
Как поменять кольца на иж юпитер 5
Добавил пользователь Евгений Кузнецов Обновлено: 04.10.2024
Как поменять кольца на иж юпитер 5
Примерный срок службы поршневых колец в четырехтактных двигателях составляет 10 000—15 000 км пробега мотоцикла, у двухтактных двигателей — 4000—8000 км соответственно при малом и большом рабочем объеме цилиндров. Применением высококачественных масел и эффективного воздухоочистителя можно достигнуть почти удвоения срока службы поршневых колец. Вне зависимости от срока службы компрессионные поршневые кольца заменяют при уменьшении компрессии, масло-съемные—при увеличении расхода масла и появлении обильного масляного дыма.
Признаками износа, при котором безусловно требуется замена поршневого кольца, являются увеличение зазора в замке больше 3 мм, потемнение отдельных участков рабочей поверхности от прорыва газов и значительное уменьшение упругости. У маслосъемных колец дополнительным признаком необходимости их замены является износ рабочих кромок

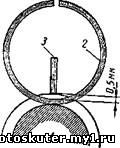
Фиг. 1. Измерение зазора в замке поршневого кольца шупом:
1 — цилиндр; 2 — кольцо; 3 — щуп.
Для определения износа кольца снимают с поршня при помощи пластинок жести (фиг. 1) и вставляют без перекоса в цилиндр. Выравнивать положение кольца в цилиндре удобно поршнем, вводимым в цилиндр вслед за кольцом. Зазор в замке кольца определяют с помощью набора щупов или пластинок, которые затем измеряют штангелем.
Упругость кольца из-за отсутствия у мотоциклистов специального прибора проверяют на ощупь и сравнивают с упругостью нового кольца.
Перед установкой нового кольца подгоняют его размеры по месту, проверяют зазор в замке, соответствие высоты кольца ширине канавки, толщины кольца — глубине канавки и прилегание к зеркалу. Зазор в замке у вставленного в цилиндр кольца измеряют, как было указано выше, путем просовывания в стык между его концами тонких щупов (фиг. 139). Ориентировочно величина зазора составляет 0,1—0,2 мм. Меньшие зазоры относятся к цилиндрам малых диаметров. У верхнего кольца зазор должен быть несколько больше, чем у нижних колец.
В качестве щупа могут служить лезвия безопасной бритвы толщиной 0,1—0,15мм. Когда зазора в замке нет, спиливают торцы кольца в стыке, часто проверяя наличие зазора щупом.
Кольцо, надетое на поршень без зазора, не дает возможности вставить поршень в цилиндр. При недостаточном зазоре кольцо, расширившись во время работы двигателя, заклинит поршень в цилиндре. Для работы в цилиндре, имеющем износ зеркала, кольца необходимо подогнать так, чтобы нормальный зазор в замке начинал образовываться с середины цилиндра и был меньше нормального у нижней, менее изношенной части зеркала.
Для проверки соответствия высоты кольца ширине канавки в поршне кольцо вставляют наружной стороной в канавку и прокатывают по ней. Кольцо должно плотно входить в канавку, но перемещаться без заедания. Величина зазора между кольцом и боковой стенкой канавки может колебаться в пределах от 0,02 до 0,06 мм. Правильно подогнанное кольцо, надетое на поршень, утапливается в канавку под влиянием своего веса. При тугой посадке в канавке кольцо будет недостаточно подвижно, пригорит, заклинится и не будет ьыполнять основного назначения — уплотнения поршня в цилиндре. При увеличении против нормы зазора
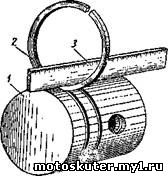
Фиг. 2. Проверка соответствия кольца глубине канавки в поршне:
1 — поршень; 2 — кольцо; J — линейка.
между кольцом и боковыми стенками канавки во вреАмя работы двигателя происходит перемещение кольца между стенками канавки вдоль оси цилиндра, что способствует быстрому износу боковых стенок канавки и торцов кольца, поломке кольца, увеличению расхода масла (насосное действие).
Торцы кольца можно прошлифовать на мелкой наждачной шкурке, положенной на ровную плоскость, например на лист стекла, или доводить до нужного размера на притирочной плите. Если высота кольца недостаточна и оно вследствие этого неплотно входит в канавку, то его бракуют.
Соответствие толщины кольца глубине канавки проверяют следующим способом: кольцо наружной стороной вставляют в канавку поршня; к поршню параллельно его продольной оси прикладывают ребром линейку так, чтобы участок кольца, погруженный в канавку, оказался между дном канавки и ребром линейки (фиг. 2). Кольцо, соответствующее глубине канавки, утапливается в ней на 0,50—0,65 мм и свободно перемещается между Дном канавки и линейкой. Если кольцо не утапливается в канавке, то при расширении поршня и образовании под кольцом нагара
дна канавки нажимает на кольцо, которое, в свою очередь, наружной поверхностью упирается в зеркало и вызывает заклинивание поршня в цилиндре.
Для проверки прилегания кольца к зеркалу его вставляют в цилиндр и, пользуясь сильным источником света, проверяют, нет ли просвета между кольцом и зеркалом; при этом для удобства осмотра кольцо закрывают кружком картона; при наличии больших просветов кольцо бракуют. После указанных проверок кольцо устанавливают в канавку поршня, обязательно пользуясь приведенными выше пластинками жести
У двухтактных двигателей перед установкой всех колец на поршень дополнительно проверяют сопряжение выемки в замке кольца со стопором в канавке поршня. Для этого после установки первого и каждого последующего кольца поршень вводят в цилиндр. Если поршень с каким-либо из колец не входит в цилиндр (несмотря на то, что зазор в замке правильный и кольцо надлежащим образом утапливается в канавке), то необходимо немного спилить надфилем стопор в канавке поршня или замковую выемку в кольце. При отсутствии соответствующих поршневых колец заводского производства можно воспользоваться кольцами несколько больших диаметров, не совпадающими по высоте и толщине с шириной и глубиной канавок поршня, или изготовить кольца упрощенным способом.
Для использования кольца диаметром, большим чем у цилиндра, спиливают торцы кольца в замке. Уменьшенное таким способом кольцо удовлетворительно работает, если его диаметр в сомкнутом состоянии до припиливания торцов не превышает диаметра цилиндра более чем на 1,0—1,5 мм. Длину окружности кольца в этих случаях уменьшают несколько более, чем на 3—4,5 мм. При большем первоначальном несоответствии диаметров кольцо, установленное в цилиндр, приобретает овальную форму и перестает плотно прилегать к зеркалу.
Высоту кольца, не соответствующую ширине канавки, уменьшают до нужного размера или устанавливают два кольца малой высоты в одну канавку. Требуемый размер получают шлифованием боковых поверхностей колец на плоскошлифовальном станке с магнитным столом или спиливанием вручную. Для спиливания вручную кольцо закрепляют в кольцевом пазу, проточенном на торце металлической болванки, или на гладко выстроганной доске гвоздями без шляпок (фиг. 3). Опиливание производят личным и бархатным плоским напильниками, равномерным и одновременным нажимом на противолежащие участки кольца по перекрестным направлениям. После ручной опиловки кольцо доводят до нужного размера на наждачной шкурке или притирают на плите. Вместо уменьшения высоты кольца можно, если позволяет высота поясков между кольцами, расширить канавки в поршне проточкой на токарном станке. Изменение размеров канавки в поршне может быть допущено как исключение лишь при наличии достаточного запаса вцозь устанавливаемых колец.
При подгонке кольца по толщине к канавке поршня рекомендуется не опиливать и не протачивать кольцо изнутри, а углублять резцом на токарном станке канавку в поршне.
Изготовление поршневых колец упрощенным способом целесообразно лишь в том случае, если не удается обеспечить двигатель заводскими кольцами. Один из общеизвестных способов изготовления поршневых колец, подобных по качеству кольцам заводского изготовления, следующий: из маслоты чугуна (отрезок литой толстостенной чугунной трубы) улучшенного качества вытачивают на токарном станке заготовки кольца диаметром, несколько большим, чем требуемый размер кольца; затем по окружности из кольца вырезают небольшую часть; при сведении торцов заготовки кольцо пружинит, но приобретает овальную форму.
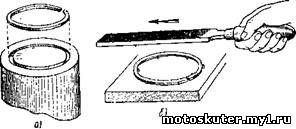
Фиг. 3. Закрепление поршневого кольца при уменьшении
его высоты спиливанием:
а —в пазу болванки; б— на доске с помощью гвоздей.
Для получения правильной окружности заготовки нескольких штук колец надевают на оправку, сводят концы в замке, зажимают с торца гайкой и протачивают снаружи до размера, соответствующего диаметру цилиндра. После этой операции кольцо становится круглым, но с различной толщиной стенки. Кольца устанавливают в оправку — трубу, закрепляют и протачивают их изнутри. Кольца приобретают заданный внутренний диаметр и равную радиальную толщину по всей окружности. Затем шлифуют боковые поверхности колец.
Для изготовления незначительного количества поршневых колец описанный способ, требующий применения двух оправок, более сложных в выполнении, чем изготовление самих колец, слишком трудоемок и дорог. Ниже рекомендуется простой способ, к которому приходится прибегать при изготовлении нескольких колец, хотя и уступающих по качеству кольцам заводского производства, но дающих, однако, возможность дальнейшей эксплуатации мотоцикла.
В качестве материала для колец подбирают болванку мелкозернистого серого чугуна. Из нее на токарном станке за одну установку вытачивают кольца нужной толщины и высоты с небольшим припуском на доводку, с наружным диаметром, на 0,3—0,5 мм больше диаметра цилиндра. Наружную и боковые поверхности кольца необходимо обрабатывать как можно чище. Кольца по вы соте подгоняют к канавкам поршня шлифованием боковых поверхностей вручную на наждачной шкурке и доводкой на плите. У кольца, подогнанного к канавке поршня, делают разрез лобзиком по металлу или ножевочным полотном, сточенным с боков на наждачном круге так, чтобы ширина пропила не превышала 1 мм. Можно также перекусить кольца кусачками или разрубить осторожно зубилом. Таким образом, получается кольцо правильной формы, равностенное, с разрезом, но не обладающее необходимой упругостью. Для придания кольцу упругости в сжатом состоянии концы его разводят в стыке в стороны на расстояние, равное примерно пятикратной радиальной толщине кольца. Для разведения концов кольцо надевают на трубу подходящего диаметра, причем в местах расположения стыков колец на трубе снимают леску примерно на У окружности для того, чтобы цилиндрическая форма кольца была меньше нарушена. Вместе с трубой кольцо нагревают до 800°, выдерживают при этой температуре 20 мин. и охлаждают в масле. После этой операции рекомендуется нагреть кольцо до 400—450° и охладить на воздухе.
Как поменять кольца на иж юпитер 5
На носу мотосезон 2017, а я совсем забросил свой мотоцикл и только благодоря своему другу начну опять работу над своим красным дракончиком)
Фото каким он был в конце сезона 2016.


Начну пожалуй с мотора.
Мотор все тот же, карбы, лк, маховик в общем каким он и был. НО наконец-то я заменил ЦПГ на более качественную. К сожалению поршня Kawasaki KE175 найти очень сложно, да и финансов требует не мало. В связи с этим я взял полностью новую поршневую расточеную на заводе с поршнями правильной геометрии и с тонкими 1мм кольцами.


Сразу говорю что размеры поршня, положения пальца, длинна юбки остались заводскими, а это значит что звон как такой будет в любом случаи. (кто знает дефект поршня воздушного Юпа тот поймет).

В остальном поршня очень даже хороши, сплав качественный, кольца тонкие (меньше температура + к ресурсу). Как показало время даже после жесточайших издевательств над мотором в жару и тахометр на красной зоне поршня все же прихватились к гильзе НО никаких последствий в виде расплавленного алюминия на гильзе нет, единственное в местах прихвата поршень поменял цвет на более матовый. Хотя крейсерская езда со скоростью 90-100 не нагревает мотор к принужденным остановкам, что не может не радовать.

К всему этому я отказался от сепараторов и как говорил Григорьев в своей книге установил наборной подшипник.
Как правило легче всего иглы взять с тех же сепараторов или же поискать чешские. Я нашел иглы 19.5мм (сток 17) СССР производства которые у меня проехали пол года и состояние их идеал.
Как оно выглядит.

В общем поршневую я уже успел протестировать, первый комплект колец я стер ( кольца чугун с напылением). Фото износа колец + состояние новых колец на 2017.
Износ:


Сама продувка считай сток особо фазы решил не поднимать так как уже наигрался с этим.
Выпуск 173-175, впуск как бы постоянный продувочные по Григорьеву.
В планах выше 7000оборотов мотор не крутить, да и на стоке 120 набирает быстро, больше не нужно.

В общем по мотору все, остальные переделки в моих других постах. 
Ну а теперь к самому интересному, изменения ходовки, а именно передка.
Продал я передок с ПСа и решил поискать целый перед с японца. Идеальных вариантов за малую сумму небыло, но попался довольно не дорогой вариант с Kawasaki ZX10 1989года.



Как оно примерно выглядит:

Главные + ходовки это конечно качество работы, и дисковые тормоза чего очень не хватает в городском режиме.
Естественно тут не без проблем:
1. Главная проблема сразу была битый диск который в моем городе ничем нельзя зажать для его выравнивания. Пришлось Импровизировать выгинать в гаражных условиях, потом уже заниматься его балансировкой и остальным.


2. Вторая проблема эта адаптация передка на сток раму. Как оказалось рулевая японцев на много длинне и без огромных переделок не обойтись. К томуже установку конусных подшипников не миновать ибо с такими тормозами сток подшипники лететь будут каждый месяц. Были мысли конечно варить резать но не хотелось. В итоге помогли мне сделать необычные подшипники именно на мой мотоцикл. 

3. Следующей проблемой являются тормоза. Ее собственно я еще не решил. К сожалению родные суппорта не в лучшем состоянии, без колодок, скоб, поршня окислились и нивкакую не выходят. Может кто занимается ремонтом продам недорого или обменяю на рабочии с моей доплатой. 
4. Ну и последняя проблемка это точное вычесление модели и похождения этой вилки.
С виду она идентична ZX 10 1989 года, но на моей есть регулятор отбоя и вопрос в диаметре. По мануалу на ZX 41мм, а моя 38мм. В связи с этим я не могу точно определиться с обьемом масла который нужно заливать. 
В общем на этом пока все, отдельное спасибо моему другу Вовчику ради которого я и взялся опять за свой мотоцикл для совместных поездок на слеты с его ИЖ Юпитер 5 400кубов, но это совсем другая история;)
Как правильно собирать двигатель иж юпитер 5
[sc:ads1]
Ижевский мотоцикл безусловно можно считать одним из самых элегантных и надежных. Будучи очень легким и компактным, этот мотоцикл способен перевозить невероятно большие грузы. Так, двигатель ИЖ Юпитер 5 способен выдерживать нагрузку в 500 кг!
Это превосходный результат. Сам мотоцикл выглядит спортивно. Классический минимализм советского периода был рассчитан скорее на молодежь того времени, однако пользовался популярностью у всех возрастных групп.
У ИЖ есть возможность установки грузового модуля или коляски, что очень удобно при перевозке пассажиров или массивных грузов. При этом он обладает отличной проходимостью по любой почве или дорожному покрытию. Тем не менее, в дождливую погоду сцепление с дорогой значительно хуже, а в грязи могут возникнуть проблемы с устойчивостью.
Агрегат очень неприхотлив к погодным условиям. В сильный мороз, до -30 градусов, завести мотор не составляет особого труда. Даже в сильную жару, не возникает проблем с перегревом.
Характеристики двигателя ИЖ Юпитер 5 для советского времени были довольно хороши. Двухцилиндровый мотор выдавал порядка 25 лошадиных сил, позволявших байку разгоняться до 120 км/ч. Для сравнения, мотоциклы Урал и Днепр обладали средней максимальной скоростью примерно в 110 км/ч. Однако с надежностью, как и у любого советского байка, возникают проблемы. Частый ремонт двигателя ИЖ Юпитер 5, является частью эксплуатации мотоцикла.
Основные проблемы и их устранение
Разборка двигателя ИЖ Юпитер 5, видео которой представлено ниже, производится не только по мере поступления проблем, но и в целях профилактики. Например, чистка карбюратора является одним из условий поддержки стабильной работы мотора.
Схема двигателя ИЖ Юпитер 5 проста даже для неопытных мотолюбителей. Поэтому при ремонте не возникнет сложных вопросов. В большинстве случаев поломки возникают из-за халатности владельцев, неправильно эксплуатирующих мопед и не выполняющих регулярное техническое обслуживание. Например, неправильный подбор масла для того или иного времени года. Так, при износе какой-либо детали необходимо произвести ее замену.

- Свеча системы зажигания.
- Головка цилиндра мото мотора.
- Цилиндр двигателя мотоцикла.
- Окно выпускной системы.
- Поршень цилиндра.
- Кольцо поршня цилиндра.
- Канал перепускной системы.
- Палец поршня мотоцикла.
- Шатун коленвала.
- Половинка картера мотора левая.
- Звезда ведущая.
- Полуось коленвала левая.
- Пружинка системы сцепления.
- Винт регулировочного типа.
- Диск системы сцепления нажимной.
- Педаль воздействия на КПП (коробку переключения передач).
- Педаль механизма пускового.
- Диски механизма сцепления.
- Вилка КПП.
- Половина картера мотора правая.
- Головка цилиндра мото мотора.
- Цилиндр двигателя мотоцикла.
- Маховик мотора.
- Крышка кривошипной камеры движка Иж Юпитер 5.
- Генератор мотоцикла.
- Кулачок прерывателя мото.
- Шестеренки КПП.
- Шестеренки КПП.
- Кулачок автоматического включения/выключения механизма сцепления.
Как разобрать двигатель ИЖ Юпитер 5
Итак, разборка двигателя ИЖ Юпитер 5 включает в себя следующие этапы:
- Для начала нужно отмыть потрудившееся на славу сердце мотоцикла. Промыть нужно как можно тщательнее, поскольку грязь не должна в итоге оказаться внутри двигателя, иначе большая часть трудов, скорее всего, пойдет насмарку.
- Возьмите листок с ручкой, чтобы по ходу работы записывать расположение деталей и порядок их установки. Все болты, шпильки и шпонки имеют свое место и порядок закручивания. Поэтому не нужно разбрасывать их в разные стороны, а лучше складывать по мере разбора.
- Необходимо стянуть трубку выпуска. Не выбрасываем ее далеко, привяжите к чему-нибудь крепкому.
- Отвернув 4 гайки, снять крышки цилиндров и сами цилиндры, осторожно, не повредите прокладки. Если повредили прокладки, тогда нарушится давление внутри двигателя.
- Теперь необходимо стянуть трубку на чехле цепи. Выбиваем шпильку спереди двигателя наполовину. Важно не погнуть ее, иначе придется искать новую.
- Отворачиваем гайки, вынимаем болт, закрепляющий двигатель сзади. Детали лучше раскладывать группами, чтобы не потерять и не перепутать.
- Отворачиваем семь болтов закрепляющих поддон, снимаем пластину выносящего маховика и прокладку, фиксируем двигатель. Зафиксировать двигатель лучше на верстаке, если его нет, то массивный стол подойдет.
- Торцевым ключом и длинной прочной монтировкой ослабляем болт, скрепляющий выносящий маховик. Будьте осторожны, не сорвите резьбу на шляпке – это сильно усложнит задачу.
- Отсоединяем половинки картера. Не убираем их далеко, они скоро пригодятся.
- Снимаем выносящий маховик и шпон.
- Вынимаем средний и передний валы, копирный вал, запоминаем место установки регулировочных шайб. Важно запомнить их точное расположение, иначе потом произойдет нестыковка деталей.
- Выворачиваем шпильки, закрепляющие крышки кривошипных камер, снимаем крышки с кольцами. Шпильки довольно хрупкие, если сломаете их, пока выкручиваете, достать будет сложно.
- Вынимаем коленвалы из половинок поддона.
- Вытягиваем подшипники половинки картера. Не погните картер, иначе ваше масло будет расходоваться очень быстро.
- Отворачиваем винты и обойму с сальником коленвала.
- Вынимаем установочные кольца и выбиваем сальники.
- Выбиваем подшипник правой половинки поддона.
- Разборка двигателя ИЖ Юпитер закончена.
Диагностика и ремонт двигателя
Найти причину поломки порой невозможно после одного визуального осмотра. В некоторых случаях необходима полная разборка двигателя ИЖ Юпитер 5. Но если вы выяснили причину, то можете самостоятельно быстро решить проблему. Вот примеры основных неисправностей и рекомендации по ремонту:
- Если у вас проворачивается кикстартер на коленчатом валу, необходимо:
- Сильнее затянуть крепления, а при сильных повреждениях заменить вал и рычаг кикстартера. Обычно такое происходит после того, как была произведена форсировка двигателя ИЖ Юпитер 5.
- При неправильном подборе масла, особенно если залито очень вязкое зимой, необходимо подобрать более правильный температурный режим.
- Если ослабла пружина пускового механизма, необходимо произвести ее замену.
- В случае, когда в карбюратор не попадает горючее, следует произвести его чистку в растворителе, а также продуть каналы и шланг подачи топлива воздухом под давлением.
- При отсутствии искры в камере сгорания замените свечу или произведите ее отчистку.
- Когда заедает дроссельная заслонка, необходимо отрегулировать ее привод и произвести чистку карбюратора.
- Систему подачи топлива. Возможно, топливная смесь перенасыщена воздухом. Решением такой проблемы станет замена воздушных фильтров и установка новых прокладок.
- Исправен ли конденсатор. Если между контактами происходит сильное искрение, конденсатор подлежит замене.
- Сильный износ или обгорание свечи. В большинстве случаем именно свечи являются причиной плохого запуска и неровной работы мотора.
- Следует произвести чистку дренажного отверстия топливного бочка.
- Бывают случаи выпадения иглы карбюратора. Ее необходимо вставить на место и отрегулировать.
- Очистка и продувка каналов и жиклеров карбюратора.
- Регулировка карбюратора на подачу бензина для горючей смеси. При большом количестве происходят хлопки в глушителе, т.к. смесь попадает на горячие металлические стенки и там догорает.
- Если заедает привод топливного коллектора, необходимо вернуть иглу в стандартное положение.
- В случае низкой компрессии цилиндра, требуется удалить весь нагар с поршня и произвести чистку поршневых колец. А при сильных повреждениях и вовсе заменить поршень вместе с цилиндром. Чтобы предотвратить неисправность следует использовать только качественное топливо и масло от проверенных производителей.
- Регулировка зажигания. При раннем зажигании слышно стук движка, а при позднем хлопки в выхлопной трубе.
Это основные проблемы, которые могут встретиться при эксплуатации. Как разобрать двигатель ИЖ Юпитер 5 подробно написано в книге технического обслуживания, выданной при покупке. Все изложенное в ней написано понятным текстом, со схемами и детальным руководством. Не только ремонт советского агрегата под силу любому владельцу.
Существует много вопросов о том, как собрать двигатель ИЖ Юпитер 5 самостоятельно, производя его доработку. Например, установка более надежного карбюратора или более стильного и громкого глушителя производится достаточно быстро без значительных финансовых вложений.
Тюнинг двигателя ИЖ Юпитер своими руками возможен, если вы располагаете достаточным количеством времени и обладаете энтузиазмом. Достаточно лишь проявить упорство.
Мотоцикл имеет выгодное соотношение стоимости, качества сборки и требованиям к обслуживанию. Идеальный вариант для людей с небольшим бюджетом, и тех, кто хочет получить универсальную технику. Однако частые поломки будут отнимать много времени. К этому стоит быть готовым, поскольку некоторым байкам может быть 40-50 лет.
[sc:ads5]
Всем привет, дорогие друзья. Вот так, абсолютно случайно у меня в руках появился этот гость. Для меня он небезызвестный. С этим мотоциклом связана наша бурная юность, когда мы только-только сели на ИЖи. Это мотоцикл моего хорошего друга детства, точнее его первый и единственный мотоцикл на данный момент. Сколько всего этот мотоцикл повидал, а сколько испытал… ооо, как вспомню, аж хочется заново пережить то время. Ну что ж, всех желающих прошу под «кат». Сначала расскажу, как всё это началось. Иду я такой в магазин и бах, издалека идёт знакомая фигура. Присмотрелся, да это же Макс! Неужели, приехал всё-таки! Раньше, буквально с первых лет нашей жизни мы жили на одной улице через дорогу, было нас четверо друзей, которые всегда держались вместе. но жизнь сложилась так, что в 2006 я переехал в другой дом, а Макс на другой край России — в Анадырь, о как. А это ооочень не близко. И после всех этих переездов он приезжал только на лето. Лето 2008 года. Наступили каникулы. Приехал Макс. Как помню тот день, сижу играю в героев 4 как у дома остановился какой-то мотоцикл. Выхожу, а там Макс пригнал. Я обрадовался! Встретились, обнялись. Слово за слово, говорит, вот мотоцикл купил у дедка за 8000р с документами, будем кататься теперь. А я в тот момент ни разу за рулём Ижа не сидел. И вот поехали на поле учиться ездить, вот фотка как раз с того дня, дня покупки мотоцикла.
Как же долго он тут стоял. Выкатили его на улицу и стали грузить в прицеп, так как своим ходом он уже не ездил. Эх, одно горе — какие-то чепушилы спёрли седло с номером! Уроды! Ну хоть до другого больше руки не дошли и то хорошо.
Пробег на первый взгляд смешной, но за это время мы его немного потрепали. Жалко старичка, теперь наш черёд вернуть его к силам.
Привезли его домой и захотелось завести его после стольких лет. Квест по оживлению считался открытым)))
Огромный слой пыли, паутин, масла… Эх, такое чувство, что нашли какое-то ископаемое))
Сразу тыркать, конечно, не стали. Надо было прочистить всю систему питания и настроить зажигание.
Грязи тут хватало) Прокладка между карбюратором и патрубком превратилась в кулёк бумаги. Всё кругом было в масле, даже непонятно откуда оно там взялось.
Начали всё прочищать. Ох и не зря мы это зятеяли.
В поплавковой камере было сплошное масло.
В отстойнике краника просто слой белого порошка.
Настроили зажигание и всё было готово! Завёлся с 3 пинков. Ох, мы давно не слышали его работу… теперь было ясно, что в цилиндрах появился стук, работа была чуть нестабильной. Вобщем кап. ремонт обеспечен. Завели, запомнили его работу и начали готовиться к разбору.
Снял бак, сразу бросились в глаза разные катушки.
Теперь по накатанной схеме)) Начинаю с передка.
Радует комплектность мотоцикла и наличие всех оригинальных деталей, это очень облегчает жизнь и исключает долгие поиски.
Ну всё, перед почти разобран. Вилка, конечно же, пробита, зато перья не гнуты и не заржавели.
Вилка, конечно же, пробита, зато перья не гнуты и не заржавели. Ещё бы они заржавели под слоем масла)) Я даже помню, где мы пробили вилку. Когда одним летом поехали купаться, то не заметили и бааах, и усё, стаканы стали пропускать.
Теперь можно снимать двигатель.
Когда начал его откручивать, оказалось, что передние крепления толком не затянуты. А когда снял правую крышку, то приводная звезда хлябала, а цепь была очень сильно прослаблена.
Нуу всё, слез с рамы)) Скоро будем тебя лечить.
Осталось совсем немного. Как-то быстро всё разобрал… Ну дак, долго ли умеючи) А сзади ещё 3 двигателя от других Юпитеров. Интересный сезон. В том году присылали почти только планеты и 2 юпитера, а сейчас наоборот одни юпитера и 1 планета. Сейчас в гараже лежит 5 двигателей от Юпитера не включая этого и ещё один на подъезде из Сыктывкара. С ума сойти.
Ох, гофрам конец… Снова везде грязь, начинает вылазить ржавчина в некоторых местах.
Амортизаторы износились, а стаканы немного ржавеют. Вообще появилась идея отдать некоторые детали на химическую металлизацию, чтобы придать им вид. Таких деталей не так много, но когда мотоцикл будет собран с ними, то вид сразу преобразится. И это дешевле, чем отдавать на гальванику.
Проводки нет, теперь остаются сущие мелочи. Радует, что рама целая и нигде не надо ничего варить. А то всякое бывает.
А вот проблема болтающегося заднего колеса. При странных обстоятельствах тут не было втулки, которая ставится в стопорный болт декоративной накладки. Тут ни сальника ни втулки…
Всё снятое складываем в отельные ящички. Проводку и всё, что с ней связано в один ящик, все чёрные небольшие детали в другой. И так же с крепежом и другими мелочами.
Процесс разборки закончен. Как-то всё быстро на этот раз. Мгновенно мотоцикл стал разобранным конструктором и нашёл временное пристанище.
Так вот и получился ещё один проект на зиму, и теперь их уже 2. А какой второй? Расскажу чуть позже. Даже не передать словами, как я рад, что мотоцикл попал ко мне и будет восстановлен. Он мне дорог почти так же, как мой первый мотоцикл. Ведь именно на них мы раньше катались и они нас никогда не подводили. Ну что, ж удачи нам)) На данный момент уже все детали готовятся в покраске и вскоре начнётся сборка ходовой части, переборка амортизаторов и вилки, а так же ремонт двигателя — обо всём этом в следующей части.
На этой ноте прощаюсь с вами, всем без проблем откатать сезон, поставить своих коней на зимнюю спячку. До скорых встреч)))
Размер втулки шатуна иж юпитер 5
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.
7. Снимаем головку.
8. Накидным ключом на 14 мм отворачиваем четыре гайки крепления цилиндра к картеру.
9. Снимаем гайки с пружинными шайбами.
10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.
13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.
Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
17. Аналогично осматриваем резьбу отверстия под декомпрессор.
При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.
19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.
20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.
21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.
При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.
23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).
24. Снимаем поршень.
25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.
26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Если принято решение о замене деталей, то следует подобрать поршень и кольца к цилиндру и поршневой палец к поршню.
В запасные части поставляются "номинальные" поршни и цилиндры четырех размерных групп:
Диаметр цилиндра, мм
Диаметр поршня, мм
Кроме того, выпускаются ремонтные поршни и поршневые кольца двух размерных групп, предназначенные для установки в расточенные и отхонингованные цилиндры:
Диаметр поршня, мм
Диаметр цилиндра, мм
Маркировка поршневых колец нанесена на их упаковке. Диаметр обработанного цилиндра должен быть на 0,05-0,07 мм больше диаметра поршня соответствующей группы.
При сборке следует использовать поршень и цилиндр одной группы. Маркировка группы нанесена клеймением на днище поршня и фланце цилиндра под карбюратором.
Новый поршневой палец перед сборкой следует отполировать пастой ГОИ или подобным средством до зеркального состояния (на заводе этого почему-то не делают). Это увеличит ресурс и надежность работы двигателя.
При сильном износе бронзовой втулки шатуна ее следует выпрессовать и заменить. Втулку можно изготовить из бронзы БрАЖМцЮ-3-1,5 или оловянистой бронзы (но не латуни!) по приведенному эскизу.
Втулка верхней головки шатуна
1. Собственно сборку начинаем с установки поршневых колец на поршень (с помощью полосок из пластиковой бутылки). Одно из колец имеет покрытие пористым хромом (оно более светлое), устанавливаем его в верхнюю канавку.
2. Смазываем зеркало цилиндра и боковую поверхность поршня с кольцами тонким слоем пластичной смазки с дисульфидом молибдена или моторным маслом. Смазываем также паронитовую прокладку под цилиндр.
3. Вставляем поршень снизу в цилиндр до отверстия под поршневой палец и ориентируем его меткой вперед по ходу движения мотоцикла (в сторону выхлопных окон, или окна при однотрубном варианте выпускной системы двигателя).
4. Наживляем поршневой палец до выхода пальца из бобышки поршня. Смазываем моторным маслом отверстия в бобышках поршня и в шатуне.
5. Уложив прокладку под цилиндр, поднимаем его и аккуратно совмещаем отверстие в поршне с отверстием в шатуне. Легкими ударами загоняем палеи в поршень до нужного положения и стопорим его с обеих сторон кольцами.
6. Дальнейшая сборка выполняется в последовательности обратной разборке. На резьбу шпилек крепления цилиндра и головки наносим немного смазки. Гайки крепления головки затягиваем постепенно, крест-накрест.
После замены (ремонта) цилиндра, поршня или поршневых колец двигатель необходимо подвергнуть обкатке.

Когда в 2009г я перебирал мотор, в него были установлены новые вала фирмы "Мотомир". Конструкция головок шатуна у советских и этих отличалась. В советском был пропил а тут высверлено отверстие. Ну да и ладно сказал я себе тогда. В те времена знаний было ещё не так много, да и искра доработок не разгорелась в тот пожар, что бушует сейчас.
Когда разбирал мотор для доработки поршневой обнаружил слегка посиневшие пальцы. При детальном осмотре головки шатуна оказалось, что в шатуне просверлено отверстие диаметром 4мм, а во втулке отверстие 2мм.
(На фото я уже увеличил отверстие во втулке, до этого оно было в 2 раза меньше чем основное)

Вспомнились шатуны с пропилом. Увеличением отверстия во втулке решил не ограничиваться. Сделал разметку и хоть в оригинале пропилы смотрят в одну сторону мне почему то захотелось развести их порознь. Приобрёл 125й диск на болгарку толщиной 1мм, но план не удался. Внешний диаметр слишком большой и достаточно углубиться не получается. 
В ход пошли маленькие диски из набора гравировальной машинки с гибким валом. Но и они оказались слегка великоваты. Пришлось их немного уменьшать на точильном камне.
Затем пропиливаем отверстия на пару мм в стороны.
Не забываем закрыть камеру кривошипа тряпочкой, иначе срань там, грязь и прочие пакости.

Заусенцы и шероховатости убираем алмазными шарошками. В верху головки делаем треугольное углубление, чтоб затекало лучше, да побольше. И зашлифовываем наждачными кругами на насадке шлиф машинки. 
На выхлопе получаем это.

Далее изготавливаем прокладки. Впрочем это уже совсем другая история.
Более менее ровно вручную можно сделать только если вращать развертку вдумя руками (типа как плашкой при нарезке резьбы) и меняя стороны шатуна.
_________
Нас невозможно сбить с пути, нам пофигу, куда идти!
"но стоит только совместить 2 шатуна и вставить пальцы не в какую не идут т.е. соосность нарушена."
Если я правильно понял, то вставляя палец в один шатун, выходя из него, в другой не входит. Интересный вопрос, раньше не задумывался. А если, на предпоследних проходах(при чём настолько "крайне мало", чтобы не было необходимости зажимать в тисках) в один приём оба шатуна проходить?
Живу не так уж далеко от Екб, у нас в магазинчике продаются уже "почти" развёрнутые втулки, но, конечно, разворачивать их нужно, и причём прилично. Разворачивал без всяких станков, одной рукой держу шатун, другой кручу ключом развёртку, держу ключ так, чтобы держать ещё и развёртку ))))
Вроде всё нормально, не первый раз так разворачиваю. А так про: "но стоит только совместить 2 шатуна и вставить пальцы не в какую не идут т.е. соосность нарушена." тоже не замарачивался никогда =))))
Как поменять кольца ИЖ Юпитер.
Подскажите пожалуста купил упитер 5. Пробег родной 2500 . Стоял больше 15 лет с залитым маслом в целиндрах. Тянет хорошо заводится тоже но когда снял колени вижу нагар на поршнях и стенки черные. В правом чуть дзвон. Стоит розберать. И чистить нагар. Или лучше не лесть.
Можно снять головки и почистить нагар.
Подскажите а колени с глушителями подходят от планеты на юпитер с цилиндрами под гайки,и наоборот?
Думаю подходят. Но это не точно.
поставь поршня правильно стопорами на выхлоп стрелкой на карбюратор
@МИШКА ГАММИ на иж юп 5 замками на выхлоп
@Aleksandr Bashkatov для тех кто 20 лет отъездил с свои 15-16 лет Объясняю, если ты поставишь поршень замком к выхлопу то замок попадет в окно, ищи информацию в интернете СЫНОК, нужно смотреть не на стрелки а на замки, замок не должен попадать в окна цилиндра
@Aleksandr Bashkatov Какой я тебе сынок, мне по барабану сколько ты там отъездил , 20 лет отъездил и нихрена не понимаешь еще и советы даешь кому то, молодец
МИШКА ГАММИ посмотри на поршня как они стоят замками к карбу потом сюда пиши неуч бояры я на них20 лет отьездил и знаю его до болта учись сынок
Зачем ты что то кому то советуешь если сам не разбираешься ? Не хочу тебя обидеть просто из за таких людей как ты в интернете много не правильной информации, после чего страдают молодые ребята которые только начинают заниматься техникой.
как он будет ехать поршня постав правильно
Ни разу щупом не пользовался,снимаю пальцами на разжим, и также натягиваю,осторожно конечно,за 30 лет ни одного не сломал.
поставил зажигание бесконтактное, неделю покатались и пиздец,искра слона убьет, зажигание стоит правильно но не заводится, только один гаршек схватывает,может это быть из за колец (компрессии)?, мотоцикл Юпитер 4 ,прошло тыс 25 , состояние еле живое ,бедолага нужен чтобы возить прицеп с лодкой до речки в деревне да за дровами,весь мозг мне вынес,причем не стал заводится резко,мусор вывезли,заглушили и всё , началось мозгоебство
@Вася Петя А как он мог дистанционно увидеть что происходит в Вашем мотоцикле, тем более внутри? Ленивые люди, однако, пошли..
@ГАРАЖ 52 ага бля ,вот ты спец , кольцо обломало на правом цилиндре ,какие нахуй свечи,ржу немогу над блогерами которые нихрена не понимают
Как поменять кольца на иж юпитер 5
Выписывал кольца для Восхода с поршнем от мотоцикла ИЖ Юпитер 0-р 62,25
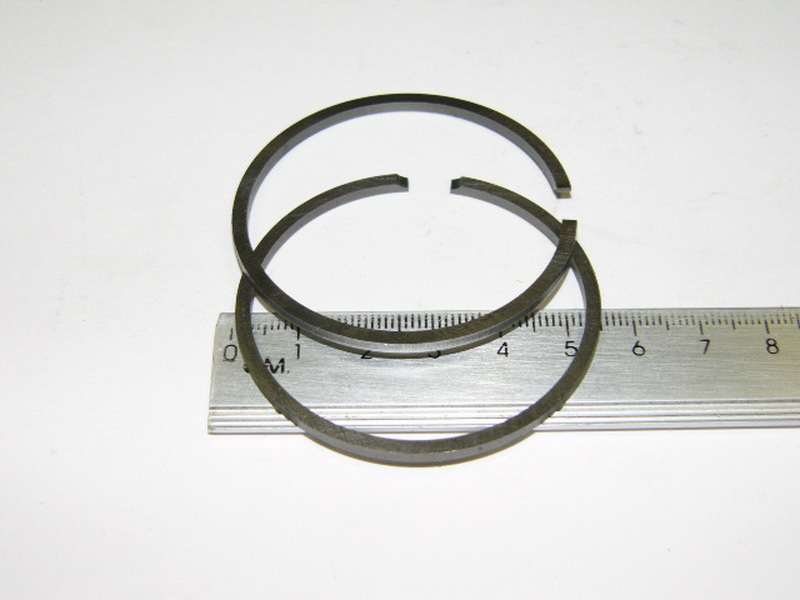
Прислали несколько комплектов, одни были по-видимому из трубы нарезаны, с маркировкой 62,25, другие, того же диаметра со пиленными уголками, рабочая поверхность глянцевая, качество колец визуально было определено - отличное
Вопрос: как называется этот запил на кольцах и чем глянцевые кольца отличаются от других?
Стоит ли ставить не глянцевые кольца, рабочая поверхность которых матовая?
Если оба вида колец положить на стол, то визуально они похоже, маркировка того же размера и в том же месте, единственное отличие - это на одних острые углы и рабочая поверхность матовая, на вторых рабочая поверхность глянцевая и уголки обточены.
Сравинте:
- - которые установлены, глянцевые, они вроде даже из другого металла, т.к. на сгиб плотнее.
-
-
- 
sysambar,
а) Термин "кольца Юпитер-Восход" неприменим в принципе, так как кольца имеют разную высоту, соответственно применять ни Восходовские кольца на Юпитер, ни наоборот нельзя. Если у тебя поршень Юпитер - кольца нужны Юпитер, не иначе.
б) Спиленные уголки называются фасками, они нужны для более щадящей для цилиндра работы колец. Кроме того, это косвенный признак хорошего изготовителя (мой опыт подсказывает, что кольца с фасками прилегают к поверхности цилиндра в 100500 раз лучше, чем кольца без фасок, валяющиеся в магазинах).
Вывод - ставить однозначно стоит кольца со спиленными уголками..
Когда судьба подарит шанс, используй его весь,
Чтобы иметь тёлок, деньги и Мерседес!
Когда судьба подарит шанс, используй его весь,
Чтобы иметь тёлок, деньги и Мерседес!
Откуда у Вас такие сведения, не могу найти, всегда считал, что одинаковые, дело в том, что зазора у меня небыло 0,1 мм, было около 0,25 если мне память не изменяет
Кстати вроде 0,1 - допустимый, но предельный видимо.
Перед установкой колец на поршень следует проверить зазоры в замке. Для этого кольцо вставляют в цилиндр на расстоянии 25 - 30 мм от верхнего торца, устанавливают его без перекоса с помощью поршня и щупом замеряют зазор (он не должен превышать 1,5 мм). При большем зазоре кольцо желательно заменить новым.
Перед установкой новых колец необходимо проверить соблюдение следующих условий:
1. По высоте кольцо должно утопать в канавке поршня на 0,1 - 0,35 мм. Для проверки рекомендуем вставить кольцо в канавку наружной стороной и прокатить по ней. При этом не должно быть заеданий, а боковой зазор допускается в пределах 0,05 - 0,1 мм, т.е. лезвие безопасной бритвы, как правило, не должно проходить в зазор. При наличии зазора, превышающего 0,1 мм, кольцо бракуется. В случае заедания кольцо следует опилить напильником, закрепив на гладкой доске гвоздями без шляпок.
2. Величина зазора в замке должна составлять 0,2 - 0,3 мм, что проверяется при установке кольца в цилиндр. Если зазор меньший или кольцо не входит в цилиндр, следует подпилить торцы, обязательно оставляя канавку под штифт. Новые кольца с зазором более 0,4 - 0,5 мм устанавливать нежелательно.
sysambar, сведения из чертежей поршней. Если у тебя не было зазора 0,1, значит тебе попались плохо сделанные поршни/кольца. Кольца без фасок (с острым уголком) делают очень коряво. А если у тебя был защор 0,25 - то это вообще полный ппц
p.s. 0.25. У меня такое ощущение что ты говоришь про стыки кольца. Вот рисунок, поясняющий, какие зазоры затрагиваются при попытке установить юпитерские кольца в восходовский поршень.
Какие-то не технические термины приводятся в этой выдержке. Например, слово "утопать".
Вот как это всё выглядит. Рассмотрим ситуацию, когда большой зазор между высотой канавки и высотой кольца (0,1мм это большой зазор).
Мы знаем, что поршень ходит в мотоцикле вверх-вниз. Происходит постоянная смена направления 2 раза за один оборот. При малых зазорах поршень при смене направления движения практически не оставляет кольцу места, едва его "отпустил" один торец канавки, его уже толкает другой. Износ канавок протекает медленно. Что же происходит при большом зазоре? При смене направления движения (скажем, с "вверх" на "вниз" прерывается контакт с верхним торцом, а нижний ещё не подхватывает. Кольцо оказывается между канавками. Уже здесь появляется дефект в плане чрезмерного смещения кольца, если рассмотреть в масштабе, то оно встаёт не горизонтально, а диагонально. Уменьшается площадь соприкосновения с цилиндром. И компрессия соответственно. Но это не страшно. Страшнее то, что при смене направления будет происходить удар кольца о канавку, что через несколько тысяч пробега (если очень очень повезёт) разобьёт эту канавку, штифт. Там и до клина недалеко.
Зазор поршневого кольца в канавке должен быть 0,075. 0,102 мм.
Когда судьба подарит шанс, используй его весь,
Чтобы иметь тёлок, деньги и Мерседес!
Читайте также: