
Износ регулировочных шайб ваз
Добавил пользователь Евгений Кузнецов Обновлено: 05.10.2024
"Слов нет", или регулировочные шайбы - рррр.
Ввиду того, что тут дамы, некоторые нехорошие слова заменяю точками..
Решился, значитца, я в выходные зазору клапанов посмотреть.
1. Обежал все Серпуховские магазины - нет приспособы для отжатия клапанофф. Нигде нет. Аж во всех 4-х магазинах. :-)) Есть только для класики за 680р.
Наконец в одном подсказали как можно все это сделать с помощью отвертки и кусочка железки.
Кстати, что такое возможно - пишется во всех ФАКах, а вот детально - КАК это сделать - нет нигде. Ну да ладно.
2. Сами регулировочные "восмерошные-оковские" шайбы продаются только в "оковском" магазине. За 20 р за штучку.
3. Итак: Снял крышку, промерял щупами. Вобщем расхождение было только во втором клапане (0,25 лезет свободно - 0,3 не лезет). Ну ладно, думаю, щас посмотрю на величину шайбы и возьму на 0,05 побольше. Достаю шайбу.. И.
А теперь внимание - начинаю ругаться:
На этой . шайбе . ни. даже. и со всех сторон тоже смотрел.
На . . и . в. через. короче - просто редиски!
НА ШАБЕ НЕ БЫЛО НО-МИ-НА-ЛА.
Шайба - кругляшок, вверху метал, внизу метал, а в центре "низа" - темное пятно. И все!
Я бы и рад поменять - да только на что? Микрометр это не та штука, что в каждом гараже лежит.
В общем - отрезал от щупа часть лепестка на 0,05 (знаю колхоз - а что делать?). Подложил под эту шайбу. Проверил - нормально - как раз в допуски встало.
А интересно - как они (на заводе) эти шайбы различают? Или у них только 2 типа - впускные и выпускные?
Чего ты волнуешься? > Решился, значитца, я в выходные зазору клапанов посмотреть.
*** Похвально.
> 1. Обежал все Серпуховские магазины - нет приспособы для отжатия клапанофф. Нигде нет. Аж во всех 4-х магазинах. :-)) Есть только для класики за 680р.
*** Зачем эта приспособа для проверки?
> Наконец в одном подсказали как можно все это сделать с помощью отвертки и кусочка железки.
*** Юмористы.
> Кстати, что такое возможно - пишется во всех ФАКах, а вот детально - КАК это сделать - нет нигде. Ну да ладно.
*** На конкурсе победил врач гениколог :)
> 2. Сами регулировочные "восмерошные-оковские" шайбы продаются только в "оковском" магазине. За 20 р за штучку.
*** Спасибо за инфу.
> 3. Итак: Снял крышку, промерял щупами. Вобщем расхождение было только во втором клапане (0,25 лезет свободно - 0,3 не лезет).
*** Забить.
> Ну ладно, думаю, щас посмотрю на величину шайбы и возьму на 0,05 побольше. Достаю шайбу.. И.
>
> А теперь внимание - начинаю ругаться:
>
> На этой . шайбе . ни. даже. и со всех сторон тоже смотрел.
> На . . и . в. через. короче - просто редиски!
>
> НА ШАБЕ НЕ БЫЛО НО-МИ-НА-ЛА.
*** Был, но написан туманно.
>
> Шайба - кругляшок, вверху метал, внизу метал, а в центре "низа" - темное пятно. И все!
*** Пятно и есть остаток надписи.
> Я бы и рад поменять - да только на что? Микрометр это не та штука, что в каждом гараже лежит.
*** Это правда.
> В общем - отрезал от щупа часть лепестка на 0,05 (знаю колхоз - а что делать?). Подложил под эту шайбу. Проверил - нормально - как раз в допуски встало.
*** Калхоз.
ЗЫ. Только сейчас посмотрел клапана. На одном клапане не лез щуп 0.15, пока оставил, но буду в ближайщее время шлифовать - калхоз :)
Да ладно - опыт он для того и есть опыт Чтобы потом, если припрет делать все как надо и быстро.
Например подложеную хреновину я уже убрал (затратив времени от "отвернул первую гайку - завернул последнюю гайку" =25 минут). - прогрес однако. -)
И опять же набор за 680 руб для работы с крапанами (отжатие шлифовка и т.п.) - а по отдельности их у нас не продают - это не для того я жабу растил/лелеял, чтобы она меня задушила.
ПОвторно данную операцию я буду делать в лушем случае года через 3. И на хрена мне на этот срок затавариваться ненужными инструментами? Уж лучше отверткой. (хотя я уже договорился и насчет микрометра и насчет отжимателя. :-))
Хотя вон придурок маэстро после каждой покупки постоянно бегает проверять шайбу в мастерскую (за 50р). И если не подходит бежит обратно - но тут уж каждому свое. :-)
Если найду сервис, у которого можно будет просто остановиться и сказать - проверьте клапана. Тогда да - на сервисе. Да я и сейчас хотел бы. НО!
Однако пока что стандартна фраза - подъезжай утром - МОЖЕТ быть посмотрим. Хрен им. И опять же. Я подозреваю, что если я щас отрегулирую КАК НАДО, то все остальные телодвижения в будущем будут заключаться просто в контроле щупом, но не замене. А это я уж пожалуй смогу сделать и сам.
"Слов нет" или "как тяжко быть балбесом" Полез ПРОВЕРИТЬ - начал РЕГУЛИРОВАТЬ
В книжке написано - НУЖЕН МИКРОМЕТР - на наличе микрометра, ессно, XYZ положен.
Шайба должна СВОБОДНО КРУТИТЬСЯ - балбес, ессно, под нее что-то СУЕТ (еще бы "золотку" от конфетки затакарил!)
После чего начинается бомбардировка конфы идиотическими вопросами - хорошо ли сделал - и не съездить ли в Москву на регулировку клапанов? (Вместо того, чтобы одолжить за 50 рэ или пару пива нужный инструмент в ЛЮБОЙ НОРМАЛЬНОЙ МАСТЕРСКОЙ).
Тяжела ты, шапка Авто-Юзера!
во всех инструкциях по регулировке зазоров. . написано, что обязательным инструментом является микрометр. Так как в процессе эксплуатации размер регулировочной шайбы уменьшается. и его нужно контролировать при определении размера требуемой шайбы.
PS^ Лучше бы вообще не лез к шайбам, раз ни инструмента нормального , ни знаний не было. Надо было съездить в сервис, где тебе за 300 рублей нормально отрегулировали бы зазоры, а ты бы посмотрел на этот процесс и набрался бы опыта. И никаких лишних железяк не было бы под клапанной крышкой.
Сервисы? в Серпухове? Знаешь, ездил, а потом долго себя оплеваным чуствовал.
В первом сервисе мне деликатно сказали - машину не возмем, у нас их на неделю вперед скопилось.
Во втором - просто спросили - какая марка. Ответил - Ока. Скривились и сказали - не ремонтируем.
В третьем (добрые люди) - сказали - приезжай в понедельние к 8 часам. Если будет свободное место - возмем. Пришлось ехать. И УПРАШИВАТЬ, чтобы они за МОИ деньги починили МОЮ машину. ( А что было делать - сцепление то менять надо было).
И вот после этого, я и не хочу ездить в сервис, чтобы ради получасовой регулировки тратить свои нервы и настроение. Нафик. Я готов заплатить 500-800 рублей, но я НЕ ГОТОВ упрашивать их взять.
Вооот. Это вам не Москва.
Кстати, а Михалыч с иногородними работает? Типа есть у него [strong]постоянная [/strong]площадка? Чтобы договориться к какому-нить времени, подъехать. подождать.
З.Ы. Вот как не разговариваю с владельцами машин, так постоянно при ремонте проскакивает фраза - в таком то сервисе у меня знакомый механик, вот там то я и ремонтируюсь. Т.е. подразумевается, что если не по знакомству - хрен починят.
Прямо как в старые добрые времена - кругом только по знакомству. ррррр.
Сточилась шайба
Сточилась шайба ⇐ Town, Lite, Master, - Ace. Дизельный двигатель









Ни какая регулировка такого износа не даст.Если клапана были бы зажаты,то эти цилиндры не работали бы.Шайбы цементированные.Допускаю что их шлифовали подгоняя под размер и цементацию сняли.Сыромятина сточилась.А вот с расспредвалом сложнее,похоже на отсутствие смазки.
Добавлено спустя 11 минут 25 секунд:
Имеется ввиду например зазор 0.15 - 0.25 делать 0.25.
По распредвалу ездить можно(если вопрос стоит что не долго) закруглить кулачёк на резиновом абразивном кругу и вперёд.Естественно,мощность на этом горшке слегка упадёт так как фазы распределения немного собьются,клапан не будет открываться на полную катушку.Но уверяю Вас если всё остальное в норме,то вы этого не почувствуете.На Опелях и ТАЗах сгрызало распредвалы и рокера покруче,и ни чего ездили.Ну в идеале конечно под замену.
Добавлено спустя 1 минуту 20 секунд:
Добавлено спустя 5 минут 1 секунду:
Реальный размер шайб для регулировки клапанов

Соответствует ли маркировка реальной толщине
Бытует мнение, что реальная толщина регулировочных шайб далека от номинала. Другими словами, ее реальный размер не всегда соответствует указанному. Поэтому, прежде чем покупать шайбу, ее обязательно нужно измерять микрометром. Вот я и решил разобраться, насколько эта информация достоверна и имеет ли принципиальное значение контрольный замер регулировочной шайбы перед замером.
Масштабных исследований я проводить не стал, поэтому мои выводы не стоит воспринимать как «истину в последней инстанции», но, все же, определенные выводы сделать можно.
Микрометр Калибр МК-25
В качестве измерительного инструмента я использовал микрометр «Калибр» МК-25, выпущенный в 1964 году заводом контрольно-измерительных приборов ОАО «Калибр». Инструмент сохранился в идеальном состоянии, поскольку десятки лет пролежал без дела в гараже у одного «предприимчивого» дедули, который еще в дни своей молодости, работая на заводе, «умудрился» сделать сей инструмент своей личной собственностью. Кстати, этот дедуля так до сих пор и не знает, что это за инструмент и для чего он нужен :)).
Короче, приобрел я этот полезный «девайс» за символические 1500 рублей и приступил к измерению регулировочных шайб. В свое время я сам проработал на заводе несколько лет станочником, поэтому с измерительным инструментом знаком не понаслышке. Это я к тому, чтобы никого не искушать к написанию всяких глупостей в комментариях в отношении предварительной проверки измерительного прибора на точность (калибровка и т.д.). Перед измерениями я обо всем позаботился. Итак, приступим.
Регулировочная шайба № 1 с маркировкой 3,55 мм

Толщина первой шайбы по факту оказалась больше, чем обозначено маркировкой на 2 сотки. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 2 с маркировкой 3,45 мм

Толщина второй шайбы по факту оказалась больше, чем обозначено маркировкой на 2 сотки, как и первая. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 3 с маркировкой 3,57 мм

Толщина третьей шайбы по факту оказалась больше, чем обозначено маркировкой на 1,5 сотки. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 4 с маркировкой 3,75 мм

Толщина четвертой шайбы по факту оказалась больше, чем обозначено маркировкой на 2 сотки. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 5 с маркировкой 3,70 мм

Толщина пятой шайбы по факту оказалась больше, чем обозначено маркировкой на 1,5 сотки. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 6 с маркировкой 3,60 мм

Толщина шестой шайбы по факту оказалась больше, чем обозначено маркировкой на 1 сотку. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 7 с маркировкой 3,42 мм

Толщина седьмой шайбы по факту оказалась больше, чем обозначено маркировкой на 3 сотки. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 8 с маркировкой 3,55 мм
Толщина восьмой шайбы по факту оказалась больше, чем обозначено маркировкой на 2 сотки. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 9 с маркировкой 3,85 мм

Толщина девятой шайбы по факту совпала с маркировкой. Отклонений нет. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 10 с маркировкой 3,65 мм

Толщина десятой шайбы по факту оказалась больше, чем обозначено маркировкой на 2 сотки. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 11 с маркировкой 3,47 мм

Толщина одиннадцатой шайбы по факту оказалась больше, чем обозначено маркировкой на 3,5 сотки. Это антирекорд :)). Приступаем к замерам следующей шайбы.
Регулировочная шайба № 12 с маркировкой 3,62 мм

Толщина двенадцатой шайбы по факту оказалась больше, чем обозначено маркировкой на 1 сотку. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 13 с маркировкой 3,80 мм

Толщина тринадцатой шайбы по факту совпала с маркировкой. Отклонений нет. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 14 с маркировкой 3,52 мм

Толщина четырнадцатой шайбы по факту оказалась больше, чем обозначено маркировкой на 1 сотку. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 15 с маркировкой 3,52 мм

Толщина пятнадцатой шайбы по факту совпала с маркировкой. Отклонений нет. Приступаем к замерам следующей шайбы.
Регулировочная шайба № 16 с маркировкой 3,87 мм

Толщина шестнадцатой шайбы по факту оказалась больше, чем обозначено маркировкой на 0,5 сотки. На этом замеры закончены.
Делаем выводы
Прежде, чем сделать какие-то выводы, для удобства восприятия, все полученные результаты измерений были внесены в сравнительную таблицу.

Чуть ниже мы рассмотрим все приведенные показатели, но сначала ответим на вопрос: п очему в своих измерениях я использовал именно 16 регулировочных шайб, а не 20 или 10? Все очень просто. Шайбы в таблице делятся на две группы:
- Шайбы установленные с завода. Так как клапанов в двигателе 8, то и регулировочных шайб тоже 8;
- Шайбы купленные в магазине. Их тоже 8, так как они были куплены взамен старым, установленным с завода.
Идем далее. В колонке "Маркировка" я записал номинальный размер регулировочных шайб, который указан на шайбе.

А в следующей колонке "Фактическая толщина" записал реальную толщину каждой из регулировочных шайб.

В последней колонке "Отклонение" я зафиксировал отклонение регулировочной шайбы от номинального размера или так называемую погрешность.

Вывод первый: идеальных шайб не бывает
Обратите внимание, что отклонения у шайб, установленных с завода практически такие же, как у шайб, купленных в магазине. Это значит, что у всех регулировочных шайб имеются погрешности, и это нормально. На заводе не ставят какие-то "супер шайбы" с нулевым отклонением от номинала.
Вывод второй: допуск ± 0,05 мм обусловлен погрешностью регулировочных шайб
Почему можно сделать вывод, что допуск ± 5 соток, обозначенный заводом изготовителем, обусловлен погрешностью в реальной толщине регулировочных шайб? Если обратить внимание на таблицу, то все станет ясно.

Как вы заметили, самое большое отклонение он "нормы" составило всего 3,5 сотки. А если взять средний показатель отклонений, то он и того меньше.

В среднем, отклонения или погрешности регулировочных шайб составляют всего 1,5 сотки. К чему это все?
Вывод третий: регулировочные шайбы можно не измерять
Есть два подхода к регулировке клапанов и каждый из них имеет право на жизнь. Каким пользоваться - решаете только вы. Немного подробнее.
- Подбор шайб с помощью микрометра. Более точный, но и более трудоемкий процесс, поскольку толщина каждой шайбы устанавливается путем ее замера микрометром, а не ее маркировкой. Размер шайбы нужно будет помечать и записывать отдельно, чтобы не запутаться.
- Подбор шайб без микрометра. Если у вас нет данного прибора или вы не умеете им пользоваться, не беда. Ориентируясь только на маркировку шайб, можно качественно произвести регулировку клапанов. В этом случае, тепловые зазоры клапанов все равно окажутся в "допуске" 5 соток. Единственный минус данного метода в том, что вы будете вынуждены брать регулировочные шайбы только у проверенного поставщика. Желание найти подешевле, через интернет или в "гараже у соседа" - будет сопряжено с определенными рисками, потому что сейчас подделывают все!
Первый способ безусловно лучше и надежней, но если все-таки вы поставили непроверенные микрометром шайбы, ориентируясь только на маркировку - не переживайте, ничего с вашим двигателем не случится. До следующей регулировки он точно "доживет".
Диаметр регулировочных шайб клапанов ваз 2108
Как правильно подобрать шайбы для регулировки клапанов на ВАЗ 2108?
Как правильно осуществить подбор регулировочных шайб для регулировки клапанов на ВАЗ 2108? Какие есть нюансы?
Чтобы правильно выбрать необходимую толщину шайб, нужно воспользоваться набором измерительных щупов. Измерения проводятся на двигателе с температурой около +20 С.
Первый этап. Замеряем зазоры 1, 2, 3, 5 клапанов. Для этого ставим распредвал в положение, когда метка на его ременном шкиве совпадет с меткой на корпусе.

Меряем щупами зазоры между соответствующими кулачками распредвала и шайбами. Подбором новых шайб, добиваемся правильных тепловых зазоров.
Второй этап. Замеряем зазоры 1, 4, 5 и 8 клапанов. Прокручиваем колевал на 360 градусов (контролировать это можно по окошку, расположенному справа от четвертого цилиндра) и далее делаем всё по аналогии с первым этапом.
Что бы подобрать нужные регулировочные шайбы, необходимо знать какой зазор имеется изначально (до регулировки) и какие регулировочные шайбы уже установлены.
Для этой цели используется инструмент, а именно щуп и микрометр.
Микрометром измеряем толщину регулировочных шайб (старых).
А щуп нужен для того что бы определиться с имеющимся зазором.
А толщина новой шайбы рассчитывается вот по этой формуле:
Вот и всё, суммируя эти значения находим нужную толщину новой регулировочной шайбы.
Так же выажно помнить, что есть допуски, толщина новой шайбы, но в пределах допусков, подбирается ближайшая по размеру (по толщине, а нашем случае).
При покупке регулировочных шайб на ВАЗ-2108, обращайте внимание на их маркировку.

Вообще работа по регулировке клапанов требует специальных знаний, лучше доверить её специалистам.
Для того, чтобы подобрать шайбы необходимо изначально знать сколько там должен быть зазор, для этого есть таблица:

Далее необходимо знать в каком положении этот зазор меряется, тут уж нужны технические знания, замерять надо в ВМТ поршня цилиндра, который собираетесь регулировать. Клапан должен быть полностью свободен.

Замерив записываем результат и сравниваем его с данными по таблице. Результат замера должен быть равным или больше, но бывают исключения, когда клапана пережаты, тогда замеренные езультаты будут меньше.
Итак, если толщина не совпадает с данными из таблицы, то высчитываем на сколько толще он должен быть, по формуле:
Вытаскиваем регулировочную шайбу

и замеряем её толщину, к которой прибавляем полученные данные из формулы и ищем другую шайбу необходимой толщины.
Восьмёрка очень простая машина, клапана регулируются методом подбора и установки регулировочных шайб, таким образом, что на впускных клапана зазор будет 0.35 мм (он всегда больше), а на выпускных 0.2 мм.
Далее берём набор регулировочных шайб, штангенциркуль, щупы и приступаем к работе.
Поворачиваем коленвал двигателя (можно за колесо поданкраченного автомобиля), двигатель должен быть холодным, свечи выкрутите.
Находим первый впускной и меряем щупом зазор.
Допустим там 0.5, а должно быть 0.35 соответственно шайбу нужно увеличить на 0.15 мм, вытаскиваем ту которая стоит, измеряем допустим там стояла 3 мм, соответственно заменяем её на 3+0.15=3.15мм и устанавливаем на место старой, выбирая зазор и так с каждым клапаном, ничего сложного!
Какой диаметр регулировочной шайбы клапанов ВАЗ-2108?
Пришло время заняться пусконаладочными работами своего ваз 2108. Сориентируйте, какой диаметр регулировочной шайбы клапанов, данного транспортного средства?
Регулировочные шайбы толкателей клапанов Ваз 2108 имеют диаметр от 34.7 до 35 мм. Так же возможно от модификаций автомобиля могут быть установлены шайбы диаметром 31.5 мм.
Нужно просто промерять стаканы и соответственно им и приобрести или комплектовать шайбы.

А вот толщина уже идёт самая разная.

Но в основной своей массе вазы 2108, 2109, 21099 имеют установленные стаканчики диаметром 35 мм и высотой 26 или 30 мм, под шайбы диаметром 34.7 миллиметра.
Шайбы для регулировки клапанов

Двигатели автомобилей ВАЗ 2108, 21081, 21083, 2109, 21091, 21093, 21099 в своем клапанном механизме имеют шайбы для регулировки теплового зазора между толкателем и кулачком распредвала.
Что представляет из себя шайба для регулировки клапанов
Шайба представляет собой диск из высокопрочной стали с нанесенной на нем маркировкой (номиналом).

Для чего нужны шайбы регулировки клапанов
Шайбы регулировки клапанов необходимы для изменения зазора между толкателем, установленным на клапан и кулачком распределительного вала. Зазор изменяется за счет установки шайб разной толщины в толкатель.

измерение теплового зазора при помощи щупа
Где установлены регулировочные шайбы
Регулировочные шайбы вставляются в толкатель. Толкатель установлен в круглом колодце в головке блока цилиндров двигателя поверх стержня клапана с пружинами. Всего толкателей восемь (по числу клапанов) и регулировочных шайб тоже восемь. В толкателе имеется прорезь для извлечения шайбы.

Как заменить регулировочную шайбу клапанов
Для замены шайб необходимо приспособление для регулировки клапанов и пинцет. Либо пара отверток — одна побольше, другая поменьше. Подробнее на «Регулировка клапанов ВАЗ 2108, 2109, 21099».
Как подбирать регулировочные шайбы
Шайбы подбираются после проверки теплового зазора при помощи щупа, по обозначенному на них номиналу. Для расчета используются формулы: Z=Y+X-0,2 мм (для впускных клапанов). Z=Y+X-0,35 мм. Z — расчетная толщина новой регулировочной шайбы, Y — толщина снятой шайбы, X — зазор, определенный по щупу.
Если маркировка на шайбе стерлась, то ее толщину можно узнать применив микрометр.

Применяемость регулировочных шайб
На двигателях 2108 (1,3 л), 21081(1,1 л), 21083 (1,5 л), 2111 (1,5 л) применяются шайбы для регулировки клапанов с шагом через 0,05 мм имеющие следующие каталожные номера:
Помимо приведенных номиналов могут встречаться и другие разных производителей.
Примечания и дополнения
— Что такое тепловой зазор? По мере прогрева двигателя стержень клапана удлиняется так как металл при нагреве расширяется. Между торцом стержня клапана и нажимающем на него кулачком распредвала необходим определенный зазор для компенсации этого теплового расширения.
На двигателях 2108, 21081, 21083, 2111 автомобилей ВАЗ 2108, 21081, 21083, 2109, 21091, 21093, 21099 он составляет 0,2 мм для впускных клапанов и 0,35 мм для выпускных.
Если он меньше нормы, происходит ускоренный износ стержней клапанов, если больше, обгорают кромки не плотно прикрытой тарелки клапана. При больших зазорах со стороны клапанной крышки слышно «стрекотание» — частый металлический стук высокой тональности.
Еще статьи по двигателям автомобилей ВАЗ 2108, 2109, 21099
Диаметр регулировочных шайб клапанов ваз 2108
Методом проб и ошибок родилась такая идея. Взял старый толкатель, сверху на наждаке снял высоту центрующего бортика до 1.2 мм (заводская высота 3 мм).
Теперь ложим шайбу в толкатель и на наждаке, вращая толкатель вокруг своей оси, уменьшаем толщину шайбы до требуемого размера. Шайбу ложим в толкатель регулируемого двигателя обработанной поверхностью вниз. Таким способом расточил шайбы до размера 2,25 мм (меньше не понадобилось) и работали они, как и родные, без проблем (единственно, нужно подточить бортик толкателя до высоты в 2 мм, и следить, чтобы поверхность шайбы была не ниже высоты этого бортика ).
Рис. 3. Размер обработанной шайбы
На одной головке даже шайбы размером в 2.00 мм не обеспечили требуемый зазор. А машина нужна была срочно для недальних поездок (на расстояние не более 60-90 км от дома). Решил пойти на эксперимент и расточить шайбу до размера 1.4 мм (нужен был именно такой размер. К тому же данную головку всё равно хотели менять на новую. Замена уже была, нужно было её укомплектовать новыми клапанами и притереть). После расточки шайбы и толкателя двигатель прошел 5000 км. При этом обнаружил прогиб шайбы 0,15 мм. Так что это минимальный допустимый предел толщины. На фото показана данная шайба после пробега.
Рис. 4. Шайба размером 1,4 мм
Если головка снята то можно просто укоротить стержень клапана, предварительно сняв его с двигателя.Укорачивать можно не более 1 мм. Данная статья не рекомендация, а скорее описание вынужденного эксперимента, который на удивление завершился без поломки двигателя. Кстати, после замены данной старой головки на новую (все работы выполнялись на СТО) решили проверить зазоры и толщину установленных шайб. Так вот, минимальная толщина одной шайбы была уже 3,35 мм. И это на новой головке!
Ремонт клапанного механизма двигателей ВАЗ, дефектовка, методы ремонта, запрессовка и развертка втулки клапана, зенкерование и шлифовка седел и клапанов, притирка клапанов к седлам.
При большом пробеге происходит износ седел, фасок тарелок, стержней и торцов клапанов, рабочих поверхностей толкателей, регулировочных шайб, направляющих втулок клапанов клапанного механизма двигателей ВАЗ, кулачков, шеек и подшипников распредвала, рычагов и регулировочных болтов, пружин и маслоотражательных колпачков.
Ремонт клапанного механизма двигателей ВАЗ, дефектовка, методы ремонта, запрессовка и развертка втулки клапана, зенкерование и шлифовка седел и клапанов, притирка клапанов к седлам.
Шум под крышкой головки блока указывает на износ многих деталей. У рычагов клапанов проверяют состояние рабочих поверхностей, соприкасающихся с торцом стержня клапана и со сферическим концом регулировочного болта. Если на них имеются задиры и риски, рычаги следует заменить. Если замечены дефекты на втулке регулировочного болта или на самом болте, их необходимо заменить.
При дефектовке клапанного механизма двигателей ВАЗ проверяют:
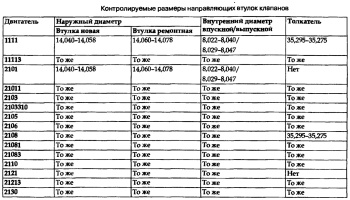
Контролируемые размеры направляющих втулок клапанов клапанного механизма двигателей ВАЗ.
Контролируемые размеры клапанов клапанного механизма двигателей ВАЗ.

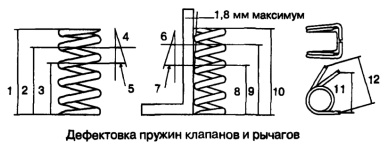
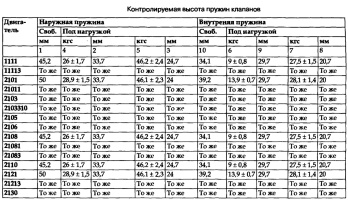
При дефектовке также проверяют состояние и упругость пружин. Их параметры должны соответствовать приведенным в таблице ниже. Размер 11 пружины рычага должен быть равен 35 мм, а размер 12 пружины под нагрузкой 5,2-7,5 кгс — 43 мм.
Дефектовка пружин клапанов и рычагов клапанного механизма двигателей ВАЗ.
Регулировочные шайбы не должны иметь ступенек от износа, натира металла.
Износ регулировочных шайб клапанного механизма двигателей ВАЗ.

Контролируемая высота пружин клапанов клапанного механизма двигателей ВАЗ.
Следует очистить клапаны от нагара железной щеткой. Износ седел, рычагов, кулачков вала, клапанов заметен при осмотре. Кроме того, необходимо убедиться в отсутствии деформации стержней клапанов. Допустимая кривизна — не более 0,015 мм.
Нужно убедиться в отсутствии трещин на головке клапана. Выработка торца стержня должна быть не более 0,4-0,5 мм. При наличии ступеньки на стержне в районе контакта с маслоотражательным колпачком клапан необходимо заменить. Следует также проверить состояние рабочей фаски тарелки клапана. Износ стержня клапана — разница диаметров верхней и нижней частей, замеренных микрометром в разных положениях, чтобы учесть возможную овальность, не должен превышать 0,03 мм.
Для определения степени износа направляющих втулок и стержней на головке, лежащей камерами сгорания вверх, слегка приподнимают клапан за тарелку и покачивают его в разных направлениях. Если люфт ощутим, проверяют микрометром диаметр стержня клапана. Если стержень не изношен, значит, изношена втулка. Когда же стержень не отвечает требованиям, повторяют испытание с новым клапаном.
ВАЗ рекомендует проверять люфт индикатором. Если зазоры между стержнями старых клапанов и старыми направляющими втулками выше предельно допустимого (0,15 мм), клапаны заменяют новыми. Но часто этого недостаточно и необходимо заменять или восстанавливать втулки.
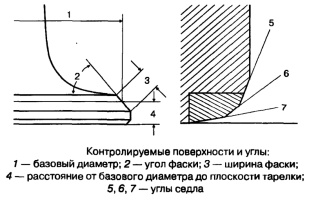
Контролируемые поверхности и углы клапанов клапанного механизма двигателей ВАЗ.
Если зазор в паре «старая втулка — новый стержень» превышает 0,08 мм, втулку нужно восстанавливать или менять. Нормальный зазор для новых втулок и клапанов составляет 0,022-0,055 мм для впускных клапанов. И 0,029-0,062 мм для выпускных клапанов.
Традиционный метод ремонта клапанного механизма двигателей ВАЗ.
Направляющие втулки заменяют, если зазор в соединении со стержнем клапана более 0,15 мм не устраняется установкой нового клапана. А восстановление втулок невозможно из-за их непригодности или отсутствия современных инструментов.
Выпрессовка старых и запрессовка новых втулок в любой мастерской редко обходятся без потери качества посадки и искажения геометрии узла «втулка — клапан — седло». Исправление геометрии требует обработки «по месту» седел клапанов зенкером или шарошкой и долгой притирки клапанов.
На заводе чугунные втулки запрессовывают в алюминиевый корпус с натягом от 0,06 до 0,11 мм. Предварительно охлаждая их в жидком азоте до минус 196 градусов, а корпус подогревая до 160-170 градусов, чтобы избежать мккротрещин. Все это невозможно в условиях автосервисов. Для выпрессовки старых втулок лучше применять винтовые прессы. Так меньше риск повреждения гнезда. Головку блока перед выпрессовкой следует нагреть примерно до 150 градусов.
Перед запрессовкой новых втулок нужно промерить гнезда и втулки. Чтобы убедиться, что натяг будет соответствовать норме. При завышенном натяге можно повредить гнездо. А при слабом придется растачивать гнездо и ставить ремонтные втулки. Или применять современные химические фиксирующие составы.
Перед запрессовкой следует хотя бы примерно имитировать заводской режим. Нагреть головку блока до 150 градусов, а втулки охладить в морозильной камере. Запрессовка «в холодную» очень скоро даст о себе знать. Клапаны будут перегреваться, втулки — шататься в гнездах. Увеличится расход масла.
Новую направляющую втулку с надетым на нее стопорным кольцом запрессовывают оправкой до упора этого кольца в плоскость головки цилиндра. После запрессовки втулок обработка отверстий производится разверткой со стороны верхнего конца втулки. Более долговечными и точными являются алмазные развертки.
Запрессовка и развертка втулки клапана клапанного механизма двигателей ВАЗ.
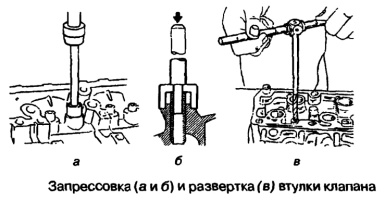
Перед заменой направляющих втулок впускного и выпускного клапанов первого и четвертого цилиндров необходимо отвернуть две шпильки крепления корпуса подшипников распределительного вала. После запрессовки нужно развернуть отверстия в направляющих втулках развертками. А затем прошлифовать седла клапанов.
Если менялись или восстанавливались направляющие втулки клапанов, то шлифовку седел ведут после завершения работы с втулками. Чтобы направляющие стержни центрировались по новой поверхности втулок и обеспечивали соосность фасок с отверстиями втулок. Для обеспечения точности диаметра отверстия и его расположения по отношению к рабочим фаскам седла и клапана отверстия во втулках обрабатываются после запрессовки втулок в головку цилиндров.
У выпускного клапана не должен быть сошлифован слой твердого сплава, наплавленный на фаску. Биение рабочей фаски клапана относительно стержня должно составлять не более 0,02 мм.
Зенкерование и шлифовка седел и клапанов клапанного механизма двигателей ВАЗ.

Головку блока нужно установить на подставку. Очистить от нагара фаски седел клапанов соответствующими зенкерами. Зенкеры надеть на шпиндель и центрировать направляющим стержнем, который вставляется в направляющие втулки клапанов. На направляющий стержень необходимо надеть пружину. Установить на шпиндель конический круг для седел выпускных клапанов или круг для седел впускных клапанов. Закрепить шпиндель в шлифовальной машинке и прошлифовать седло.
Ширину рабочей фаски седел выпускных клапанов необходимо шлифовать до нужных размеров зенкером под углом 20 градусов и зенкером, которым устраняется наклеп на внутреннем диаметре. Зенкеры следует применять с тем же шпинделем и стержнем. Сначала нужно шлифовать внутреннюю фаску до размера 0,33 мм, а затем фаску 20 градусов — до ширины рабочей фаски 1,9-2,0 мм.
Притирка клапанов к седлам.
Перед установкой клапанов (и старых и новых) необходимо притереть их к седлам. Для этого следует надеть на стержень притираемого клапана легкую отжимную пружинку подходящих размеров и нанести на его фаску тонкий слой притирочной пасты зернистостью не более 20-50 мкм. Алмазные пасты желательно не применять. Так как алмазная крошка иногда внедряется в седло и остается в нем, ускоряя его износ.
Далее нужно вставить клапан с пружиной в направляющую втулку. Надеть на его стержень приспособление или подобрать резиновую трубку так, чтобы она плотно надевалась одним концом на стержень клапана, а другим — на жало крестовой отвертки или на круглый напильник с ручкой. С помощью этого приспособления необходимо вращать клапан попеременно в обе стороны, слегка прижимая его к седлу.
Вести притирку клапанов клапанного механизма двигателей ВАЗ следует аккуратно, стараясь не снимать много металла, чтобы оставить возможность для последующих ремонтов. При появлении притертого пояска на деталях нужно разбавить пасту маслом. А когда притираемые поверхности станут совершенно гладкими, вести притирку на одном масле до получения матово-серого цвета рабочих поверхностей фаски клапана и его седла и блестящего цельного пояска.
Если нет разрывов слоя краски, нанесенной на седло и фаску тарелки клапана, при их контакте или если керосин, залитый в камеру сгорания при свободно вставленных в свои седла притертых впускном и выпускном клапанах, в течение 10 секунд не просачивается, значит, притирка сделана хорошо. После притирки нужно тщательно промыть обработанные детали и камеры сгорания от следов притирочной пасты.
Новый метод ремонта клапанного механизма двигателей ВАЗ.
В последние годы применяется методика восстановления изношенной внутренней поверхности направляющих втулок без их выпрессовки специальным ручным инструментом (например, фирмы Neway) с роликовыми резцами для пластической деформации металла до 0,5 мм, компенсирующей износ внутренней поверхности втулки, и последующей разверткой до нужного размера.
Резцы также формируют во втулке спиральный желобок для масла. Улучшающий условия смазки стержня клапана. Зазор 0,03-0,05 мм между стержнем клапана и втулкой и этот желобок работают как лабиринтный сальник. Обеспечивая смазку и отталкивая излишнее количество масла, помогая маслоотражательным колпачкам и уменьшая угар масла.
При традиционном методе обработки седел клапанов направляющая шарошки или зенкера свободно вращается во втулке клапана. При новом методе, предложенном фирмой Neway, фреза надевается на неподвижную ось, которая плотно фиксируется в ранее восстановленной втулке самоустанавливающейся цанговой направляющей. Фреза сидит на оси с зазором всего 0,5 мкм, обеспечивая минимальный допуск обработки.
Обработка втулок и седел клапанов инструментами Neway.
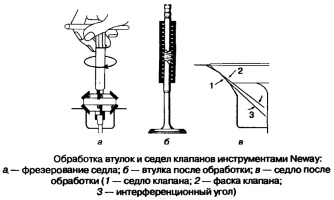
Каждая из трех предусмотренных технологией фасок на седле клапана получается за 3-4 оборота ручного инструмента. Фреза за счет уникальной заточки и формы режущих кромок формирует на поверхности седла клапана специальный микрорельеф, благодаря которому приработка клапана и седла на двигателе происходит быстро, а надобность в притирке отпадает.
Восстановление рабочих фасок клапанов выполняют специальным ручным инструментом Gizmatic-2 той же фирмы. Клапан неподвижно фиксируют в специальной оправке, зажатой в слесарные тиски. После нескольких вращений фрезы с осевой подачей микролифтом получается идеальная концентрическая поверхность фаски клапана. На ней также формируется специальный микрорельеф, как и при обработке седла.
При работе инструментами Neway притирка клапанов клапанного механизма двигателей ВАЗ не нужна совсем. После обработки клапанов и седел их идеальное сопряжение происходит по узкому пояску. И обеспечивается не только формируемым микрорельефом поверхностей деталей, но и интерференционным углом между фасками. Достигается это небольшим (менее 1 градуса) расхождением углов обработки рабочих поверхностей седла и клапана.
В первые же секунды работы двигателя поясок сопряжения увеличивается за счет смятия выступов созданного микрорельефа на фасках, а затем происходит и полное уплотнение поверхности по всей ширине фаски. Комплект инструментов фирмы Neway покупать не обязательно. Нужно только узнать, в какой мастерской он имеется, и отдать туда головку блока для обработки втулок и седел, а также клапанов.
По материалам книги «Ремонт двигателя своими руками».
Волгин В.В.
Регулировка клапанов на ВАЗ 2110 своими ручками
Для предотвращения износа распределительного вала и прогорания клапанов, следует уделять внимание профилактике механизма газораспределения. Двигатели с более простой системой ГРМ, требуют периодической настройки. Регулировка клапанов ваз 2110 8 клапанов своими руками – обыденное занятие для многих автомобилистов. Постараемся подробно описать весь процесс работы.
Для справки! Не подлежат регулировке клапаны на ваз 2110 с инжекторным 16-клапанным мотором. Данные двигатели, имеют механизм газораспределения с гидрокомпенсаторами, которые следует периодически менять.
Регламент настройки
Каждый автовладелец, может обратиться к регламенту мануала. Стоит сказать, что номинальная установка клапанов на ВАЗ 2110 8 клапанов инжектор происходит на заводе. Согласно инструкции по эксплуатации, рекомендуется осуществить первую настройку на пробеге 10 000 км. Этот режим называется обкатка. А затем, следует производить настройку, через каждые 45 000 км. В некоторых случаях, двигатели исправно работают до 80 000 км пробега.
Для справки! Установка шайб толкателей клапанов на автомобилях ВАЗ 2110-12 (8 клапанов), с инжекторным и карбюраторным мотором – полностью идентична.
Инструмент для проведения работ по регулировке клапанов ВАЗ

Перед тем, как будет проведена регулировка клапанов ВАЗ-2110 (8 клапанов), следует обзавестись всем необходимым слесарным инструментом:
- рейка, с помощью которой будет осуществляться отжатие толкателей;
- микрометр;
- многосоставной щуп.
Последнее требуется для того, чтобы провести замер теплового зазора, образовавшегося между регулировочной шайбой и кулачком распределительного вала. Если рейку достать не удалось, можно будет заменить ее двумя мощными шлицевыми отвертками.
На сегодняшний день можно без каких-либо трудностей найти весь необходимый монтажный комплект в любом магазине, продающем запчасти для автомобилей. Стоимость такого набора в большинстве случаев находится в диапазоне от 200 до 500 рублей. Стоит обязательно обзавестись комплектом, так как наличие нужных инструментов во многом скажется на успехе регулировки.
Симптомы
Чтобы понять, что клапана на двигателе ВАЗ 2110 нуждаются в настройке, достаточно знать поведение мотора. После продолжительной эксплуатации, автовладелец может обратить внимание на то, что двигатель стал работать как-то иначе. Данный факт должен насторожить, ведь последствия могут быть серьёзными.
Основные симптомы нарушенной регулировки клапанного механизма на ВАЗ 2110, выглядят таким образом:
- мотор шумно работает при запуске после продолжительной стоянки (клацает);
- пропадает компрессия в цилиндрах (двигатель теряет былую мощность);
- прокладка клапанной крышки пропускает масло;
- появились «выстрелы» в карбюратор или в глушитель;
- увеличился расход топлива.
Перечисленные признаки, можно диагностировать самостоятельно, не прибегая к помощи услуг автосервиса. Перед тем, как поставить ВАЗ 2110 на ремонт и приступить к регулировке клапанов, следует подготовить слесарный инструмент: микрометр, рейку для отжатия толкателей и многосоставной щуп. Последним замеряется тепловой зазор между кулачком распредвала и регулировочной шайбой. Вместо рейки, возможно использовать две мощные шлицевые отвёртки.
Монтажный комплект (фиксатор и щуп) продаётся в большинстве магазинов «Автозапчасти». Его стоимость варьируется от 200 до 500 рублей. Правильная установка клапанов на ВАЗ 2110 8 клапанов инжектор или карбюратор – залог успеха.
Подготовка и разборка механизма
Регулировка зазоров в приводе клапанов
Для проведения работ придется приобрести специальное приспособление для нажатия на толкатели и набор регулировочных шайб различной толщины — без них обойтись не удастся. Если вы постоянно планируете выполнять регулировку собственными руками, то данное приобретение поможет сэкономить средства за услуги автосервиса. При одноразовой акции покупка приспособлений нецелесообразна, лучше сразу обратиться к мастерам.
Чтобы произвести разборку и отрегулировать просветы под кулачками, понадобятся такие инструменты:
- пара плоских щупов толщиной 0,2 и 0,35 мм;
- обычный слесарный набор с отвертками и пассатижами;
- пинцет;
- наборы ключей накидных и рожковых;
- ключ для свечей зажигания.

Поскольку в процессе настройки придется неоднократно поворачивать коленчатый вал, то для облегчения вращения рекомендуется вывернуть все свечи зажигания, предварительно сняв и убрав в сторону высоковольтные провода. Дальнейшая разборка включает в себя:
- Отсоединение от клапанной крышки всех патрубков, мешающих ее снятию.
- Откручивание клапанной крышки и ее демонтаж. Нужно проследить, чтобы из отверстий не потерялись резиновые втулки.
- Снятие прокладки.
- Демонтаж пластмассового кожуха ремня ГРМ.
Обтерев ветошью потеки масла на фланце головки цилиндра, где стояла прокладка, можно приступать к настройке.
Как отрегулировать клапана на ВАЗ 2110
Не стоит заранее приобретать регулировочные шайбы. Они относительно дорогие. Изначально, предстоит установить величину зазоров и только потом купить необходимое количество шайб с точными размерами. Работы лучше проводить в гараже с хорошим освещением. Крыша и стены, защитят от нежелательных ветра и дождя, которые могут занести грязь в открытый распредвал.
Внимание! Перед тем, как отрегулировать клапанный механизм на ВАЗ 2110, двигатель необходимо остудить.
Разборка
Если всё готово, то приступаем к первой части ремонта — демонтажу деталей:
- отключаем клемму от аккумулятора;
- снимаем корпус воздушного фильтра (на карбюраторном моторе);
- отсоединяем от клапанной крышки шланги картерных газов и кронштейн тросика газа;
- откручиваем болты кожуха привода ГРМ. Снимаем крышку и получаем доступ к шкиву;
- выкручиваем свечи зажигания (так будет легче вращать КШМ для нахождения ВМТ и НМТ);
- откручиваем гайки клапанной крышки и снимаем её.
Перед непосредственной настройкой, следует вспомнить механизм действия ГРМ. А именно, порядок работы клапанов (в нашем случае ВАЗ 2110 с инжектором 8 клапанов).
| Угол поворота распредвала, град | № кулачка (отсчет от шкива распредвала) | |
| Выпускной (зазор 0,35.мм) | Впускной (зазор 0,20.мм) | |
| 0 плюс 2-3 зуба | 1 | 3 |
| 90 плюс 2-3 зуба | 5 | 2 |
| 180 плюс 2-3 зуба | 8 | 6 |
| 270 плюс 2-3 зуба | 4 | 7 |
| клапан | 1 кл (вы) | 2 кл (вп) | Зкл (вп) | 4 кл (вы) | 5 кл (вы) | 6 кл (вп) | 7 кл (вп) | 8 кл (вы) |
| Должно ±0,05 | 0,30 (0,35) | 0,20 | 0,20 | 0,30 (0,35) | 0,30 (0,35) | 0,20 | 0,20 | 0,30 (0,35) |
| наибольший зазор | 0,25 | 0,35 | 0,40 | 0,35 | 0,40 | 0,30 | 0,30 | 0,40 |
| шайба | 4,30 | 3,82 | 3,52 | 4,22 | 4,50 | 4,27 | 3,87 | 4,25 |
| Какая нужна шайба | 4,25 (4,20) | 3,97 | 3,72 | 4,27 (4,22) | 4,6 (4,55) | 4,37 | 3,97 | 4,35 (4,3) |
Регулировка
После снятия клапанной крышки, необходимо удалить остатки моторного масла возле толкателей. Сделать это возможно медицинским шприцем или резиновой грушей. Если есть рейка фиксатора, следует установить её на две крайние шпильки, предназначенные для крепления крышки ГБЦ.
Затем, приступаем ко второй части ремонта и делаем следующее:
- Выставляем верхнюю мёртвую точку, совмещая метки шкива распредвала и внутреннего кожуха привода ГРМ. Сделать это возможно двумя способами. Вывесив и вращая одно переднее колесо. Накидным ключом (головкой) вращать распредвал за крепёжный болт шкива, но эта операция опасна поломкой крепежного болта;
- После нахождения верхней мёртвой точки, немного поворачиваем распредвал, чтобы шкив сместился на 40-50° от ВМТ (это 2,5-3 зуба). Ставим свою метку, от которой потом будем вращать распредвал ещё несколько раз, делая дополнительные пометки;
- измеряем тепловой зазор первого клапана (выпускного), подсунув один из щупов (0,35/0,4/0,45 мм) между кулачком распредвала и толкателем. Номинальный зазор 0,35 мм;
- если первый щуп проходит свободно, то берём больший размер (0,4 мм). Шаг равен 0,05 мм;
- если щуп 0,4 или 0,45 не проходит, значит необходимо заменить регулировочную шайбу;
- разворачиваем толкатель пазом к себе, нажимаем на него рычагом рейки фиксатора и пинцетом достаём отработавшую шайбу. Её внутренняя сторона содержит цифры с первоначальным размером;
- для вычисления требуемой величины, необходимо воспользоваться формулой Н = В + (А — С). Где:
-
Н — толщина новой шайбы, мм;
- В — толщина отработанной шайбы, мм;
- А — вымеренный зазор, мм;
- С — номинальный зазор, мм.
- полученный результат Н, записываем в блокнот. Шайбу именно такого размера предстоит купить на ремонтный клапан, округлив величину;
- согласно таблице, переходим к третьему клапану (впускному), его номинальный зазор 0,2 мм;
- измеряем зазор, вставляя щупы по очерёдности: 0,2/0,25/0,30 мм;
- записываем размер щупа, который не входит в тепловой зазор;
- вынимаем шайбу, и высчитываем ремонтный размер по указанной выше формуле;
- далее, согласно таблице, несколько раз поворачиваем КШМ на указанные градусы и проделываем операцию со всеми клапанами;
- Идём в магазин и покупаем необходимое количество регулировочных шайб требуемой толщины, согласно вычислениям;
- Устанавливаем шайбы в толкатели, согласно записи блокнота;
- все зазоры клапанов на ВАЗ 2110 должны восстановить номинальные размеры 0,2 и 0,35, благодаря использованию регулировочных шайб;
- проверяем новые тепловые зазоры;
- после замены шайб, необходимо поставить демонтированные детали на место;
- запускаем двигатель и наблюдаем за его работой.
Рекомендуется заменить прокладку крышки ГБЦ на ВАЗ 2110 (8 клапанов) с инжекторным мотором, после регулировки клапанов.
Процесс регулировки клапанов

Процесс регулировки клапанов на двигателе
Прежде, чем перейти непосредственно к процессу регулировки, стоит отметить, что данная операция, проводится только на полностью остывшем двигателе. Опытные ВАЗоводы рекомендуют ждать не менее одной ночи.
Для совершения регулировки потребуется немного инструмента, а именно набор ключей и головок, а также прокладка клапанной крышки и специальный щуп.
Итак, приступаем непосредственно к операции:
-
Отсоединяем и отводим в сторону наконечник привода дроссельной заслонки.

Демонтируем трос и кронштейн крепления положения дроссельной заслонки

Открутив хомуты снимаем шланги вентиляции картерных газов

Демонтируем клапанную крышку и крышку подшипников для регулировки клапанов

Проводим демонтаж защитного кожуха ГРМ, чтобы добраться до шкива коленчатого вала

Поворачиваем коленчатый вал за часовой стрелкой
Проводим регулировку зазоров при помощи щупов

Специальное приспособление для регулировки клапанов и замены регулировочных шайб

При помощи пинцета вынимаем регулировочную шайбу
Какие бывают регулировочные шайбы?

Набор регулировочных шайб на все случае жизни
Для автомобилей семейства ВАЗ существует 125 размеров регулировочных шайб, но не все применяются.
Поэтому рассмотрим, самые популярные размеры запасной детали, которая устанавливается на эти двигатели (если не захотите потом лишний раз бегать в авто-магазин): 3.30, 3.35, 3.40, 3.45, 3.50, 3.55, 3.60, 3.65, 3.70, 3.75, 3.80, 3.85, 3.90, 3.95, 4.00, 4.05, 4.10, 4.15, 4.20, 4.25, 4.30, 4.35, 4.40, 4.45, 4.50;

Регулировочные шайбы двух размеров: 3.95 и 3.30
Чем грозит несвоевременное проведение регулировки клапанов?
Когда рассмотрен весь процесс замены, стоит напомнить, какие же могут быть последствия несвоевременной регулировки клапанного механизма:
- Износ распределительных валов. Так, неверный зазор может привести к преждевременному износу кулачков распредвалов.
- Повреждение толкателей клапанов , когда о них будут биться регулировочные шайбы.
- Общий износ всех элементов головки и механизмов ГРМ.
- В отдельных случаях, может случиться так, что произойдет обрыв ремня ГРМ и погнёт клапана.
Регулировка зазоров в приводе клапанов ВАЗ 2109
Для компенсации теплового расширения клапана конструктивно задается зазор между торцом стержня клапана и кулачком распределительного вала. При увеличенном зазоре клапан не будет полностью открываться, при уменьшенном – полностью закрываться.
Зазор измеряется на холодном двигателе (при +20°С ) между кулачком распределительного вала (кулачок должен быть направлен вверх от толкателя) и регулировочной шайбой толкателя клапана.
Номинальный зазор для впускного клапана составляет (0,2±0,05) мм, для выпускного – (0,35±0,05) мм. Зазоры регулируются подбором толщины регулировочных шайб. В качестве запасных частей поставляются шайбы толщиной от 3 до 4,5 мм через 0,05 мм.
Считая от привода распределительного вала, первый, четвертый, пятый и восьмой клапаны – выпускные; второй, третий, шестой и седьмой – впускные.

Рекомендуется выкрутить свечи зажигания, чтобы легче проворачивать коленчатый вал.
1 – зубчатое колесо распределительного вала 2 – шкив генератора 3 – шкив коленчатого вала

Фиксатор должен быть установлен между распределительным валом и краем толкателя.

Для того чтобы легче вынуть регулировочную шайбу, в толкателе проточены два паза. Поверните толкатель так, чтобы было удобнее подцепить шайбу.
Толщина новой шайбы рассчитывается по формуле: H = B + A – C , где A – измеренный зазор, мм; B – толщина старой шайбы, мм; C – номинальный зазор, мм; H – толщина новой шайбы, мм.
Пример (для впускного клапана): A = 0,26 мм, B = 3,75 мм, C = 0,2 мм, тогда H = 3,75 + 0,26 – 0,2 = 3,81 (мм).
В пределах допуска зазора ±0,05 мм подбираем ближайшую по толщине шайбу (3,8 мм).
Поворачивайте коленчатый вал по часовой стрелке ключом за болт крепления шкива коленчатого вала или за болт крепления шкива генератора. Запрещается проворачи-вать коленчатый вал за болт крепления шкива распределительного вала.
Видео про «Регулировка зазоров в приводе клапанов» для ВАЗ 2109
Читайте также:
- Bmw n57 замена воздушного фильтра
- Пневмосистема маз 500 схема
- Что лучше туарег или ленд крузер 200
- Установка фаркопа на ларгус
- Тойота хайлюкс сурф замена задних колодок