
Как пользоваться разверткой для втулок на иж
Добавил пользователь Владимир З. Обновлено: 04.10.2024


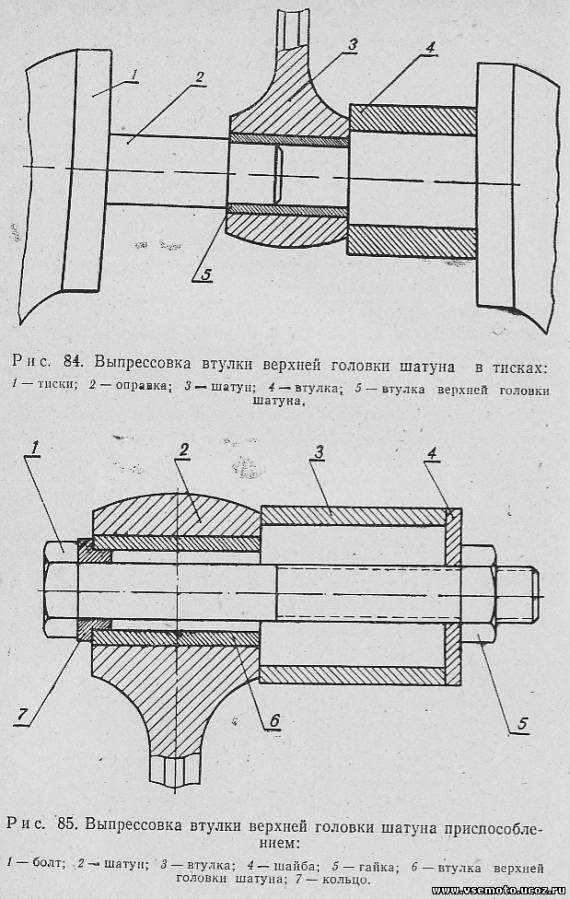
Для выпрессовки старой втулки нам понадобится: длинная шпилька или болт с гайкой, несколько шайб, любая втулка или обрезок трубки, наружный диаметр которой немного меньше внутреннего диаметра головки шатуна, еще одна втулка внутренний диаметр которой немного больше наружного диаметра самой втулки.
С ролью втулки для выпрессовки у меня хорошо справилась головка на 12 которая с легкостью проходит через шатун. Продеваем болт через головку затем продеваем через шатун с другой стороны ставим еще одну втулку, одеваем шайбу и накручиваем гайку. У меня получилась примерно вот такая конструкция.


Пара минут работы и вуаля-втулка снята.




Стык я подпиливаю обычной ножовкой по металлу. Пришлось пилить два раза, сначала один проход, потом втулку легонько зажал плоскогубцами чтобы сошлись стыки и пропилил еще раз.

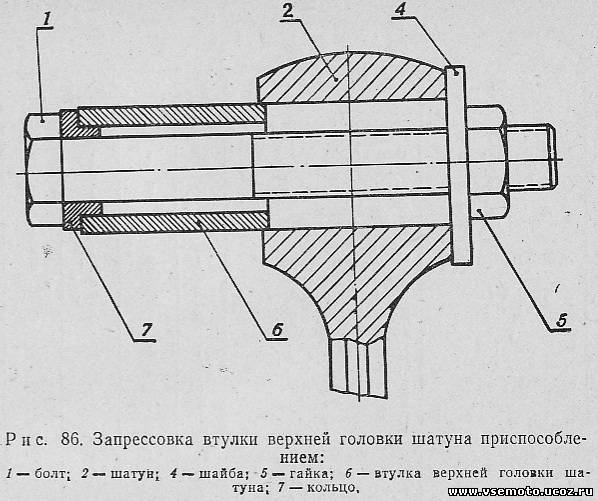
После подпиливания стыка, точно по такому-же принципу с помощью болта и шайб запрессовываем втулку на свое место, при запрессовке втулки старайтесь расположить стык по направлению к нижней головки шатуна.



Втулка оказалась немного шире шатуна, поэтому во время запрессовки уперлась в шайбу. Чтобы ее немного дожать с другой стороны я поставил втулку и немного поджал ее, чтобы с обоих сторон она выходила одинаково.


Надфилями пропиливаем окно для смазки.

Берем раздвижную развертку и не спеша понемногу начинаем калибровать отверстие, пока поршневой палец смазанный моторным маслом не будет заходить на свое место от усилия пальца руки.
Дырчик.SU
Если втулка типа:
выкинь лучше сразу.

это тоже отстой.

По науке втулку меняют таким образом.
1. Выпрессовывают старую втулку. Это удобно делать с помощью болта и двух оправок.
2. Измеряют внутренний диаметр верхней головки шатуна. К нему прибавляют натяг в 0,1 мм Получают внешний диаметр втулки.
3. Внутренний диаметр втулки это 10-0,05 мм. Размер точить лучше расточным резцом. Свёрла с шагом 0,1 мм. Но если рассверлите втулку сверлом 9,9 мм, то втулку потом может провернуть при разворачивании. Тем более что её сожмёт при запрессовке и внутренний диаметр ещё уйдёт в минус.
4. Прессуем изготовленную втулку тем же болтом с оправками.
5. Пропиливаем паз под смазку ножовкой по металлу или диском гравёра.
6. Запрессованную втулку разворачиваем развёрткой на 10 или на 12, в зависимости от типа коленвала и пальца применяемого поршня.
Видов бронзы великое множество. В основе сплава медь и олово.
Свойства каждого сплава настолько отличаются друг от друга, что получаются совершенно разные материалы.
Плюс постоянное переплетение с латунью, которая зачастую выглядит внешне так же, но это сплав меди с цинком.
То есть на базаре что латунь, что бронза всё идёт под названием "Какая то латунь" Свойства определяются только при обработке на станке.
Бронза под маркой БРАЖ это очень вязкий материал, напоминает китайскую нержавейку. Сверло зажимает, стружка идёт сплошняком, требует смазки при обработке. Подходит для втулок, держит затяжку соединений большим моментом, выдерживает запрессовку и температурные перепады. Для втулок корзины, ВГШ, коробки скоростей подходит лучше всего.
Есть материалы которые крошаться при обработки в порошок, без стружки. Есть мягкие бронзы, которые сдавливает при запрессовке или затяжке. Есть опасные сплавы, бериллиевая бронза, к примеру. Надышатся порошком при шлифовке и "привет Вася"
Рассказывать можно долго. Главное придумать как найти нужный сплав. Я обычно покупаю промаркированные прутки, либо храню подходящий материал, который определил по обработке как "подходящий для втулок" в отдельной коробке.
Как пользоваться разверткой для втулок на иж
AutoMoto.ua - агрегатор автосайтов Украины
Часовой пояс: UTC + 2 часа RSS
Можно ли развернуть шатунные втулки в гаражных условиях ?
| Походил по токарям. Кто на морях загарает , кто цену ломит за работу такую, что дешевле купить инструмент и самому "накрутить". Движок родной. Так стоил ли самому? |
| В гаражных думаю не стоит,два момента-соблюсти перпендикуляр и тыячные мм в сопряжениии.процесс примерно такой-замена втулки,брошкование(прогон оправки,шарика через отверстие втулки,развёртка и брошкование уже под палец(т.е под диаметр пальца).По подготовке оправок и прочего,овчинка выделки врят ли стоит. |
_________________
С уазиком ничего нельзя просто «пойти-купить-поставить». Это всегда квест с неожиданной развязкой, в которой, как правило, таки или иначе фигурирует болгарка.©
| А как МАСТЕР будет это делать без перекосов? Просто мои познания в токарном деле ограничиваются давними уроками труда в школе. Там спецстанок нужен? Я имею ввиду просто токаря а не моториста. |
| Выставляется шатун по боковой поверхности и вперёд. |
_________________
С уазиком ничего нельзя просто «пойти-купить-поставить». Это всегда квест с неожиданной развязкой, в которой, как правило, таки или иначе фигурирует болгарка.©
| Понято , спасибо. |
| Еще в тему: |

| Всем здрасте. Хотелось бы узнать в какой части палец крепится жестко. в головке шатуна или же в поршне. Просто когда разбирал свой двигатель они свободно ходили и там и там. Спасибо) |
| т.е. палец жестко крепится в поршне? |
В более поздних мануалах допустимый разновес поршней - до 3 г, а в сборе с шатунами - до 5.
Но лучше - " в нулях" . Меньше 0,5 г. или - в пределах точности измерений ( простыми " школьно-аптечными" весами)- до 0,1 г.
Самый простой способ нагрева поршня ( монтажная т-ра 70-80*С) - в кипятке. То есть нагреваем " в кастрюльке" до начала закипания , вынимаем, и незамедлительно собираем с пальцем/шатуном.
Работать лучше в перчатках. Ну и смазать моторным маслицем отверстие под палец перед сборкой - не забыть.
В более поздних мануалах допустимый разновес поршней - до 3 г, а в сборе с шатунами - до 5.
Но лучше - " в нулях" . Меньше 0,5 г. или - в пределах точности измерений ( простыми " школьно-аптечными" весами)- до 0,1 г.
Самый простой способ нагрева поршня ( монтажная т-ра 70-80*С) - в кипятке. То есть нагреваем " в кастрюльке" до начала закипания , вынимаем, и незамедлительно собираем с пальцем/шатуном.
Работать лучше в перчатках. Ну и смазать моторным маслицем отверстие под палец перед сборкой - не забыть.
В данной схеме крепления - палец поршневой " плавающий". То есть при рабочей температуре имеет скользящую посадку и в головке шатуна , и в бобышках поршня. Фиксируется от выпадения стопорными кольцами ( вариант - тефлоновыми , или даже аллюминиевыми заглушками )
Как пользоваться разверткой для втулок на иж
Осмотреть состояние плоскости разъема головок и цилиндров. При наличии забоин или неровностей на плоскостях разъема (определяется по следам пропуска газов) удалить их шабером и при необходимости плоскости притереть на плите. Удалить нагар, поверхность сферы зачистить мелкой наждачной шкуркой и промыть.
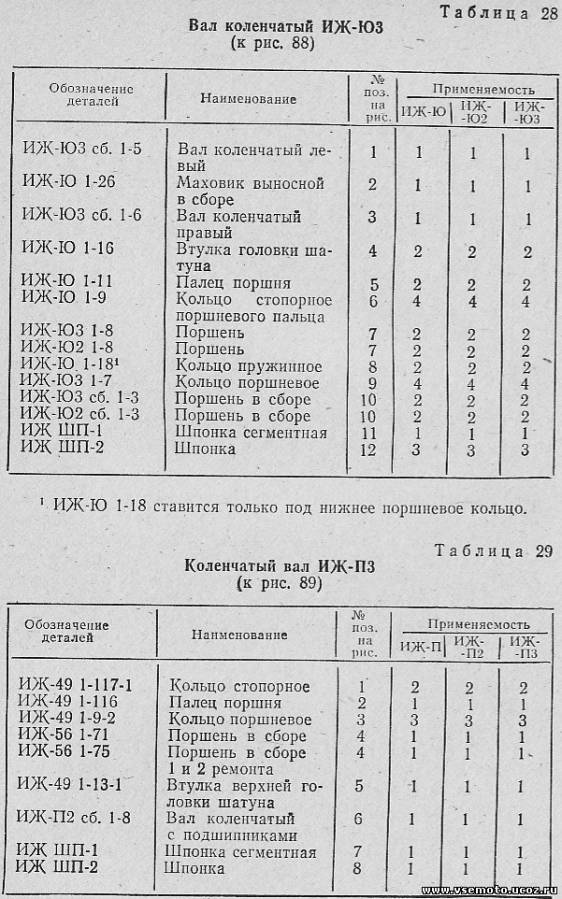
ПОРШНИ И ЦИЛИНДРЫ. Для определения величины износа производится микрометраж (замер) поршней и цилиндров. Если зазор между поршнем и цилиндром у ИЖ-ЮЗ больше 0,25÷0,3 мм, пару поршень-цилиндр необходимо отремонтировать. На ИЖ-ПЗ допустимый зазор составляет 0,3÷0,4 мм.
Ремонту также подвергаются цилиндры, имеющие на зеркале глубокие риски и задиры. Ремонт производится двумя способами:
1) подбором и установкой комплектов новых (нормальных) цилиндров, поршней и поршневых колец взамен изношенных;
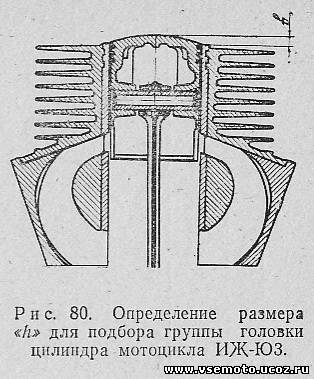
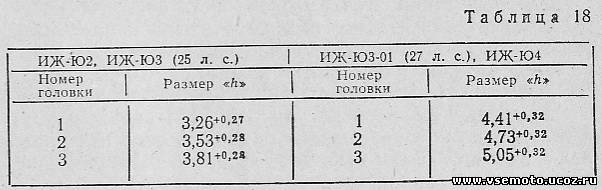
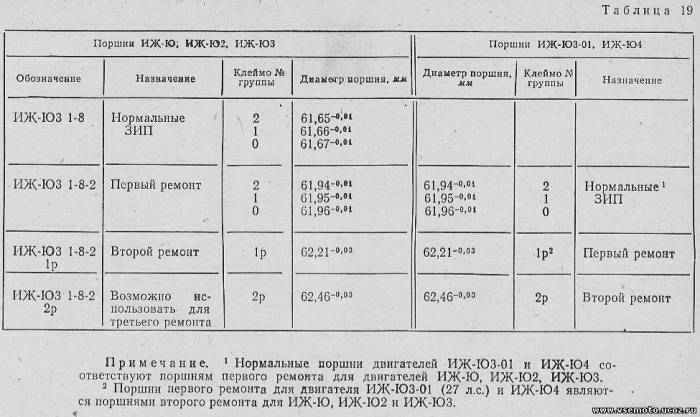
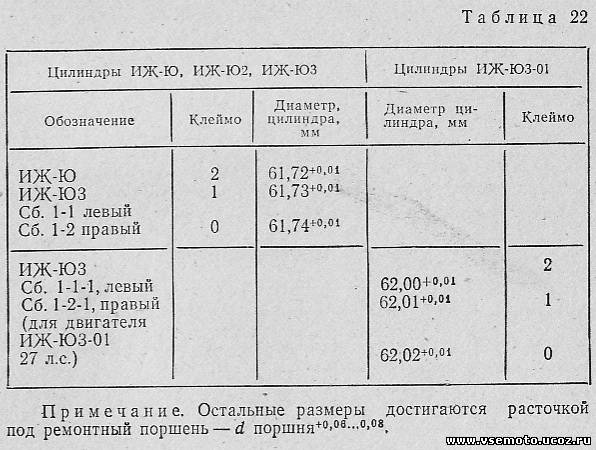
2) расточкой и хонингованием цилиндров с установкой ремонтных колец и поршней. При одновременной замене поршня и цилиндра они подбираются одной группы. В торговлю поставляются поршни и цилиндры ИЖ-ЮЗ трех размерных групп (табл. 19 и 22). Клеймение группы поршня производится на головке поршня и в верхней части цилиндра (рис. 82).

Замер приведенных в таблице 19 диаметров Д2 (рис. 14) производится на высоте Н=42 мм от нижнего торца поршня. Необходимо учитывать, что диаметр днища - Д1 и юбки - Д3 отличается от диаметра Д2. Д1=Д2 факт.-0,14 мм. Д3=Д2 факт.+0,01 мм.
Поршневые кольца в этом случае устанавливаются нормальные. Диаметр нормального кольца равен 61,75+0,15 мм при зазоре в замке 0,2÷0,35 мм.
Для ИЖ-П3 в торговую сеть поставляются поршни и цилиндры нормального размера четырех размерных групп (табл. 21). Клеймение номера группы производится на головке поршня и фланце цилиндра.
Замер приведенных в таблицах 21 и 23 фактических -диаметров поршней производится на высоте Н = 55 мм от нижнего торца поршня. Диаметр днища Д1 и юбки Д3 составляет: Д1=Д2 факт.-0,24мм; ДЗ=Д2 факт.+0,08мм.
Поршневые кольца в данном случае устанавливаются также нормального размера. Диаметр такого кольца равен 72+-0,03 мм при зазоре в замке 0,3 - 0,45 мм.
При втором способе ремонта устанавливаются ремонтные кольца и поршни взамен изношенных, а цилиндры обрабатываются под размер поршней.
В торговлю поставляются ремонтные поршни и поршневые кольца двух размеров (табл. 19 й 20).
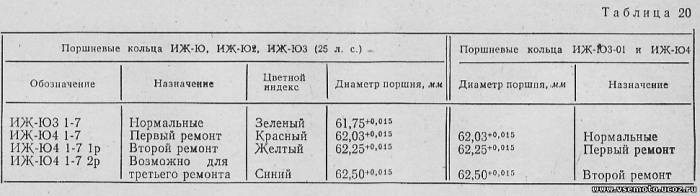
Маркировка номера ремонтной группы поршня производится клеймением на головке поршня, а цветной индекс поршневого кольца наносится на внутренний диаметр вблизи стыка.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,07- 0,09 мм, овальность и конусность по всей длине не более 0,01 мм, частота зеркала цилиндра - 9-10 класс.
Обработка цилиндров под ремонтный размер производится следующими способами:
а) растачивание цилиндра с последующей доводкой хонингованием или на притире;
б) двукратное хонингование (предварительное и окончательное).
Цилиндры растачиваются на специальных расточных или токарных станках. При закреплении цилиндра нужно базироваться относительно нижней плоскости фланца цилиндра и по наружному диаметру гильзы. Для растачивания на токарном станке цилиндр крепится на планшайбе так же, как на картере двигателя.
Припуск на последующую доводку - 0,025÷0,03 мм на сторону. Растачивание проводится за один проход, скорость резания не менее 100 м/мин.; подача при этом - 0,03 - 0,1 мм на оборот.
Доводят цилиндры на хонинговальных станках карборундовыми брусками с зернистостью 300÷500 единиц. При этом бруски подбираются по длине так, чтобы расстояние между торцами брусков в крайних (верхнем и нижнем) положениях доводочной головки было равно 4 - 6 мм, а выход брусков из цилиндра - 15 - 20 мм. Если отсутствует специальное оборудование для хонингования, доводку можно провести на токарном станке чугунным или деревянным притиром с использованием корундового порошка или вручную разжимным притиром. При этом необходим периодический контроль размеров цилиндра, а припуск на доводку должен быть минимальным.
Обработку цилиндра под ремонтный размер также можно осуществить двукратным хонингованием.
Предварительным хонингованием необходимо вывести бочкообразную форму изношенного цилиндра и удалить следы задиров и рисок поврежденного цилиндра. Для предварительного хонингования применяются бруски с зернистостью 150÷200, для окончательного - с зернистостью 300÷500. Припуск на окончательное хонингование - 0,03 - 0,04 мм на сторону.
Ремонт цилиндро-поршневой группы ИЖ-ПЗ производят аналогично ремонту ИЖ-ЮЗ. В торговлю поставляются ремонтные поршни и поршневые кольца ИЖ-ПЗ двух размеров (табл. 23).
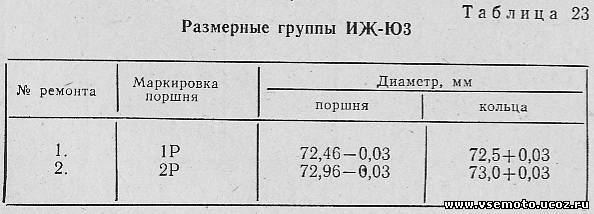
Клеймение группы делают на головке поршня: первый ремонт - 1Р, второй ремонт - 2Р. Маркировка группы колец указана на ярлычке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,05÷0,07 мм, чистота обработки зеркала цилиндра - 9 - 10 класса, овальность и конусность по всей длине - не более 0,01 мм. Величина припуска на последующую доводку - 0,05 - 0,1 мм на сторону. Скорость, подача и способ доводки цилиндра ИЖ-ПЗ аналогичны обработке цилиндра ИЖ-ЮЗ.
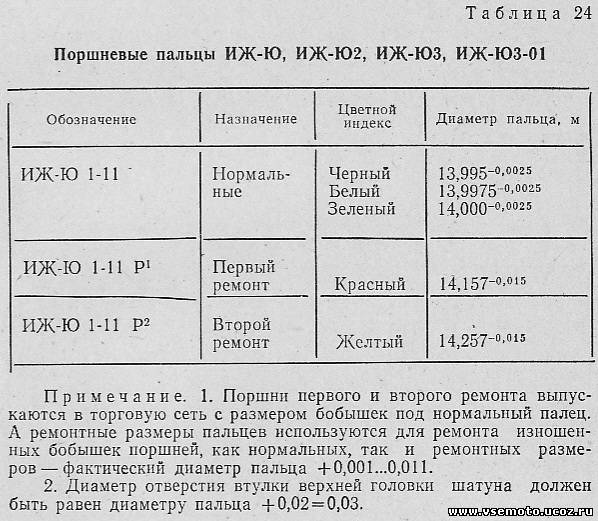
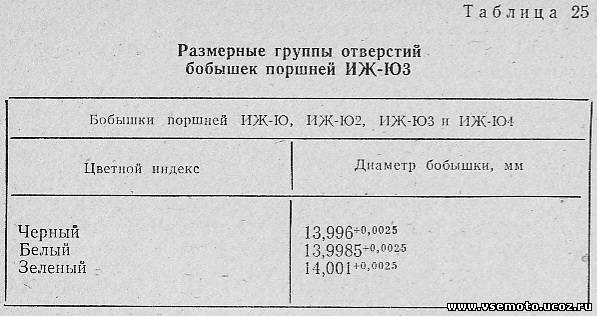
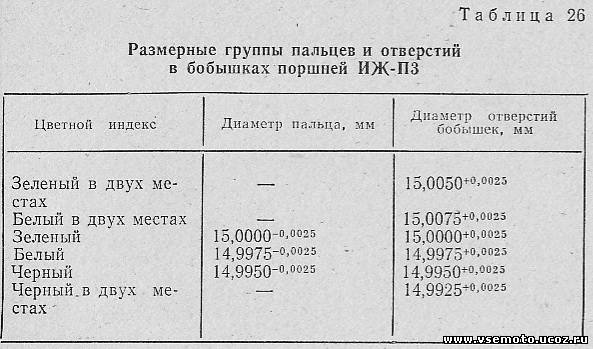
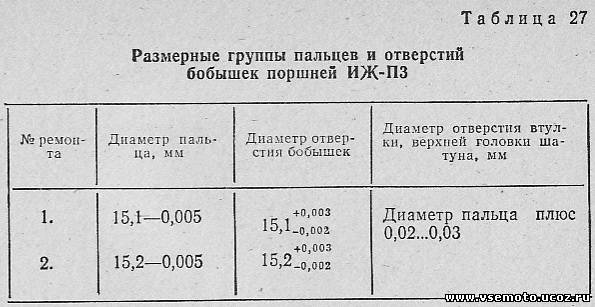
ПОРШНЕВЫЕ ПАЛЬЦЫ, ОТВЕРСТИЯ БОБЫШЕК ПОРШНЕЙ И ВТУЛКИ ВЕРХНИХ ГОЛОВОК ШАТУНОВ. При установке нового поршня (нормального или ремонтного) поршневой палец подбирается по отверстиям в бобышках. Пальцы и отверстия в бобышках поршней ИЖ-ЮЗ и ИЖ-ПЗ имеют несколько размерных групп (табл. 24, 25, 26).
Сборку поршня с кольцами производить в такой последовательности:
1. Используя пластинки, надеть кольца на поршень (рис. 77), сориентировав стыки колец на стопорные штифты поршня (на ИЖ-ЮЗ предварительно в нижние канавки поршней установить пружинные кольца).
2. Проверить подвижность кольца в канавке поршня, зазор между торцевой поверхностью кольца и канавкой должен находиться в пределах 0,065÷0,1 мм, кольцо должно передвигаться в канавке свободно, без заеданий.
3. Вставить в одну из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки- смазанный маслом поршневой палец.
4. Поршень ИЖ-ЮЗ надеть на верхнюю головку шатуна стрелкой, имеющейся на головке поршня, назад (в сторону, обратную движению мотоцикла). Поршень ИЖ-ПЗ установить стрелкой вперед или разрезом юбки вперед по ходу мотоцикла. Совместить отверстия бобышек и втулки верхней головки шатуна; при помощи оправки, придерживая поршень рукой, легкими ударами молотка запрессовать палец. Установить второе стопорное кольцо. Таким же методом установить второй поршень.
5. Перед установкой цилиндра проверить плоскости разъема цилиндров, картера и при необходимости зачистить. На фланец картера установить уплотнительные прокладки из картона или, паронита.
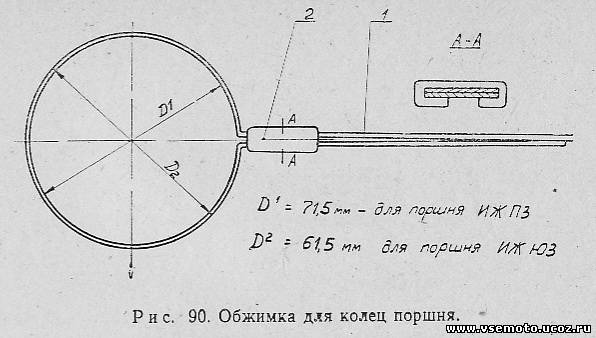
6. Установить стыки колец против штифтов, сжать их обжимкой (рис. 90).
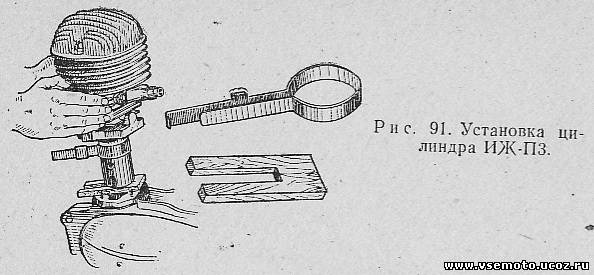
8. Снять обжимку, убрать подставку и, продвигая цилиндр, установить его на место.
9. Соблюдая указанный порядок, установить второй цилиндр; установить и закрепить патрубок карбюратора с прокладкой, надеть на шпильки головки цилиндров и только после этого закрепить цилиндры гайками. Установить свечи зажигания.
На ИЖ-П3 цилиндр крепится гайками на 4-х шпильках. Головка крепится к цилиндру шестью шпильками без уплотнительной прокладки.
Мотоциклы Урал и Днепр
Замена втулок на шатуне: какого диаметра надо взять развертку.
Замена втулок на шатуне: какого диаметра надо взять развертку. Чтоб палец не болтался, и чтоб не зажат был
раздвижную на 21. меришь палец, выставляешь размер на развёртке на 0,05 меньше, проходишь втулку, суёшь палец, по мере надобности регулишь струмент на четверть оборота винта в плюс и проходишь ишшо. и так до тех пор, пока не доведёшь размер
1. Че-то раздвижную не нашел, нашел только просто развертку на 21. Начал ей проходить и криво получается.
2. Какой конечный внутренний диамерт втулки должен получиться?
3. Может кто-нибудь есть тут из Новосибирска, кто помоч может?
вроде обратную развертку на 6 (точно не помню)
НАДО ОБЯЗАТЕЛЬНО РАЗДВИЖНОЙ.
Обычной 100 процентов будет криво и поршень в горшке хрен сдвинешь. Проверенно на собственном опыте. Развертку надо раздвижную, желательно реечную 20-22, или 21-23. И лучше чтоб работал опытный человек.
в пределах +0,017, -0,003 от фактического диаметра пальца
YouZver "НАДО ОБЯЗАТЕЛЬНО РАЗДВИЖНОЙ"
А вот и хрен там был. Я у себя раздвижной зае. бался разворачивать, а обычной 21 (с большим правда трудом) но сделал.
Раздвижной обычно точно диаметр фиг выставишь, особенно если она старая и уже подразбита малость.
То, что она стремиться в бок уйти это точно. Я контролировал уровнем. А саму втулку запрессовывал приспособой для запрессовки сайлент блоков в жигулях.
у меня обычной разверткой 21 мм, не разбирая двигателя (только из рамы вытащил и горшок снял), вроде получилось.
для Al:
Я вообще мотор не трогал, только горшки снял и всё.
т.е. я так понял: если чуть от центра уйти или криво пойти, то поршень двигаться не будет. И если учесть, что двиг в раме. тока горшки сняты, а также гаражные уловия, а так же то, что крутиш "на весу", то это, короче - неизбежо. => Люди. где в 3 по величине городе Новосибирске, можно грамотно расточить втулки, мош кто знает? или где можно купить развертку на 21 (раздвижную), опять же в г. Новосибирске.
для nsk1407:
Уйти от центра или пройти криво, мне кажется, врятли получится. Если крутить обычной разверткой может получиться конус, если раздвижной с дури можно разбабахать большое отверстие. Это, по-моему, все пакости, которые могут приключиться, так что поршень должен ходить по любому. Да не надо забывать про отверстия для смазки.
для ZeroForce: Мотор можно и не вытаскивать из рамы, это я полностью согласен.
ДЛЯ НАЧАЛА. какой цветовой гаммы у тя коленвал, пальци и поршня определи, затем лучше возьми развертку 20, разверни и есть такие специальные раздвижные притирочные оправки, мажешь эту оправку алмазной пастой, зажимаешь головку шатуна в тиски и взад вперед, влево вправо начинаешь деоать поступательно-вращательные движения, или сделай как я - одень эту оправку в дрель и поехал. и я тебе гарантирую, зазор сможешь выситавить сам, лично у меня никакой овальности и конустности не наблюдается, максимальный зазор 1 сотка (0,01) НИКАКОГО ШУМА ПРОСТО КЛАСС. Это я считаю самый реальный метод, поверь мне, потратил я на это все дело 3 дня, но зато палец сидит как надо и не болтается
в майском или апрельском мото ктото предлагал чтото типа кондуктора как раз для этих целей, на вид там всё просто - по торцам втулки ставят две толстых пластины с отверстием чуть больше диаметра пальца, между собой они стагиваются болтами - получается чтото типа направляющей и типа всё ровно пацаны!
Пилим головку шатуна.

Когда в 2009г я перебирал мотор, в него были установлены новые вала фирмы "Мотомир". Конструкция головок шатуна у советских и этих отличалась. В советском был пропил а тут высверлено отверстие. Ну да и ладно сказал я себе тогда. В те времена знаний было ещё не так много, да и искра доработок не разгорелась в тот пожар, что бушует сейчас.
Когда разбирал мотор для доработки поршневой обнаружил слегка посиневшие пальцы. При детальном осмотре головки шатуна оказалось, что в шатуне просверлено отверстие диаметром 4мм, а во втулке отверстие 2мм.
(На фото я уже увеличил отверстие во втулке, до этого оно было в 2 раза меньше чем основное)

Этого однозначно мало. Масло я лил дизельное а потом скутерное, поэтому говизну масла можно исключить.
Вспомнились шатуны с пропилом. Увеличением отверстия во втулке решил не ограничиваться. Сделал разметку и хоть в оригинале пропилы смотрят в одну сторону мне почему то захотелось развести их порознь. Приобрёл 125й диск на болгарку толщиной 1мм, но план не удался. Внешний диаметр слишком большой и достаточно углубиться не получается. 
В ход пошли маленькие диски из набора гравировальной машинки с гибким валом. Но и они оказались слегка великоваты. Пришлось их немного уменьшать на точильном камне.
Затем пропиливаем отверстия на пару мм в стороны.
Не забываем закрыть камеру кривошипа тряпочкой, иначе срань там, грязь и прочие пакости.

Заусенцы и шероховатости убираем алмазными шарошками. В верху головки делаем треугольное углубление, чтоб затекало лучше, да побольше. И зашлифовываем наждачными кругами на насадке шлиф машинки. 
Развертка втулки ВГШ
запрессовал новую втулку ВГШ в коленвал под 12 мм палец, всё норм, но вот разворачивать нечем, не нашел где купить развертку. Можно ли купить развертку на 12 мм и ей развернуть? Мне сказали что она не регулируемая. просто же размер внутри втулки меньше чем 12 мм и войдет ли туда развертка.
В мотомире вроде не продают ничего такого, в мотомаг желания идти нет, съезжу завтра на завод остановки медведева.
А ты с какого района? Я рядом со Становым Колодцем)
| Rash отвечает в теме « Неугомонный дед с дырчика на ДЕЛЬТУ 72сс. » | сегодня в 01:45 | |
| Lom отвечает в теме « Услуга за услугу :-) » | вчера в 23:58 | |
| Rash отвечает в теме « Доработка альфы сразу после покупки » | вчера в 23:00 | |
| kroha отвечает в теме « Попался, гад » | вчера в 20:18 | |
| Rash отвечает в теме « Схемы коммутаторов зажигания » | вчера в 19:34 | |
| Старичок отвечает в теме « двигатель 152FMH слабая искра » | 13 августа 2021 | |
| Rash отвечает в теме « Мински и Восходы с Альфовской электрикой » | 13 августа 2021 | |
| Георг Ом отвечает в теме « Количество масла в двигателе мопеда альфа » | 13 августа 2021 | |
| DM отвечает в теме « Коробки, какая лучше » | 12 августа 2021 | |
| janka отвечает в теме « Wonjan military » | 12 августа 2021 | |
| miasnik отвечает в теме « скутер Пьяджо Фри » | 11 августа 2021 | |
| Latgalec отвечает в теме « Рига-13 Латгальца! » | 11 августа 2021 | |
| Bams73 отвечает в теме « Скутер QUANTUM-50 Реплика Yamaha Nmax » | 11 августа 2021 | |
| Bronepoezd78 отвечает в теме « Зажигание на Риге 1966г. » | 11 августа 2021 | |
| Rash отвечает в теме « Переделка мопеда Дельта » | 10 августа 2021 | |
| Ded1946 отвечает в теме « восход 3м » | 10 августа 2021 | |
| andruxxa отвечает в теме « ИЖ-56. и его друзья))) » | 9 августа 2021 | |
| Serg(Rus) отвечает в теме « Мокик Simson » | 8 августа 2021 | |
| маркус отвечает в теме « "Стриж" ВМЗ 2.503. » | 8 августа 2021 | |
| andruxxa отвечает в теме « Вопрос по компрессии » | 8 августа 2021 |
Copyright МОПЕДИСТ.ру© 2007-2021 Все права защищены.
При копировании материалов с нашего сайта, активная ссылка на "Клуб любителей мокиков и мопедов" обязательна. Новые Минивэны Тойота.
Размер втулки шатуна иж юпитер 5
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.
7. Снимаем головку.
8. Накидным ключом на 14 мм отворачиваем четыре гайки крепления цилиндра к картеру.
9. Снимаем гайки с пружинными шайбами.
10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.
13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.
Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
17. Аналогично осматриваем резьбу отверстия под декомпрессор.
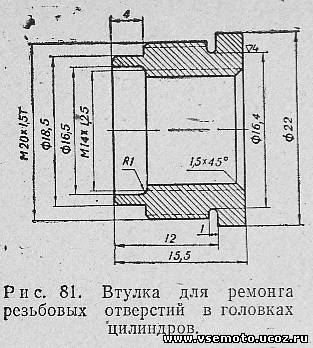
При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.
19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.
20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.
21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.
При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.
23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).
24. Снимаем поршень.
25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.
26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Если принято решение о замене деталей, то следует подобрать поршень и кольца к цилиндру и поршневой палец к поршню.
В запасные части поставляются "номинальные" поршни и цилиндры четырех размерных групп:
Диаметр цилиндра, мм
Диаметр поршня, мм
Кроме того, выпускаются ремонтные поршни и поршневые кольца двух размерных групп, предназначенные для установки в расточенные и отхонингованные цилиндры:
Диаметр поршня, мм
Диаметр цилиндра, мм
Маркировка поршневых колец нанесена на их упаковке. Диаметр обработанного цилиндра должен быть на 0,05-0,07 мм больше диаметра поршня соответствующей группы.
При сборке следует использовать поршень и цилиндр одной группы. Маркировка группы нанесена клеймением на днище поршня и фланце цилиндра под карбюратором.
Новый поршневой палец перед сборкой следует отполировать пастой ГОИ или подобным средством до зеркального состояния (на заводе этого почему-то не делают). Это увеличит ресурс и надежность работы двигателя.
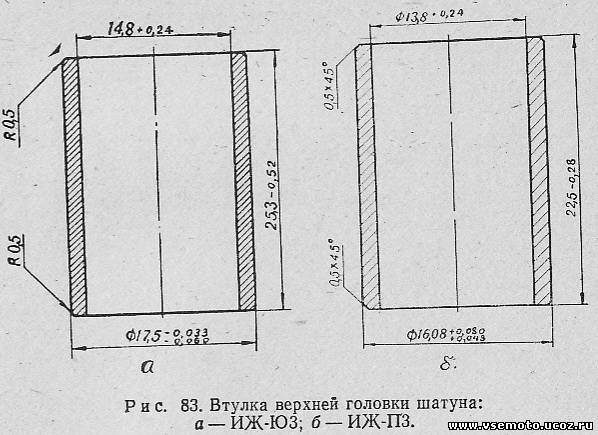
При сильном износе бронзовой втулки шатуна ее следует выпрессовать и заменить. Втулку можно изготовить из бронзы БрАЖМцЮ-3-1,5 или оловянистой бронзы (но не латуни!) по приведенному эскизу.
Втулка верхней головки шатуна
1. Собственно сборку начинаем с установки поршневых колец на поршень (с помощью полосок из пластиковой бутылки). Одно из колец имеет покрытие пористым хромом (оно более светлое), устанавливаем его в верхнюю канавку.
2. Смазываем зеркало цилиндра и боковую поверхность поршня с кольцами тонким слоем пластичной смазки с дисульфидом молибдена или моторным маслом. Смазываем также паронитовую прокладку под цилиндр.
3. Вставляем поршень снизу в цилиндр до отверстия под поршневой палец и ориентируем его меткой вперед по ходу движения мотоцикла (в сторону выхлопных окон, или окна при однотрубном варианте выпускной системы двигателя).
4. Наживляем поршневой палец до выхода пальца из бобышки поршня. Смазываем моторным маслом отверстия в бобышках поршня и в шатуне.
5. Уложив прокладку под цилиндр, поднимаем его и аккуратно совмещаем отверстие в поршне с отверстием в шатуне. Легкими ударами загоняем палеи в поршень до нужного положения и стопорим его с обеих сторон кольцами.
6. Дальнейшая сборка выполняется в последовательности обратной разборке. На резьбу шпилек крепления цилиндра и головки наносим немного смазки. Гайки крепления головки затягиваем постепенно, крест-накрест.
После замены (ремонта) цилиндра, поршня или поршневых колец двигатель необходимо подвергнуть обкатке.

Когда в 2009г я перебирал мотор, в него были установлены новые вала фирмы "Мотомир". Конструкция головок шатуна у советских и этих отличалась. В советском был пропил а тут высверлено отверстие. Ну да и ладно сказал я себе тогда. В те времена знаний было ещё не так много, да и искра доработок не разгорелась в тот пожар, что бушует сейчас.
Когда разбирал мотор для доработки поршневой обнаружил слегка посиневшие пальцы. При детальном осмотре головки шатуна оказалось, что в шатуне просверлено отверстие диаметром 4мм, а во втулке отверстие 2мм.
(На фото я уже увеличил отверстие во втулке, до этого оно было в 2 раза меньше чем основное)

Вспомнились шатуны с пропилом. Увеличением отверстия во втулке решил не ограничиваться. Сделал разметку и хоть в оригинале пропилы смотрят в одну сторону мне почему то захотелось развести их порознь. Приобрёл 125й диск на болгарку толщиной 1мм, но план не удался. Внешний диаметр слишком большой и достаточно углубиться не получается. 
В ход пошли маленькие диски из набора гравировальной машинки с гибким валом. Но и они оказались слегка великоваты. Пришлось их немного уменьшать на точильном камне.
Затем пропиливаем отверстия на пару мм в стороны.
Не забываем закрыть камеру кривошипа тряпочкой, иначе срань там, грязь и прочие пакости.

Заусенцы и шероховатости убираем алмазными шарошками. В верху головки делаем треугольное углубление, чтоб затекало лучше, да побольше. И зашлифовываем наждачными кругами на насадке шлиф машинки. 
На выхлопе получаем это.

Далее изготавливаем прокладки. Впрочем это уже совсем другая история.
Более менее ровно вручную можно сделать только если вращать развертку вдумя руками (типа как плашкой при нарезке резьбы) и меняя стороны шатуна.
_________
Нас невозможно сбить с пути, нам пофигу, куда идти!
"но стоит только совместить 2 шатуна и вставить пальцы не в какую не идут т.е. соосность нарушена."
Если я правильно понял, то вставляя палец в один шатун, выходя из него, в другой не входит. Интересный вопрос, раньше не задумывался. А если, на предпоследних проходах(при чём настолько "крайне мало", чтобы не было необходимости зажимать в тисках) в один приём оба шатуна проходить?
Живу не так уж далеко от Екб, у нас в магазинчике продаются уже "почти" развёрнутые втулки, но, конечно, разворачивать их нужно, и причём прилично. Разворачивал без всяких станков, одной рукой держу шатун, другой кручу ключом развёртку, держу ключ так, чтобы держать ещё и развёртку ))))
Вроде всё нормально, не первый раз так разворачиваю. А так про: "но стоит только совместить 2 шатуна и вставить пальцы не в какую не идут т.е. соосность нарушена." тоже не замарачивался никогда =))))
запил окон гильзы, штифтовка(типа), подгонка перехода картер-цилиндр
штифтовка, наверное, самая необходимая доработка для подгонки продувки. сделал очень просто и колхозно - обрезал хомуты, обернул вокруг шпильки и готово. горшок вообще не шатается, что мне очень понравилось.

Далее переход подгоняется так - берем маркер(лучше всего перманентный) ставим горшок, суем маркер туда и чиркаем. после вытаскиваем горшок и пилим. и так несколько раз, пока переход не станет полностью плавным без бугров и ступенек. маркер у меня кончился или высох, вместо него я использовал штрих-корректор.


каналы проще всего пилить по заранее изготовленной развертке. сначала снимается стандартная развертка с обеих сторон, выясняются стандартные размеры(обычно очень кривые). потом делается своя развертка на каком-нибудь графическом редакторе - сначала выясняем точный размер выхлопа, рисуем ее одну для разверток обеих сторон - это будет точка опоры. далее переводим нужные нам углы продувки в расстояния по формулам. естественно, углы уже должны быть заранее подготовленными со всеми размерами. далее формулы или онлайн калькуляторы. получаем некую длину и рисуем развертку дальше. лично я разделил выхлоп по полам и использовал его центр как точку опоры, кто как делает и кому как удобнее это уже дело сугубо личное. ВАЖНО то чтобы эти развертки(наружка и внутрянка) подходили к обеим гильзам! у меня получилось с 1 раза, созданная мною развертка по одной гильзе подошла ко второй, но кривизна у обеих гильз до запила была совсем разная. только после того, как расточены продувочные окна, можно пилить выхлоп, берем нашу развертку, делаем на ней нужных нам размеров выхлоп, ставим в гильзу, чиркаем маркером и пилим.
правильнее будет сначала сделать весь запил каналов, а потом подгонка перехода. ведь неизвестно, на сколько увеличатся каналы продувки в рубашке цилиндров.
Читайте также: