
Как снять коленвал на камазе
Добавил пользователь Дмитрий К. Обновлено: 05.10.2024
Как снять коленвал на камазе
МОЙКА ДЕТАЛЕЙ ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 38,0 чел. мин
42. Промыть снятые детали двигателя в установке моющими растворами типа РЭС и обдуть промытые детали сжатым воздухом. (Установка для мойки деталей мод. 196 М, пистолет мод. С-417)
ДЕФЕКТОВКА ДЕТАЛЕЙ ДВИГАТЕЛЯ КамАЗ-740
43. Продефектовать снятые детали двигателя. Дефектовку производить согласно карты дефектов-ки № 1.3.
РАЗБОРКА КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 19,0 чел. мин
44. Установить коленчатый вал в сборе на стенд для разборки. (Верстак слесарный, стенд для разборки коленвала, кран-балка, подвеска).
45. Разогнуть усики замковых шайб 23 (Рис. 12), отвернуть болты 24 крепления с шайбами, шайбы 3 носка коленчатого вала и снять с коленчатого вала 8 шайбу 3 носка коленвала. (Зубило, молоток, головка сменная 17 мм, ключ с п. к.).
46. Разогнуть усики замковых шайб 25, отвернуть болты 2 крепления с шайбами полумуфты отбора мощности и снять с коленчатого вала 8 полумуфту 1 отбора мощности. (Зубило, молоток, головка сменная 13 мм, ключ с п. к., съемник полумуфты отбора мощности).
47. Спрессовать съемником (Рис. 16) с шейки переднего конца коленчатого вала 8 (Рис. 12) одновременно передний противовес 4 коленчатого вала и ведущую шестерню 5 привода масляного насоса. (Съемник И 801.01.000).
48. Спрессовать с шейки заднего конца коленчатого вала одновременно задний противовес 12 коленчатого вала и распределительную шестерню 11 коленвала в сборе с маслоотражателем 10. (Съемник И 801.01.000).
49. Выпрессовать сегментные шпонки 21 и 9 с шеек переднего и заднего конца коленчатого вала. (Зубило, молоток).
50. Выпрессовать из отверстий шатунных шеек коленчатого вала заглушки 7 шатунных шеек. Установить в заглушку оправку с шипом и пробить отверстие в донышке, одновременно осадив заглушку вниз на 4—5 мм; захватить заглушку крючком через отверстие и выбить. (Оправка, молоток, крючок).
51. Вывернуть из масляного канала переднего конца коленчатого вала ввертыш 22. (Отвертка 10,0 мм).
52. Выпрессовать подшипник из гнезда заднего конца коленчатого вала. (Съемник).
53. Выпрессовать установочные штифты 6 из отверстий переднего и заднего конца коленчатого вала. Работу выполнять при необходимости замены установочных штифтов. (Съемник штифтов).
54. Спрессовать маслоотражатель 10 с распределительной шестерни 11 коленчатого вала. (Оправка 7853-4084, молоток).
55. Снять коленчатый вал со стенда. (Кран-балка, подвеска, стенд).
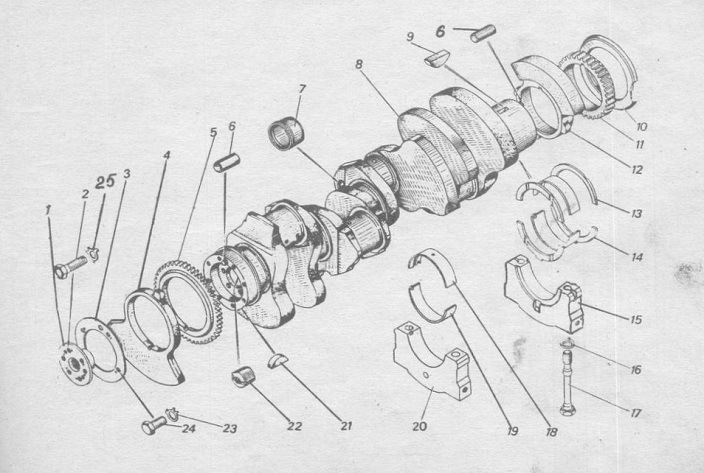
Рис. 12. Коленчатый вал:
1 — полумуфта отбора мощности; 2 — болт крепления полумуфты; 3 — шайба носка коленчатого вала; 4 — передний противовес коленчатого вала; 5 — шестерня ведущая привода масляного насоса; 6 — штифт; 7 — заглушка шатунной шейки; 8 — вал коленчатый; 9 — шпонка сегментная; 10 — задний маслоотражатель; 11 — распределительная шестерня коленчатого вала; 12 — задний противовес коленчатого вала; 13 — верхнее полукольцо упорного подшипника; 14 — нижнее полукольцо упорного подшипника; 15 — задняя крышка подшипника коленчатого вала; 16 — шайба; 17 — болт крепления крышки подшипника; 18 — верхний вкладыш подшипника; 19 — нижний вкладыш подшипника; 20 — крышка подшипника коленчатого вала; 21 — шпонка сегментная; 22 — ввертыш коленчатого вала; 23, 25 — шайба замковая; 24 — болт
Как делается ремонт и балансировка коленвала КамАЗ

Устройство
Устройство коленчатого вала КамАЗ включает в себя такие детали:
- Шатунные и коренные шейки, которые связаны между собой. У шеек шатунного типа меньший диметр. Они используются в качестве опоры.
- Противовес. Помогает уравновесить вес поршневой части и шатунов.
- Колено. Оснащено одной шатунной шейкой, которая находится между двумя щетками.
- Подшипники скольжения. Дают возможность шатунам в шейках и в механизме коленвала вращаться.
- Хвостовик, на который устанавливается маховик для отбора мощности с коленчатого вала.
- Фланец и щетки.

Разница между коленвалами КамАЗ разных моделей заключается в используемом материале изготовления (чугун или сталь), а также в количестве шатунных шеек.
Размеры и другие характеристики
Параметры и технические показатели коленчатого вала КамАЗ:

Сколько стоит
Цены коленвалов на рынке имеют сильный разброс:
- средняя цена нового коленвала составляет 35000 рублей;
- бу коленвал стоит в среднем 20000 рублей (цена зависит от состояния запчасти);
- китайский коленвал стоит 15000-30000 рублей (в зависимости от качества сборки).
Не рекомендуется покупать запчасти китайской сборки, так как их установка может привести к поломке автомобиля.
Внимание! В Москве участились случаи продажи китайских запчастей под видом оригинальных. Будьте внимательны при покупке, сверяйте все технические характеристики изделия.
Разновидности коленвалов Камаз
За последние годы ассортимент коленвалов, которые выпускает kamaz, существенно расширился. Сейчас заводом выпускаются дизельные и экологически чистые газовые двигатели, которые отвечают европейским стандартам качества. Для каждого из двигателей есть несколько видов коленвалов.
Коленвалы от разных двигателей иногда являются взаимозаменяемыми, а иногда нет. На сегодняшний день компания Камаз не предоставляет четких инструкций по разновидностям коленвалов, отсюда у владельцев большегрузов обычно возникает путаница по поводу того, какой коленвал нужен именно для его марки каmaза. Для решения этой проблемы ниже представлено описание коленвалов:
- их особенности;
- отличия друг от друга;
- возможности использования с разностандартными моторами.
Коленвалы, отвечающие стандарту Евро-0
К моторам, созданным по стандарту Евро-0, можно отнести стандартные дизельные движки большегруза 740.10 и двигатели обновленной версии 7403.10, 7408. Для производства коленвалов для этих моторов используется сталь стандарта 42ХМФА, которая прошла специальную обработку хромом и молибденом, и покрыта алюминием. Закаливание материала производства происходит высокочастотными токами на глубину 3 миллиметра. коленвалы имеют специальные заглушки. Такая модель коленвалов сейчас снята с производства.
Коленвалы, работающие для стандарта Евро-1
К двигателям, созданным по этому стандарту, можно отнести движки большегруза серии 740.11-240 и -260. Конструкция коленвалов этой серии не предусматривает заглушек. Сделаны они из металла стандарта 42ХМФА. Закаливание металла, как и в предыдущей модели, происходит с помощью ТВЧ, масленичные каналы имеют косую конструкцию. коленвалы этой серии имеют только один вид строения. Также на моторы этого стандарта подходят запчасти от КАМАЗа 740.
Коленвалы двигателей стандарта Евро-2
Двигатели, которые отвечают стандарту Евро-2, имеют различные радиусы кривошипа. Именно поэтому виды коленвалов для различных радиусов имеют серьезные отличия.
Диаметр кривошипа двигателей Камазов составляет 60 мм (R65). На них устанавливаются 2 типа коленвалов, которые отличаются друг от друга видом присоединения маховика:
- маховик закрепляется на 8 отверстиях, тип болтов при этом М14;
- маховик закрепляется на 10 отверстиях, тип болтов при этом М16.
2 типа деталей не могут заменять друг друга.
Радиус кривошипа двигателей Камаза также может составлять (тип кривошипа можно посмотреть на своих деталях) 65 мм. Для них подходят коленвалы, в которых маховик крепится 10 болтами М16. Детали взаимозаменяемы, но есть отличия в способе упрочнения:
- закаливание с помощью ТВЧ;
- упрочнение азотированием.
Коленвалы для стандарта двигателей Евро-3
Двигатели, которые отвечают стандарту Евро-3, достаточно малочисленны. Радиус кривошипа этих двигателей составляет 65 мм. При этом крепление маховика может быть выполнено по стандартной схеме на 8 или 10 болтов. Изделие закаляется токами высокой частоты. Их можно заменить другими коленвалами стандарта Евро-2 (которые также прошли обработку ТВЧ).
Для всех коленвалов способ крепления маховика находится в зависимости от вида установленного сцепления в автомобиле. При классической комплектации используется крепление маховика на 8 болтах М14. На новых моделях комплектации используется соединение маховика на 10 болтов М16.
Ремонтные работы
Неисправности коленчатого вала КамАЗ и способы их устранения:
- Повреждение коренных или шатунных шеек, деформация посадочных мест. В этом случае рекомендуется отшлифовать детали под ремонтный размер, нанести покрытие электродуговой наплавкой, приварить электроконтактную ленту.
- Износилась резьба на маслосъемном кольце. Необходимо углубить резьбу при помощи резца и отшлифовать шейку.
- Дефект шпонки, посадочного места и шарикоподшипника. В этом случае следует выполнить фрезерование под увеличенные параметры шпонок, сделать наплавку с последующей фрезеровкой шпонки, запрессовать втулки.
- Повреждение отверстий, предназначенных для крепежных штифтов маховика. Нужно сделать развертывание деталей под ремонтный размер.

Как снять подшипник
Чтобы с коленчатого вала снять подшипник, необходимо:
- Снять все узлы транспортного средства, которые мешают получить доступ к коленвалу.
- Убрать блок силового агрегата на стенд, который используется для ремонта двигателя.
- Снять маховик. Для комфортной работы на венец маховика рекомендуется установить фиксирующее устройство. Перед снятием положение механизма относительно блока мотора отмечают, а также делают маркировку, в какой последовательности были установлены крепежные болты.
- Убрать поддон картера и насос для масляной жидкости.
- Крышки подшипников и сами шатуны демонтировать. Их нужно снимать вместе с поршнями.
- Снять коленвал.
- Очистить посадочные поверхности.
- Снять подшипник.
Как отбалансировать
Порядок действий при балансировке:

Как установить
Установка вала коленчатого включает в себя следующие действия:
- Демонтаж крышки коренных подшипников из блока цилиндров.
- Откручивание стяжных и крепежных болтов.
- Подбор вкладышей коренных подшипников в соответствии с диаметром коренных шеек.
- Подбор колец упорного типа.
- Проверка вкладышей.
- Установка верхних вкладышей подшипников в цилиндрический блок, затем нижних и их смазка.
- Установка коленвала в транспортное средство.
- Установка головки шатуна.
- Прикручивание нижних и верхних полуколец.
- Чистка и смазка резьбы в отверстиях блока.
- Проверка момента затяжки болтов.
- Осмотр упорного подшипника на наличие зазора.
Сопротивление во время затяжки болтов должно нарастать без рывков, плавно.
Ремонт двигателя (часть первая)
До истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и выпускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси.
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер;
трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно приложению 9;
неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
не подгибайте шпильки при надевании на них деталей.
Рекомендации по снятию, установке и дефектовке деталей и узлов двигателя.
Для снятия шестерни привода топливного насоса в сборе с валом:
-выверните четыре болта крепления компрессора и снимите компрессор;
-выверните три болта крепления насоса гидроусилителя руля и снимите насос;
-ослабьте затяжку стяжного болта 10 (рис. Установка угла опережения впрыскивания топлива двигателя 740.13-260) или 6 (рис. Установка угла опережения впрыскивания топлива двигателей 740.11-240 и 740.14-300).
-снимите корпус заднего подшипника в сборе с манжетой;
-снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. Снятие шестерни привода ТНВД в сборе с вапом ).
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала.

Снятие шестерни привода ТНВД в сборе с валом
Для снятия гильзы цилиндра съемником 801.05.000 (рис. Снятие гильзы цилиндров съемником ) сложите захват вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.

Снятие гильзы цилиндров съемником: 1 - винт; 2 - рукоятка; 3 - корпус; 4 - опора; 5 - гильза; 6 - захват.
Для снятия картера маховика:
-снимите компрессор (см. выше);
-снимите насос гидроусилителя руля (см. выше);
-выверните три болта и снимите рым задний;
-снимите скобы крепления трубки отвода топлива от форсунок;
-выверните болт крепления масляного щупа;
-выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. Снятие маховика монтажными болтами );

Снятие маховика монтажными болтами
-выверните болты крепления картера маховика, снимите картер.
При установке картера маховика, для предохранения манжеты уплотнения хвостовика коленчатого вала, используйте оправку (рис. Оправка манжеты для установки картера маховика) : при этом манжету обильно смажьте моторным маслом.

Оправка манжеты для установки картера маховика
Для ремонта коленчатого вала, блока и шатуна предусмотрено семь ремонтных размеров вкладышей (см. приложения 1 и 2). Обозначение вкладышей нанесено на его тыльной стороне.
Для снятия и разборки шатунно-поришевой группы:
-снимите головку цилиндра (см. «Механизм газораспределения»);
-удалите нагар с верхнего пояса гильзы;
-снимите крышку нижней головки шатуна съемником (рис . Снятие съемником нижн е й головки шатуна );
-извлеките поршень в сборе с шатуном из цилиндра;
-снимите поршневые кольца приспособлением (рис. Снятие поршневых колец съемником И801.08.000);
-выньте стопорные кольца из бобышек поршня щипцами И801.23.000;
-нагрейте поршень в масляной ванне до температуры 80 - 100°С;
-выньте поршневой палец.
При сборке и установке шатунно-поришевой группы:
-компрессионные кольца устанавливайте конической поверхностью (с клеймом ВЕРХ) к днищу поршня, на двигателях 740.13-260 и 740.14-300 верхнее кольцо устанавливается так, чтобы внутренняя выборка была расположена со стороны днища;
-маслосъемные кольца устанавливайте так: сначала встаньте в канавку пружинный расширитель, затем наденьте маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца; смежные кольца направьте замками в противоположные стороны;

Снятие съемником нижнем головки шатуна

Снятие поршневых колец съемником И801.08.000: 1 - поршень; 2 - кольцо; 3 - съемник
-поршень и шатун при сборке устанавливайте так, чтобы выточки А под клапаны в днище поршня и паз В в шатуне под замковый ус вкладыша были на одной стороне (см. рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров ):
-не запрессовывайте палец в холодный поршень;
-при установке поршня в цилиндр предварительно вставьте его в обойму И801.00.000 (см рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров );
-индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы, если не было замены поршня. Выточки под клапаны на днище поршня смести те в сторону развала блока цилиндров. Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.

Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров: 1 - поршень; 2 - обойма И801.00.01; 3 - гильза цилиндра
Для снятия коленчатого вала демонтируйте:
-шатунно-поршневую группу (см. выше);
-переднюю крышку блока с гидромуфтой в сборе;
-масляный насос с маслозаборником в сборе;
-крышки коренных опор;
-снимите коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель: совместите метки на шестернях привода агрегатов;
-обеспечьте соответствие размеров вкладышей размерам шеек вала;
-установите полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (см. рис. Установка полуколец упорного подшипника коленчатого вала );
-проследите за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (см. рис. Установка крышек коренных опор )
-номера начинаются от переднего торца;
-болты крепления крышек коренных подшипников и стяжные болты блока затягивайте в такой последовательности:
1 Очистите от грязи резьбу в отверстиях блока и на болтах, смажьте моторным маслом резьбу на болтах, избыток масла удалите.
2. Установите по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
3. Вверните с установкой шайб 16x3 болты M16 крепления крышек, обеспечив предварительный момент затяжки 95-120 Н.м (9,6 - 12 кгс.м).

Установка полуколец упорного подшипника коленчатого вала: 1 - полукольцо; А - канавка.
4. Затяните окончательно болты крепления крышек, обеспечив момент затяжки 275-295 Н.м (28 - 30 кгс.м)
5. Вверните и затяните стяжные болты блока, обеспечив момент затяжки 147-167 Н.м (15-17 кгс.м). При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа. По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.

Установка крышек коренных опор: 1 - порядковый номер на крышке коренной опоры
Примечание: В переходный период освоения выпуска в составе двигателя может быть использован блок цилиндров с привертными направляющими толкателей, с втулками распределительного вала увеличенной размерности, без увеличенных маслоканалов, с моментами затяжки болтов крепления крышек коронных подшипников:
-предварительная затяжка - 95-120 Н.м (9,6-12 кгс.м);
-окончательная затяжка - 206-230 Н.м (21-23.5 кгс.м);
-стяжные болты затягиваются моментом 81-91 Н.м (8.2-9.2 кгс.м).
Для разборки и сборки коленчатого вала:
снимите передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000. Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (см. рис. Сн ятне шестерни и заднего противовеса коленчатого вала съемником ) заведите за край шестерни противовеса и зафиксируйте стопорами 5. Винт 3 через наконечник 2 уприте в торец коленчатого вала и, вращая рукоятку 6, вверните винт 3 в траверсу 4 до полного снятия шестерни.

Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. Снятие шестерни и заднего противовеса коленвала. ) на наконечник 3 установите наконечник 2 и снимите шестерню аналогично снятию шестерни коленчатого вала;

Снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала: 1 - захват; 2 - наконечник; 3 - винт; 4 - траверса; 5 - стопор: 6 - рукоятка.
-перед сборкой очистите маслоподводящие отверстия от отложений;
-промойте вал и продуйте каналы сжатым воздухом;
Примечание: при применении нового коленчатого вала необходимо вывернуть ввертыш, промыть вал, продуть каналы сжатым воздухом.
Сборку коленчатого вала производите в обратной последовательности, перед напрессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагревайте до температуры 105 °С.
РАЗМЕРЫ ДЕТАЛЕЙ, мм

Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
-слейте охлаждающую жидкость из системы охлаждения двигателя:
-выверните болты крепления выпускного коллектора и снимите коллектор;
-выверните из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы,
-ослабьте крепления этих же болтов на других головках с целью получения необходимого зазора для снятия *;
* Для снятия головок цилиндров правого ряда предварительно снимите с двигателя компрессор.
-снимите соединительный патрубок впускных воздухопроводов;
-отсоедините от головки все трубопроводы и защитите их полости от попадания пыли и грязи;
-снимите форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
-ослабьте болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис. Последовательность затяжки болтов крепления головки цилиндра ), затем выверните их;
-снимите головку цилиндра с двигателя.

Последовательность затяжки болтов крепления головки цилиндра
При установке головки цилиндра обратите внимание на правильность монтажа прокладок. Болты крепления головки цилиндра затяните в три приема в последовательности, указанной на рис. Последовательность затяжки болтов крепления головки цилиндра . После затяжки болтов проверьте и, если необходимо, отрегулируйте тепловые зазоры между клапана ми и коромыслами.
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (см. рис. Разборка головки цилиндра в приспособлении И801.06. 000 ):
-установите на основание головку блока цилиндров так, чтобы штифты вошли в штифтовые отверстия головки;
-вращая вороток 2, вверните винт 1 и тарелкой 3 отожмите пружины клапанов;
-снимите сухари и втулки;
-выверните винт 1 из траверсы, снимите тарелку и пружины клапанов;
-выньте впускной и выпускной клапаны.

Разборка головки цилиндра в приспособлении И801.06.000: 1 - винт; 2 - вороток; 3 - тарелка; 4 - штифт.
Размеры клапанов приведены в табл. «Клапаны».
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом.

Размеры клапанов: А - длина направляющей; В - высота седла; Д - диаметр отверстия под седло; Д 1 | - диаметр тарелки; Д 2 - диаметр седла; Д 3 - диаметр стержня; Д 4 - внутренний диаметр направляющей; Д 5 - наружный диаметр направляющей; Д 6 - диаметр отверстия под направляющую; а - угол фаски седла; у - угол фаски клапана.
Для притирки клапанов:
-разберите клапанный механизм, как описано выше:
-приготовьте пасту из 1.5 частей (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0.5 части дизельного топлива. Перед применением притирочную пасту перемешайте (микропорошок способен осаждаться):
-нанесите на фаску седла клапана тонкий равномерный слой насты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением. Нажимая клапан, поверните его на 1/3 оборота, затем на 1/4 оборота в обратном направлении. Не притирайте клапаны круговыми движениями. Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1.5 мм (рис. Расположение матового пояска на седле клапана);
Ремонт коленвала автомобиля КАМАЗ, руководство

Коленчатый вал КАМАЗ, детали, запчасти (рис. 5.12):
1 — коленчатый вал в сборе; 2 — противовес передний; 3 — шестерня привода масляного насоса; 4 — ввертыш; 5, 19 — штифты; 6. 10 — шпонки сегментные; 7 — вал коленчатый; 8 — втулка; 9 — заглушка шатунной шейки; 11 — противовес задний; 12 — шестерня в сборе; 13 — шестерня; 14 — маслоотражатель задний; 15 — вкладыш подшипника верхний; 16 — полукольцо подшипника верхнее; 17 — манжета в сборе; 18 — фиксатор маховика в сборе; 20 — корпус фиксатора; 21 — пружина; 22 — фиксатор; 23, 34, 41 — болты; 24 — маховик; 25 — втулка установочная; 26 — кольцо пружинное упорное; 27 — обод зубчатый; 28 — маховик в сборе; 29 — вкладыш подшипника нижний; 30 — штифт установочный; 31 — шайба плоская; 32, 33 — болты стяжные; 35 — шайба; 36 — крышка подшипника; 37 — крышка подшипника передняя; 38 — полукольцо подшипника нижнее; 39 — полумуфта отбора мощности; 40 — шайба замковая; 42 — шайба носка; 43 — комплект вкладышей подшипников коленчатого вала
С шейки заднего конца коленчатого вала с помощью съемника И-801.01.ООО (рис. 5.16) спрессовывают задний противовес 11 (см. рис. 5.12) вместе с распределительной шестерней 13 и маслоотражателем 14, а с шейки переднего конца коленчатого вала — передний противовес 2 ведущей шестерней 3 привода маслянго насоса.

Снятие съемником И-801.01.000 шестерни заднего противовеса коленчатого вала (а), шестерни и переднего противовеса коленчатого вала (б) КАМАЗ, детали, запчасти (рис. 5.16):
1 — захват; 2. 9 — наконечники; 3 — винт; 4 — траверса; 5 — стопор; 6 — рукоятка; 7 — шестерня; 8 - задний противовес; 10 — коленчатый вал
Из шеек переднего и заднего кoнцов коленчатого вала выпрессовывают сегментные шпонки 6 и 10. Для выпресовки из отверстий шатунных шеек заглушки 9 в нее устанавливают оправку с шипом и пробивают отверстие в донышке, одновременно осадив заглушку вниз на 4. 5 мм, затем захватывают заглушку через отверстие крючком и выбивают.
Из масляного канала переднего конца коленчатого вала выкручивают ввертыш 4. Из гнезда заднего конца коленчатого вала с помощью съемника выпрессовывают подшипник. При необходимости замены установочных штифтов их также выпрессовывают с распределительной шестерни 13 спресовывают маслоотражатель 14 и снимают коленчатый вал со стенда.
Коленчатый вал и снятые детали моют и сортируют.
Коленчатый вал бракуют при наличии обломов, трещин на шейках, торце крепления маховика и поверхности под манжету, при радиальном биении средней коренной шейки относительно общей оси крайних шеек более 0,05 мм, длине шатунных шеек более 67,42 мм, а также при износе: шейки под заднюю манжету — до диаметра менее 104,0 мм; коренных шеек — до диаметра менее 92,989 мм; шатунных шеек — до диаметра менее 77,99 мм; торцов пятой коренной шейки под упорный подшипник — до размера более 36,58 мм; отверстия под подшипник первичного вала коробки передач — до диаметра более 52,02 мм; шейки под передни противовес и шестерню привода масляного насоса — до диаметра менее 52,02 мм; шейки под задний противовес и распределительную шестерню — до диаметра менее 105,045 мм; шпоночного паза под передний противовес и шестерню масляного насоса — о ширины более 6,01 мм; шпоночного паза под задний противовес и шестерню распределительную — до ширины более 8,01 мм.
При износе коренных и шатунных шеек по наружному диаметру менее предельного их восстанавливают под ремонтные размеры (табл. 5.1). Этим же способом устраняют и радиальное биение средней коренной шейки относительно общей оси крайних шеек, добиваясь биения не более 0,05 мм
Ремонтные размеры шеек коленвала КАМАЗ (табл. 5.1).
| Вид размера | Диаметр шейки коленчатого вала, мм | ||
| коренной | шатунной | ||
| Начальный (по рабочему чертежу завода-изготовителя) | 95-0.015 | 80-0.013 | |
| I ремонтный | 94,5±0,011 | 79,5±0,0095 | |
| II ремонтный | 94,0±0,011 | 79,0±0,0095 | |
| III ремонтный | 93,5±0,011 | 78,5±0,0095 | |
| IV ремонтный | 93,0±0,011 | 78,0±0,0095 | |
При износе торцов пятой коренной шейки под упорный подшипник до размера более 36,28 мм проводят обработку под ремонтный размер 36,5+ 0,05 мм.
Противовесы коленчатого вала (передний и задний) бракуют при наличии обломов, а также при износе отверстия под коленчатый вал до диаметра более 125,03 мм у переднего противовеса и более 105,70 мм — у заднего, ширине шпоночного паза более 6,08 мм у переднего противовеса и 8,11 — у заднего.
Распределительную шестерню коленчатого вала бракуют при наличии обломов, сколов на рабочих поверхностях зубьев, а также при износе: зубьев по толщине — до размера менее 4,35 мм; отверстия под коленчатый вал — до диаметра более 105,07 мм; шпоночного паза — до размера более 8,11 мм.
Полумуфту отбора мощности бракуют при наличии трещин или обломов, а также при износе посадочной поверхности до диаметра более 89,9 мм и шлицев по толщине (если боковой зазор в сопряжении с новым валом привода гидромуфты, измеренный щупом, превышает 0,25 мм).
После восстановления коленчатый вал устанавливают на стенд для сборки, продувают внутренние каналы и полости сжатым воздухом. Винт-заглушку 9 (см. рис. 1.2) вкручивают в масляный канал переднего конца коленчатого вала [момент затяжки 50. 60 Н*м (5. 6 кгс*м)]. Расстояние от конца вала до ввертыша должно быть не менее 56,5 мм.

Коленчатый вал в сборе КАМАЗ, детали, запчасти (рис. 1.2):
1 — передний противовес; 2 — шестерня привода масляного насоса; 3 — заглушка; 4 — задний противовес; 5 - ведущая шестерня; 6 — маслоотражатель; 7— коленчатый вал; 8 — втулка; 9 — винт-заглушка.
В гнездо заднего конца коленчатого вала запрессовывают подшипник. В отверстие переднего конца коленчатого вала запрессовывают штифт (если он был снят). Выступание штифта от торца переднего конца коленчатого вала составляет 7 мм. В пазы переднего и заднего концов коленчатого вала запрессовывают сегментные шпонки 6 и 10 (см. рис. 5.12). Маслоотражатель 14 напрессовывают на распределительную шестерню 13 коленчатого вала до упора в торец шестерни. Напрессовку шестерни 3 привода масляного насоса и переднего противовеса 2 на шейку переднего конца коленчатого вала, а также распределительной шестерни 13 в сборе с маслоотражателем и заднего противовеса 11 на шейку заднего конца коленчатого вала производят с предварительным нагревом напрессовываемых деталей в масле до 105 °С. Напрессовку ведут до упора в торец вала, совместив пазы в шестернях и противовесах с сегментными шпонками.
В отверстия заднего конца коленчатого вала запрессовывают установочные штифты (если они были сняты). Выступание штифтов от торца заднего конца коленчатого вала должно быть 10 мм. В отверстия шатунных шеек запрессовывают на глубину 0,5 мм заглушки 9 и развальцовывают их.
Для выполнения этих операций используют оправки (рис. 5.17). При установке втулок 8 (см. рис. 1.2) их необходимо ориентировать так, как показано на рисунке.

Оправки для установки заглушек в шатунных шейках коленчатого вала: а — для запрессовки; б — для развальцовки (рис. 5.17)
Герметичность заглушек коленчатого вала проверяют с помощью расходомера. Закрепив хомут, обеспечивающий герметичность коренной шейки коленчатого вала, устанавливают на проверяемой шатунной шейке прижим с воздушным шлангом и поворотом крана управления открывают доступ сжатого воздуха к проверяемой шатунной шейке. При давлении сжатого воздуха 0,6 МПа (6 кгс/см 2 ) утечка должна быть не более 15 см /мин. Проверку повторяют три раза.
Установив на коленчатый вал полумуфту 39 (см. рис. 5.12) отбора мощности, надевают на болты 41 замковые шайбы 40, завертывают болты [момент затяжки 35 . 45 Н*м (3,5. 4,5 кгс*м) и отгибают усы замковых шайб на грани головок болтов. Установив на коленчатый вал шайбу 42 носка коленчатого вала, надевают на болты замковые шайбы, закручивают болты и отгибают усы замковых шайб на грани головок болтов. Коленчатый вал в сборе снимают со стенда.
Новая редакция инструкции по установке и эксплуатации коленчатых валов КАМАЗ - смотреть видео
В применяемость валов коленчатых 740.62-1005020 упрочненных закалкой включены ТВЧ двигатели мощностью 320 л.с.: 740.51-740, 320.61-320. Добавлена комплектация 740.55-ТВЧ (1005008) для двигателей Евро-2 мощностью до сентябре л.с
В 320 2012г сняты с производства коленчатые 740 валы.50-1005020 упрочненные азотированием, взамен поставляется которых новая модель 740.701005020 с упрочнением двойным: закалка ТВЧ коренных и шатунных последующим с шеек азотированием (патент Ru 2231565). Номера единиц сборочных при этом не изменились.
Исключен из коленчатый номенклатуры вал 740.35-1005020 фактически не связи. В производившийся с этим аннулированы комплектации на базе 740 вала.35-1005020 (см таблицу 1).
Таблица замены комплектаций аннулированных коленчатого вала (Таблица 1).
Для коленчатых упрочнения валов могут быть использованы технологии следующие:
1. Азотирование на глубину 0, 25. 0, 3 мм, твердость упрочненного менее не слоя 600 HV (в настоящее время как вид отдельный упрочнения не применяется).
2. Закалка ТВЧ шатунных и коренных шеек, включая переходные галтели, на твердость 2, 5..5, 5 мм., глубину упрочненного слоя 52.62 HRC.
Комбинированное закалка: упрочнение ТВЧ с последующим азотированием на глубину 0, 25.0, 3 мм, упрочненного твердость слоя не менее 600 HV; Основные параметры конструктивные коленчатых валов, определяющие их применяемость, таблице в приведены 8.
5. Маркировка и клеймение
- серийный вала номер - на обработанной поверхности третьего противовеса;
- изготовления дата поковки - на боковой поверхности 4-го противовеса: две первые цифры - год, третий символ из порядковый <1-9, О, Н, Д>- перечисления номер месяца (например, 09Н - 2009г ноябрь, 085 - май 2008 г.);
6. Установка валов коленчатых
1. Перед установкой коленчатого вала рис.1 (поз.1-5) крышки коренных подшипников поз.2 (должны.7) Рис быть демонтированы из блока цилиндров. отпускаются Сначала стяжные болты поз.4 и 5, а затем в приема два болты крепления крышек поз.3.
2. вкладыши Подобрать коренных подшипников согласно приложению 2, диаметров из исходя коренных шеек вала и диаметра под расточки вкладыши в блоке цилиндров.
3. Подобрать полукольца упорные согласно табл. 10, исходя из ширины коренной пятой шейки коленчатого вала и ширины 5-й опоры коренной блока цилиндров.
4. Проверить вкладыши, блока постели, установить последовательно верхние вкладыши подшипников коренных в постели блока цилиндров и нижние коренных вкладыши подшипников в крышки. При установке необходимо вкладышей совместить выступы вкладышей с пазами в блока постелях и крышках соответственно.
5. Смазать вкладыши подшипников коренных моторным маслом согласно химмо- карты тологической на двигатель.
6. Установить коленчатый вал на Установить.
7. двигатель нижние и верхние полукольца упорного коленчатого подшипника вала в выточках на пятой опоре, образом таким, чтобы сторона с канавками прилегала к торцам упорным вала. После установки необходимо наличие проверить осевого зазора в упорном подшипнике.
8. очистить Тщательно и смазать моторным маслом резьбу в блока отверстиях и на болтах, избыток масла удалить.
9. без и Плотно перекосов установить крышки коренных посадочным по опор поверхностям. При установке крышек рис. 2 (поз.7) соблюдать совпадение порядкового номера выбитым (крышки на нижней поверхности) с порядковым номером блока опор. Нумерация опор на блоке начинается от торца переднего блока (со стороны вентилятора).
10. Затянуть следующей в болты последовательности:
- вставить в отверстия крышек опор коренных болты поз.3 с шайбами и завернуть на 1. 2 затянуть;
- оборота в два приема болты крепления поз крышек.3 с опережением затяжки правого ряда не Предварительно 1 с. менее - крутящим моментом 95. 120 Н*м (9, 6 . 12 кгс*м), крутящим - окончательно моментом 275. 295 Н*м (28. 30 кгс*м) 10 ;
- затянуть и ввернуть стяжные болты поз.4 и 5 крутящим 147 моментом. 167 Н*м (15. 17 кгс*м) (Для болтов 1005158.7482 /159 с диаметром резьбы М16. болты Стяжные 740.1005158 /159 (М12) в старой блоках конструкции затягивать крутящим моментом 8, 2_9, 2 2013г*м. В кгс планируется внедрение стяжных болтов 1005158.60-740 / 159 с диаметром резьбы М14 затяжки момент которых составляет 15. 17 кгс*м.);
- при болтов затяжке сопротивление должно нарастать плавно рывков без;
- затяжку болтов поз.3 контролировать моментов замером при заворачивании частично отвернутых положения до болтов, в котором они находились до контроля. этом При момент должен находиться в пределах 280. 270 Н* м
Сертифицированными по положительным проведенных результатам испытаний считаются следующие производители:
1. С традиционной применением технологии нанесения рабочего покрытия (ДЗВ):
2. С применением вакуумной-ионно технологии нанесения рабочего покрытия (ЗАО):
8. ремонтных Проведение работ
Основные моменты, восстановления касающиеся и ремонта коленчатых валов, на которые обратить необходимо внимание, следующие:
- форма галтелей перешлифовки после шеек (переход от шейки вала к выполненный щеке в виде радиуса) должна быть кромки, плавной, подрезы, ступени и риски не допускаются;
- при замене коленчатого вала с противовесов использованием, спрессованных с вала, вышедшего из строя, балансировка повторная не требуется, так как при все изготовлении детали двигателя (коленчатые валы, маховики, противовесы, шкивы) балансируются раздельно;
- установка на противовесов двигатель и маховиков от двигателей других моделей не правка;
- допускается коленчатого вала не допускается. Устранять коленчатого прогиб вала следует только перешлифовкой ремонтный в шеек размер;
- сборку коленчатого вала с противовесами и шестернями по прессовой посадке следует производить с последних нагревом, в соответствии с требованиями сборочного чертежа на коленчатый ремонтный вал. Запрессовка не допускается.
- вместе с валом коленчатым подлежат замене следующие сопряженные с детали ним: вкладыши коренной опоры и нижней шатуна головки, упорные полукольца.
Разборка двигателя КАМАЗ 740
- Установите двигатель на стенд для сборки/разборки;
- Выверните рым-болт 16 (Рис. 1) передний, снимите регулировочные шайбы 15;
![Блок цилиндров с передней крышкой, гильза цилиндра]()
Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30. - Отверните болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД;
![шестерни привода агрегатов]()
Рис. 2. Шестерни привода агрегатов:1 — болт крепления роликоподшипника; 2 — шестерня промежуточная привода распределительного вала; 3, 18 — болт; 4, 17 — шайба; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода топливного насоса высокого давления; 10 — шпонка; 11, 15 — шарикоподшипники; 12 — шестерня привода топливного насоса высокого давления; 13 — распределительный вал в сборе с шестерней; 14 — упорная шайба; 16 — ось ведущей шестерни; 19 — конический двухрядный роликоподшипник; 20 — шпонка; 21 — шестерня ведущая привода распределительного вала; 22 — упорное кольцо; 23 — стопорное кольцо; 24 — ведущая шестерня коленчатого вала; 25 — замковая шайба; 26 — упорная шайба; 27 — шестерня распределительного вала.![снятие шестерни]()
Рис. 3. Снятие шестерни привода топливного
насоса высокого давления в сборе с валом:



Рис. 5. Выключатель гидромуфты:
1 — выключатель гидромуфты; 2 — шайба плоская; 3, 13 — шайба пружинная; 4, 5, 12 — болт; 6 — пружина; 7, 15 — шарик; 8 — седло термосилового клапана; 9 — корпус термосилового клапана; 10 — термосиловой датчик с поршнем; 11 — кольцо уплотнительное; 14 — крышка; 16 — пробка; 17 — рычаг пробки; 18 — корпус выключателя гидромуфты; 19 — прокладка

Рис. 6. Вал коленчатый и маховик:
1— вал коленчатый в сборе; 2 — противовес передний; 3 — шестерня привода масляного насоса; 4 ввертыш: 5, 19 — штифт; 6 — шпонка сегментная; 7 — вал коленчатый; 8 — втулка; 9 — заглушка.
шатунной шейки; 10 — шпонка сегментная; 11 — противовес задний; 12 — шестерня в сборе; 13 — шестерня; 14 — маслостражатель задний; 15 — верхний вкладыш подшипника; 16 не полукольцо подшипника; 17 — манжета в сборе; 18 — фиксатор маховика в сборе; 20 — корпус фиксатора; 21 — пружина; 22 — фиксатор; 23, 34, 41 — болт; 24 — маховик; 25 — втулка
установочная; 26 — кольцо пружинное упорное; 27 — обод зубчатый; 28 — маховик в сборе; 29 — вкладыш подшипника нижний; 30 — штифт установочный; 31 — шайба плоская; 32, 33 — болт стяжной; 35 — шайба; 36 — крышка подшипника; 37 — крышка подшипника передняя; 38 — полукольцо подшипника нижнее; 39 — полумуфта отбора мощности; 40 — шайба замковая; 42 — шайба носка; 43 — комплект вкладышей подшипников коленчатого вала.
Замена вкладышей коленвала не снимая двигатель
Замена вкладышей коленвала не снимая двигатель с автомобиля, очень кропотливая и крайне не удобная работа. Но делать её приходится, чтобы продлить срок службы двигателя и избежать преждевременных поломок.
Работая на производственном предприятии ремонт автомобилей можно планировать. Если ремонт текущий, и даже если автомобиль очень необходим. Все равно стараешься произвести этот ремонт. Так чтобы автомобиль как можно дольше проработал до следующей поломки. Устраняешь все сопутствующие неполадки, соблюдая технологию ремонт. Даже если существует нехватка запасных частей. Ни кто потом не вспомнит, что машина долго простояла на ремонт. Скорее упрекнут когда она опять сломается да ещё по этой же причине.
То же самое я не могу сказать о ремонте автомобилей и другой техники в условиях сельского хозяйства. Если автомобиль встал в сезон посевной или уборки. Это трагедия. А если ты его ещё долго ремонтируешь это почти что преступление. Пять лет в своей практике мне пришлось работать в сельском хозяйстве. И я снимаю шапку перед людьми, которые посвятили этому всю свою жизнь.
Во время уборочной у меня произошел такой случай. При замене масла в двигателе автомобиля КАМАЗ, на масляных фильтрах заблестела медная стружка. Первое, что конечно пришлось сделать определить источник. Как правило, мелкая стружка появляется, если начинают разбиваться вкладыши коленчатого вала. Сняли поддон, раскрутили ближайшую к маховику крышку коленчатого вала. Так как здесь вкладыши подвергаются наибольшему износу. И действительно вкладыш оказался разбит. На валу следов от биения не было. Имелась незначительная выработка характерная для коленчатого вала. Приняли решение менять вкладыши, не снимая двигатель.
Затраты на ремонт двигателя когда идет сезон уборочных работ усугубляется еще потерями в заработке. Если у вас свой Кама., Вы терпите убытки каждый день простоя на ремонте. Ведь в сельском хозяйстве каждый день год кормит. Если вы работаете на предприятии, вы теряете в зарплате. Основные заработки платятся в сезон, я уже не говорю о том, какие убытки несёт предприятие.
Если коленчатый вал не пострадал. Или риски, возникшие на нем не очень глубокие, замена вкладышей коленвала не снимая двигатель с автомобиля не займет много времени. Чтобы верхние вкладыши легко вышли. Вал не должен быть отпущен больше или меньше с одной из сторон, поэтому откручивать крышки необходимо через один. Снять 1, 3 и 5 крышку. Тонкой отверткой постукиваем по торцу вкладыш со стороны противоположной замку. На удивление вкладыш легко выходит.

Затем вставляем вкладыш со стороны замка. Следим за тем, что бы замок сел в паз, вставляем вкладыш в крышку и устанавливаем её на место, верхний и нижний вкладыши должны быть расположены замок к замку, и так далее. Прижав снятые крышки небольшим усилием, но чтобы они плотно прижались к блоку, откручиваем остальные крышки, и проделываем туже самую процедуру. Затем протягиваем болты крышек при помощи динамометрического ключа предварительная протяжка с усилием 95-120 Hм и окончательная с усилием 275-295 Нм. Затем протягиваем стяжные болты с усилием 147-167 Нм. Таким же образом делается замена шатунных вкладышей колен вала не снимая двигатель.
Затем ставим масляный насос и закрываем поддон. После того как машина прошла 2000 км мы заменили ещё раз масло с основной целью, чтобы убедиться, не начало ли снова разбивать вкладыши, но все было в порядке , стружки на фильтрах не оказалось. В последствии такую процедуру приходилось делать и на других машинах, были даже случаи, когда износ шеек коленвала оказывался значительный, конечно рисковали, но все получалось. В последствии интересовался, делают ли это другие и можно ли это вообще делать. Случайно в Интернете на сайте я нашёл статью о кандидатской диссертации Кулакова О.А. в которой, он обосновывает то, что вкладыши на автомобилях КАМАЗ необходимо менять через каждые125000 км. И в принципе я с ним согласен, редко новый КАМАЗ пробегает намного больше до ремонта двигателя. Так что не нужно дожидаться, когда разобьёт вкладыши.
Читайте также: