
Как установить шатуны на уаз
Обновлено: 05.07.2024
Как установить шатуны на уаз
Правильный подбор и установка поршневой группы играет важную роль при работе двигателя
Все детали шатунно-поршневой группы делятся на категории и подбираются индивидуально друг к другу


На блоке, краской нанесена буква, по которой подбираем поршень к цилиндру
Буквы на блоке и поршне должны совпадать.
Римская цифра «II» обозначает требуемую группу поршневого пальца

Обозначение «421» на поршне указывает на то, что он предназначен для двигателя УМЗ-4218
При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни одинакового ремонтного размера.
Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I – белой, II – зеленой, III – желтой, IV – красной.
На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.


На шатуне номер группы обозначается также краской
Он должен либо совпадать, либо быть соседней с пальцем группы
Палец, смазанный моторным маслом, должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее


Замки вкладышей должны быть расположены с одной стороны шатуна
Выступ на крышке шатуна должен совпадать по направлению с надписью «Перед» на поршне
Нагреваем поршень до температуры 60–80 °С. Допускается нагревать поршень в горячей воде.
Вводим головку шатуна между бобышками поршня и быстро запрессовываем смазанный моторным маслом поршневой палец.
Если нет приспособления, запрессовать палец можно медным или обычным молотком через оправку из мягкого металла, удерживая поршень на весу
Поршневой палец фиксируем с обеих сторон стопорными кольцами

Проверяем поршневые кольца, для этого поочередно устанавливаем поршневые кольца в цилиндр на глубину 20-30 мм от верхней кромки и набором щупов измеряем зазоры
Компрессионные кольца должны иметь зазор в замке 0,3-0,5 мм, маслосъемные 0,5-1 мм
Надеваем кольца на поршень, начиная с маслосъемного кольца


Раздвигаем замок радиального расширителя, устанавливаем его в нижнюю канавку
Таким же образом устанавливаем нижний кольцевой диск


Устанавливаем расширитель и верхний кольцевой диск
Кольцевые диски маслосъемного кольца взаимозаменяемы
Надеваем последовательно два компрессионных кольца так, чтобы:

- фаска на наружном диаметре нижнего компрессионного кольца была обращена в сторону юбки поршня

- фаска с внутренней стороны верхнего компрессионного кольца была обращена к днищу поршня
Ремонт двигателя. Установка шатунов.
Итак, исходим из того, что гильзы, поршни, пальцы, шатуны, всё проверено и соответствует.
Хочется обратить внимание на втулки шатунов. Лучше, чтобы они втулились и разворачивались в хороших мастерских. Но можно, при отсутствии автомастерских, наличии развёртки и определённых навыках — самому.
Далее, готовим шатуны.
Шабером удаляем нагар с поршней. Шлифуем мелкозернистой шкуркой.
Проверяем отверстие в шатуне, для смазки пальца.
Метки наносимые на поршне.
Маркировка порядкового номера шатуна и крышки. Если покупаете новый шатун, то можно набить керном определённое количество точек, на шатуне и крышке.
Надпись на шатуне, и на поршне, после сборки должны выглядеть так.
На весах, желательно электронных, взвешиваете собранные поршни и шатуны. Подгоняете вес под самый лёгкий. Стачивая "бобышки" на крышке шатуна, на наждаке.
Внимание! Рёбра жесткости не стачивать.
Чем лучше вы подгоните шатуны, тем ровнее будет работать двигатель.
Хорошо промываем поршни с шатунами, погружая в ванну с бензином. Просушиваем. Комплектуем кольцами. Смазываем маслом пальцы, при помощи
маслёнки. Кольца обильно смазываем моторным маслом.
Вкладыши промываем, протираем, устанавливаем в шатун. Смазываем моторным маслом.
Блок удобнее расположить горизонтально.
Вставляем поршень в цилиндр, до колец, располагая шатун в нужном положении. Замками шатуна в сторону бензонасоса.
Коленвал лучше провернуть так, чтобы шатунная шейка находилась в нижнем положении. Чтобы не повредить шатуном шейку коленвала.
Берём оправку, сделанную из полоски железа. Стягиваем пассатижами и лёгкими(!) ударами ручки молотка, по поршню, загоняем поршень в цилиндр.
Подводим шатун к коленвалу. Смазываем шейку. Устанавливаем крышку.
Внимание! Замки крышки и шатуна, должны располагаться на одной стороне.
Равномерно протягиваем. Проверяем лёгкими ударами молотка, по рёбрам жесткости крышки шатуна.
При этом, шатун, должен перемещаться вдоль шейки коленвала. Если шатун не перемещается, то что-то сделано не так. Проверяем лёгкость вращения коленвала.
При отсутствии опыта, можно собрать шатун на шейке, не заводя его в цилиндр. Шатун должен проворачиваться на шейке, под своим весом.
Окончательно протягиваем шатуны (проверяя протяжку).
стопорим болты.
Ну, и снова об армейском опыте…
Возникла проблема подбора поршней. Весов, конечно, не было. Был сделан двуплечий рычаг, и путём сравнительной примерки, был выбран самый легкий шатун. Дальше, на этих же "весах", подогнали остальныё, под самый лёгкий. Подобрали довольно точно.
Как правильно установить поршни и шатуны
Если вы собираете V-образной двигатель, то следует иметь в виду: если нижняя головка шатуна имеет с одной стороны более широкую фаску, то она должна быть обращена к галтели (закруглению) шатунной шейки коленчатого вала.
Если же шатуны предназначены для использования с коленчатым валом, без четко выраженных галтелей, то они могут быть и без несимметричных фасок. Тогда ориентация шатуна может определяться по положению «замков» вкладышей: обращенных наружу блока или внутрь (в сторону распредвала – если он находится в развале блока цилиндров).
К примеру, «замки» вкладышей SBC и BBC должны быть обращены наружу. У других вкладышей «замки» могут быть направлены внутрь. На работу собственно вкладышей расположение «замков» не оказывает никакого влияния. Надо лишь правильно ориентировать шатун.
Если же на нижней головке шатуна отсутствуют фаски с обеих сторон, то вкладыш должен быть смещен от галтели шатунной шейки, чтобы его край не попал на закругление.
Сквозные отверстия в верхней и нижней головках шатуна
Часто шатун имеет на нижней головке сквозное отверстие, которое нужно для смазки стенки цилиндра. Эти отверстия предназначены не для смазывания распределительного вала, как полагают некоторые.
Бывает, что отверстие расположено только с одной стороны нижней головки шатуна. Подобные шатуны надо устанавливать так, чтобы отверстие в нижней головке было обращено в сторону распределительного вала (в сторону развала блока цилиндров).
Отверстие в верхней головке шатуна (будь оно сверху или под сбоку – углом) служит для смазки поршневого пальца. Поэтому его ориентация в двигателе роли не играет.
«Замки» шатунных вкладышей
«Замки» (фиксирующие выступы) на вкладышах и соответствующие пазы на нижней головке шатуна и его крышки нужны лишь для правильного позиционирования вкладышей. От «проворота» вкладышей они не спасают, поскольку вкладыши в своей «постели» фиксируются за счет натяга, возникающего при правильной затяжке крепежных болтов крышки нижней головки.
«Правильные» вкладыши, при надлежащем монтаже, слегка выступают за линию разъема нижней головки. Поэтому, после затягивания болтов, они надежно фиксируются в «постели».
В последнее время во многих двигателях используют «беззамковые» вкладыши (примером могут служить двигатели Chrysler 3.7L и 4.7L). За счет устранения операций по механической обработке пазов в шатуне и его крышке, а также «замков» на самих вкладышах снижаются затраты на их изготовление. При монтаже подобных вкладышей их надо ставить строго посередине нижней головки шатуна.
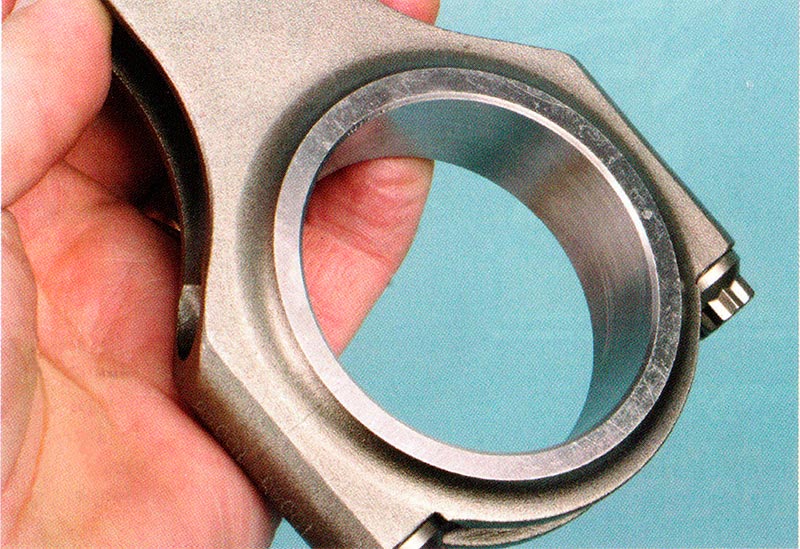
Рис. 1 Если в V-образном двигателе на одну шатунную шейку коленчатого вала монтируют два шатуна, то сторона нижней головки шатуна с более узкой фаской должна быть обращена к соседнему шатуну…
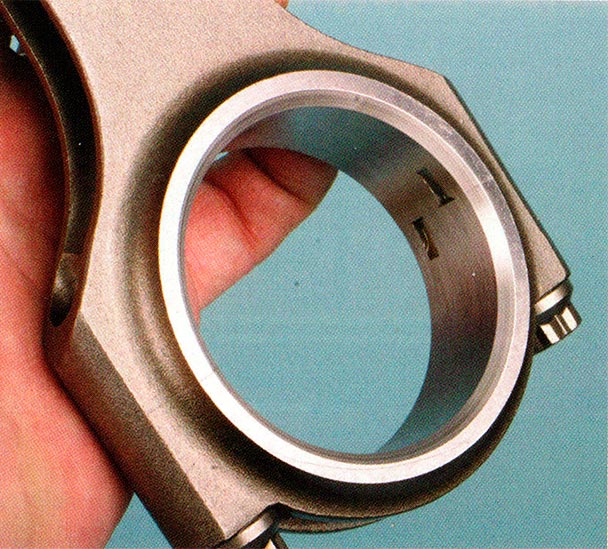
Рис. 2 … в этом случае бОльшая фаска на нижней головке шатуна оказывается обращенной в сторону галтели шатунной шейки коленчатого вала.
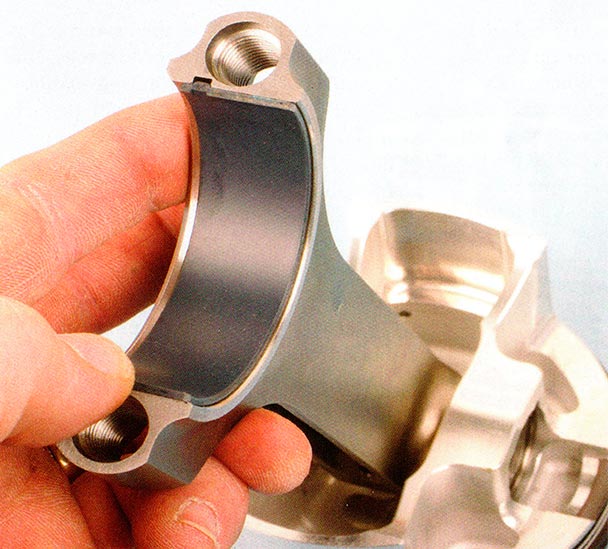
Рис. 3 Фиксирующий выступ («замок») на вкладыше и соответствующий ему паз в нижней головке шатуна нужны только для того, чтобы правильно установить вкладыши в шатуне. «Замки» никогда не удержат вкладыши от проворачивания в шатуне, если при сборке были допущены какие-либо нарушения. К примеру: болты нижней головки шатуна не затянуты как следует или отверстие в нижней головке потеряло свою форму.
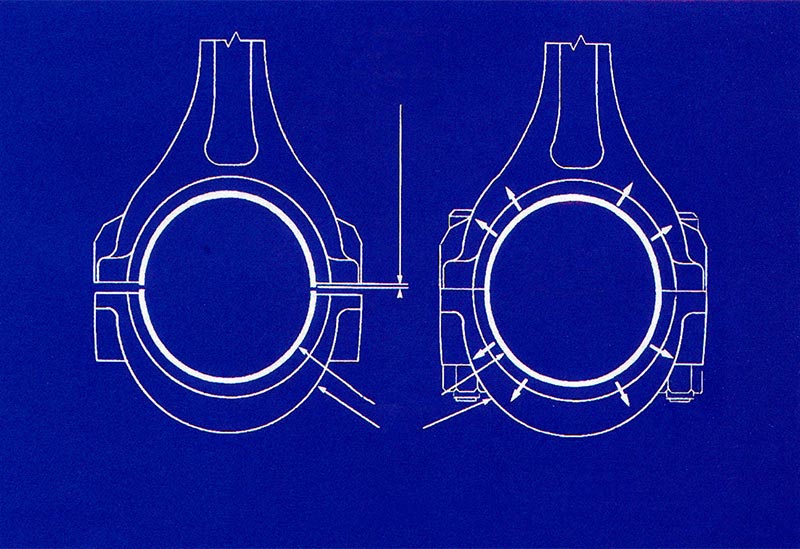
Рис. 4 Вкладыши фиксируются в шатуне только за счет радиального усилия, которое возникает от натяга установленных вкладышей, когда крепежные болты нижней головки затянуты надлежащим моментом. Чтобы получить требуемый натяг вкладыш сделан чуть длиннее своего посадочного места. Поэтому, когда вы «от руки» установите вкладыш в «постель», он будет немного выступать над плоскостью разъема. Так и должно быть – ни в коем случае не надо подпиливать или подрезать края вкладышей!
Crush Height Each Half Bearing - выступание вкладышей над плоскостью разъема
Bearing - вкладыш
Cap - крышка нижней головки шатуна
Radial Pressure - радиальное усилие

Рис. 5 Измерять максимальный диаметр поршня надо в строго определенном месте, поскольку юбка поршня имеет «бочкообразный» профиль и результаты измерений, по высоте поршня, будут существенно различаться.
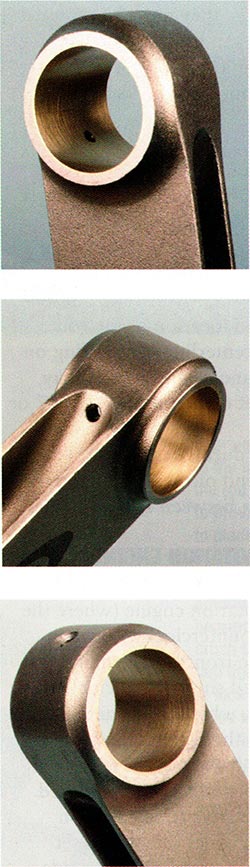
Рис. 6 Сквозное отверстие на боковой поверхности ВГШ (верхней головки шатуна) (верхнее фото) может указывать на прессовую посадку пальца в шатуне. На втором фото показан тот же самый шатун, но снаружи. А вот отверстие сверху ВГШ (третье фото) служит для улучшения смазки «плавающего» поршневого пальца.

Рис. 7 На днище поршня обычно есть специальные метки (например, изображена стрелка и надпись «FRONT» - как на фото) помогающие правильно сориентировать поршень при сборке двигателя.

Рис. 8 Если поршни предназначены для V-образного двигателя, то обычно с «изнанки» таких поршней ставят метку «L» - если их монтируют в левый ряд цилиндров или «R» - для правого ряда цилиндров.
Смещение шатуна
Существуют двигатели, у которых стержень шатуна смещен относительно верхней или нижней головок (если смотреть на шатун сбоку – «в профиль»). Подобные шатуны применяют в V-образных двигателях, у которых левый и правый ряды цилиндров стоят «со сдвигом», вперед и назад, относительно друг друга. В зависимости от конкретной модели двигателя, стержень шатуна может иметь смещение 2,5 мм или даже более.
Если есть какие-то сомнения, то при монтаже обратите внимание, что верхняя головка шатуна центрируется по поршню – в бобышках под палец.
Нужно ли в двигателях с вращением против часовой стрелки устанавливать поршни в «обратную» сторону?
На двигателе с обратным вращением – когда коленвал вращается против часовой стрелки, если смотреть с передней части двигателя – шатуны обычно устанавливаются так же, как и в обычном моторе, коленвал которого вращается по часовой стрелке. То есть, бОльшая фаска нижней головки шатуна все равно будет обращена к галтели шатунной шейки.
Однако, если применяются поршни со смещенным поршневым пальцем, то в этом случае поршень должен быть установлен «назад» (развернут на 180 град) относительно его «стандартного» положения. Поршневой палец в подобном поршне смещен к нагруженной стороне юбки поршня.
В двигателе с вращением по часовой стрелке нагруженная сторона цилиндра обращена к впускному коллектору на левом ряду цилиндров («водительской» стороне) и к выпускному коллектору на правом ряду цилиндров («пассажирской» стороне) стороне.
В двигателе с обратным вращением давление на стенку цилиндра от поршня направлено в другую сторону: со стороны выхлопа – слева и со стороны впуска – справа. Если поршни симметричны (т. е. не имеют смещенного пальца), то их ориентация зависит только от цековок под клапанные тарелки на днище – они должны быть сориентированы в соответствии с положением клапанов.
Конструкция юбки поршня
Форма, площадь и масса юбки поршня играют важную роль в потерях на трение и стабилизации поршня при перекладке в верхней и нижней мертвых точках. Здесь мы покажем роль нагруженных и ненагруженных сторон поршня и разработку асимметричных юбок, предназначенных преимущественно для снижения веса.
Левая и правая стороны поршня при работе двигателя нагружены по-разному. Поэтому конструкция юбки поршня играет важную роль в распределении воспринимаемых нагрузок – с точки зрения прочности и веса поршня.
Юбка поршня должна выдерживать давление на стенку цилиндра при одновременном уменьшении трения. А ее площадь должна быть такой, чтобы быть прочной, обеспечивая при этом стабильность поршня, чтобы свести к минимуму «раскачивание» относительно оси пальца, когда поршень движется вверх-вниз. Причем нагруженная поверхность юбки испытывает наибольшую нагрузку на такте расширения.
Если коленчатый вал вращается по часовой стрелке (глядя на двигатель спереди), то нагруженная поверхность юбки поршня обращена к впускному коллектору на левом ряду цилиндров («водительской» стороне) и к выпускному коллектору на правом ряду цилиндров («пассажирской» стороне).
Менее нагруженная сторона юбки воспринимает усилие на такте сжатия. Эта разница в нагрузках обусловлена положением, углом между шатуном и поршнем, при его перемещении.
За весь рабочий цикл разница в нагрузке на разные стороны юбки поршня различается в десять раз! Причем, нагрузка на юбку поршня может варьироваться в зависимости от хода поршня, длины шатуна и максимального давления в цилиндре.
Поэтому асимметричные поршни должны быть специальными – для левого и правого ряда цилиндров. На днище поршня в таком случае наносятся стрелки или иные метки, указывающие на переднюю часть двигателя.

Рис. 9 На этом фото показаны асимметричные поршни для левого и правого рядов цилиндров V-образного двигателя. Их особенностью является расширенная часть юбки поршня на нагруженной стороне и зауженная – на стороне с меньшей нагрузкой.

Рис. 10 Другой пример асимметричного поршня. Обратите внимание, как сближены бобышки под поршневой палец, что позволяет сделать поршневой палец короче и легче. Кроме того, хотя это почти невозможно заметить глазом, ось пальца смещена к нагруженной стороне поршня (в сторону более широкой части юбки) на 0,50 мм – для уменьшения дисбаланса из-за разницы в массе «узкой» и «широкой» частей юбки.
Нагруженная сторона юбки поршня
Когда поршень движется вниз на такте расширения, он испытывает значительное сопротивление, пытаясь провернуть коленчатый вал. С ростом нагрузки увеличивается и сопротивление. При этом нагруженная сторона юбки поршня воспринимает боковое давление, которое увеличивает нагрузку (с ростом трения и износа) на соответствующей стороне стенки цилиндра.
Если на днище поршня имеется какая-либо метка (к примеру точка, или стрелка, или надпись «Front»), важно установить поршень в соответствии с этой меткой, обычно указывающей на переднюю часть двигателя.
Ненагруженная сторона юбки поршня
Эта часть юбки поршня противоположна нагруженной стороне. Она работает, когда поршень движется вверх на такте сжатия, из-за сопротивления, создаваемого сжимаемой топливно-воздушной смесью. Основная ее задача, в том, чтобы обеспечить стабильность поршня при движении в цилиндре. Поэтому эта часть юбки может быть поуже, для экономии веса.
Так что, для точной настройки в распределении этих сил между разными сторонами юбки были разработаны асимметричные поршни, которые имеют более широкую юбку на нагруженной стороне и зауженную юбку с противоположной стороны. Это обеспечивает оптимальное распределение нагрузок на юбку поршня, одновременно снижая массу поршня.
В качестве примера можно привести «асимметричную» (или Т-образную) конструкцию поршней FSR компании JE Pistons, которые имеют расширенную часть юбки на нагруженной стороне, а со стороны бобышек юбка отсутствует вовсе, что позволяет сделать поршневой палец короче и легче. Подобные поршни изначально разрабатывались для гоночных двигателей.
Еще одним преимуществом подобных поршней является улучшение условий работы поршневых колец. Но, в основном, подобная конструкция юбки, в сочетании со слегка смещенным пальцем, позволяет существенно снизить потери на трение.
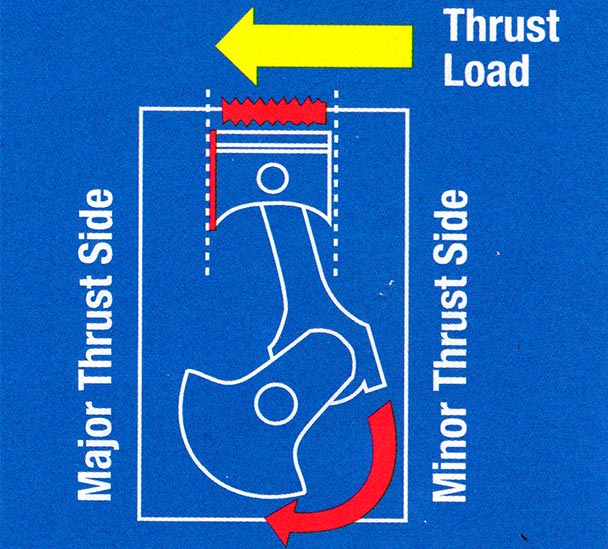
Рис. 11 Из этой схемы видно, как определить нагруженную и ненагруженную стороны юбки поршня.
Thrust Load - действие боковой силы
Minor Thrust Side - ненагруженная сторона цилиндра
Major Thrust Side - нагруженная сторона цилиндра
Красная изогнутая стрелка - направление вращения коленчатого вала
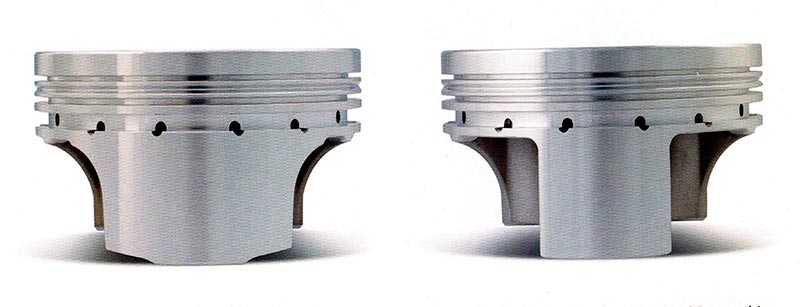
Рис. 12 На этом фото хорошо видно, как различается ширина юбки поршня на нагруженной (слева) и ненагруженной (справа) сторонах поршня.
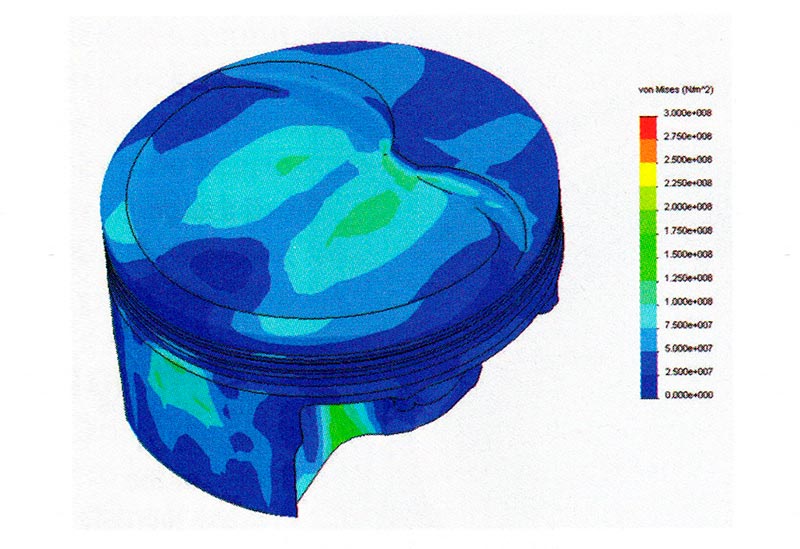
Рис. 13 Компьютерное моделирование показывает, как распределяются механические нагрузки в поршне, возникающие при работе двигателя на частичных нагрузках. (Чем темнее цвета – тем меньше нагрузка, а чем ярче – тем больше).
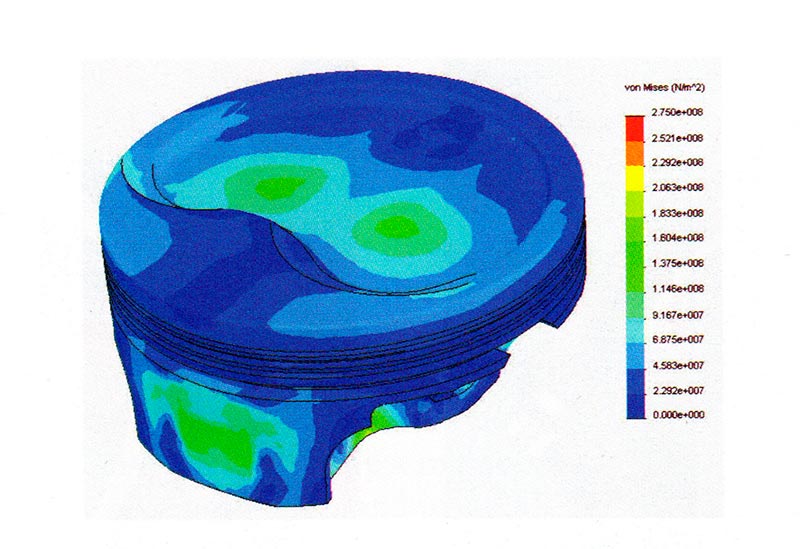
Рис. 14 А на этой схеме видно, как нагружен поршень сразу после воспламенения смеси.
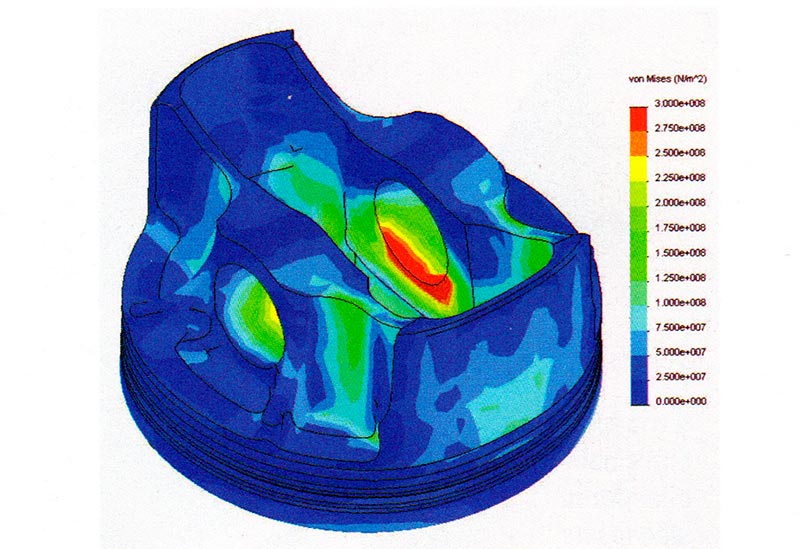
Рис. 15 Здесь поршень показан снизу. На этой схеме хорошо видно, что во время рабочего хода наиболее нагружены верхние части отверстий под поршневой палец (они выделены красным цветом) и элементы юбки поршня, непосредственно примыкающие к ним.
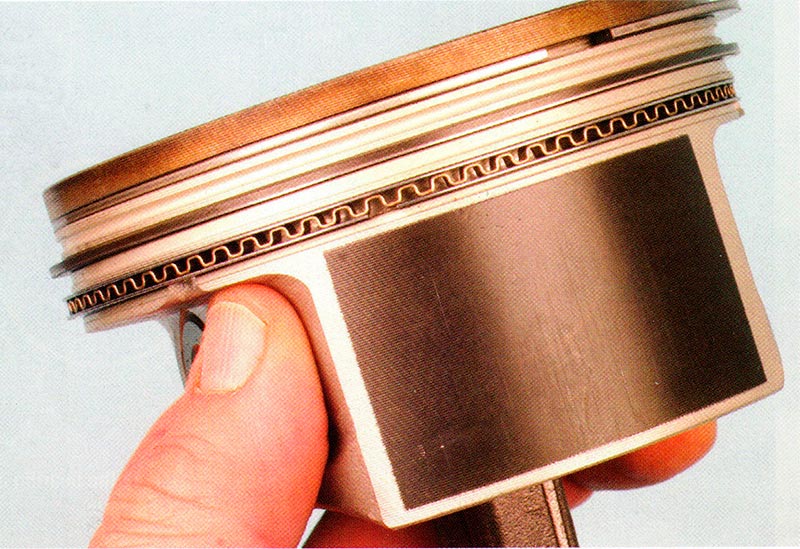
Рис. 16 Тонкий слой антифрикционного покрытия (темного цвета) на юбке поршня помогает удерживать масло и снижает трение между поршнем и цилиндром – особенно при холодном запуске мотора.
Смещение пальца
Асимметричные поршни также могут иметь смещение поршневого пальца. При этом ось пальца смещена от оси поршня к нагруженной стороне примерно на 0,51 мм. Это небольшое смещение «балансирует» поршень, компенсируя разницу в массе юбки, а также снижая усилие, прикладываемое к нагруженной стороне поршня.
Опять же, ссылаясь на опыт компании JE Pistons, асимметричный поршень позволяет сделать поршневые пальцы короче, жестче и легче (примерно на 10 грамм).
Заключение
Надеемся, эта статья поможет вам лучше ориентироваться в тонкостях сборки двигателя. Помните, что лучше всего пометить поршни и шатуны перед разборкой. Грамотные ответы на ваши вопросы и помощь в технических проблемах с двигателями – наша главная задача.
Ремонт УМЗ-421. Балансировка.
Когда покупал свой УАЗ-31601, обратил внимание, что двигатель (УМЗ -421) сильно трясет. Налицо дисбаланс. Так как все равно собирался двигатель перебирать (натура у меня такая: не могу спокойно ездить, пока не буду уверен, что внутри все в порядке), особого значения этому не придал, но продавцу указал.
Он сказал, что на моем месте не стал этого делать, так как двигатель перебирали опытные механики, которые в том числе готовят двигатели спортсменам.
Действительно, заводился с пол-оборота, тянул неплохо, жрал умерено. Но колбасило его не по-детски. Поездив немного летом, осенью я начал осуществлять задуманное - перебирать движок и ставить 5 ст. КПП. Чтоб, значит, лишний раз не снимать-ставить агрегат.
Решено. Машину в гараж. Движок наружу. Снял, раскидал:
Внутри, на самом деле, все культурненько, все - пристойненько.
Присутствует тюнинг: дюралевые тарелки пружин клапанов и титановые штанги толкателей.
Взвешиваю поршни, шатуны отдельно. Странно: разница не более 1 г.
Непонятно, что-ж его так трясло?
Посмотрим внимательнее:
Вот она - первая засада. Механики, которые перебирали движок, были не только опытными, но и еще "вясёлыми". Видимо, ради смеха, они один палец они поставили "простой", а не "усиленный", как надо для 3 л. двигателя. "Усиленный" имеет более толстые стенки и, естественно тяжелее (взвесил, оказалось на 12 г). Для отличия - у "простого" внутри посередине ступенька. По книжке, разница в весе устанавливаемых в один двигатель поршней в сборе с шатунами не должна превышать 8 г. Разница в 12 г из-за пальца старого образца не могла давать такую сильную вибрацию, как было на моем движке. Трясло его так, что колокол (по научному - картер сцепления) лопнул в двух местах. Замена колокола - отдельная песня, об этом ниже.
Смотрим дальше ШПГ.
Шатуны ремонтники подгоняли по весу, стачивая прилив на нижней головке. Но шатун потому и назван шатуном, что совершает в двигателе сложные возвратно-поступательно-вращательные движения. Т.е. верхняя его головка движется линейно вверх-вниз в месте с поршнем, а нижняя вращается вместе с шатунной шейкой коленвала. Очевидно, чтобы инерционные силы ШПГ были уравновешены, играет роль не только одинаковая масса шатунов, но и положение центра массы шатуна. Если, подгоняя вес шатуна, удалять метал только в одном месте, например с крышки нижней головки, то центр массы будет смещаться к верхней головке. Грубо говоря добавляем массу поршню облегчая шатунную шейку коленвала. Очевидно, что наибольшее значение для балансировки имеет однообразие положения центра массы каждого шатуна вдоль оси симметрии. Теория теперь понятна. А как на практике найти этот самый центр массы?
Сначала думал сделать приспособление в виде рычажных весов, у которых на одной чашке верхняя головка шатуна, на другой нижняя.
Но, подумав, сделал по-другому. Вырезал два стекла по размеру шатуна, между ними положил спицу. Получилось нечто вроде качелей. Сверху, поперек спицы кладем шатун и, вращая спицу, находим момент "перекидывания качелей". В этом месте и будет находиться центр массы. Помечаем положение шатуна относительно верхнего стекла и спицы. Для этого я использовал маркеры для компакт-дисков. Для ориентировки нарисовал на стекле несколько параллельных спице линий. Положение линии "перекидывания" для каждого шатуна замерял линейкой.
Три шатуна дали дельту в районе 1 мм, а четвертый отклонился на 5 мм. Это вторая засада. Далее все просто: облегчаем шатуны, снимая металл с приливов на головках стараясь привести центр массы каждого к однообразию. Т.е. если перевешивает верхняя головка - то с нее, и наоборот. Снимаем понемногу, каждый раз проверяя массу шатуна и его балансировку. У меня на это ушло около 3-х часов со всем разгильдяйством.
Для взвешивания шатунов (и поршней) я использовал рычажные весы, сохранившиеся с тех времен, когда увлекаясь фотографией, сам составлял проявители-закрепители. Определить, "сколько точно в граммах" весит шатун или поршень на этих весах затруднительно, но сравнить вес можно с достаточной точностью. Нужно только из одинаковой длинны стальных проволочек согнуть соответствующие крючки.
Поршни взвешивал вместе с пальцами, шатуны - в собранном виде, с подтянутыми гайками болтов. Вес поршней подгонял, снимая шарошкой металл с приливов на бобышках.
В конце все промыл, чтобы не осталось опилок. Коленвал в сборе с маховиком и корзиной отвез в "Механику" на балансировку. В книжке написано, что сцепление должно быть в сборе с ведомым диском. Этого делать не следует, т.к. точно отцентрировать ведомый диск трудно, да при работе он занимает произвольное положение. Привезенный обратно коленвал проверил статически на двух уголках, выставленных по уровню. "Механика" сделала на "отлично" - коленвал не шелохнулся!
Установку нового колокола хорошо описал в статье светлой памяти Махно.
Добавлю только, что вместо гири я сварил из профиля приспособление для индикатора.
С нетерпением ждал момента когда можно будет завести движок.
Завелся! Не дрожит. Ура!
От старой свистопляски не осталось и следа.
Вибрации на ходу более заметны от трансмиссии, но это отдельный разговор.
По поводу титановых штанг толкателей. Взвесил - они легче, чем дюралевые. Заметил одну особенность - стук ГРМ с прогревом не уменьшается, а скорее наоборот. Заглянул в "Справочник металлиста" - коэффициент линейного расширения у титана ниже примерно в три раза. Т.е. с прогревом штанги не уменьшают зазор, а скорее наоборот. Уменьшил тепловые зазоры до 0.2 мм, меньше боязно. Стук все равно достаточно громкий.
наверх
3.4.1. Сборка двигателя. Сборка шатунно-поршневой группы.
Произвести подсборку шатунно-поршневой группы в соответствующей последовательности:
Очистить днища поршней и канавки поршневых колец от нагара как показано на рис.52.

Рис.52. Очистка нагара в канавках поршней с помощью приспособления

Рис. 53. Подбор поршня к цилиндрам двигателя
В случае замены поршня, поршневого пальца и шатунов необходимо подобрать новые поршни к цилиндрам блока предварительно группа в группу - по маркировке групп (А, Б, В, Г, Д) на днище поршня, окончательно - по усилию протягивания ленты-щупа толщиной 0,05 мм. и шириной 10 мм. Лента-щуп закладывается между цилиндром и поршнем по всей высоте поршня и размещается в плоскости, перпендикулярной оси поршневого пальца по наибольшему диаметру поршня. Усилие протяжки должно быть 35. 45 Н (3,5. 4,5 кгс). Подбор поршней производится без поршневых колец и пальцев при температуре 20° С (рис.53).
Подбор поршневого пальца, шатуна и поршня делается по цветовой или цифровой маркировке этих деталей.
Установлено 4 группы по мере уменьшения размера:
1 - цвет белый
2 - цвет зеленый
3 - цвет желтый
4 - цвет красный.
Краска наносится:
- на стержне шатуна - у верхней головки;
- на поршне - на внутренней поверхности поршня у бобышки (возможна цифровая маркировка на днище поршня I,II,I II,IV по мере уменьшения размера);
- на поршневом пальце - на внутренней поверхности пальца.
Поршневой палец подбирается к шатуну, принадлежащему к той же или соседней группе. Размерные группы поршня и пальца должны совпадать.
При подборе поршневой палец должен входить плотно, но без заеданий в отверстие поршневой головки шатуна под усилием большого пальца руки, как показано на рис.54. Поршневой палец должен быть слегка смазан маслом.
Поршень с поршневым пальцем, поршневыми кольцами и шатуном в сборе должны контролироваться по массе. Разница в массе на один двигатель не должна превышать 10 гр.

Рис.54. Подбор поршневого пальца к шатуну
Рис.55. Запрессовка поршневого пальца в поршень и шатун съемником:
1 - поршень; 2 - шатун; 3 - оправка; 4 - поршневой палец; 5 - подпятник; 6 - винт.
Запрессовать поршневой палец в поршень и шатун с помощью приспособления (рис.55). При этом поршень нагреть до 60. 80 °С, запрессовка пальца в холодный поршень может привести к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня. Шатуны и поршни перед сборкой с поршневым пальцем должны быть сориентированы следующим образом: стрелка на днище поршня (или надпись "ПЕРЕД", расположенная на наружной стороне бобышки под палец), уступ на боковой поверхности крышки шатуна и выступ на кривошипной головке шатуна должны быть направлены в одну сторону;
Подобрать по цилиндрам поршневые кольца. Тепловой зазор, замеренный в стыках колец, помещенных в цилиндр (рис.56), должен быть 0,3-0,55 мм у компрессионных колец и 0,3-0,6 мм у чугунных маслосъемных колец. В изношенных цилиндрах наименьший зазор делать 0,3 мм - у компрессионных колец и 0,5 мм - у чугунных маслосъемных колец.

Рис.56. Подбор поршневых колец к цилиндру

Рис.57. Проверка бокового зазора между поршневым кольцом и канавкой в поршне
Щупом проверить боковой зазор между кольцами и стенкой поршневой канавки (рис.57). Проверку произвести по окружности поршня в нескольких точках. Величина бокового зазора должна быть для верхнего и нижнего компрессионных колец в пределах 0,060-0,096 мм, для чугунного маслосъемного кольца 0,045-0,080 мм;
Надеть с помощью приспособления поршневые кольца на поршень Поршневые кольца на поршень устанавливать надписью «TOP» (верх) на торце в сторону днища поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршни в цилиндры следующим образом:
- сориентировать шатунно-поршневую группу таким образом, чтобы стрелка на днище поршня (или надпись "ПЕРЕД" на бобышке) была обращена вперед;
- протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши;
- повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее Н.М.Т.;
- смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом для двигателя;
- развести замки поршневых колец под углом 120° друг к другу;
- надеть на болты шатунов предохранительные латунные наконечники, сжать кольца обжимкой или, пользуясь конусным кольцом, вставить поршень в цилиндр. Перед установкой поршня следует еще раз убедиться, что номера, выбитые на шатуне и его крышке, соответствуют порядковому номеру цилиндра, проверить правильность положения поршня и шатуна в цилиндре;
- подтянуть шатун за кривошипную головку к шатунной шейке, снять с болтов латунные наконечники, надеть крышку шатуна. Крышку шатуна следует ставить так, чтобы номера, выбитые на крышке и шатуне, были обращены в одну сторону. Завернуть гайки динамометрическим ключом моментом 69,2. 76,3 Н•м (6,8. 7,5 кгс•м);
- в таком же порядке вставить поршень четвертого цилиндра;
- повернуть коленчатый вал на 180° и вставить поршни второго и третьего цилиндров;
- повернуть несколько раз коленчатый вал, который должен вращаться легко от небольших усилий;
- установить держатель масляного насоса и масляный насос на блок и закрепить их;
- установить и закрепить масляный картер и усилитель картера сцепления;
- смазать маслом, применяемым для двигателя, втулки промежуточного вала, установить шпонку в паз на хвостовике промежуточного вала и установить вал в блок цилиндров до выхода хвостовика;
- установить шестерню с гайкой на хвостовик промежуточного вала и за-вернуть гайку шестерни;
- установить и закрепить фланец промежуточного вала, при этом меньший диаметр на фланце должен прилегать к блоку;
- смазать маслом, применяемым для двигателя, привод масляного насоса и вставить его в отверстие в блоке до входа в зацепление шестерен привода масляного насоса и промежуточного вала, в отверстие втулки привода вставить шестигранный валик привода масляного насоса;
- установить и закрепить крышку привода масляного насоса.
Сборка и установка шатунно-поршневой группы на двигатель
Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по диаметру отверстий под поршневой палец осуществляют нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели.
Шатуны
Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.
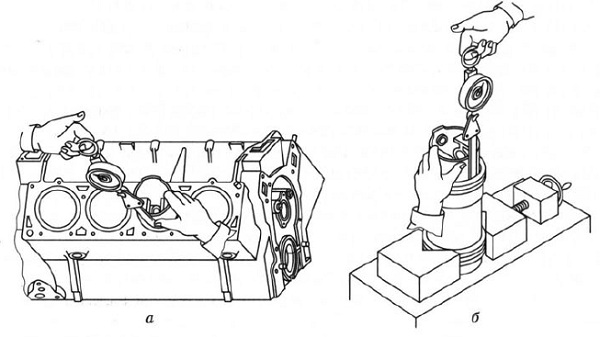
Рис. Подбор поршня к гильзе с помощью ленты-щупа:
а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
Сборка шатунно-поршневой группы
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе. Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
- повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
- последовательно, один за другим брать поршни с шатунами в сборе;
- тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
При этом рекомендуется надеть на шатунные болты специальные колпачки из латуни или меди, предохраняющие зеркало гильзы цилиндров от повреждений.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки развести стыки компрессионных колец на 180°.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
Снятие, ремонт и установка шатунно-поршневой группы
Снятие, ремонт и установка шатунно-поршневой группы УАЗ 31519
Вам потребуются: ключи "на 10", "на 12", "на 14", головки "на 15", "на 19", молоток.
1. Снимите головку блока цилиндров (см. "Замена прокладки головки блока цилиндров").
2. Снимите масляный картер двигателя и прокладку картера (см. "Замена уплотнения масляного картера").
3. Снимите масляный насос (см. "Снятие, ремонт и установка масляного насоса").

4. Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна. Если крышка сидит плотно, сбейте ее несильными ударами молотка. Выньте из крышки вкладыш.
5. Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном. Выньте из шатуна вкладыш.
Если собираетесь устанавливать прежние вкладыши, пометьте их номером цилиндра.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра. Проверьте метки на шатуне и крышке шатуна. Если метки не видны, пометьте шатун и крышку номером цилиндра.
6. Выньте остальные поршни с шатунами.
7. С помощью съемника снимите поршневые кольца, при отсутствии съемника осторожно разогните кольца у замков.
Предупреждение
Не разгибайте кольца больше, чем это требуется для их снятия, иначе возможно нарушение формы колец или их поломка.
8. Снимите стопорные кольца с двух сторон поршня.
9. Выпрессуйте специальным приспособлением поршневые пальцы. Если нет приспособления, можно выбить поршневые пальцы легкими ударами молотка через оправку 1, это необходимо делать на весу, чтобы не повредить поршень. Выньте шатун 2 из поршня 3.
10. Снимите остальные поршни с шатунов.
11. Промойте все детали в бензине. Очистите поршни от нагара. Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
12. Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни. Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже его оси. Поршень установлен в цилиндре с зазором 0,036–0,060 мм. Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром 0,25 мм. Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись: "409" (поршень номинального диаметра), "409АР" (диаметр, увеличенный на 0,5 мм) или "409БР" (диаметр, увеличенный на 1,0 мм).
13. Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня. Зазор должен быть в пределах 0,096–0,060 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные значения, кольца или поршни нужно заменить.
14. Измерьте зазоры в замках поршневых колец. Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов. Измерьте щупом зазор в замке (в разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для маслосъемных дисков. Если зазор превышает указанный, замените кольцо. Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски. При этом кольцо перемещайте по напильнику вверх-вниз.
15. Проверьте посадку поршневого пальца в верхней головке шатуна. Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской. Палец маркируют на внутренней поверхности с одного конца, шатун - на стержне, поршень - на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня. Размерные группы поршней, шатунов и пальцев приведены в табл. 5.3.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий. Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения. В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса. Поршневой палец и шатун должны быть одной или соседних размерных групп.
Таблица 5.3 Размерные группы поршней, шатунов и пальцев двигателей мод. ЗМЗ-409.10

16. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
17. Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и прочие дефекты, замените вкладыши.
18. Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна. Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой. Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в табл. 5.4.
Таблица 5.4 Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей шатунно-поршневой группы двигателя мод. ЗМЗ-409.10

*Допуск 0,06 мм разбит на пять групп (через 0,012 мм).

19. Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80 °С. Затем быстро вставьте шатун в поршень так, чтобы надпись "Перед" на поршне и выступ А на шатуне были с одной стороны, и запрессуйте поршневой палец 6 с максимальным натягом 0,0025 мм. Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
На верхнем компрессионном кольце имеется надпись "Верх". Кольцо необходимо устанавливать на поршень этой надписью к днищу поршня. На нижнем компрессионном кольце с внутренней стороны есть проточка, кольцо надо устанавливать этой проточкой вверх к днищу поршня.
Вставьте вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ ("замок") на вкладыше должен войти в выемку в нижней головке поршня. Вставьте вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ ("замок") вкладыша должен войти в выемку в крышке. Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом. Поверните поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца - под углом 180° друг к другу и под углом 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца. Поверните коленчатый вал так, чтобы шатунная шейка цилиндра, в который устанавливают поршень, находилась в нижней мертвой точке (НМТ). Вставьте поршень с шатуном в цилиндр так, чтобы надпись "Перед" на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
Полезный совет
Для того чтобы не повредить зеркало цилиндра, рекомендуется надеть на шатунные болты втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе поршневые кольца можно сломать. Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, и снимите с шатунных болтов обрезки шлангов. Установите крышку 2 шатуна на шатунные болты, уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, номера цилиндров, выбитые на шатуне и крышке, должны быть расположены с одной стороны, а "замки" вкладышей - друг против друга.

20. Заверните гайки шатунных болтов и затяните моментом 68–75 Н·м (6,8–7,5 кгс·м).
21. Аналогично установите остальные поршни с шатунами.
22. Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
23. Установите масляный насос, масляный картер и головку блока цилиндров.
Видео про "Снятие, ремонт и установка шатунно-поршневой группы" для УАЗ 31519
УАЗ/ГАЗЕЛЬ - Ремонт двигателя УМЗ 421 - Часть 2 - Замена втулок шатунов Как заменить поршневую в 406 ЗМЗ двигателе не снимая с машины часть 2 УАЗ/ГАЗЕЛЬ - Ремонт двигателя УМЗ 421 - часть 1 ДефектовкаЧитайте также: