
Неисправности головки блока цилиндров камаз
Обновлено: 13.05.2024
Устройство и ремонт головки цилиндров КАМАЗ, руководство

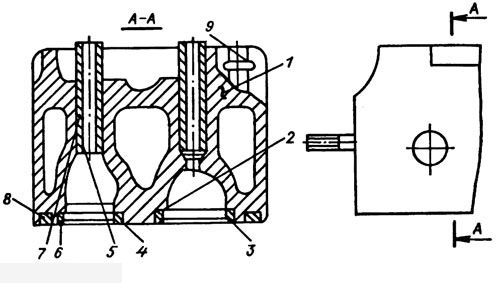
Механизм газораспределения КАМАЗ, детали, запчасти (рис. 5.15):
1 — вал распределительный; 2— толкатель; 3 — направляющая толкателей; 4 — кольцо уплотнительное; 5. 20 -шайбы замковые; 6, 21 — болты; 7 — штанга толкателя в сборе; 8 — винт регулировочный коромысла; 9 - коромысло клапана со втулкой в сборе; 10 — гайка регулировочного винта; 11 — коромысло клапана в сборе; 12 - тарелка пружины с втулкой в сборе; 13. 14 — внутренняя и наружная пружины клапана; 15 — пружинная шайба клапана; 16 — сухарь клапана; 17 — клапан; 18 — корпус подшипника распределительного вала в сборе; 19 - шестерня распределительного вала; 22 — шпонка сегментная

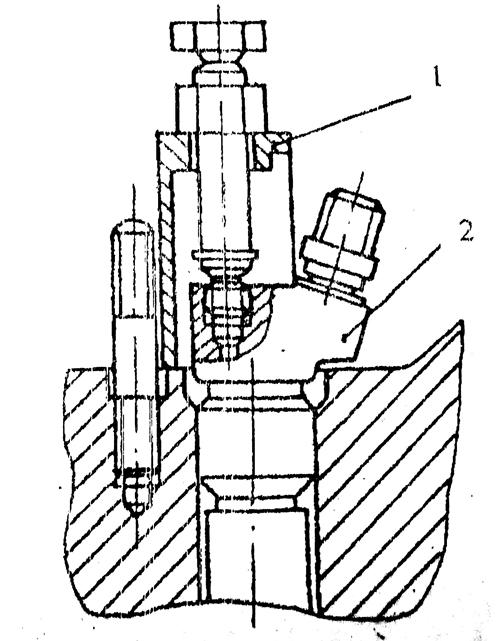
Разборка головки цилиндров в приспособлении И-801.06.000 КАМАЗ(рис. 5.18):
1 — винт; 2 — рукоятка; 3 — тарелки клапанов; 4 — штифт; 5 — головка цилиндров
Вращением рукоятки 2 приспособления отжимают тарелки 14 (см. рис. 5.11) пружин клапанов вместе с втулками 7 и снимают сухари 8 клапанов, тарелки с втулками, наружные 5 и внутренние 6 пружины и шайбы 4 пружин клапанов. С направляющей втулки 18 впускного клапана снимают уплотнительную манжету 17 в сборе, после чего из головки цилиндров извлекают впускные 20 и выпускные 1 клапаны.

Головка цилиндра с клапанами КАМАЗ, детали, запчасти (рис. 5.11):
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5. 6 — наружная и внутренняя пружины клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки цилиндров; 10 — шайба плоская; 11. 31 — шайбы пружинные; 12 — крышка головки цилиндров; 13 — болт крепления головки цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — кольцо уплотнительное газового стыка; 23 — кольцо уплотнительное заглушки; 24 — заглушка головки цилиндров; 25 — головка цилиндров; 26 — ввертыш крепления водяной трубы; 27 — ввертыш крепления впускного коллектора; 28 — штифт стойки оси коромысел; 29 — прокладка крышки головки цилиндров; 30 — шпилька крепления стойки коромысел; 32 — шпилька крепления скобы; 33 — опора скобы; 34 — предохранительная втулка прокладки патрубка.
При необходимости замены выкручивают следующие детали: ввертыш 27 крепления впускного коллектора, ввертыш 26 крепления водяной трубы, шпильки 21 крепления патрубка выпускного коллектора, шпильки 30 крепления стоек коромысел и шпильки 32 крепления скобы форсунки. Головку цилиндров снимают с приспособления.
Головку цилиндров и снятые детали моют, клапаны, седла и направляющие втулки клапанов очищают от нагара, обдувают детали сжатым воздухом и дефектуют.
Головку цилиндров устанавливают на стенд для опрессовки 470.085 и проверяют под давлением воздуха 0,3 МПа (3 кгс/см 2 ) в течение 2 мин. герметичность рубашки охлаждения и под давлением 0,6 . 0,65 МПа (6. 6,5 кгс/см 2 ) — герметичность масляных каналов. При утечке воздуха головку цилиндров бракуют. Она также подлежит выбраковке при наличии трещин, захватывающих внутренние каналы, полости отверстий под форсунку, направляющие втулки и поверхность сопряжения с блоком цилиндров, при разрушении посадочных мест под седла клапанов и перемычек между ними, при повреждении или кавитационном разрушении поверхности сопряжения с блоком цилиндров.
Ослабление посадки седел клапанов в гнездах обнаруживают при легких ударах медным молотком. При наличии этого дефекта и износе гнезд под седла впускных клапанов до диаметра, большего 55,03 мм, а выпускных — 52,03 мм, гнезда под седла впускных клапанов обрабатывают до ремонтного размера 55,5 + (0.03) мм, а выпускных — 52,5 + (0.03)мм. В случае ослабления посадки седел клапанов в гнездах, ранее обработанных под ремонтный размер, головку цилиндров бракуют. Аналогично определяют и устраняют ослабление посадки направляющих втулок клапанов. Предельный диаметр отверстия под направляющую втулку 18,04 мм, ремонтный размер 18,4 + (0,023)мм.
При наличии выработки или раковин на рабочей поверхности седел клапанов их обрабатывают до выведения дефекта притиркой, не допуская увеличения диаметра седла выпускного клапана более 43 мм, а впускного — 48 мм. При невозможности устранения дефекта седла заменяют.
При наличии трещин, сколов, механических повреждений на поверхности направляющих втулок клапанов, а также при износе отверстия в направляющей втулке до диаметра более 10,04 мм втулку заменяют. Также подлежит замене при прогорании или механическом повреждении уплотнительное кольцо газового стыка.
Крышку головки цилиндров бракуют при наличии обломов и трещин. Неровность поверхности прилегания к головке цилиндров проверяют щупом на поверочной плите. Она должна составлять не более 0,15 мм. В противном случае поверхность обрабатывают до устранения дефекта, снимая слой металла не более 0,5 мм. При невозможности устранения дефекта деталь бракуют.
Коромысло клапана с втулкой в сборе бракуют при наличии обломов или трещин, а также при износе носка коромысла по высоте. Расстояние от горизонтали, проходящей через центр отверстия во втулке коромысла, до носка коромысла, должно быть не более 6,0 мм. При износе отверстия во втулке ее заменяют и обрабатывают под ремонтный размер в соответствии с ремонтным размером стойки коромысел (табл. 5.2).
Ремонтные размеры втулки коромысла клапана и опорных поверхностей стойки коромысел КАМАЗ (табл. 5.2).
| Вид размера | Диаметр, мм | ||
| коромысла клапана | стойки коромысел | ||
| Начальный (по рабочему чертежу завода-изготовителя) | 25 +0.023 | 25 -0.020 -0.033 | |
| Допустимый без ремонта | 25,040 | 24,96 | |
| I ремонтный | 24,85 +0.023 | 24,85 -0.020 -0.033 | |
| Допустимый без ремонта | — | 24,81 | |
| II ремонтный | 24,70 +0.023 | 24,70 -0.020 -0.033 | |
| Допустимый без ремонта | — | 24,66 | |
Стойку коромысел бракуют при наличии обломов или трещин. При износе опорных поверхностей их обрабатывают до ремонтного размера (см. табл. 5.2), при диаметре более 24,66 мм — бракуют.
Клапаны впускной и выпускной бракуют при наличии трещин, обломов,износе или выгорании рабочей фаски клапана. При износе стержня впускного клапана до диаметра менее 9,94 мм, а выпускного — 9,90 мм клапан бракуют или направляют на восстановление. При неравномерном износе торца стержня клапана его обрабатывают до устранения дефекта, не допуская уменьшения высоты от торца до кольцевой проточки сверх 6,3 мм. При невозможности устранения дефекта клапан бракуют.
После устранения дефектов головку цилиндров в сборе с направляющими втулками клапанов помещают на приспособление для разборки-сборки 7831-4044 или верстак и устанавливают на место, если они были сняты, следующие детали: шпильки 21 (см.рис. 5.11) крепления патрубка выпускного коллектора (высота выступания шпилек 52±1 мм), шпильки 32 крепления скоб форсунки, шпильки 30 крепления стоек коромысел, ввертыш 27 крепления впускного коллектора и ввертыш 26 крепления водяной трубы. Головку цилиндров снимают с приспособления для сборки и устанавливают на стенд для притирки клапанов седлами клапанов вверх.
Приготовив притирочную пасту из 81 % электрокорунда зернистого и 13 % парафина, разведенных в моторном масле М10Г2к до сметанообразного состояния, наносят пасту на рабочую поверхность седел клапанов. Установив впускной и выпускной клапаны в головку цилиндров, выполняют их притирку до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной не менее 1,5 мм без рисок и разрывов на поверхности пояска. При правильной притирке матовый поясок на седле должен начинаться у основания большого конуса седла.
Головку цилиндров и клапаны укладывают в тару, ячейки которой пронумерованы и обеспечивают сохранение принадлежности клапанов и седел, к которым они притерты. Детали промывают в моющем растворе КМ-1 с пеногасителем ЭАП-40. Концентрация КМ-1 — 5 г/л, ЭАП-40 — 0,2. 0,3 %. Состав моющего раствора: карбонат натрия — 22,5 %, тринатрийфосфат — 18,9 %, триполифосфат натрия — 50,6 %, сульфанол — 2,3 %, синтанол ДТ-7 — 5,7 %. Температура моющего раствора 70. 80 °С, время выдержки 2 мин.
После мойки головку цилиндров устанавливают на приспособление для снятия-установки клапанов (см. рис. 5.18), смазывают стержни клапанов и рабочие поверхности направляющих втулок чистым моторным маслом и устанавливают клапаны на свои места согласно нумерации после притирки.
На направляющую втулку 18 (см. рис. 5.11) впускного клапана устанавливают уплотнительную манжету 17 в сборе, устанавливают шайбы 4 пружин клапанов, внутренние 6 и наружные 5 пружины, тарелки 14 пружин клапанов с втулками 7 и вращением рукоятки приспособления сжимают пружины с тарелками и втулками. Установив сухари 8 клапанов, отпускают пружины, следя за тем, чтобы сухари вошли во втулку 7.
Сняв головку цилиндров с приспособления, проверяют герметичность клапанов. Для этого головку цилиндров устанавливают поочередно впускными и выпускными окнами вверх и заливают в них дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 с. При подтекании топлива следует постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны необходимо притереть повторно. Качество притирки можно проверить на карандаш, для чего поперек фаски клапана на равном растоянии наносят шесть-восемь черточек. Клапан вставляют в седло и, сильно нажав на него, поворачивают на 1/4 оборота. При хорошей притирке все черточки должны быть стерты.
Головку цилиндров устанавливают на приспособление для сборки 7831-4044 или верстак. В коромысла клапанов вкручивают регулировочные винты 8 (см. рис. 5.15) и навертывают на них, не затягивая, гайки 10. Затем устанавливают коромысла 11 клапанов на стойки коромысел, фиксатор коромысел и стойки коромысел в сборе с коромыслами клапанов — на головку цилиндров. Завернув гайки крепления стоек оси коромысел [момент затяжки 42. 54 Н*м (4,2. 5,4 кгс*м)], загибают усики стопорной шайбы крепления стойки коромысел, после чего снимают головку цилиндров с приспособления и направляют ее на сборку двигателя.
Восстановление головок цилиндров
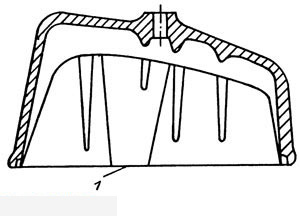
Головки цилиндров блока двигателя КамАЗ-740 в отличие от двигателя ЯМЗ-238 изготовлены отдельно на каждый цилиндр из алюминиевого сплава Аl-4. На каждом двигателе имеются головки цилиндров — 8 шт. Их водяные ашки имеют технологические заглушки. Внутренняя полость водяной ашки сообщается с водяной ашкой блока с помощью трех перепускных отверстий.
Характерными неисправностями головок цилиндров блока при поступлении в капитальный ремонт являются:
- кавитационный износ отверстий, через которые проходит охлаждающая жидкость, при этом их диаметр может увеличиться в 2—2,5 раза;
- этому дефекту подвержены 80 % головок цилиндров от общего количества поступающих в ремонт;
- выпадение заглушек водяной ашки головок цилиндров;
- обрыв шпилек крепления форсунок и стоек коромысел.
Технические условия на контроль, сортировку и восстановление головок цилиндров и их крышек
Дефектация головок цилиндров, их восстановление и контроль после восстановления осуществляются в соответствии с требованиями технических условий.
Технические условия на контроль, сортировку и восстановление головок цилиндров представлены в табл. 18.
Деталь № 740. 1003014
Материал: сплав алюминия Аl-4
Твердость: НВ 70
18. Технические условия на контроль, сортировку и восстановление головок цилиндров
Номер позиции на рисунке
Способ установления дефекта и средства контроля
Рекомендации по устранению дефектов
допустимый без ремонта
Трещины, захватывающие каналы и внутренние полости головки цилиндров
Испытание на герметичность под давлением воздуха
Трещины, не захватывающие каналы и внутренние полости головок цилиндров
Заварить в среде аргона
Разрушение посадочных гнезд под седла клапанов и перемычек
Заварить гнезда в среде аргона, после чего расточить под номинальный размер
Ослабление посадки седла впускного клапана в гнезде в результате его износа
Проверка постукиванием медным молотком
Заварить в среде аргона
Размер гнезда под седло:
Пробки размером, мм:
Гнездо расточить под ремонтный размер; поставить седло ремонтного размера; обработать под ремонтный размер
Ослабление посадки седла выпускного клапана в гнезде в результате его износа
Поставить седло ремонтного размера
Размер гнезда под седло:
Пробки размером, мм
Ослабление посадки направляющих втулок клапанов в результате износа отверстий под втулки
Легкое постукивание медным молотком
Размер отверстий под втулки:
Обработать под ремонтный размер
Износ, риски, раковины на рабочей фаске седел клапанов
Осмотр; калибр с углом конуса 30°; малый диаметр конуса — 48 мм
Произвести притирку клапанов
Износ отверстий в направляющих втулках клапанов
Расточить под ремонтный размер
Пробки размером, мм:
Прогорание или механическое повреждение кольца уплотнительного газового стыка
Кавитационный износ 3 отверстий для прохода охлаждающей жидкости «Тосол»
Расточить отверстия и вставить латунные втулки
Технические условия на контроль, сортировку и восстановление крышек головок цилиндров
Крышки головок цилиндров могут иметь следующие неисправности: трещины, обломы и коробление плоскости прилегания к головке цилиндров.
Крышки, имеющие трещины и обломы, выбраковываются. Коробление плоскости прилегания к головке цилиндра устраняется шлифовкой на плоскошлифовальном станке.
Технические условия на контроль, сортировку и восстановление крышек головок цилиндров представлены в табл. 19.
Материал: алюминиевый сплав Al-4
Твердость: HB 69
19. Технические условия на контроль, сортировку и восстановление крышек головок цилиндров
Номер позиции на рисунке
Способ установления дефектов и средства контроля
Рекомендации по устранению дефектов
по рабочему чертежу
допустимый без ремонта
Бра ковать, заварить электродуговым способом в среде аргона
Коробление плоскости прилегания к головке цилиндров
Плита поверочная, щуп
Неплоскостность 0,1 мм
Шлифовать до устранения дефекта
Технология восстановления головок цилиндров
Восстановление головок цилиндров производится следующим образом. Изношенная внутренняя цилиндрическая поверхность для прохода охлаждающей жидкости рассверливается на сверлильном станке. На токарном станке изготавливаются из бронзового прутка втулки. Внутренний диаметр отверстия рассверливается до номинального размера. Наружный диаметр втулки должен быть больше диаметра рассверленного отверстия в головке цилиндра на величину натяга при ее запрессовке (0,06—0,12 мм). Изготовленные втулки запрессовываются в рассверленные отверстия.
Выпавшие заглушки водяной ашки головки цилиндра заменяются новыми. На внутреннюю поверхность заглушки наносится слой клеевой композиции и после этого заглушки запрессовываются в отверстия водяной ашки головки цилиндра.
Оборванные шпильки из головок цилиндров извлекаются и вместо них ввертываются вновь изготовленные.
Установка ГБЦ Камаз- момент затяжки

Снятие установка ГБЦ на автомобиле Камаз происходит довольно часто. По причинам связанным с неисправностями двигателя. Причины могут быть самые разные. Прорыв газов через уплотнительное кольцо. Прогорание клапанов. Утечка охлаждающей жидкости через уплотнения в гильзах. Утечка охлаждающей жидкости через уплотнения между ГБЦ и блоком двигателя. Замена вкладышей. Их рекомендуют менять через каждые 125000 км. И так далее.
Снятие ГБЦ Камаз
Снятие гбц начинается стого что необходимо снизить уровень охлаждающей жидкости в системе. Для этого достаточно слить 10- 15 литов жидкости. Затем откручиваются коллектора впускной, водяной выпускной.
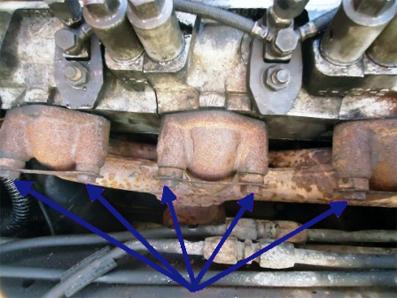
Выпускной коллектор
Выпускной коллектор на двигателе евро прикручен непосредственно к головкам через прокладки. Трудность его снятия заключается в том что иногда не удаётся открутить болты. Для этого необходимо применять усилие. А сами болты легко обламываются. Если резьба прикипела. И понять когда болт начинает ломаться очень тяжело. Поэтому необходимо при возникновении усилия постоянно проверять, что болт откручивается а не заламывается. При откручивании и возникновении усилия провернуть болт в обратную сторону. Это делать необходимо постоянно потому что болты обламываются практически не заметно. Впускной коллектор полностью снимать не нужно достаточно того что он отойдет немного от головок. Потом просто необходимо будет подставить прокладки между ним и головками
Водяной и впускной коллектора
Прежде чем снимать водяной и впускной коллектор необходимо открутить трубки высокого давления от ТНВД и форсунок. Трубки потом следует устанавливать на свои места . Путать их не желательно потов очень тяжело будет их подобрать по местам где они стояли. Лучше всего их положить в отдельное место по порядку. Сложность снятия коллекторов заключается в неудобстве раскручивания крепёжных болтов. Проще снять компрессор. Он не очень сложно устанавливается а заодно поменять на нем уплотнительные резинки. Но если очень постараться, то компрессор можно и не трогать.
После того как коллектора удалены откручиваются клапанные крышки. Снимать их желательно. Потому что прежде чем вытаскивать головки требуется вынуть штанги толкателей. Если снимать головки со штангами, они могут упасть внутрь двигателя и достать будет тяжело. Сняв клапанные крышки следует раскрутить крепление коромысел. Они прикручены двумя гайками на шпильках. Предварительно необходимо разогнуть концы стопорной пластины. Коромысла снимаются со шпилек и вынимаются штанги толкателей клапанов.
Болты головки блока цилиндров
Болты крепления головки блока цилиндров необходимо раскручивать поочередно согласно схемы затяжки ГБЦ. Поэтапно в несколько приёмом. Если сразу ослабить один из болтов то это может вызвать перепад натяжения болтов такт остальные будут находиться в напряжение. Это может привести в дальнейшем к обрыву головки крепежного болта. На камазах это болезнь. Незначительный перекос приводит к обрыву болта. Поэтому и нужно раскручивать болты в несколько приёмов. Собственно говоря также как их затягивали. После того как болты раскручены головки можно снимать.
Осмотр головки
Прежде чем произвести установку ГБЦ Камаз на место после проведенного ремонта их обязательно необходимо осмотреть. По следующим причинам.

Состояние компрессионного кольца
Газовое компрессионное кольцо может просесть. Или появится люфт и кольцо будет двигаться на своем месте. В результате того что разбито посадочное место. На это обязательно необходимо обратить внимание. Кольцо должно выступать выше уровня головки 0,122-0,230 мм и разность показаний замеров по длине кольца не должна превышать 0,08 мм. В противном случае кольцо необходимо поменять. Для его снятия предусмотрены пазы с помощью которых кольцо можно вынуть с посадочного места.
Седла клапанов
Второе на что обязательно необходимо обратить внимание это состояние седел клапанов. на седлах может образоваться трещина. Или седло может просесть в своем посадочном месте и разболтаться. Для того чтобы в это убедиться необходимо распрячь клапана. Также возможно образование выработки в направляющих втулках клапанов. С этим разобраться сложнее. Замена направляющих на головках автомобиля камаз сложная задача. Они очень тяжело выпрессовываются. Делать это самостоятельно не советую. Специалисты не охотно берутся за ремонт камазовских головок. Именно по этой причине. И назначают цену немного менее, чем стоит новая головка. Поэтому здесь горячиться не нужно. Если люфт небольшой, то направляющие лучше не трогать. Попробовать установить новые клапана . Если люфт все равно большой попробовать найти другие головки. Это будет дешевле и надёжнее.
Притирка клапанов
Клапана желательно очистить от нагара и притереть. Клапана притирают при помощи дрели. Соединение дрели с клапаном не должно быть жестким. Желательно использовать резиновый шланг. Он быстро выходит из строя и его приходится менять но это того стоит. При жестком соединение возможна не правильная посадка клапана в седло. В момент соединение клапана с седлом должен происходить удар клапана и его одновременное проворачивание.
Правильная притирка клапанов считается при помощи коловорота со стороны шляпки клапана. При этом с обратной стороны необходимо установить слабую пружину что бы клапан отрывался от седла. Это самый надёжный способ притирки, но очень неудобный. Потому что приходится придумывать какой то паз чтобы коловорот смог проворачивать клапан. Самый простой способ это вырезать резиновый пятак с прорезью под коловорот. Для этого хорошо подходит транспортерная лента. И приклеить её к клапана при помощи расплавленной смолы. Это самый простой и доступный способ.
Посте притирки необходимо тщательно очистить клапана и седла от абразива который применялся при притирке. Бывали случаи когда забывали это сделать, в результате клапана с седлами приходили в негодность. Головку после притирки необходимо промыть и тщательно продуть воздухом. После этого клапана можно устанавливать на место. Предварительно требуется установить новые масло съёмные колпачки. И запрячь их в пружины при помощи съёмника клапанов.
Когда клапана установлены на место устанавливаются коромысла. После того как притянуться гайки необходимо их застопорить. Если гайки расслабятся то кронштейн вала коромысел начнет двигаться. В результате будут обламываться шпильки с определенной периодичностью.
Установка ГБЦ Камаз
Собранную головку устанавливают на двигатель.
Установка прокладок ГБЦ
Предварительно требуется установить прокладки. Ранее каналы системы охлаждения уплотнялись так называемыми присосками. Они вставлялись в три водяных канала головки а плоская х часть была обращена к блоку двигателя. И также ставилась резиновая прокладка. По всей плоскости прилегания головки. Она выполняла роль пыльника. Что бы грязь и пыль не попадали под головки не вызывали коррозию.
На современных двигателях устанавливается плоска резиновая прокладка с металлическим каркасом. Она выполняет общую роль как прокладки охлаждающей жидкости так и пыльника.Единственно что осталось неизменным это резиновое колечко которое ставится в выступ масленого канала. О этом колечке не в коем случае забывать нельзя. Какие прокладки лучше старого или нового образца трудно сказать. Скорее всего дело в аккуратности при сборке. И дальнейшей эксплуатации двигателя.

Установка фторопластового кольца
На двигателях оснащенных турбокомпрессорами дополнительно устанавливается фторопластовое колечко. Его необходимо аккуратно установить внутрь компрессионного (газового) кольца. Так чтобы при переворачивании головки оно не смогло выпасть. Это кольцо служит дополнительным уплотнением. Что бы предостеречь прорыв газов. из под газового кольца. Потому что турбины закачивают больший объём воздуха. Это приводит к более полному сгоранию топлива. И как следствие повышает температуру горения в камере сгорания. Дополнительное фторопластовое кольцо уплотняет соединение между головкой и гильзой.
После того как установлены прокладки необходимо вставить на свои места штанги толкателей. Делать это нужно аккуратно если штанга не попадет в своё посадочное место внутри двигателя может провалиться в в поддон и достать его без снятия поддона будет очень тяжело. Штангу необходимо вставить и после этого немного приподнять и опустить на свое место. Как бы убедиться что она стоит правильно.
Теперь необходимо одеть головку , так чтобы штанги вошли в свои каналы и уперлись в регулировочные винты коромысел. Также выступ масленого канала с надетой на нем резиновым колечком должен попасть в отверстие головки блока. Головка должна сесть на свое место без особого усилия. Если кулачки распредвала будут направлены на открытие впускного или выпускного клапана. Штанги упрутся в коромысла. И не дадут сразу плотно прижаться головке . ничего страшного. После того как вставятся болты крепления головки и будут закручиваться пружины клапанов сожмутся. Клапана станут в открытое положение . Это не помешает притягиванию головки.
Можно. прокрутить коленчатый вал. Штанги опустятся вниз и головка плотно прижмется к гильзе. Самое важное на начальном этапе притягивания головки равномерно её выставить по плоскости гильзы. Если какой то болт сильнее будет притянут. То получится рычаг. И после того как будет притягиваться противоположный болт возникнет большое усилие которое может привести к отрыву головки болта. По этому первоначально нужно добиться при помощи притягивания болтов равномерного расположения головки относительно гильзы. Протяжку болтов необходимо провести с помощью динамометрического ключа.
Затяжка ГБЦ Камаз
Схеме протяжки выглядит следующим образом
Крест на крест протягиваются противоположные болты.
Момент затяжки ГБЦ Камаз
Затяжка производится при помощи динамометрического ключа
Первый момент затяжки гбц составляет 40 Н-м. протяжка производится согласно показанной выше схемы
Момент второй затяжки гбц составляет 120-150 Н-м
Третья окончательная затяжка производится моментом 190-210 Н-м
Чтобы более равномерно установить головку ГБЦ , коромысла на них можно сразу не устанавливать. Сначала притянуть головки. Потом аккуратно установить штанги и после этого установить и притянуть коромысла. И застопорить крепёжные гайки.
Регулировка клапанов
Остаётся поставить на свое место коллектора. Установка ГБЦ требует последующей регулировки клапанов. Страшна она тем . что нужно хорошо понимать как работает двигатель. Так же необходимо знать метод регулировки который предлагают конструктора. Разные двигатели имеют свою методику регулировки. Связано это с конструктивными особенностями. Всегда предлагается самый простой и удобный способ регулировки для конкретного двигателя. Способ регулировки клапанов автомобиля подробно описан в этой статье. Он подходит для всех V-образных моделей двигателей.
Неисправности головки блока цилиндров камаз
письмо с сайтаПродукция наших партнеров:
КАМАЗ Ремдизель ОМЗ УКД ПААЗ РААЗ КЗТАА ШААЗ ДААЗ БАТЭ ОСВАР БЕЛКАРД Автоприбор ЛААЗ Саратовский завод дизельной аппаратуры ЧЗСА КАМЭК плюс SORL Cummins
Основными неисправностями двигателя могут быть следующие:
- уменьшение мощности двигателя, увеличение расхода топлива и масла;
- повышение дымности отработавших газов; уменьшение давления масла в системе двигателя при температуре выше О °С;
- неустойчивая работа двигателя на холостом ходу; работа двигателя с перебоями или перегревом; глухие стуки в подшипниках коленчатого вала; заклинивание коленчатого вала;
- звонкие стуки деталей газораспределительного механизма;
- подтекание жидкости в соединениях системы охлаждения.
Неисправности двигателя обусловливаются неисправностями шатунно-кривошипного и газораспределительного механизмов. Признаками неисправностей указанных механизмов являются глухие ритмичные стуки в нижней части картера двигателя и звонкие стуки в головках цилиндров.
Для шатунно-кривошипного механизма наиболее характерными являются износ шеек коленчатого вала и его подшипников. Кроме того, могут иметь место проворот вкладышей и заклинивание коленчатого вала из-за закоксовывания масляных каналов в шейках коленчатого вала, обрыв шатунов и шатунных болтов, износ поршневых колец и гильз цилиндров, кавитационный износ трех отверстий для прохода охлаждающей жидкости в головках цилиндров под воздействием ударных колебаний.
Основные неисправности двигателей КамАЗ-740
Внешние проявления (признаки) неисправностей
Влияние неисправностей на работу агрегата
Возможная неисправность сопряжения или дефект детали
Способ устранения неисправности
Стук в средней части блока двигателя
Уменьшение мощности двигателя, увеличение расхода топлива и масла, повышенное дымление отработавших газов
Пригорание колец в канавках поршней; износ поршневых колец, гильз цилиндров, поршней, деталей газораспределительного механизма
Разобрать двигатель, заменить или восстановить изношенные детали
Стук в нижней части картера двигателя глухого тона, изменяющийся с изменением частоты вращения коленчатого вала
Уменьшение давления в масляной магистрали двигателя
Износ коренных подшипников; износ шатунных подшипников, применение нерекомендованного сорта смазки
Восстановить или заменить коленчатый вал, заменить масло
Износ упорных колец коленчатого вала
Заменить упорные кольца
Резкий звонкий двойной стук в средней части картера двигателя
Уменьшение мощности двигателя, уменьшение скорости движения автомобиля
Износ пальца в бобышках поршня, износ верхней втулки шатуна
Заменить втулки шатуна
Стук, похожий на детонацию
Ранний впрыск топлива в цилиндр
Разрегулировка муфты опережения впрыска топлива
Звонкий стук в головке цилиндра
Уменьшение мощности двигателя
Стук клапанов о коромысло, большой тепловой зазор между клапаном и носком коромысла
Отрегулировать тепловой зазор регулировочным винтом
Глухой стук в головке цилиндров
Удары поршня о клапан выводят поршень из строя
Заедание клапана во втулке, поломка клапанных пружин
Снять головку, отремонтировать клапанный механизм
Указатель давления масла показывает давление более 0,5 МПа
Заедание редукционного клапана системы смазки в главной магистрали, недостаточная очистка масла от загрязнений
Поломка деталей клапана, засорение фильтрующих элементов полнопоточного масляного фильтра
Разобрать, заменить детали
Включается лампочка индикатора указателя температуры охлаждающей жидкости
Не работает гидромуфта или водяной насос
Неисправен включатель гидромуфты, проскальзывают ремни привода водяного насоса, поломаны его детали
Поставить рычаг включателя в положение «В», отремонтировать включатель и водяной насос
Условные обозначения: УТР — углубленный текущий ремонт двигателя, КР — капитальный ремонт, TP — текущий ремонт.
Износ поршневых колец и внутренних поверхностей гильз цилиндров, а также пригорание колец в канавках поршней приводят к снижению компрессии и уменьшению мощности двигателя. Признаками этих неисправностей являются повышенная дымность отработавших газов, а также увеличенный расход топлива и масла.
Звонкие стуки, возникающие при изменении подачи топлива с увеличением нагрузки на двигатель, являются следствием износа втулок верхней головки шатунов, пальцев и бобышек поршня.
Глухие стуки, появляющиеся при резкой подаче топлива на холостом ходу двигателя, свидетельствуют об увеличении зазора между коренными и шатунными шейками коленчатого вала и вкладышами подшипников. Это происходит в результате износа антифрикционного слоя вкладышей и шеек коленчатого вала.
Уменьшение мощности и перебои в работе двигателя свидетельствуют об износе деталей газораспределительного механизма. Это является следствием неплотного закрытия гнезд клапанов и увеличенных зазоров между стержнями клапанов и носками коромысел, что приводит к характерному металлическому стуку.
Глухой металлический стук на холостом ходу и усиление его при увеличении подачи топлива являются признаком поломки клапанных пружин или заедания клапанов.
Восстановление деталей шатунно-кривошипного и газораспределительного механизмов производится при капитальном или углубленном текущем ремонте двигателей.
Перегрев двигателя и нарушение теплового режима происходят вследствие следующих неисправностей системы охлаждения: понижения уровня охлаждающей жидкости в системе, ослабления натяжения приводных ремней, засорения трубок радиатора, а также неисправности в работе гидромуфты.
Увеличение дымности отработавших газов со специфическим синеватым оттенком при выходе их из глушителя и падение давления масла являются следствием неисправности системы смазки.
Важное значение имеют применение масла рекомендуемого сорта и поддержание нормального уровня его в картере. Уменьшение уровня масла приводит к уменьшению подачи его к трущимся поверхностям деталей. При большом уровне масло забрызгивается в камеру сгорания и сгорает в ней, выделяя дым характерного синего цвета.
Неисправности системы смазки, засорение масляных фильтров и маслопроводов приводят к преждевременному износу всех деталей шатунно-кривошипного и газораспределительного механизмов.
Диагностика ГБЦ, виды неисправностей и методы их устранения

Головка блока цилиндров является важной деталью мотора любого авто, поскольку она определяет продуктивность сгорания в цилиндрах бензина и, таким образом, мощность двигателя и качество его работы. Однако, аналогично всем остальным узлам автомобильного двигателя, со временем происходит износ ГБЦ и появляется необходимость срочного ремонта. Его проводят многие специализированные фирмы, нужно лишь выбрать такую компанию, которая занимается восстановлением головок блоков цилиндров именно определённой модели авто.
Диагностика и техническое обслуживание
В данном вопросе основной задачей хозяина транспортного средства становится периодическая диагностика узлов, наиболее часто становящихся неисправными. Таковыми являются:
- Клапаны, сальники клапанов.
- Уплотнительная прокладка.
- Изменение высоты головки блока цилиндров.
- Необходимость прессования клапанов и седел.
- Прекращение работы одного либо более клапанов и необходимость их замены.
- Необходимость шлифования крышки.
- Необходимость замены уплотнительной прокладки.
- Необходимость устранения микротрещин.
При условии понимания возможных последствий каждого шага и наличия нужных инструментов можно проводить ремонт ГБЦ самостоятельно, но даже лучшее оборудование при отсутствии опыта не позволит решить проблему.
Виды неисправностей ГБЦ
При наличии навыков ремонта автомобильных моторов возможно самостоятельное выполнение ремонтных работ. Необходимо знать вероятные причины неисправности данного узла:
![]()
Дефекты привалочной плоскости головок блоков цилиндров. Возможные причины их появления: длительная работа двигателя; перегревание мотора; низкое качество жидкости для охлаждения. Устранение данной поломки подразумевает обработку плоскости. В таком случае необходима диагностика охлаждающей системы, а иногда также замена технической жидкости.![]()
Трещины на головке блока цилиндра. Главными причинами являются интенсивная эксплуатация двигателя, его перегревание, ошибки относительно затяжки креплений, сделанные во время установки узла. В случае небольших размеров трещин и допускания их существования производителем может быть продолжена эксплуатация комплектующей. Однако в других случаях необходима замена узла, который был повреждён.![]()
Износ втулок в клапанах. Направляющие втулки могут быть изношены вследствие большого пробега мотора, применения низкокачественного или грязного масла, наличия в составе масла примесей топлива, способствующих разжижению масла. Для решения проблемы необходимы замена втулок и проверка работоспособности охлаждающей системы, а также состояния масла. В случае необходимости следует выполнить замену масла.![]()
Износ клапанных седел. В этом случае причинами могут выступать заправка машины топливом низкого качества, значительный пробег двигателя, ошибки, связанные с установкой опережения зажигания. Для решения проблемы необходима правка либо замена седел. Нужно также в обязательном порядке проверить систему питания и систему зажигания, а также в случае необходимости провести восстановление.- Разрушение резьбы, которая находится в отверстиях головки блока цилиндров. Возможные причины: неправильная затяжка свечей либо болтов либо же постоянное перегревание двигателя. Для устранения этой поломки необходимы высверливание старой резьбы и установка футорок. Можно нарезать новую резьбу, имеющую увеличенные размеры.




Ремонт головки блока цилиндров КАМАЗ
Сейчас мы с Вами освоим приемы разборочно-сборочных работ и основы комплектации деталей при замене поврежденной головки цилиндра. А так же узнаем как ремонтировать КАМАЗ.

Ремонт автомобиля своими руками
для настоящих автомобилистов,
как ремонтировать двигатель самому
- Разборка резьбовых соединений
- Как снять и установить коробку автомат автомобиля

2) Освоить методы комплектования деталей, обеспечивающих установку головки цилиндра, согласно, требований технических условий на сборку.
Последовательность проведения работ
по капитальному ремонту двигателя
своими руками
- Сборка заднего моста
- Как правильно собрать коробку передач
- Как правильно собрать двигатель
- Качество сборки автомобилей
- Как собрать рулевое
- Контроль качества сборки автомобилей
- Организация сборки автомобилей
- Технология сборки автомобиля

Замену на двигателе КАМАЗ-740 одной головки цилиндра или их комплекта, проводят в условиях мастерской автотранспортного предприятия при проведении текущего ремонта.
Перед началом разборочно-сборочных работ должна быть слита жидкость из системы охлаждения двигателя через три краника при открытой крышке расширительного бачка.


Как ремонтировать блок цилиндров двигателя?
Восстановление блока цилиндров заваркой,
способ заделки трещины блока цилиндров эпоксидкой
- Коллекторы выпускные в сборе;
- Фильтр тонкой очистки топлива;
- Компрессор пневматического тормоза в сборе с расширительным бачком и трубками;

Разборочно-сборочные работы
деталей цилиндро-поршневой группы,
комплектование деталей гильзо-поршневой
группы, ремонт и установка
шатуннопоршневой группы двигателя
- Коллектор впускной левый в сборе;

- Стойки коромысел с коромыслами в сборе;

- Штанги толкателей в сборе;
Замена поршневых колец
своими руками
- Болты головок цилиндров;

- Крышки головок цилиндров;

- Форсунки в сборе;

- Скобы крепления форсунок.
Указанные сборочные единицы и отдельные детали должны быть тщательно очищены, вымыты и подвергнуты дефектации. Детали непригодные к дальнейшей эксплуатации, необходимо заменить новыми или восстановленными.
Все прокладки, снятые при разборке, независимо от их состояния, подлежат замене новыми прокладками. Допускается отжиг медных шайб уплотнения топливных трубопроводов. Все снимаемые при разборке нормали (болты, гайки, шайбы) сортируют по типам и размерам и хранят в соответствующих ячейках сборника нормалей. Не допускаются к сборке болты и гайки с изношенными или помятыми гранями, а также имеющие повреждения более двух ниток резьбы.
В процессе разборочно-сборочных работ рекомендуется применять гайковерты (пневматические и электрические). При недостаточном крутящем моменте гайковерта для трогания с места или нормированного момента затяжки болта (гайки) следует применять динамометрический ключ с торцовыми головками.
Для проведения сборочных работ дополнительно к повторно используемым рабочее место должно быть обеспечено следующими сборочными единицами и деталями:
- головка цилиндра с клапанами в сборе (новая или восстановленная)
- прокладка головки цилиндра
- прокладка уплотнительная головки цилиндра
- прокладка крышки головки цилиндра
- прокладка фланца водяной трубы
- прокладка впускного коллектора
- прокладка корпуса компрессора
После проведения сборочных работрегулируют зазоры междуклапанами и коромыслами, заправляют двигатель свежим моторныммаслом, охлаждающей жидкостью к форсункам, а затем запускают двигатель.
Двигатель должен работать устойчиво, без перебоев, стуков и посторонних шумов. После прогрева двигателя проверяют герметичность соединений. Всоединениях не должно бытьследов подтекания охлаждающей жидкости, моторного масла и топлива. Прорыва газа через прокладки, не допускается.
Оборудование, оснастка и инструмент для проведения работ расборочно-сборочных работ, снятия головки блока.
- Стенд лабораторный для крепления двигателя КамАЗ-740
- Верстак слесарный с тисками слесарными
- Линейка измерительная с пределом изменения 300 мм (линейка 300 ГОСТ 427-75).
- Штангенциркуль
- Щуп № 2 ГОСТ 882-75.
- Ключ динамометрический с предельным крутящим моментом 240 Н*м (24 кгс-м).
- Набор торцовых головок
- Отвертка 175x0.7 ГОСТ 24437-80
- Плоскогубцы ГОСТ 7236-86
- Съемник для форсунки
Порядок выполнения работы по ремонту головки блока цилиндров КАМАЗ
1) Отвернуть и снять вместе с тарельчатыми шайбами три болта крепления выпускного правого коллектора к головкам блока правого ряда. Снять коллектор в сборе и четыре прокладки. Уложить коллектор на верстак. Те же операции повторить для выпускного левого коллектора.
2) Отвернуть накидную гайку трубки подвода воды к компрессору, накидные гайки соединительной трубки от компрессора к расширительному бачку и накидные гайки трубки от компрессора к регулятору давления. Ослабить крепление трубки на кронштейне. Освободить компрессор от трубок. Отверните четыре болта крепления компрессора. Снять компрессор вместе с прокладкой корпуса компрессора, установить транспортную заглушку шестерни компрессора, уложить компрессор на верстак.
3) Отвернуть три болта крепления топливных трубопроводов к фильтру тонкой очистки топлива. Освободить трубопроводы, установить болты с медными шайбами на место, завернуть на два три оборота. Отвернуть две гайки крепления фильтра тонкой очистки топлива к соединительному патрубку впускных коллекторов, снять плоские и пружинные шайбы. Снять фильтр, уложить на верстак. Отвернуть четыре болта крепления соединительного патрубка впускных коллекторов, снять болты с волнистыми шайбами. Снять соединительный патрубок имеете с прокладками.
4) Отвернуть накидные гайки крепления к штуцерам насоса гидроусилителя руля трубы низкого давления насоса (740 3407116) трубы высокого давления насоса (740.3407110). Освободить трубы низкого и высокого давления насоса гидроусилителя от трубопроводов системы гидроусилителя руля. Отвернуть болты скоб крепления труб
К впускному левому коллектору и к трубе водяной левой. Освободить трубы, завернуть болты на место на два-три оборота. Отвернуть болты подвода топливных трубопроводов к ТНВД. Освободить трубопроводы, болты с медными шайбами установить на место, завернуть на два-три оборота.
Отвернуть восемь болтов крепления впускного правого коллектора. Снять болты вместе с волнистыми шайбами. Снять впускной правый коллектор (740.11150012) в сборе с распределительным бачком системы охлаждения и трубками, а также топливными трубопроводами, закрепленными на нем. Снять четыре прокладки впускного коллектора (740 1115026). То же повторить для впускного левого коллектора (740 1115014). Уложить впускные коллекторы на верстак, обеспечив предохранение трубопроводов от повреждения.
5) Вывернуть восемь болтов крепления водяной правой трубы (740 1303100), снять плоские и пружинные шайбы. То же повторить для водяной левой трубы (740.1303101). Отвернуть четыре гайки крепления форсунок на головках цилиндров правого ряда. Снять скобы крепления форсунок (740.1112163), снять форсунки (33.1112010) вместе с уплотнительными кольцами (33.1112342) и шайбами (870880). Уложить форсунки на верстак. То же повторить для форсунок на головках цилиндров левого ряда (КЭ 25).
6) Вывернуть четыре болта крепления крышек головок цилиндров правого ряда. Снять крышки головок цилиндров (740.1003264-21) и прокладки крышек (740 1003270-10) То же повторить для крышек головок цилиндров левого ряда. Отвернуть две гайки крепления стойки коромысел на головке первого цилиндра. Снять стойку коромысел в сборе с коромыслами (740 1007091-10, 640.1007140), две штанги толкателей в сборе (740.1007і 76). То же повторить для головок второго-восьмого цилиндров. Ослабить четыре болта крепления головки первого цилиндра (740.1003016-02), соблюдая ту же последовательность, что и при затяжке. Вывернуть болты, снять шайбы Снять головку цилиндра с клапанами в сборе (740.1003010-11) вместе с уплотнительной резиновой прокладкой (740 1003213-11) и прокладкой головки цилиндра (740.1003212). Снять прокладку фланца водяной трубы (740.1303268). Повторить для снятия головок второго-восьмого цилиндров.
7) Произвести комплектацию новых и работоспособных деталей для обеспечения установки головок цилиндров на двигатель.
- головка цилиндра с клапанами в сборе
- прокладка фланца водяной трубы (740.1303268) 8 шт.
- прокладка головки цилиндра (70.1003213) – 8 шт.
- прокладка уплотнительная головки цилиндра (740.100213-11) 8 шт.
- стойка коромысел в сборе с коромыслами (740 1007091-10)
- штанга толкателя в сборе (740.1007176) 16 шт.
- болт головки цилиндра (740.1003016-02) - 32 шт.
- крышка головки цилиндра (740.1003264) - 8 шт.
- прокладка крышки головки цилиндра (740 1003270-10) - 8 шт.
- форсунка в сборе (33 1112010) 8 шт.
- скоба крепления форсунки (740.1112163) 16 шт.
- шайба уплотнительная (870638) 8 шт.
- кольцо уплотнительное (33.1112342) - 8 шт.
- обеспечить рабочее место графитной связкой.
8) Установить прокладку головки на буртик гильзы первого цилиндра (740 10.03212), уплотнительную прокладку головки цилиндра (740 1003213), головку цилиндра в сборе с клапанами (740.1003010-11). Обеспечить правильность монтажа прокладок и головки. Завернуть четыре болта крепления головки (740.1003016-02), предварительно надев на каждый шайбу (870648) и смазав резьбу графитным смазочным материалом. Затянуть болты согласно схеме динамометрическим ключом в три приема моментом 40-50 Н*м, 120-150 Нм, 160-180 Нм, для болтов без покрытия 190-210 Н*м.
Повторить те же операции для установки головок второго-восьмого цилиндров (КЭ 30).
Установить на шпильки и штифты головки первою цилиндра стойку коромысел я сборе, предварительно установив штанги толкателей в сборе (740.1007176). Установить стопорную шайбу крепления стойки (740.1007134), завернуть две гайки, затянуть их динамометрическим ключом с моментом 42-54 Н* м, застопорить гайки шайбой. Повторить для установки стойки коромысел в сборе с коромыслами для головок второго-восьмого цилиндров.
9) Отрегулировать зазоры между клапанами и коромыслами в установленной последовательности (КЭ-30-1).
То же повторить для установки крышек головок второго - восьмого
11. Установить форсунку в сборе (33.1112010) в головку первого цилиндра с уплотнительной шайбой (870638) и уплотнительным кольцом (33Л112342), предварительно вывернув пробку корпуса(87-080) Установить скобы крепленияфорсунки (740.1112163) и навернуть гайку; затянуть моментом 32-40Н*м.
То же повторить для установки форсунок второго-восьмого цилиндров.
Установить между головкой первого цилиндра ифланцем водяной грубы прокладку фланца водяной трубы (740.1303268) иввернуть два болта, надев пружинную и плоскую шайбы
То же повторить для головок второго-восьмого цилиндров. Затянуть окончательно болты крепления трубы водяной правой и левой моментом 30-53 Н*м.
12. Обеспечить комплектацию новых и работоспособных деталей для установки коллекторов впускных левого и правого:
- коллектор впускной правый всборе с расширительным бачком и трубками (740.1115012, 5320-131010) – 1шт.;
- коллектор впускной левый в сборе (740 1115014) - 1 шт.;
- прокладка впускного коллектора (740.1115026) - 8 шт.
13. Установить на левый ряд головок четыре прокладки впускного левого коллектора (740.1115026), впускной левый коллектор в сборе (740 1115014), ввернуть восемь болтов крепления коллектора, надев на них волнистые шайбы, затянуть болты динамометрическим ключом с моментом 50-62 Н*м.
14. Установить на правый ряд головок четыре прокладки впускного правого коллектора (740.1115026), впускной правый коллектор в сборе 740.II15012) вместе с расширительным бачком (5320-1311040), трубками и топливными трубопроводами. смонтированными на нем, (вернуть восемь болтов крепления коллектора, надев на них волнистые шайбы. Затянуть болты динамометрическим ключом с моментом 50-62 Н*м. Соединить свободный конец перепускной трубки расширительного бачка (5320-1311091) с патрубком отвода воды из расширительного бачка в водяной насос (5320-1311055). Затянуть хомут.
Соединить свободный конец воздухоотводящей трубки радиатора к расширительному бачку (5320-1311054). Затянуть хомут. Навернуть накидную гайку перепускной трубки от двигателя к расширительному бачку (5320-1311106) на штуцер впускного левого коллектора. Затянуть гайки накидные на впускном левом коллекторе и расширительном бачке.
15. Вывернуть болты соединения топливных трубопроводов с ТНВД соединить их с трубопроводами, установив медные шайбы, вывернуть болты, затянуть динамометрическим ключом с моментом 40-50 Н*м.
Вывернуть болты скоб крепления труб низкого и высокого давления насоса гидроусилителя руля к впускному левому коллектору и к водяной левой трубке. Установить трубу высокого давления насоса (740.3407110) и трубу низкого давления насоса (740.3407116), навернуть накидные гайки трубопроводов системы гидроусилителя руля. Установить скобы крепления труб к впускному левому коллектору и водяной левой трубе. Ввернуть болты, затянуть динамометрическим ключом с моментом 15-20 Н*м.
16. Обеспечить комплектацию новых и работоспособных деталей для установки соединительного патрубка впускных коллекторов и компрессора пневматического тормоза:
- патрубок соединительный впускных коллекторов в сборе (740.1115030)- 1 шт.;
- прокладка соединительного патрубка (740.1115036-01) - 2 шт
- фильтр тонкой очистки топлива (740.1117010) - 1 шт.
- компрессор пневматического тормоза в сборе (5320-3509015) - 1шт.
- прокладка корпуса компрессора (740.3509403-10) - 1 шт.
17. Установить соединительный патрубок впускных коллекторов (740.1115030) вместе с прокладками (740.1115036-01). Ввернуть четыре болта крепления, надев на них волнистые шайбы, затянуть динамометрическим ключом моментом 50-62 Н*м.
Установить фильтр тонкой очистки топлива (740. Ш 7010) на шпильки соединительного патрубка впускных коллекторов, надеть две плоские и пружинные шайбы, навернуть гайки, затянуть до упора. Вывернуть болты соединения топливных трубопроводов с фильтром, соединить их с топливными трубопроводами, установив медные шайбы, завернуть болты, затянуть динамометрическим ключом с моментом 40-50 Н*м.
18. Снять транспортную заглушку шестерни компрессора (5320-3909137) Установить компрессор пневматического тормоза в сборе с прокладкой, обеспечив уплотнение по всасывающему патрубку компрессора.
Ввернуть четыре бота крепления, надев пружинные шайбы. Затянуть болты моментом 50-52 Н*м. Навернуть накидную гайку трубки подвода воды к компрессору (740.35009276), накидную гайку соединительной трубки от компрессора к
Расширительному бачку (3520-1311064-01), накидную гайку трубки от компрессора к регулятору давления (5320-3506200). Затянуть накидам гайки на обоих концах трубок. Закрепить трубку от компрессора к регулятору давления (5320-3506200) на кронштейне (5320-35006220).
19. Вывернуть из форсунок левого ряда 7 головок цилиндров болты топливной дренажной трубки, установить топливную дренажную труб (740.1104346), соединив ее с болтами, установив медные шайбы, вверну болты, затянуть. То же повторить для топливной дренажной трубки форсунок правого ряда головок (740.1104370). Снять полиэтиленовые заглушки (870941) со штуцеров форсунок. Навернуть накладные гайки топливных трубок (740.1104310? 740.11043 12, 740.1104314, 740.1104316) на штуцерах форсунок левого ряда головок цилиндров. Затянуть гайки с обоих концов каждой трубки. Закрепить топливные трубки с помощью двух скоб крепления (740.1104358). Затянуть два болта.
То же повторить для топливных трубок правого ряда головок цилиндров (740 1104318, 740.1104329, 740.1104322, 740.1104324).
20. Установить впускной коллектор правого ряда цилиндров в сборе с патрубками выпускного коллектора (740.1008020, 740.1008044) вместе с четырьмя прокладками патрубка (740.1068050). Ввернуть три болта крепления выпускного коллектора к блоку и навернуть восемь гаек крепления патрубков выпускного коллектора к головкам блока, надев тарельчатые шайбы. Затянуть динамометрическим ключом с моментом 50-62 Н м.
Читайте также: