий движок. А причин тому может быть многочисленное количество. От обычной «капиталки», которая делается один раз в 200 тысяч километров на любом моторе до серьезных неисправностей с коленвалом и полного износа движка.

Далее приведены причины, по которым ремонтируют двигатель:
- поедание ржой важных частей, изготовленных из металла. Это главная причина из-за которой разбирают полностью движок. Так как даже при тщательном уходе за двигателем ЗМЗ 402, коррозии и усталости металла не избежать;
- механические повреждения. Подобные поломки возникают из-за неправильного ухода за силовым агрегатом или, когда уход вообще отсутствует. Например, не вовремя замененный ремень газораспределительного механизма может привести к загибу клапанов;
- манера езды по дорогам автовладельца. Постоянные рывки, дерганья, езда на повышенных оборотах повышает риск капитального ремонта силового агрегата;
- неправильное хранение. Если движок постоянно хранится в сыром холодном помещении, то смазочная жидкость не сможет выполнять функции оптимально. А значит увеличится износ деталей. Вообще следует держать автомобиль в теплом и сухом гараже.
Причины были рассмотрены. А теперь давайте глянем с чего начинать капитальный ремонт двигателя ЗМЗ 402.
Процесс капитального ремонта двигателя
Ремонт двигателя ЗМЗ 402 ничем не отличается от моторов других модификаций. Здесь также понадобиться полностью разобрать движок, промыть все детали, рассмотреть какие неисправны, заменить их. А затем только собирать силовой агрегат воедино. Опытные механики дополнительно делают диагностику на специальном стенде после сборки мотора.

Если же нет возможности провести диагностику у автовладельца, то проверять придется уже в пути. Поэтому при малом опыте или сомнения, которые преследуют новичков автолюбителей при разборке движка, лучше всего пригласить друга специалиста.
Внимание! Вообще капитальный ремонт двигателя ЗМЗ 402 выполняется в четыре руки. Поэтому присутствие напарника обязательно.
Итак, сперва рассмотрим демонтаж двигателя.
Демонтаж двигателя
Демонтаж любого мотора начинается с отключения всех электрических цепей, удаления аккумуляторной батареи из машины. Затем следует слив тосола, смазывающего моторного средства. Когда полностью будут слиты все жидкости, можно приступать к откручиванию болтов и снятию движка с машины. Процедуру выполняют на яме, чтобы иметь возможность подобраться ко всем деталям и отсоединить их.

Списком показаны шаги разборки и снятия силового агрегата:
- удаление из-под капотного пространства воздушного фильтра, карбюратора.
- Демонтируют трубу выпускного коллектора.
- Снимают трамблер и свечи зажигания.
- Полностью отсоединяют топливную систему.
- Удаляют крыльчатку.
- Также снимают стартер и генератор.
- Разделяют мотор и коробку передач.
- Снимают радиатор и впускной и выпускной коллекторы.
Когда силовой агрегат будет отсоединен от всех деталей, связывающих его с машиной, его поднимают и вытаскивают из капота. Кладут на рабочий стол и начинают разбирать. Демонтируют следующие детали:
- сцепление;
- крышка клапанов;
- поддон;
- ГБЦ;
- помпы;
- поршни;
- коленвал.
Далее их промывают и отправляют на диагностику.
Диагностика неисправностей
В первую очередь осматривают блок цилиндров и коленвал. Если есть какие-либо трещины на корпусе БЦ, то их можно заварить. Если же трещины большие, то БЦ меняют на новый.

Коленвал также должен быть не потерт. На металле не должно быть никаких трещин или микроскопических ямок, разрывов тела металла. Проверяют металл на твердость, осматривают на наличие повреждений шейки коленчатого вала.
Далее замеряют цилиндры. По стандарту размер цилиндров равен 92 мм. Следующая таблица поможет нам побыстрее разобраться в возникшей ситуации по размерам цилиндров.
Если цилиндры имеют увеличение в размерах, то их растачивают до следующих размеров: все.
| Варианты | Размеры в мм |
| Новый | 92 |
| 1 | 92,5 |
| 2 | 93 |
| 3 | 93,5 |
| 4 | Разгильзовка БЦ |
Все размеры должны соответствовать тем, которые указаны в книге по эксплуатации двигателя.
Расточка блока
Если придется делать расточку блока цилиндров, то помните, что процедура делается только на специальном стенде. Затем идет процесс хонинговки. Хонингуют стенки цилиндров, протоки до тех пор, пока не обретут состояние стекла зеркала.

Внимание! Хонинговка нужна для того, чтобы масляные кольца полностью снимали масло со стенок цилиндров.
Ремонт коленчатого вала

Шейки коленвала должны быть точно отшлифованы под размер вкладыша.
Ремонт головки блока
Внимание! Если хотите сохранить головку блока цилиндров в целости и сохранности, никогда не используйте воду вместо тосола. Так как она разрушает стенки деталей и приводит к полной замене детали во время ремонта.
Если корпус ГБЦ в сохранности, то может быть потребуется замена следующих элементов:

- клапаны впуска и выпуска;
- направляющие втулки;
- сальники;
- распределительный вал.
Опытные механики до того, как установят новые втулки, протачивают их. Другие же ставят бронзовые втулки. Но подобные детали обойдутся дороже автовладельцу. Все зазоры вымеривают до миллиметра, чтобы не возникло проблем в работе силового агрегата в будущем.
Процесс сборки
После того как все детали отремонтированы, заменены на новые, начинается процесс сборки мотора. Он также не сложен. Главное знать, что и откуда было снято.

Шаги процедуры сборки после ремонта двигателя таковы:
- Проводится установка коленвала и вкладышей. Все фиксируют бугелями.
- Поршни и шатуны соединяют.
- Крепят нижнюю шейку шатуна к коленвалу.
- Ставят помпу и закрывают поддон.
- Монтирую сцепление.
- Затем делают балансировку с коленвалом.
- Монтируют ГБЦ. На ГБЦ кладут прокладку, смазанную графитовой смазкой.
- Ставят крышку клапанов.
- Далее собирают двигатель в обратном порядке.
После сборки проводят обкатку движка.
Обкатка
В гараже обкатку ДВС делают на горячую. Процедура заключается в следующих деталях:

- Вручную накачивают горючее.
- Запускают двигатель ЗМЗ 402.
- Поднимают обороты до 1200 в минуту.
- Через 5 минут увеличивают до 2000.
- Спустя семь минут опускают до 1200.
- Через две минуты глушат движок.
Затем регулируют клапаны, и процесс повторяется. При этом нужно обратить внимание на необычные стуки или подтеки после ремонта двигателя. Все неполадки устраняют.
Техническое обслуживание после проведения капитального ремонта
После капитального ремонта движка меняется километраж, который должен пройти движок до профилактического обслуживания.

Например, масло меняют через 1000 км и фильтр тоже. Через 8 тысяч заменяют свечи и провода, воздушный фильтр, масляный фильтр. Через тридцать пять тысяч километров делается замена ремня газораспределительного механизма.
Заключение
Ремонт двигателя ЗМЗ 402 своими руками прост и легок. Главное следовать инструкции и делать все так, как написано в книге по эксплуатации или так, как скажет друг механик. Жизненный ресурс двигателя увеличится еще на 200 тысяч после «капиталки».
Читайте также: