
Расточка блока цилиндров ока
Обновлено: 26.04.2024
Сколько стоит расточить блок цилиндров и от чего зависит цена?
Услуга по расточке блока цилиндров в среднем по России обойдется от 1100 до 3000 рублей для владельцев отечественных автомобилей и от 4000 до 10000 рублей для обладателей авто импортного производства.
Что это
Каким бы ни был двигатель автомобиля, чугунным или алюминиевым, рано или поздно он потребует ремонта. Например, в случае, когда мотор начинает «жрать» масло и из выхлопной трубы появляется сизый дым. В таком случае обращение на СТО носит плановый характер. Также к мотористам обращаются автолюбители, которые желают тюнинговать, форсировать свой силовой агрегат.
Сама по себе процедура применяется для восстановления правильной геометрической формы цилиндра, на искривление которого влияют износ мотора, большой пробег транспортного средства или неправильная эксплуатация. Важным фактором при этом виде работ является материал, из которого изготовлен мотор.
Идеальным для расточки является чугунный силовой агрегат, ведь его стоимость невысока, а сам он очень прочный. В работе с ним мастерам нужно лишь выточить цилиндры до нужного размера, после установить подходящие поршни и ремонт будет окончен. Но есть и минусы – подверженность коррозии, плохой отвод тепла, высокий вес.
Алюминиевые моторы намного легче и практически не подвержены коррозии. Однако же, из-за мягкости металла мастера называют блоки из него «одноразовыми» и мало кто берется за их расточку. Даже после её проведения стенки придется обрабатывать специальным дорогостоящим покрытием.
Саму процедуру можно разбить на несколько основных шагов:
- Полная разборка и выемка блока цилиндров.
- Мойка и сушка детали.
- Измерения с помощью специальных приборов, чтобы спланировать работу.
- Работа на станке.
- Хонингование (уменьшение шероховатости стенок).
- Сборка силового агрегата и установка обратно на транспортное средство.
Правильное выполнение этого комплекса работ восстановит правильный зазор между поршнями и стенками цилиндра, а также:
- Позволит существенно снизить расход моторного масла.
- Обеспечит нужную компрессию.
- Увеличит ресурс деталей цилиндро-поршневой группы.
- Снизит эффект от трения колец в рабочем пространстве.
От чего зависит цена
Цена в данном случае будет зависеть от класса автомобиля, размеров его двигателя и материала, из которого последний изготовлен. Соответственно, чем больше автотранспортное средство и его силовой агрегат, тем больше сами цилиндры и тем выше будет стоимость услуги. Конструкции станков, используемых на станциях техобслуживания, как правило, не влияют на цену расточки. Учтите, что отдельно придется оплатить услугу по снятию и установке двигателя.
Виды услуг
В принципе, на этом этапе обращения к мотористам вид услуги один – расточка. Разными могут быть лишь модели станков, на которых мастер выполняет процедуру. Дальнейшие манипуляции с двигателем уже проводятся по другим обращениям автолюбителя.
Примеры цен на услугу
Первенство по ценам на расточку принадлежит Москве, в столице за услугу для отечественного авто придется отдать от 2000 рублей, а для импортного от 3500 рублей.
По областям и регионам цены варьируются в таких диапазонах (руб за цилиндр):
- Иномарки с обычным блоком – от 800.
- Иномарки с наклонным, оппозитным блоками – 1100-2000.
- Иномарки с V-образным блоком – 1500-2500.
- Блоки мотоциклетные – от 1000.
- ОКА – от 1500 за весь мотор.
- Ваз, Таврия – 2500 за весь мотор.
Где, как и у кого заказать
Для получения качественной расточки цилиндров двигателя и желаемого эффекта от этой процедуры следует обращаться в специализированный сервис. Опытный мастер моторист определит неполадки, проведет необходимые замеры, сделает расточку. Специалисты рекомендуют доверять свой двигатель только профессиональным станкам и измерительному оборудованию.
Да, существует соблазн залезть во «внутренности» подкапотного пространства самому, либо обратиться к кустарному мастеру, только вот шансы навредить своему железному любимцу от таких действий резко возрастают. Полный комплекс расточки занимает от одних до пяти суток, поэтому записывайтесь к выбранному специалисту заранее по телефону и договаривайтесь о встрече.
Ремонт блока цилиндров двигателя и ГБЦ. Расточка коленвалов
Компания ООО «Моторные Технологии» занимается восстановлением нижеперечисленных деталей и узлов ДВС грузовых и легковых автомобилей отечественного и импортного производства:
- коленчатый вал;
- головка блока цилиндров (ГБЦ);
- шатун.
Современное отечественное и импортное оборудование позволяет производить высокоточную обработку деталей:
-
двигателей по постели коленвала как в ремонтный, так и в номинальный размеры;
- проверка коленчатого вала на твердость и микротрещины;
- шлифовка и полировка коленвалов любых автомобилей.
Фрезерно-расточное оборудование дает возможность сделать ремонт головки блока цилиндров и шатун двигателя.
Высококвалифицированные специалисты предприятия, обученные в специализированных учебных центрах, выполняют работу любой сложности в короткие сроки и на самом высоком уровне.
ПРЕДПРИЯТИЕ ПРИОБРЕТАЕТ РЕМФОНД: К/ВАЛОВ И БЛОКОВ
 |  |  |
Стоимость ремонта коленвала и блоков цилиндра
Двигатель
Цена,
руб.
Шлифовка коленвалов грузовых а/м и тракторов
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
КАМАЗ, ЯМЗ-236, Д-65, СМД, ЗИЛ-дизель, А-41
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
Д-240, 245, 144, 21
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
А-01, Д-160 и другие крупногабаритные
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
Шлифовка со шлифовкой галтелей
Шлифовка со шлифовкой галтелей
Шлифовка со шлифовкой галтелей
Шлифовка со шлифовкой галтелей
Иномарка-спецтехника (4 цил.)
Дополнительные услуги по коленчатым валам грузовых а/м и тракторов
КАМАЗ, ЯМЗ, ЗИЛ, Д-240, 245, СМД и другие
Д-160, А-01, ЯМЗ-240, Д-260
Иномарка (за шейку)
Мойка (чистка каналов, с/у заглушек)
КАМАЗ, ЯМЗ-236, трактора
Мойка (чистка каналов, с/у заглушек)
ЯМЗ-238, 240, А-01, Д-160
Рихтовка к/в (без гарантии)
Прогиб до 0,5 мм
Рихтовка к/в (без гарантии)
Прогиб более 0,5 мм
Шлифовка через 1 ремонтный размер
Шлифовка через 2 ремонтный размер
Балансировка в сборе
Восстановление маслосгонной накатки
Мойка (чистка каналов, с/у заглушек)
Двигатель
Цена,
руб.
Шлифовка коленчатых валов легковых а/м
Шлифовка (проверка на микротрещины и твердость)
Шлифовка (проверка на микротрещины и твердость)
Шлифовка (проверка на микротрещины и твердость)
Иномарка (3-4 цил.)
Шлифовка (проверка на микротрещины и твердость)
Иномарка (5-6 цил.)
Шлифовка (проверка на микротрещины и твердость)
Шлифовка только шатунных или коренных шеек
Шлифовка (проверка на микротрещины и твердость)
Дополнительные услуги по коленчатым валам легковых а/м
Иномарка (за шейку)
Рихтовка к/вала (прогиб до 0,4 мм)
Рихтовка к/вала (прогиб более 0,4 мм) (без гарантии)
Работы с шатунами
Наименование услуги
Цена, руб.
Ремонт по ВГШ без запасных частей ЗИЛ-645
Ремонт по НГШ с плоским разъемом импортного производства
Работы с блоком цилиндров
Наименование услуги
Цена, руб.
Дефектовка блока цилиндров
Мойка блока цилиндров (грузовые)
Переопрессовка поршней (иномарки) за единицу
Переопрессовка поршней (отечественные) за единицу
Двигатель
Цена, руб.
Ремонт блока по постели к/вала грузовых а/м и тракторов
Д-160 и другие крупногабаритные
Иномарки (за цилиндр)
Иномарки (за цилиндр от 980 мм и более)
Ремонт постели к/вала легковых а/м
Иномарки (за цилиндр)
Ремонт блока по постели распредвала грузовых а/м и тракторов
Иномарки рядные (за цилиндр)
Иномарки V-образные (за цилиндр)
Иномарки крупногабаритные (за цилиндр от 980 мм и более)
Двигатель
Цена, руб.
Обработка по плоскости грузовых а/м и тракторов
Иномарки (за цилиндр)
Иномарки V-образные (за цилиндр)
Двигатель
Цена, руб.
Расточка и хонингование блока цилиндров
Бычок (за гильзу)
Таврия через ремонт
Трактор (за гильзу)
Иномарки легковые а/м (за гильзу)
Иномарки легковые а/м, в том числе через ремонт (за цилиндр)
Иномарки грузовые а/м (за гильзу)
Иномарки грузовые а/м, в том числе через ремонт (за цилиндр)
Гильзовка и хонингование блока цилиндров (без учета стоимости гильз)
Гильзовка блока цилиндров ВАЗ
Гильзовка блока цилиндров Ока
Гильзовка блока цилиндров Таврия
Иномарки легковые - гильзовка алюминиевого блока, гильза чугун (за цилиндр)
Иномарки легковые - гильзовка чугунного блока, гильза чугун (за цилиндр)
Иномарки - гильзовка V-образного алюминиевого блока, гильза чугун (за цилиндр)
Иномарки - гильзовка V-образного чугунного блока, гильза чугун (за цилиндр)
Иномарки грузовые – гильзовка блока (за цилиндр)
Перепрессовка поршней, иномарка
Перепрессовка поршней, отечественная
Мойка блока, легковые а/м
Мойка блока, грузовые а/м
Обработка по плоскости (легковые)
Иномарки (за цилиндр)
Укладка коленчатого вала в блок
Иномарки легковые а/м
Отечественные легковые а/м
Установка поршнев/гр в блок
Иномарки легковые а/м
Отечественные легковые а/м
Цены действительны с 1 августа 2021 года
Работы с ГБЦ (отечественное производство)
Наименование услуги
Ед. изм.
Легковые,
руб.
Грузов. до
70 кг, руб.
Грузов. выше
70 кг, руб.
Установка резьбовой втулки
Замена свечного отверстия
Замена стаканов форсунок ЯМЗ-238
Замена стаканов форсунок ЯМЗ-236
Шлифовка фаски клапана с очисткой
Шлифовка торца клапана
Фрезеровка ГБЦ по плоскости с форкамерами
Фрезеровка ГБЦ съем более 0.4 мм
Фрезеровка ГБЦ паралл. дизель
Фрезеровка ГБЦ паралл. бензин AL
Установка форсунок дизеля
Удаление сломанных шпилек
Снятие форсунок дизеля
Ремонт резьбового отверстия
Мойка предварительная 5-6 цил.
Мойка предварительная 3-4 цил.
Засухаривание с заменой МСК
Обработка седла профильным резцом на станке AZ VV-80
Замена седла без обработки
Замена седла с обработкой
Замена направляющей втулки с разворачиванием под клапан
Опрессовка ГБЦ
(отечественного производства)
Цены действительны с 1 августа 2021 года
Наименование услуги
Ед. изм.
Цена, руб.
Тракторные и их аналоги
Стоимость ремонта ГБЦ (иномарки)
Цены действительны с 1 августа 2021 года
Наименование услуги
Ед. изм.
Легковые,
руб.
Грузов. до
70 кг, руб.
Грузов. выше
70 кг, руб.
Замена стакана форсунки ЯМЗ-650
Установка резьбовой втулки
Шлифовка фаски клапана с чисткой
Шлифовка торца клапана
Удаление сломанных шпилек
Проверка вакуум-тестером сопряжения «седло-клапан»
Ремонт свечного отверстия
Ремонт резьбового отверстия
Разворачивание направляющей втулки
Мойка предварительная 5-6 цил.
Мойка предварительная 3-4 цил.
Засухаривание с заменой МСК
Обработка седла профильным резцом на станке AZ VV-80
Замена седла с обработкой
Замена седла без обработки
Замена направляющей втулки
Доработка направляющей втулки
Опрессовка головок блока цилиндров
Цены действительны с 1 августа 2021 года
ГБЦ двигателя
Единица
измерения
Легковые,
руб.
Грузовые,
руб.
ГБЦ 4-6 цил. (рядные)
Блок цилиндров двигателя выполняет функцию базы, а коленвал передает полезную мощность с двигателя на трансмиссию и другие навесные агрегаты. В случае его поломки или износа возникает необходимость полной разборки двигателя, но этого можно избежать или отсрочить на более длительное время, если вовремя проводить техническое обслуживание и постоянно следить за уровнем и качеством масла.
Признаки и причины поломки
Первый признак износа коленчатого вала, это появление сизого дымка из выхлопной трубы, падение давления и увеличение расхода масла. В таких случаях разборка двигателя неизбежна.
Основными причинами износа являются:
- Низкий уровень масла в картере.
- Перегрев двигателя.
- Грязный масляный фильтр.
- Некачественное масло.
Все это приводит к износу шатунных и коренных шеек коленвала и появлению царапин на нем. Для того чтобы устранить данный износ, необходимо полностью разобрать двигатель, провести дефектовку и расточить (отшлифовать) коленчатый вал, в крайних случаях, приобретают и устанавливают новый. После того, как выполнится расточка - подбираются по размеру и устанавливаются ремонтные вкладыши.
Блок цилиндров также подвергается дефектовке. Если он гильзованный, то можно просто заменить старые гильзы на новые, но в случае, когда конструкция не разборная - производится расточка блока цилиндров и устанавливаются ремонтные кольца на поршня.
Лада Ока Вторая жизнь Окушонка › Бортжурнал › капиталка ДВС
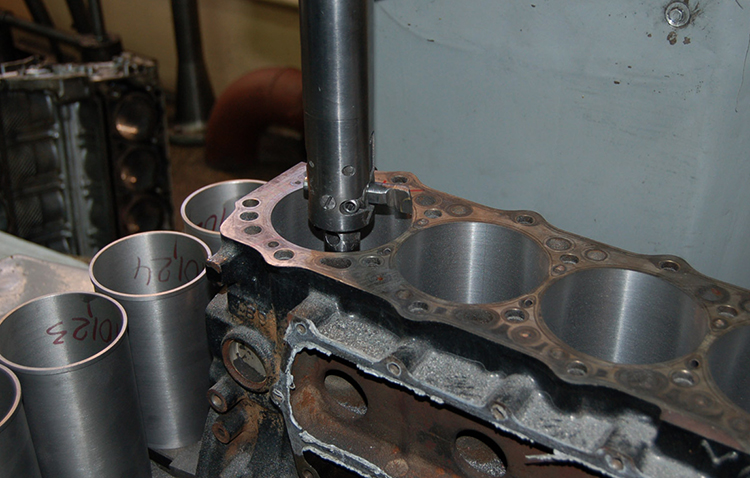
Ну вот и подошло время кардиохирургии, решил взбодрить сердечко Окушонку. Сегодня свозил блок на расточку под 82,4, заодно и полирнули коленвал. Приехав в гараж, отмыл и продул блок капитально, врезал масляные форсунки в постели коренных подшипников, загрунтовал и покрасил. Краску нашёл только синюю, но думаю и в этом цвете будет смотреться неплохо.
Собрал низ двигателя и состыковал с коробкой. Теперь дело за ремонтом ГБЦ.
Установил всё это в моторный отсек, теперь можно и электропроводку до конца развести.
После установки блока с коробкой в моторный отсек, пришло время изготовления валов приводов. Для этого был куплен восьмёрочный короткий вал и разрезан пополам. Затем были установлены шрусы и опытным путём подобрана общая длинна правого и левого вала. На токарнике выточил втулки с посадкой и на прессе всё это состыковал. Теперь осталось проварить стыки втулки с половинками валов.
Продолжаю собирать двигатель. Откапиталена ГБЦ и проточена на 1 мм под 95 бензин. Куплен новый бензонасос (WEBER), разрезная шестерня, доработан карбюратор солекс 08.
Ещё до ремонта, когда машина была "на ходу", как то в сумерках завёл её и полез под капот подкрутить карбюратор. И чуть не офигел, увидев докрасна нагретый выпускной коллектор. не знаю, может зажигание было сбито, хотя машина нормально заводилась и ехала… В любом случае решил заматывать его в термоленту (мало ли что да и под капотом попрохладнее будет). Купил термоленту и плотно перемотал коллектор.
Лада Ока 2001, 35 л. с. — тюнинг
Машины в продаже

Лада 1111 Ока, 1994

Лада 1111 Ока, 2005

Лада 1111 Ока, 2005

Лада 1111 Ока, 2005
Комментарии 27
Скажи как теперь движек работает .как тянет ? какой его стандартный размер поршней ? и под какой максимально можно расточить ? я так понимаю это 11113 блок… и если знаешь напиши под какие размеры можно точить 11111 блок ? И какой там стандарт…
прям глаз радует такая работа
добрый день! стандартный мотор был 750? 82 поршневая? у меня 650 ока. поршневая на 76. хотелось бы по больше. но не знаю хватит ли толщины гильзы.
спасиб, отлично у тебя Ока получается ))
Покупал в про-спортовском магазине. Сколько метров — не знаю, покупал готовый рулончик, практически весь он и ушёл. Стоила вроде бы 900 рублей.
сколько метров термоленты ушло ? почем она.
От восьмёрки, немного доработанный (вырезано то, что мешает и переделан крепеж)
а от чего теплозащитный экрана под карбом у тебя стоит?
Вот это плохо…это где же у вас там всё плохо то с такой ситуацией?
Где-где… В провинции… Где рулят обычные гаишники и ничего святого у них нет…
А не легче было купить другой двигатель?думаю другой и по интересней ездил бы=)
Может быть и легче, вот только с легализацией у нас проблемы возникнут.
Приветствую, Игорь.
Я не сильно силён в тех.вопросах, расскажи пожалуйста в чём прелесть Солекса перед Даазом, и какой эффект от обратки и как она организована.Спасибо.
Привет. Немного не так сформулирован вопрос. ДААЗ — это не вид карбюратора, а завод изготовитель. Есть карбюраторы Солекс, Озон и Вебер. Солекс — более совершенен и доработан по отношению к Озону, имеет электромагнитный клапан холостого хода, более послушен в регулировках и на холостом ходу ровнее ведёт себя двигатель. Вебер — скажем так — спортивный вариант, он однокамерный, с ним можно выжать более высокие показатели мощности, но и расход топлива намного возрастает. Так что Солекс — самое оптимальное решение карбюраторных движков.
Насчёт обратки. В принципе она лшней не будет. Ведь без обратки бензонасос загоняет топливо под давлением и давление это практически постоянно. И всё давление идёт на запорную иглу, которая может пропускать и будет переливание карбюратора. Обратка служит для сбрасывания лишнего топлива обратно в бак.
И ДОПОЛНИТЕЛЬНАЯ ЦИРКУЛЯЦИЯ БЕНЗИНА ЧЕРЕЗ НАСОС ЕЩЕ ЕГО И ОХЛАЖДАЕТ.
Вопрос, валы приводов пришлось самому изготавливать из-за использования поворотных кулаков от "восьмерки"?
да. поворотные кулаки, ступицы, шрусы и тормоза от восьмёрки.
Кстати про термоленту на штанах… Штаны являются сильным источником ИК излучения, которое нагревает под капотом всё, включая впускной коллектор и карбюратор. Термолента — один из выходов из ситуации. Но я пошёл иначе — из оцинковки вырезал и выгнул теплоотражающий экран, который всунул между штанами и впускным коллектором. Жар стал "обтекать" этот экран и впускной коллектор и карбюратор перестали так раскаляться от него. А то карб нагревался так, что в его поплавковой камере бензин начинал кипеть и испаряться быстрее, чем его успевал накачать бензонасос Ж-))))) Ваще ахтунг. В итоге по борьбе с перегревом топливной системы у меня было 3 дела сделано: 1) полноценная обратка насквозь карбюратора, 2) бензонасос ПЕКАР, 3) теплоотражающий экран. Рекорд стояния в пробке летом на жаре на солнце без подгазовываний и заглохания составил порядка 1 часа :) Раньше через 10 мин. в пробке хх начинал болтаться и машина глохла…
на лето бы желательно как то устраивать вентиляцию моторного (подкапотного) пространства.
там через фары и щель между капотом и телевизором на ходу солидные объёмы воздуха поступают… и уходят вниз
Лада Ока МИНИ ДЖИП › Бортжурнал › Расточка каналов ГБЦ Ока
Всем привет. Очень давно хотел расточить каналы ГБЦ, но нехватка времени постоянно отталкивало этот момент. Была куплена б/у ГБЦ за 500р. и изготовлена фреза из шаровой опоры 2108. Каналы расточены по минимуму ровно по внутренним диаметром седел клапанов. Дальше облегчение клапанов уже в следующей записи.
Лада Ока 2001, двигатель бензиновый 0.7 л., 32 л. с., передний привод, механическая коробка передач — тюнинг
Машины в продаже

Лада 1111 Ока, 2001

Лада 1111 Ока, 2005
Лада 1111 Ока, 2002
Лада 1111 Ока, 1994
Комментарии 17
Мало того, чтобы всё это нормально заработало, необходимо ставить увеличенные клапана. Не помню, какого диаметра(можно погуглить "увеличенные клапана 08").
Пришлось новые сёдла делать.
Когда так сделал, действительно резвости мотору прибавилось. Но растачивал больше, пришлось завтуливать.
Обошлось всё это в 3500.
Согласен но но больше чем диаметр седла мне нет смысла растачивать . Не гонюсь за супер мощьность.
Вообще с каналами не все так просто. Надо получить не просто большие трубы, а нужное завихрение топливо- воздушной смеси в цилиндрах.
Не согласен с вами!)))
ну у меня стоят облегченные клапаны и че? разницы со стоком не ощущаю.
По идее должен чуть резвее крутиться до максимальных оборотов)
Но на двух цилиндрах может этот эффект и слабо ощутим.
Хотя может вы просто не крутили мотор до таких оборотов)
крутил. Правда я сейчас с улиткой езжу, а она душит мотор на высоких, зато даёт немного тяги с низов — что для города гораздо лучше чем истерично разрывающий пространство рёв мотора Оки в попытке хоть как-то держаться в потоке.
ну у меня стоят облегченные клапаны и че? разницы со стоком не ощущаю.
Ты ароде на на приоропорщнях собирал мотор не? Есть разница?
нету. на приоропоршнях и облегченные клапаны, сначала не хотел ставить, потом подумал…а, да фиг с ним. Нет разницы, я ничего не ощущаю сверх-естественного! едет точно так же как и Квазаровский мотор. Больше эффекта от улитки моей а не от всего этого научно-технического рукоблудия. Хотя под словом разница я подразумеваю только средства измерения жопомера. В кресло не вдавливает, короче. как ехало 26 секунд до сотки (или сколько там паспортных) так и едет. Хотя я не думаю что способен почувствовать разницу между 26 и 24, например.
ну у меня стоят облегченные клапаны и че? разницы со стоком не ощущаю.
Я вот ощютил прирост мощности а вы нет люди разные. А движки тоже разные!)))
по моему ты ее не расточил а просто погладил!
Убраны приливы и кривые каналы. Смысла больше растачивать чем внутренний диаметр седла нет.
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по диаметру и массе, а также поршневые пальцы к поршням по диаметру и шатуны по массе.
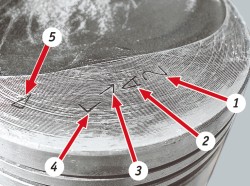
На днище поршня выбиты следующие данные: 1 – класс поршня по отверстию под палец (1, 2, 3); 2 – класс поршня по диаметру (А, B, C, D, E); 3 – стрелка, показывающая направление установки поршня; 4 – группа по массе (нормальная – «Г», увеличенная на 5 г – “+”, уменьшенная на 5 г – “–”); 5 – ремонтный размер .
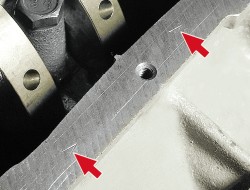
Класс цилиндров (А, B, C, D, E) выбит на нижней плоскости блока (привалочной плоскости под масляный картер).
1. Очистите головку поршня от нагара.


2. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.
3. Прочистите отверстия для стока масла подходящей по толщине проволокой.
4. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень.


5. Проверьте зазор между кольцами и канавками на поршне. Для этого с помощью набора щупов измерьте ширину канавок в нескольких местах по окружности, а затем.
6. . замерьте микрометром толщину колец в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
Номинальный зазор, мм:
для верхнего компрессионного кольца – 0,04–0,075;
нижнего компрессионного кольца – 0,03–0,065;
маслосъемного кольца – 0,02–0,055.
Предельно допустимый зазор для всех колец – 0,15 мм.


7. Измерьте зазоры в замках колец. Это можно сделать, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр (в котором оно работало), продвиньте поршнем, как оправкой, кольцо в цилиндр, чтобы оно установилось в нем без перекосов, выньте поршень из цилиндра и.
8. щупом измерьте зазор в замке кольца. Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (вследствие износа) – 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо.

9. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца (показаны стрелками).
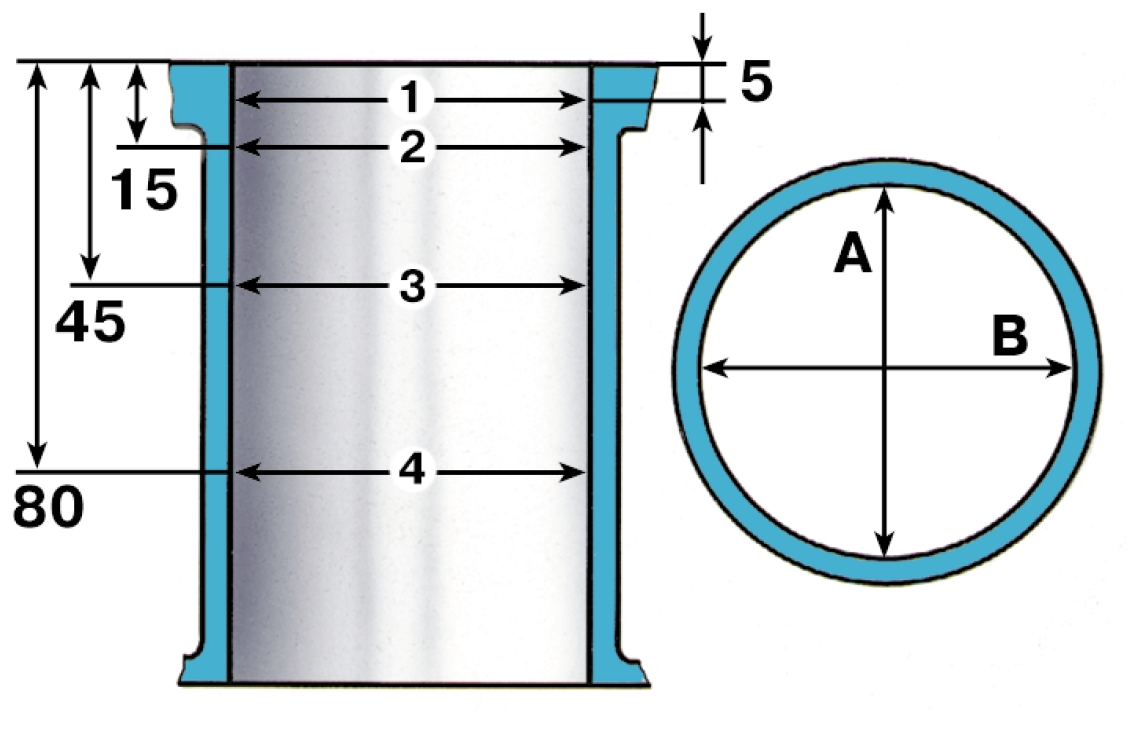
Рис. 2.9. Схема измерения цилиндров: А и В — направления измерений; 1, 2, 3 и 4 – номера поясов
10. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и т.п., расточите цилиндры под ремонтный размер или замените блок цилиндров. При таких дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.


11. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Притупите заостренные кромки на плоскости блока цилиндров шабером, а затем мелкой шлифовальной шкуркой. Измерьте нутромером диаметр цилиндра в двух перпендикулярных плоскостях (вдоль и поперек оси блока цилиндров) и четырех поясах (рис. 2.9 ).
12. Измерьте диаметр поршня на расстоянии 51,5 мм от его днища в плоскости, перпендикулярной поршневому пальцу. Вычислите зазоры между поршнями и цилиндрами, как разность между замеренными диаметрами поршня и цилиндра.
Номинальный зазор установлен 0,025–0,045 мм, предельно допустимый - 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Под ремонтный размер растачивают оба цилиндра, даже если зазор между поршнем и цилиндром превышает предельно допустимый только в одном цилиндре.
Для удобства подбора поршней к цилиндрам по диаметру те и другие делятся на пять классов ( табл. 2.1 ): A, B, C, D, E (через 0,1 мм). В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный размер — увеличенный на 0,4 мм, второй — на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигатель нужно устанавливать поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах первого ремонтного размера выбита цифра «40», а второго – «80».
Поршневые пальцы делятся по диаметру на три класса (1, 2, 3) через 0,004 мм (табл. 4.2). Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбит на днище поршня, а класс шатуна по пальцу — на крышке шатуна.

13. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание, замените вкладыши.
РАСТОЧКА

Автолюбители расточку блока цилиндров знают лучше любой другой операции по ремонту двигателя. Большую популярность в СССР ей когда-то принесли автомобили ВАЗ, у которых первый же капремонт мотора сопровождался проточкой.
В Петербурге центр восстановления двигателей «Авторесурс» предложит расточку двигателя, цена на которую будет более чем демократичной. Зачем переплачивать, если можно обратиться к профессионалам и получить качественный ремонт недорого?
Когда нужен капитальный ремонт
Если ваш автомобиль потребляет большое количество масла, работает со значительно сниженной тягой, периодически на контрольной панели горит датчик давления масла то, возможно нужна расточка блока цилиндров и полная замена поршневой группы, как и механизмов головки. Процедура по расточке чаще выполняется на отечественных авто, так как у них сниженный моторесурс (100-200 тыс. км пробега) в сравнении с импортными (обычно 500 тыс. – 1 млн. км).
В некоторых случаях расточка цилиндров СПб необходима после того как заклинил двигатель вследствие перегрева (вытек тосол или антифриз). Или нужно капитально ремонтировать мотор после сильного ДТП, работы без масла (вследствие выхода из строя масляного насоса, обратного клапана на масляном фильтре).
Почему нужна расточка блока цилиндров
Автомобильный двигатель в процессе эксплуатации подвергается нагрузкам, детали из которых он состоит, изнашиваются вследствие сил трения. Ещё расточка блока цилиндров в СПб может выполняться в комплексе мероприятий по форсированию двигателя. Когда у объективно целого мотора увеличивают камеру сгорания и тем самым отдаваемая мощность двигателя существенно вырастает.
Если вам нужно толково расточить блок отечественного или импортного мотора, то обращайтесь к нам, в мастерские «Авторесурс». Мы имеем всё необходимое промышленное оборудование, с помощью которого операция будет выполнена с точностью не хуже чем на производстве. Кроме того, квалифицированная команда слесарей-мотористов выполнит работы в строгом соответствии с техническими регламентами производителей моторов и вашими пожеланиями. Будет соблюдены все допуски и посадки, в итоге вы получите полностью рабочий, более мощный, чем ранее двигатель.
Репутация дороже всего
Как часто авторемонтные организации стараются обмануть своих клиентов и выудить с них побольше денег, выполняя «лишние», «совершенно ненужные» работы и тем самым раздувая смету до невероятных размеров. Но у нас в «Авторесурс» такого вы не встретите, здесь расточка блока цилиндров в СПб будет выполнена идеально, в строгом соответствии с технологией производства слесарных работ на двигателях внутреннего сгорания. Сотрудничая с нами, вы получаете:
- Оперативность работ, как с импортными, так и отечественными моторами;
- Приемлемые тарифы на все работы (самые доступные в Питере);
- Комплексные услуги (разборка-сборка, непосредственно проточка, о прессование и другие).
Пора отправлять авто на «капиталку»? Тогда расточка блока цилиндров на Земледельческой улице именно то, что вам нужно. Здесь опытные профессионалы, работающие в ремонтных командах авто гоночных клубов знают толк в ремонте двигателей. Вот уже 18 лет автоцентр отказывает помощь автолюбителям, реставрируя сердца их стальных коней. Грамотная расточка блока цилиндров СПб выполняется всего несколькими организациями, среди которых и наша. Но в отличие от конкурентов мы предлагаем инновационные методы ремонта и высокое качество обслуживания своих клиентов, да и тарифы у нас самые гуманные.
Блок цилиндров: расточка или хонингование?
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.

Что такое расточка блока цилиндров и для чего она нужна

Цилиндры растачивают в случае их износа, как вы уже знаете далеко не все цилиндры изнашиваются равномерно. Чтобы установить степень износа цилиндра специалисты используют специальную систему оценки, которая сводится к двум размерным параметрам цилиндра. 1
. Изменение первоначальных размеров на 0,05 мм в верхней мертвой точке, верхнего поршневого кольца, а не самого поршня.
2
. Изменение размера на 0,03 мм в точке контакта юбки поршня и стенки цилиндра. То есть, в случае изменения параметров до таких величин — делаем вывод о необходимости немедленного ремонта. Хуже этой ситуации может быть разве что возникновение дефекта в виде ступеньки в верхней части цилиндра, именно по вине этой ступеньки разбиваются поршневые кольца, и посадочные места под поршневые кольца. Все это сопровождается весьма ощутимыми ударами, а сам мотор начинает работать с сильной вибрацией. Возникшая эллипсность не позволяет поршневым кольцам как следует прилегать к стенкам цилиндра. Такое явление чревато другой неприятностью, из-за неплотного прилегания выхлопные газы «попрут» из цилиндра в картер, нарушится компрессия в двигателе и возникнет эффект, который называют в народе «двигатель жрет масло». В итоге кольца от постоянных ударов просто развалятся на мелкие части, которые окончательно поцарапают стенки цилиндра, в итоге уже никакая расточка и никакой капремонт не спасет этот двигатель. Расточка блока цилиндров позволяет восстановить геометрию цилиндров, а также нормальное положение сопряженных деталей по отношению друг к другу. Добиться лишь правильной геометрии цилиндра недостаточно, для того чтобы восстановить правильную соосность и оптимальное расположение всех деталей относительно поверхности, цилиндры как и раньше будут разбиваться в процессе работы двигателя. Избыточное трение и напряжение, возникающее при отсутствии соосности, будет разрушать другие зависимые узлы, которые относятся к поршневой группе. Возникнут дополнительные нагрузки на все движущиеся элементы, которые участвуют в процессе работы двигателя, возможны изгибы, трещины, деформация.
Еще одна причина расточки
– это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
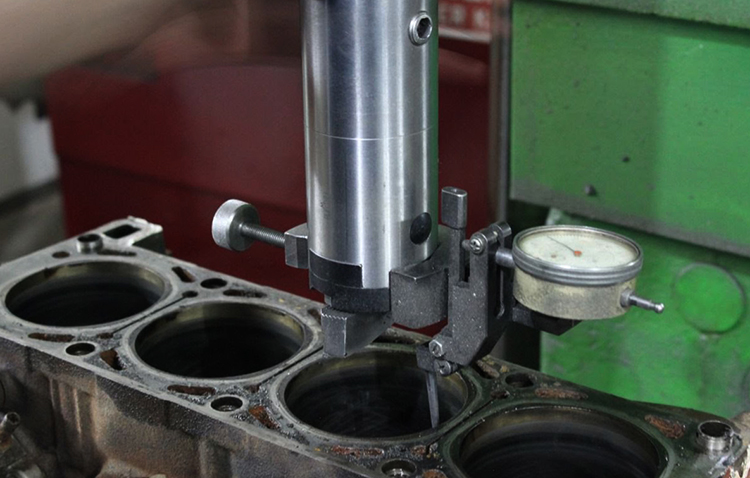
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.

- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.

- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.

| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |



Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
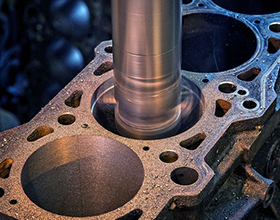
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
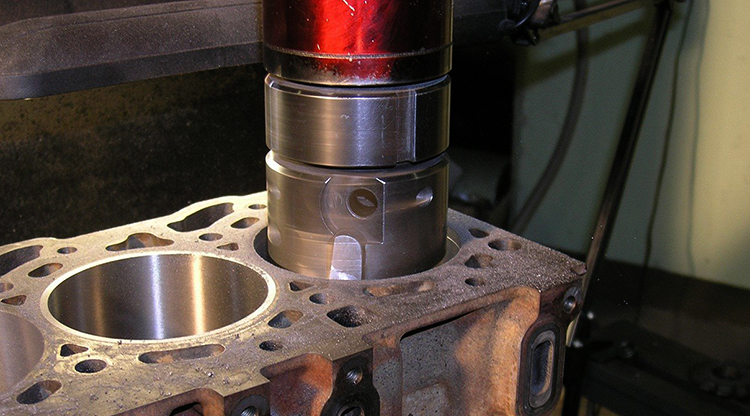
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Стоит учитывать, что при неправильно проведенном процессе, описанном в пункте 1, цилиндр расточиться не правильно и двигатель можно будет, попросту, выкинуть. Поэтому растачивать блоки стоит доверять профессионалам.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Показания и противопоказания к расточке
К показаниям к проведению расточки являются:
- Износ внутренней части цилиндров, наличие раковин и царапин.
- Возможность восстановления.
- Отсутствие трещин и других похожих повреждений.
- Возможность установки ремонтного комплекта поршневой группы.
- Проведение точных операций по расточке.

А вот к противопоказаниям можно отнести:
- Невозможность восстановить поверхность цилиндров.
- Отсутствие возможности расточки под ремонтный размер (случаи с гильзовкой блока).
- Другие факторы, в которых растачивать блок не целесообразно.
Алюминий и чугун
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.



Растачивание на токарных станках, как правило, производится в следующих случаях:
- если сверление, зенкерование или рассверливание не обеспечивают необходимой точности размеров отверстия;
- если есть необходимость обеспечения прямолинейности оси отверстия и точности её положения;
- если нет сверла или зенкера необходимого размера;
- если необходимо обработать отверстие, диаметр которого превышает наибольшие стандартные диаметры свёрл и зенкеров;
- при небольшой длине отверстия.
Расточный резец — это технологическое приспособление, состоящее из трёх основных частей:
- сменная неперетачиваемая пластина;
- тело расточной оправки;
- хвостовик.
расточка в словаре кроссвордиста
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
Читайте также: