
Болт головки блока камаз резьба
Обновлено: 29.04.2024
Установка ГБЦ Камаз- момент затяжки

Снятие установка ГБЦ на автомобиле Камаз происходит довольно часто. По причинам связанным с неисправностями двигателя. Причины могут быть самые разные. Прорыв газов через уплотнительное кольцо. Прогорание клапанов. Утечка охлаждающей жидкости через уплотнения в гильзах. Утечка охлаждающей жидкости через уплотнения между ГБЦ и блоком двигателя. Замена вкладышей. Их рекомендуют менять через каждые 125000 км. И так далее.
Снятие ГБЦ Камаз
Снятие гбц начинается стого что необходимо снизить уровень охлаждающей жидкости в системе. Для этого достаточно слить 10- 15 литов жидкости. Затем откручиваются коллектора впускной, водяной выпускной.
Выпускной коллектор
Выпускной коллектор на двигателе евро прикручен непосредственно к головкам через прокладки. Трудность его снятия заключается в том что иногда не удаётся открутить болты. Для этого необходимо применять усилие. А сами болты легко обламываются. Если резьба прикипела. И понять когда болт начинает ломаться очень тяжело. Поэтому необходимо при возникновении усилия постоянно проверять, что болт откручивается а не заламывается. При откручивании и возникновении усилия провернуть болт в обратную сторону. Это делать необходимо постоянно потому что болты обламываются практически не заметно. Впускной коллектор полностью снимать не нужно достаточно того что он отойдет немного от головок. Потом просто необходимо будет подставить прокладки между ним и головками
Водяной и впускной коллектора
Прежде чем снимать водяной и впускной коллектор необходимо открутить трубки высокого давления от ТНВД и форсунок. Трубки потом следует устанавливать на свои места . Путать их не желательно потов очень тяжело будет их подобрать по местам где они стояли. Лучше всего их положить в отдельное место по порядку. Сложность снятия коллекторов заключается в неудобстве раскручивания крепёжных болтов. Проще снять компрессор. Он не очень сложно устанавливается а заодно поменять на нем уплотнительные резинки. Но если очень постараться, то компрессор можно и не трогать.
После того как коллектора удалены откручиваются клапанные крышки. Снимать их желательно. Потому что прежде чем вытаскивать головки требуется вынуть штанги толкателей. Если снимать головки со штангами, они могут упасть внутрь двигателя и достать будет тяжело. Сняв клапанные крышки следует раскрутить крепление коромысел. Они прикручены двумя гайками на шпильках. Предварительно необходимо разогнуть концы стопорной пластины. Коромысла снимаются со шпилек и вынимаются штанги толкателей клапанов.
Болты головки блока цилиндров
Болты крепления головки блока цилиндров необходимо раскручивать поочередно согласно схемы затяжки ГБЦ. Поэтапно в несколько приёмом. Если сразу ослабить один из болтов то это может вызвать перепад натяжения болтов такт остальные будут находиться в напряжение. Это может привести в дальнейшем к обрыву головки крепежного болта. На камазах это болезнь. Незначительный перекос приводит к обрыву болта. Поэтому и нужно раскручивать болты в несколько приёмов. Собственно говоря также как их затягивали. После того как болты раскручены головки можно снимать.
Осмотр головки
Прежде чем произвести установку ГБЦ Камаз на место после проведенного ремонта их обязательно необходимо осмотреть. По следующим причинам.

Состояние компрессионного кольца
Газовое компрессионное кольцо может просесть. Или появится люфт и кольцо будет двигаться на своем месте. В результате того что разбито посадочное место. На это обязательно необходимо обратить внимание. Кольцо должно выступать выше уровня головки 0,122-0,230 мм и разность показаний замеров по длине кольца не должна превышать 0,08 мм. В противном случае кольцо необходимо поменять. Для его снятия предусмотрены пазы с помощью которых кольцо можно вынуть с посадочного места.
Седла клапанов
Второе на что обязательно необходимо обратить внимание это состояние седел клапанов. на седлах может образоваться трещина. Или седло может просесть в своем посадочном месте и разболтаться. Для того чтобы в это убедиться необходимо распрячь клапана. Также возможно образование выработки в направляющих втулках клапанов. С этим разобраться сложнее. Замена направляющих на головках автомобиля камаз сложная задача. Они очень тяжело выпрессовываются. Делать это самостоятельно не советую. Специалисты не охотно берутся за ремонт камазовских головок. Именно по этой причине. И назначают цену немного менее, чем стоит новая головка. Поэтому здесь горячиться не нужно. Если люфт небольшой, то направляющие лучше не трогать. Попробовать установить новые клапана . Если люфт все равно большой попробовать найти другие головки. Это будет дешевле и надёжнее.
Притирка клапанов
Клапана желательно очистить от нагара и притереть. Клапана притирают при помощи дрели. Соединение дрели с клапаном не должно быть жестким. Желательно использовать резиновый шланг. Он быстро выходит из строя и его приходится менять но это того стоит. При жестком соединение возможна не правильная посадка клапана в седло. В момент соединение клапана с седлом должен происходить удар клапана и его одновременное проворачивание.
Правильная притирка клапанов считается при помощи коловорота со стороны шляпки клапана. При этом с обратной стороны необходимо установить слабую пружину что бы клапан отрывался от седла. Это самый надёжный способ притирки, но очень неудобный. Потому что приходится придумывать какой то паз чтобы коловорот смог проворачивать клапан. Самый простой способ это вырезать резиновый пятак с прорезью под коловорот. Для этого хорошо подходит транспортерная лента. И приклеить её к клапана при помощи расплавленной смолы. Это самый простой и доступный способ.
Посте притирки необходимо тщательно очистить клапана и седла от абразива который применялся при притирке. Бывали случаи когда забывали это сделать, в результате клапана с седлами приходили в негодность. Головку после притирки необходимо промыть и тщательно продуть воздухом. После этого клапана можно устанавливать на место. Предварительно требуется установить новые масло съёмные колпачки. И запрячь их в пружины при помощи съёмника клапанов.
Когда клапана установлены на место устанавливаются коромысла. После того как притянуться гайки необходимо их застопорить. Если гайки расслабятся то кронштейн вала коромысел начнет двигаться. В результате будут обламываться шпильки с определенной периодичностью.
Установка ГБЦ Камаз
Собранную головку устанавливают на двигатель.
Установка прокладок ГБЦ
Предварительно требуется установить прокладки. Ранее каналы системы охлаждения уплотнялись так называемыми присосками. Они вставлялись в три водяных канала головки а плоская х часть была обращена к блоку двигателя. И также ставилась резиновая прокладка. По всей плоскости прилегания головки. Она выполняла роль пыльника. Что бы грязь и пыль не попадали под головки не вызывали коррозию.
На современных двигателях устанавливается плоска резиновая прокладка с металлическим каркасом. Она выполняет общую роль как прокладки охлаждающей жидкости так и пыльника.Единственно что осталось неизменным это резиновое колечко которое ставится в выступ масленого канала. О этом колечке не в коем случае забывать нельзя. Какие прокладки лучше старого или нового образца трудно сказать. Скорее всего дело в аккуратности при сборке. И дальнейшей эксплуатации двигателя.

Установка фторопластового кольца
На двигателях оснащенных турбокомпрессорами дополнительно устанавливается фторопластовое колечко. Его необходимо аккуратно установить внутрь компрессионного (газового) кольца. Так чтобы при переворачивании головки оно не смогло выпасть. Это кольцо служит дополнительным уплотнением. Что бы предостеречь прорыв газов. из под газового кольца. Потому что турбины закачивают больший объём воздуха. Это приводит к более полному сгоранию топлива. И как следствие повышает температуру горения в камере сгорания. Дополнительное фторопластовое кольцо уплотняет соединение между головкой и гильзой.
После того как установлены прокладки необходимо вставить на свои места штанги толкателей. Делать это нужно аккуратно если штанга не попадет в своё посадочное место внутри двигателя может провалиться в в поддон и достать его без снятия поддона будет очень тяжело. Штангу необходимо вставить и после этого немного приподнять и опустить на свое место. Как бы убедиться что она стоит правильно.
Теперь необходимо одеть головку , так чтобы штанги вошли в свои каналы и уперлись в регулировочные винты коромысел. Также выступ масленого канала с надетой на нем резиновым колечком должен попасть в отверстие головки блока. Головка должна сесть на свое место без особого усилия. Если кулачки распредвала будут направлены на открытие впускного или выпускного клапана. Штанги упрутся в коромысла. И не дадут сразу плотно прижаться головке . ничего страшного. После того как вставятся болты крепления головки и будут закручиваться пружины клапанов сожмутся. Клапана станут в открытое положение . Это не помешает притягиванию головки.
Можно. прокрутить коленчатый вал. Штанги опустятся вниз и головка плотно прижмется к гильзе. Самое важное на начальном этапе притягивания головки равномерно её выставить по плоскости гильзы. Если какой то болт сильнее будет притянут. То получится рычаг. И после того как будет притягиваться противоположный болт возникнет большое усилие которое может привести к отрыву головки болта. По этому первоначально нужно добиться при помощи притягивания болтов равномерного расположения головки относительно гильзы. Протяжку болтов необходимо провести с помощью динамометрического ключа.
Затяжка ГБЦ Камаз
Схеме протяжки выглядит следующим образом
Крест на крест протягиваются противоположные болты.
Момент затяжки ГБЦ Камаз
Затяжка производится при помощи динамометрического ключа
Первый момент затяжки гбц составляет 40 Н-м. протяжка производится согласно показанной выше схемы
Момент второй затяжки гбц составляет 120-150 Н-м
Третья окончательная затяжка производится моментом 190-210 Н-м
Чтобы более равномерно установить головку ГБЦ , коромысла на них можно сразу не устанавливать. Сначала притянуть головки. Потом аккуратно установить штанги и после этого установить и притянуть коромысла. И застопорить крепёжные гайки.
Регулировка клапанов
Остаётся поставить на свое место коллектора. Установка ГБЦ требует последующей регулировки клапанов. Страшна она тем . что нужно хорошо понимать как работает двигатель. Так же необходимо знать метод регулировки который предлагают конструктора. Разные двигатели имеют свою методику регулировки. Связано это с конструктивными особенностями. Всегда предлагается самый простой и удобный способ регулировки для конкретного двигателя. Способ регулировки клапанов автомобиля подробно описан в этой статье. Он подходит для всех V-образных моделей двигателей.
ЭКСПЛУАТАЦИОННЫЕ МАТЕРИАЛЫ ДВИГАТЕЛЕЙ КАМАЗ 740.60-360, 740.61-320, 740.62-280, 740.63-400, 740.64-420, 740.65-240, 740.70-280, 740.71-320, 740.72-360, 740.73-400, 740.74-420 и 740.75-440
Надежная работа двигателя и выполнение им экологических требований гарантируется при условии применения предписанных предприятием-изготовителем топлив, масел и специальных жидкостей.
ДИЗЕЛЬНОЕ ТОПЛИВО
МОТОРНЫЕ МАСЛА
Моторные масла, допущенные для эксплуатации двигателей КАМАЗ приведены в таблицах Е.2, Е.3.
Таблица Е.2 - Перечень масел, допущенных для эксплуатации двигателей КАМАЗ уровня Евро-3
RAVENOL Expert SHPD SAE 10W-40, CI-4/CH-4/CG-4/ С F/SL,
Таблица Е.3 – Перечень масел, допущенных для эксплуатации двигателей КАМАЗ
CONSOL Титан Транзит
Ютек Супер Дизель
(U-tech Super Diesel)
ООО «Новокуйбышевский завод масел и присадок»,
Ютек Супер Дизель
(U-tech Super Diesel)
ОАО «Сибнефть Омский НПЗ»,
Продолжение таблицы Е.3
API CF -4/ SG SAE 5 W -30, 5 W -40,
Моторные масла серии
Славнефть Ультра Дизель
Моторные масла серии
ТНК Дизель Супер,
ТНК Дизель Мотор Плюс
Моторные масла серии
ТНК Дизель Супер Плюс,
Новойл Турбо Дизель
ОАО «Ново-Уфимский НПЗ»,
Масло моторное SAE 20 W -50,
Select Lubricants Magnum
LIQUI MOLY Nova Super HD
Motorol, SAE 15W-40, API CF-4/SG,
Mobil Delvac Super 1400 15W-40,
Рекомендуемый диапазон применения моторных масел в зависимости от температуры окружающей среды приведен на рисунке Е.1.
–40 о С –30 о С –20 о С –10 о С 0 о С +10 о С +20 о С +30 о С +40 о С
Рисунок Е.1 - Диапазон применения моторных масел.
В зависимости от условий эксплуатации рекомендуется применение моторных масел следующих классов вязкости по SAE:
- SAE 15W-40 всесезонно в умеренной климатической зоне;
- SAE 5W-40, 5W-30 всесезонно в районах с холодным климатом;
- SAE 20 при сезонном обслуживании в умеренной климатической зоне (в осенне-зим-ний период);
- SAE 30, 40 при эксплуатации в умеренной климатической зоне (в весенне-летний период) или в качестве основной марки в районах с жарким климатом.
ОХЛАЖДАЮЩИЕ ЖИДКОСТИ ДВИГАТЕЛЕЙ КАМАЗ 740.60-360, 740.61-320, 740.62-280, 740.63-400, 740.64-420, 740.65-240, 740.70-280, 740.71-320, 740.72-360, 740.73-400, 740.74-420 и 740.75-440
Охлаждающая жидкость – это сбалансированная смесь антифриза с водой. Наличие антифриза позволяет расширить диапазон рабочих температур, понижая температуру замерзания и повышая температуру кипения охлаждающей жидкости. Присадки, входящие в состав антифриза обеспечивают защиту системы охлаждения двигателя от кавитационной коррозии. Охлаждающая жидкость является готовым продуктом.
Для эксплуатации двигателей КАМАЗ допущены охлаждающие жидкости на основе этиленгликоля. Перечень охлаждающих жидкостей, допущенных для эксплуатации в системе охлаждения двигателей КАМАЗ, приведен в таблице Е.1.
Применение охлаждающих жидкостей обязательно во всех климатических зонах. В умеренной климатической зоне рекомендуется применение охлаждающих жидкостей с концентрацией антифриза – 40% (ОЖ-40 «Лена», «Тосол-А40М», «Cool Streаm Standard 40»и т.д.). В холодной климатической зоне рекомендуется применение охлаждающих жидкостей с концентрацией антифриза – 65% (ОЖ-65 «Лена», «Тосол-А65М» и т.д.).
В ходе эксплуатации необходимо следить за плотностью охлаждающей жидкости. Так, плотность охлаждающей жидкости при температуре 20 0С должна быть:
- ОЖ-40 «Лена» - (1,075 – 1,085) г/см 3 ;
- «Cool Stre а m Standard 40» - (1,068 – 1,070) г / см 3 ;
- «Тосол-А40М» - (1,078 – 1,085) г/см 3 ;
- ОЖ-65 «Лена» и «Тосол –А65М» - (1,085-1,1) г/см 3 ;
- «НКНХ-А40М» - (1,078 – 1,085) г/см 3 .
При плотности охлаждающей жидкости ниже минимального допустимого значения необходимо заменить жидкость. При наличии концентрата охлаждающей жидкости того же производителя возможна корректировка охлаждающей жидкости по плотности.
При плотности охлаждающей жидкости выше максимально допустимого значения следует произвести корректировку плотности ОЖ, используя деминерализованную воду.
ПРИЛОЖЕНИЕ Ж
АДРЕСА ПРЕДПРИЯТИЙ СЕРВИСА И ГАРАНТИЙНОГО ОБСЛУЖИВАНИЯ ДВИГАТЕЛЕЙ КАМАЗ 740.60-360, 740.61-320, 740.62-280, 740.63-400, 740.64-420, 740.65-240, 740.70-280, 740.71-320, 740.72-360, 740.73-400, 740.74-420 и 740.75-440
Болт головки блока камаз резьба
Моменты затяжки соединений дизеля КАМАЗ 740.11-240, 740.13-260, 740.14-300, 740.30-260, 740.50-360, 740.51-320
Наименование
Болты крепления 740.1005157-02 крышек коренных подшипников (вертикальные) коленчатого вала
Резьба на болтах должна быть смазана моторным маслом, избыток масла должен быть удален.
Затяжку производить, от средней опоры к крайним начиная с правого ряда в 2 приема:
- предварительно с крутящим моментом 95-120 Нм (9,6-12 кгс-м);
Стяжные болты 7482.1005158, 7482.1005159 крышек подшипников коленчатого вала
Резьба в отверстиях крышки и на болтах должна быть смазана моторным маслом, избыток масла должен быть удален.
Затянуть с моментом 147-167 Нм (15-17 кгс-м).
Болты крепления маховика
Перед вворачиванием резьба должна быть смазана тонким слоем графитовой смазки.
Затяжку производить последовательно в два приема (предварительно и окончательно), окончательно с крутящим моментом:
7406.1005127 - 245. 264 Нм (25. 27 кгс-м).
740.1005127-11 -167. 186 Нм (17. 19 кгс-м).
Болты крепления полумуфты отбора мощности и гасителя 740.21-1005106-10 или 740.1005106
Непосредственно перед сборкой нанести на 3-4 нитки резьбы болта герметик «Стопор-6» по ТУ 2257-003-25669359-98 или Унигерм 6 по ТУ 6-01-1285-84 с полным заполнением профиля резьбы методом окунания или кисточкой. Поверхность резьбы при этом должна быть чистой, без следов масла и коррозии.
Болт крепления крышки шатуна 740.1004062-11
Затяжку производить в 2 приема:
Допускается затяжка с крутящим моментом - 127,5-137,3 Нм (13-14 кгс-м).
Болты крепления передней крышки блока цилиндров:
- M10xl,25-6gxl20 49-60.8 Нм (5-6,2 кгс-м)
- M12xl,25-6gxl20 88.1-108 Нм (9-11 кгс-м)
Болты крепления головок цилиндров М16
Перед вворачиванием резьба болтов должна быть смазана тонким слоем графитовой смазки.
Болты затягивать в три приема:
-1 - прием 39-49 Нм (4-5 кгс-м)
- 3 -прием 186. 206 Нм (19-21 кгс-м)
Болты крышек головок цилиндров М8
Болты крепления картера маховика М12:
Затягивать в два приема
- 1 - прием 50-70 Нм (5-7 кгс-м)
Болты крепления картера маховика М10:
Затягивать в два приема
-1 - прием 20-30 Нм (2-3 кгс-м)
- 2-прием 43,1-54,9 Нм (4,4-5,6 кгс-м)
Болты крепления оси ведущей шестерни привода распредвала М10
Затягивать в два приема, окончательно с моментом – 49-61 Нм (5-6,2 кгс-м)
Болты крепления масляного картера М8
Болты крепления выпускных коллекторов М10
Затягивать в два приема, окончательно с моментом – 43-55 Нм (4,4-5,6 кгс-м)
Болты крепления корпусов компрессоров М6
Болты крепления корпуса турбины М8
Болты крепления трубопровода подвода масла к турбокомпрессору М14
Затяжка головки блока цилиндров камаз
Головки цилиндров 1 ( рисунок 19 ) отдельные на каждый цилиндр, изготовлены из алюминиевого сплава, для охлаждения имеют полость сообщающуюся с полостью охлаждения блока. Днище головки усилено за счет увеличения толщины в зоне выпускного канала и дополнительного ребра по сравнению с головкой цилиндра двигателя 740 .10.
Каждая головка цилиндра устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали. Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами. В головке увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость.
Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров . Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса двигателя и токсичность отработавших газов, поэтому замена на головки цилиндров 740.1003014-20 не допускается.
В головку запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами двигателя 740.10 и фиксируются острой кромкой.
Выпускные седла и клапан профилированы для обеспечения меньшего сопротивления выпуску отработавших газов.
Применение выпускного клапана двигателя 740.10 не рекомендуется.
Стык "головка цилиндров — гильза" (газовый стык) — беспрокладочный ( рисунок 21 ). В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3. Посредством этого кольца головка цилиндра устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра 5. Свинцовистое покрытие на поверхности кольца газового стыка дополнительно повышает герметичность за счет компенсации микронеровностей уплотняемых поверхностей. Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка — заполнитель 4.
Прокладка — заполнитель фиксируется на кольце газового стыка за счет обратного конуса и посадки ее с натягой но выступающему пояску. Применение прокладки-заполнителя снижает удельный расход топлива и дымность отработавших газов. Прокладка-заполнитель разового применения.
Рисунок 21. Газовый стык: 1 — головка цилиндра; 2 — кольцо уплотнительное перепуска охлаждающей жидкости; 3 — кольцо газового стыка; 4 — прокладка-заполнитель; 5 — гильза цилиндра; 6 — кольцо уплотнительное; 7 — прокладка уплотнительная; 8 — блок цилиндров; 9 — экран.
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки установлены уплотнительные кольца 2 из силиконовой резины.
Пространство между головкой и блоком, отверстия стока моторного масла и штанговые отверстия уплотнены прокладкой головки цилиндра 7 (рисунок 20) из термостойкой резины. На прокладке дополнительно выполнены уплотнительные бурт втулки подачи масла и канавка слива масла в штанговые отверстия.
При сборке двигателя болты крепления головки цилиндра следует затягивать в три приема в последовательности указанной на рисунке 22 .
Рисунок 22. Последовательность затяжки болтов крепления головки цилиндра.
Величина момента затяжки должна быть:
- первый прием — 39. .49 Н м (4. .5 кгс м);
- второй прием — 98. 127 Н м (10. 13 кгс м);
- третий прием — 186. 206 Н м (19. 21 кгс м) предельное значение.
Перед ввертыванием резьбу болтов смазать тонким слоем графитовой смазки.
После затяжки болтов необходимо отрегулировать зазоры между клапанами и коромыслами. Зазор необходим для обеспечения герметичной посадки клапана на седло при тепловом расширении деталей во время работы двигателя.
Увеличение или уменьшение тепловых зазоров отрицательно сказывается на работе механизма газораспределения и двигателя в целом. При слишком больших зазорах растут ударные нагрузки и увеличивается износ деталей привода клапанов. При очень малых зазорах и их отсутствии не обеспечивается герметичность камеры сгорания, двигатель теряет компрессию и не развивает полной мощности. Клапаны перегреваются, что может повлечь за собой прогар фасок. При отсутствии зазора появляются задиры на тарелке толкателя и рабочей поверхности кулачка распредвала.
Клапанный механизм закрыт алюминиевой крышкой 15 ( рисунок 19 ). Для шумоизоляции и уплотнения стыка крышка — головка цилиндра применены резиновая уплотнительная прокладка 18 и виброизоляционная шайба 14.
Болты крепления крышек головок цилиндров затянуть крутящим моментом 12,7. 17,6Нм(1,3. 1,8 кгс м).
МОМЕНТЫ ЗАТЯЖКИ ОСНОВНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Болты крепления 740.1005157-02 крышек коренных подшипников (вертикальные) коленчатого вала (M16)
Затяжку проводить от средней опоры к крайним, начиная с правого ряда в два приема:
— предварительно крутящим моментом 95. 120 Н-м (9,6. 12,0 кгс-м);
— окончательно крутящим моментом 275. 295 Н-м (28,0. 30,0 кгс м)
Позиция 6, рисунок 10
Стяжные болты крепления 7482.1005158, 7482.1005159 крышек коренных подшипников (горизонтальные) коленчатого вала (M16)
Затянуть крутящим моментом 147. 167 Н-м (15,0. 17,0 кгс-м)
Позиции 4,5, рисунок 10
Болты крепления маховика:
Перед вворачиванием резьба должна быть смазана тонким слоем графитовой смазки. Затяжку проводить последовательно в два приема (предварительно и окончательно), окончательно крутящим моментом
245. 264 Н-м (25,0. 27,0 кгс-м)
167. 186 Н-м (17. 19 кгс-м)
Позиция 16, рисунок 12
Болты крепления полумуфты отбора мощности, гасителя крутильных колебаний и шкива коленчатого вала М12
Непосредственно перед сборкой нанести на 3. 4 нитки резьбы болта герметик «Стопор-6» или «Унигерм 6» с полным заполнением профиля резьбы методом окунания или кисточкой. Поверхность резьбы при этом должна быть чистой, без следов масла и коррозии.
Затянуть крутящим моментом 98,0. 117,6 Н-м (10,0. 12,0 кгс-м)
Позиции 10 и 22 рисунок 13.
Позиции 5 и 18 рисунок 14
Гайки болтов крепления крышек шатунов
Затяжку проводить в два приема:
— предварительно с начальным крутящим моментом 76,5. 80,4 Н-м (7,8. 8,2 кгс-м);
— окончательно, контролируя два параметра, угол поворота гайки, равный (50±5)° от положения после предварительной затяжки и величину момента 108. 180 Н-м (11,0. 18,3 кгс-м). При этом контроль угла поворота гайки является определяющим.
Допускается затяжка крутящим моментом 127.5. 137.3 Н-м (13,0. 14,0 кгс-м)
Позиции 6,7, рисунок 11
Болты крепления передней крышки блока цилиндров:
Затягивать болты крутящим моментом:
— 49,0. 60,8 Н-м (5,0. 6,2 кгс-м);
— 88,1. 108,0 Н-м (9,0. 11,0 кгс-м)
Болты крепления головок цилиндров М16
Перед вворачиванием резьба болтов должна быть смазана тонким слоем графитовой смазки. Болты затягивать в три приема крутящим моментом:
— первый прием — 39,0. 49,0 Нм (4,0. 5,0 кгс-м);
— второй прием — 98,0. 127,0 Н-м (10,0. 13,0 кгс-м);
— третий прием — 186,0. 206,0 Н-м (19,0. 21,0 кгс-м)
Очередность затяжки согласно рисунку 19
Болты крепления крышек головок цилиндров М8
Затягивать болты крутящим моментом 12,7. 17,6 Н-м (1,3. 1,8 кгс-м)
Позиция 12, рисунок 16
Болты крепления картера маховика:
Затягивать болты в два приема крутящим моментом:
— первый прием — 50,0. 70,0 Н-м (5,0. .7,0 кгс-м);
— второй прием — 88,0. 108,0 Н-м (9,0. 11,0 кгс-м);
— первый прием — 20,0. 30,0 Н-м (2,0. .3,0 кгс-м);
— второй прием — 43,1. 54,9 Н-м (4,4. .5,6 кгс-м)
Болты крепления оси ведущей шестерни привода распределительного вала М10
Затягивать в два приема, окончательно крутящим моментом 49,0. 61,0 Н-м (5,0. 6,2 кгс-м)
Позиция 2, рисунок 8
Болт М12 крепления ведущей шестерни привода распределительного вала
Затягивать крутящим моментом: 88,3. 98 Н-м (9. 10 кгс-м).
Позиция 9, рисунок 8
Болты крепления масляного картера М8
Затягивать болты крутящим моментом 7,8. 17,8 Н-м (0,8. 1,8 кгс-м)
Болты крепления выпускных коллекторов М10
Затягивать в два приема, окончательно крутящим моментом — 43,0. 55,0 Н-м (4,4. .5,6 кгс-м)
Болты крепления корпусов компрессоров М6
Затягивать болты крутящим моментом 4,9. 7,8 Н-м (0,5. 0,8 кгс-м)
Болты крепления корпусов турбин М8
Затягивать болты крутящим моментом 17,65. 24,51 Н-м (1,8. 2,5 кгс-м)
Болты крепления трубопроводов подвода масла к турбокомпрессорам М14
Затягивать болты крутящим моментом 49,0. 68,0 Н-м (5,0. 7,0 кгс-м)
Болты крепления пакетов задних и передних пластин к валу привода ТНВД
Затягивать болты крутящим моментом 90. 100 Н-м (9,0. 10,0 кгс-м)
Болты крепления пакетов задних и передних пластин к полумуфте ведущей и насосу привода ТНВД
Затягивать болты крутящим моментом 63,8. 73,6 Н-м (6,5. 7,5 кгс-м)
Болт стяжной полумуфты ведущей привода ТНВД
Затягивать болт крутящим моментом 58,9. 64,7 Н-м (6,0. 6,6 кгс-м)
Болты крепления топливопровода низкого давления:
Затягивать болты крутящим моментом:
— 39,2. 49,0 Н-м (4,0. 5,0 кгс-м);
— 34,3. 49,0 Н-м (3,5. 5,0 кгс-м);
— 19,6. 24,5 Н-м (2,0. 2,5 кгс-м)
Болты крепления ТНВД к блоку:
— предварительно 6,9. 8,8 Н м (0,7. 0,9 кгс-м);
— окончательно 13,7. 15,6 Н-м (1,4. 1,8 кгс-м);
— предварительно 5. 15 Н-м (0,5. 1,5 кгс-м);
— окончательно 45. 55 Н-м (4,5. 5,5 кгс-м).
Болты крепления масляного насоса М10
Затягивать болты крутящим моментом 49,0. 68,6 Н-м (5,0. 7,0 кгс-м)
стоек коромысел М10
Затягивать гайки крутящим моментом 41,0. 53,0 Н-м (4,2. 5,4 кгс-м)
Гайка крепления колеса компрессора
Затягивать крутящим моментом 4,9. 6,9 Н-м (0,5. 0,7 кгс-м)
Позиция 19, рисунок 25
Гайки скобы крепления форсунки М10
Затягивать гайки крутящим моментом 35,0. 40,0 Н-м (3,5. 4,0 кгс-м)
Гайки крепления турбокомпрессоров М10
Затягивать гайки крутящим моментом 44,0. 56,0 Н-м (4,4. 5,6 кгс-м)
Гайки топливопроводов высокого давления
Затягивать гайки крутящим моментом 24,5. 44,1 Н-м (2,5. 4,5 кгс-м)
Г айки регулировочного винта коромысла М10
Затягивать гайки крутящим моментом 33,0. 41,0 Н-м (3,4. 4,2 кгс-м)
Пробки колпаков масляного фильтра
Затягивать пробки крутящим моментом 24,5. .39,2 Н-м (2,5. 4,0 кгс-м)
Колпаки масляного фильтра
Затягивать колпаки крутящим моментом 49,0. .68,6 Н-м (5,0. 7,0 кгс-м)
Сливная пробка картера масляного
Затягивать пробку крутящим моментом 39,2. 58,8 Н-м (4,0. 6,0 кгс-м)
Руководства по ремонту, обслуживанию, эксплуатации
Двигатель автомобилей КамАЗ 740 сконструирован таким образом, что на каждый цилиндр блока установлена своя головка. Соответственно, под каждой ГБЦ КамАЗ располагается отдельная прокладка, обеспечивающая её герметичное прилегание к блоку, а точнее герметичность водяных и масляных каналов.
Однако, в следствии, температурного воздействия, неправильного монтажа, плохого качества и ряда других разрушающих факторов, довольно часто случается пробой (прогар) таких прокладок. Поэтому, замена прокладки под одной или несколькими головками вполне рядовая процедура.
Признаки, по которым можно определить, что прокладка под головкой требует замены:
- подтекание масла или охлаждающей жидкости из-под головки наружу. Самый распространённый вариант для автомобилей КамАЗ. Обнаруживается наличием потеков на блоке. Зачастую, из-за выпускного коллектора, сложно определить однозначно какая из головок «потекла». После его демонтажа, становится понятно, какую из головок необходимо снять.
- выход из-под головки отработавших газов, что проявляется довольно громким звуковым сопровождением при работающем двигателе. Довольно редкое явление для КамАЗовского двигателя. Учитывая, что функцию герметизации головки и цилиндра (камеры сгорания) берет на себя стальное кольцо газового стыка, прокладка прогарает уже в следствии повреждения этой детали. Если посадочное место кольца не было деформировано, потребуется его замена. В противном случае, может понадобиться заменить головку на новую.
- после демонтажа головки цилиндра по любой из вышеперечисленных причин, а также для ремонта ГБЦ, газораспределительного и кривошипно-шатунного механизма, замены пришедшего в негодность болта крепления головки к блоку и др.
Ремонтный комплект РТИ (резино-техничеких изделий) ГБЦ КамАЗ (какие прокладки придется менять)
Помимо резиновой прокладки, для каждой головки потребуется заменить 2 уплотнительных кольца на втулках масляных каналов, а также 3 уплотнителя водяных отверстий, которые имеют форму «бочонка», за что так и прозываются на жаргоне автомастеров. Газовый стык может быть снабжен фторопластовой прокладкой.
Также, может понадобиться замена прокладки крышки клапанного механизма и прокладок под впускным и выпускным коллекторами.
Фото-инструкция по демонтажу ГБЦ КамАЗ 740 с блока цилиндров
- Перед началом работ потребуется слить как минимум половину от всего объема охлаждающей жидкости. А также, демонтировать мешающие расширительный бачок и компрессор.
- Ключом на 19 отверните накидные гайки трубки высокого давления с секции ТНВД
- Также, необходимо отвернуть топливную трубку с форсунки той головки, которая подлежит демонтажу.
- Накидным или торцевым ключом на 14 отверните штуцер дренажной трубки форсунок и снимите её.
- Демонтируйте водяную трубу используя торцевой ключ на 13 и впускной коллектор при помощи торцевого ключа на 17.
- Ключом на 13 отверните болт крепления клапанной крышки головки блока. И снимите крышку вместе с прокладкой. Также придется снимать соседнюю крышку, выступ которой будет мешать демонтажу головки цилиндра блока.
Прокладка ГБЦ КамАЗ нового и старого образцов. Различия.
Момент затяжки ГБЦ КамАЗ
Величина момента затяжки должна быть:
- первый прием — 39…49 Н м (4. .5 кгс м);
- второй прием — 98…127 Н м (10… 13 кгс м);
- третий прием — 186…206 Н м (19…21 кгс м) предельное значение.
После затяжки болтов необходимо отрегулировать зазоры между клапанами и коромыслами. Зазор необходим для обеспечения герметичной посадки клапана на седло при тепловом расширении деталей во время работы двигателя.
Момент и порядок затяжки гбц на автомобилях разных марок

Затяжку болтов головки производят в четыре этапа (указаны в таблице). А вот что пишут об этом в руководстве по эксплуатации ВАЗ-2123:

Рис.1 Порядок затяжки болтов головки блока цилиндров (гбц)Установите головку блока цилиндров, отцентрировав её по двум направляющим втулкам, вверните болты её крепления и затяните их в четыре приема в определенной последовательности.
Момент затяжки гбц ВАЗ-2112 16 клапанов (ПРИОРА)
Момент затяжки гбц на приоре взяты из руководства по эксплуатации автомобиля и указаны в табличке №2.
Установите головку на блок, предварительно убедившись, что коленчатый и распределительные валы находятся в положении ВМТ (оба клапана 1-го цилиндра должны быть закрыты). Затяните болты крепления головки блока в последовательности, указанной на рис. 5.6, в четыре этапа:
1-й – моментом 20 Н·м (2 кгс·м);
2-й – моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м);
3-й – доверните болты на 90°;
4-й – окончательно доверните болты на 90°.
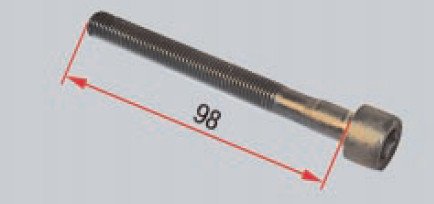
Необходимо учитывать что:
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Болты, длина которых (без учета высоты головки) превышает 98 мм, замените новыми. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
Момент затяжки гбц КАЛИНА, ГРАНТА
Момент затяжки головки блока цилиндров на двигателях модели 21114-50, установленные на автомобилях Lada Kalina указаны в таблице №3. Двигатель 21114-50 создан на базе двигателя ВАЗ-2111. Увеличение рабочего объема двигателя модели 21114 до 1,6 л. по сравнению с объемом двигателя 2111 достигнуто за счет большего хода поршня при неизменном диаметре цилиндра.
Вот что нам говорит руководство по эксплуатации о моменте затяжки гбц на калине:
Момент затяжки гбц ВАЗ 2106, 2107, 2103
Момент затяжки головки блока цилиндров на двигателях 2106 и 21011, 2103 одинаковый и приведен в таблице №4. В зависимости от модели или модификации автомобиля устанавливались двигатели трех типов:
Момент затяжки гбц ВАЗ 2108, 2109
Момент затяжки гбц на двигателях ВАЗ-2108, ВАЗ-2111-80 совпадают, и приведены в таблице №5.
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Замените новыми болты, длина которых превышает 135,5 мм. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
Момент затяжки гбц ваз 2108, 2110, 2114 8 клапанов инжектор, 2115
Момент затяжки гбц ваз 2101
Момент затяжки гбц, приведенный в таблице№7, применяется для двигателей следующих моделей:
- ВАЗ-2101 с рабочим объемом 1.2 литра. Это основной двигатель для автомобилей ВАЗ-2101;
- ВАЗ-21011 с рабочим объемом 1.3 литра. Устанавливался на автомобили ВАЗ 21011 и ВАЗ-21021. От предыдущей модели он отличается увеличенным на 3мм диаметром цилиндров, поэтому у него другие блок цилиндров и поршень; Момент затяжки гбц аналогичный с ВАЗ 2101;
- ВАЗ-2103 с рабочим объемом 1.45литра. От первой модели отличается увеличенным на 14мм ходом поршня, поэтому у него другие блок цилиндров и шатунно-поршневая группа. Момент затяжки болтов гбц аналогичен двигателю ВАЗ-2101.
Момент затяжки головки блока цилиндров (гбц) ОКА-1111, 11113
Момент затяжки головки блока цилиндров (гбц) НИВА
Моменты затяжки для двигателей ВАЗ-21214 евро3.
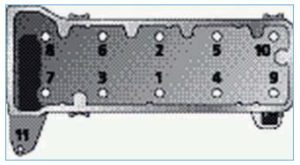
Рис.3 Порядок затяжки гбц НИВА
Для обеспечения надежного уплотнения и исключения подтяжки болтов головки блока цилиндров при техническом обслуживании автомобиля затягиваем их в четыре приема. Порядок затяжки указан на рисунке.
Момент затяжки гбц на двигателях ЗМЗ.
Двигатели ЗМЗ представлены модификациями ЗМЗ-402.5, ЗМЗ-402.6, ЗМЗ-4061, ЗМЗ-4063, ЗМЗ-40522, ЗМЗ-40524. Моменты затяжек гбц у этих моделях двигателей имеют разные значения.
Момент затяжки головки блока цилиндров (гбц) на 402-х двигателях (ГАЗЕЛЬ), модификации двигателей ЗМЗ-4025,4026.
Момент затяжки головки блока цилиндров (гбц) на 406-х двигателях, модификации ЗМЗ-4061, ЗМЗ-4063, ЗМЗ-40522.
Момент затяжки головки блока цилиндров (гбц) на 405-х и 405 евро3 двигателях, модификации ЗМЗ-40524.
Момент затяжки головки блока цилиндров (гбц) на двигателях ЗМЗ-409.

Последовательность затяжки болтов крепления головки блока цилиндров показана на рисунке
Момент затяжки гбц ГАЗ-53.
Момент затяжки головки блока цилиндров КАМАЗ-740
Момент затяжки на двигателях КАМАЗ-740.10, КАМАЗ-7403.10 или КАМАЗ-740.11-240 совпадает и приведен в таблице №15.
Замена головки цилиндров на КАМАЗе, руководство
Выкрутив болты с шайбами крепления водораспределительной трубы на снимаемой головке и ослабив крепление болтов на других головках, приподнимают трубу до ее снятия со втулок головок цилиндров. На правой трубе предварительно выкручивают болты ее крепления к коробке термостатов. Выкрутив болты с шайбами крепления дренажного трубопровода форсунок, отсоединяют его от головок цилиндров и устанавливают технологические заглушки. Отвернув гайки 3 (см. рис. 2.5), снимают шайбы 2 и выкручивают из снимаемой головки шпильки 11. На других головках ослабляют гайки 3 и болты 6 крепления выпускного коллектора 4, после чего отводят коллектор от головок.

Коллектор выпускной КАМАЗ, запчасти (рис. 2.5):
1 — патрубок; 2, 5 — шайбы; 3 — гайка; 4 — коллектор выпускной; б — болт крепления коллектора; 7 — шпилька крепления фланца приемной трубы; 8 — втулка соединительная; 9 — втулка патрубка; 10 — прокладка патрубка; 11 — шпилька крепления патрубка; 12 — головка цилиндров
Отвернув болт крепления крышки головки цилиндра, снимают шайбу, крышку и прокладку крышки. Болты крепления головки цилиндра ослабляют, а затем выкручивают и вынимают вместе с шайбами. Головку цилиндра с уплотнительными кольцами снимают с двигателя, вынимают штанги толкателей, снимают уплотнительную прокладку, уплотнительное кольцо газового стыка и устанавливают в отверстие гильзы цилиндра технологическую заглушку.
Перед установкой головки цилиндра снимают технологическую заглушку и устанавливают уплотнительное кольцо газового стыка, уплотнительную прокладку головки и штанги толкателей. Установив головку цилиндра с уплотнительными кольцами на двигатель, вкручивают болты ее крепления с шайбами, предварительно смазав резьбу болтов тонким слоем графитовой смазки УСА. Последовательность затяжки болтов указана на рис. 2.8. Болты затягивают в три приема: сначала с моментом 40. 50 Н*м (4. 5 кгс*м), затем 120. I5O Н*м (12. 15 кгс*м) и, наконец, 160. 180 Н*м (16. 18 кгс*м).

Последовательность затяжки болтов крепления головки цилиндра КАМАЗ (рис. 2.8)
Если в процессе замены головки цилиндра была нарушена регулировка тепловых зазоров в клапанных механизмах, проверяют затяжку гаек шпилек крепления стоек коромысел, момент затяжки которых должен составлять 42. 54 Н*м (4,2. 5,4 кгс*м), и регулируют тепловые зазоры, после чего устанавливают прокладку крышки головки цилиндра, крышку и закручивают болты крепления крышки с плоскими шайбами [моментом затяжки 17. 22 Н*м (1,7. 2,2 кгс*м)].
В устанавливаемую головку цилиндра вкручивают шпильки 11 (см. рис. 2.5), закручивают гайки 3 с шайбами 2, болты 6 крепления выпускного коллектора 4 и гайки 3 на остальных головках. На правой водяной трубе закручивают болты ее крепления к коробке термостатов. Сняв технологические заглушки, присоединяют дренажный трубопровод форсунок к головкам цилиндров и закручивают болты его крепления с шайбами. Установив водораспределительную трубу, закручивают болты с шайбами ее крепления и затягивают болты крепления на других головках.
На место устанавливают ранее снятые заднюю опору кабины, впускной коллектор, компрессор и расширительный бачок системы охлаждения в указанном выше порядке, опускают кабину автомобиля, запускают двигатель и проверяют его работу. Подтекание охлаждающей жидкости и стук клапанов не допускаются.
Делаем шпильки ГБЦ для 650 ИМЗ
Нарезают их из вязальной проволоки походу.. Резьба чуть ли не гаечным ключем срывается, причем на моих гайках с призонных болтов шатунов иномарки нет и следа даже еще на потяжку!
Короче, надо делать шпильки самомму.
Из чего наиболее подходящее?
С болтов ГБЦ всяких грузовиков - много срезать до 8мм.
Какукю проволоку можно использовать?
Подойдет ли калибровка 8мм изготавленная в соответствии с ГОСТ 1051-73 http://metizgroup.ru/catalogue_spb/16/
Сталь там не ниже Ст20 а есть и 45.
Нет. После нарезки резьбы необходимо Термоупрочнение. Выход для тебя это сразу взять материал, который не требует упрочнения после нарезки. Или взять чтото готовое и отрезать все лишнее болгаркой.
От ДНЕПРа тебе сложно достать?
________________________________________
Доеду - сделаю: Глаза бояться, а Урал едет!
От днепра впринципе можно найти.. но чем они лучше будут.
Точить из шпилек блока москвича 412 может.
тем что за 3 года владения денпром и затягивая головки до усрачки не разу не попортил резьбу на шпильках, только пару гаек сорвал, а вот владея с месяц уралом, после первой переборки испортил резьбу на нескольих шпильках. причем тянул тоже обычным ключом. У корпача наверное лучше шпильки.
Друг отрезал резьбу, и приваривал от каленых болтов, вроде нормально было все. я бы не рискнул.
P.S. найдти хоть одного днепровода который плакал бы на счет шпилек.
кстати да.. но на днепре и гайки выше.. хотя все равно.. попробую с днепровских.. их и точить проще. сам смогу переточить.
Да, Гайки там выше. Знаешь что это нам даёт? Это даёт большие усилие прижимания при меньшем моменте затяга.
Если гайки упрутся в крышку головки - ставь толстые прокладки с 4-5 мм паронита. по началу будут писаться, но ты ВСЕГДА ставь их как было и снизойдёт благодать. Сильно не тяни - там важна не сила затяга, а ровность поверхности.
Ставь прокладку с паронита (Лучше сам делай паронит 0,5 мм ПОН-Б кажется. Должен быть маслобензостойкий. Дырочки пробивай шариком на гаечке). Поверхности чисть тщательно. Маж паронит маслом перед установкой. Затягивай в 2 этапа. Первый до упора и 1/8. 1/4 оборота не больше. выдержи 5-10 минут и подтяни еще на 1\8 оборота. Без фанатизма - если не идет, значит хватит. Крутить накидным на 13 от руки без удлинителей.
________________________________________
Доеду - сделаю: Глаза бояться, а Урал едет!
Дядь ты это про гайки ГОловки или Крышки?)
Мелкая резьба дает что ты сказал бОльшее усилие прижимания при мЕньшем усилии затягивания, а не высота гайки;-)
Высота гайки только увеличивает момент полного среза гайки. Резьба "работает" всего несколькими витками . т.е. увеличение высоты гайки не дает увеличения момента срыва линейного.
Головы я затягиваю динамометричесским ключом.
Прокладку из паранита 0,5мм под голову. ЛОЛ.
Ищу лист большой мяяягкого прокладочного 0,3мм алюминия чтобы из него лазером нарезать прокладок для всех желающих.
Сейчас юзаю металлопаронит.
После прогрева гооловы тербуют поворногой протяжки номинальным моментом.
походу он имел в виду под клапанные крышки прокладки.
я на днепре маленькой трещеткой с хорошим усилием всегда затягиваю, вешу я 95 кг, и сидя на корточках довя рукой как в армреслинге затягиваю на процентов 70 силы, раньше в обще с дури тянул, сейчас выровнял плоскости и усилие делаю не большое, ни че не сифонит. Один раз по дури надел трубку на трещетку, на гайке резьба срезалась. Довольно сложно было найти такую гайку, а стандартные даже половины затяга не выдерживали, резьба сразу портилась .
Ну на днепрах другое. Там медное отожженое колечко утягивается гораздо меньшей площадью. Удельное давление на него в разы выше.
Читайте также: