
Как выпрессовать палец из шатуна тойота
Добавил пользователь Владимир З. Обновлено: 04.10.2024
ВНИМАНИЕ. Обновите свой браузер! Наш сайт некорректно работает с IE 8 и более старыми версиями.
Два стопорных кольца вынимать из канавок поршня уже научился.
Можно готовый хомут на базаре купить и не париться.
Я делал проще - упёр поршень отверстием где палец в деревянный (именно в дерево, не ДСП. ) стол (можно доску взять вместо стола, но упереть её во что-то типа стола\стены\пола обязательно), и молоточком чуть постукивал через деревянную проставку по пальцу с другой стороны (отколол кусок доски топором и обстругал её), он легко выходит.
Часто его можно просто руками выдавить (упираешь болт\штырь\деревяшку в о что нибудь а другой стороной в палец и руками берёшь за поршень и выдавливаешь).
А зачем тебе его снимать? на фотке вроде всё хорошо смотрится.
По существу - палец на вообще то легко выдавливается пальчиком, ну если пальчиком не получается, достаточно легкого пошлепывания тяжелым предметом через проставку одной рукой держа и поршень опертый на дощечку , упертую в шпильки и проставку.
Если выбивать примитивными приспособлениями:
Подобранная по толщине и с отверстием под палец деревяшка между поршнем и шпильками.
А шпильки надежно уперты ровненко на подставку. точно напротив пальца.
Греть до 120 градусов очень желательно, Всегда грел открытым пламенем над газом или примитивной горелкой.
Контроль температуры= водичка начинает отскакивать..
В кожанных перчатках спокойно за минуту снимается.
Следим, чтобы иголочки подшипника не растерялись, или не упали в картер..
Сборка.
Собираем палец в нагретый поршень.
На шатуне, на солидоле собран шатунный иголчатый подшипник.и каленые торцевые шайбы зафиксирваны кусочком коротенького деревянного пальца. На нагретый поршень холодный палец войдет от руки. Толкаем в меру, чтобы с другой стороны осталось место под фиксатор.
А вот проф приспособление. Снимает и ставит палец за 30 секунд
Удачи
ЗЫ. Если бы двигатель был мой, я не стал бы пока менять прошень на гарантийный.
1. Родной Пошень подобран селективно, те по диаметру цилиндра, чтобы обеспечивался зазор 0.07-0.08мм. И как правило в серийном производстве бывает до 6 ти сборочных групп. Цилиндры и порщни имеют соответствующее обазначение . Не путать с ремонтными размерами , там отличие 0,25- 0,5мм.
2 Присланный поршень может отличаться от нужного на 0,07мм- зазор пониженная мощность . звон, авария..или очень туго , клин на ровном месте.
Если нет обазначения, хотя бы сравнить замерить размеры поршня -(Яндекс-Гугл) мкрометром, только потом принять решение.
Даже если поршень нужной группы, старый вареный отработает сотню часов, (Филин подтвердит), и только потом менять ИМХО
Как выпрессовать палец из шатуна тойота
Разборка узла "поршень-шатун"
При присутствии заметного люфта подмените весь узел ,
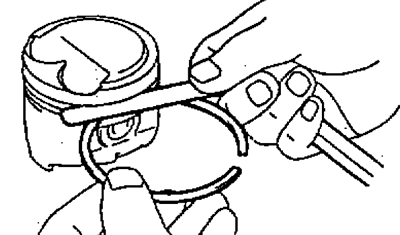
Демонтируйте поршневые кольца, Экспандером демонтируйте оба компрессионных кольца
скребки и экспандер кольца

Проконтролируйте посадку скрепления "поршень-поршневой палец", пытаясь передвигать поршень вперед - назад на поршневом пальце и в направлении, перпендикулярном оси поршневого пальца.
в порядке соответствия поршням, Отделите шатун от поршня. Надлежащим инструментом выпрессуйте поршневой палец из бобышек поршня и поршневой головки шатуна, Демонтируйте шатун.
Замечание:
При надобности поставьте риски на поршень и шатун, чтобы снабдить точность сборки.
Не разукомплектовывайте поршень и поршневой палец
Распределите части поршневой группы автомобиля Toyota Vitz по комплектно.
Диагностика состояния поршня и шатуна
Очистите поршень.
Скребком уберите нагар и углеродные отложения с днища поршня,
Очистите канавки поршня от отложений Куском сломанного кольца.
Замечание: не используйте металлическую щетку.
Проконтролируйте поршень и поршневые кольца.
Проконтролируйте зазор меж поршнем и цилиндром, Микрометром проверьте диаметр юбки поршня на расстоянии 27 мм (1nz-fe, 2nz-fe), 31 мм (1sz-fe) от плоскости днища поршня (ниже уровня канавок для поршневых колец) в направлении, перпендикулярном оси поршневого пальца, как изображено на рисунке.
Номинальный диаметр поршня: 1nz-fe, 2nz-fe. 7945 - 7955 мм 1sz-fe:
номинальный 6960 - 6972 мм
рем. (0,50) 6460 - 6472 мм
Проверьте диаметры цилиндров в направлении оси мотора (см, выше).
Найдите разница результатов измерений диаметра поршня и диаметра цилиндра.
Зазор меж цилиндром и поршнем: 1nz-fe, 2nz-fe:
номинальный 0,045 - 0,068 мм
максимальный 0,080 мм
1sz-fe:
номинальный.. 0,02, - 0,052 мм
максимальный 0,100 мм
Если зазор больше максимального, подмените все четыре поршня и расточите (1sz-fe) все четыре цилиндра. При надобности подмените блок цилиндров. Замечание: при эксплуатации свежего блока цилиндров используйте поршень с той же самой меткой (номером), что и диаметр цилиндра. Б. Проконтролируйте зазор меж новыми поршневыми кольцами и их канавками, измерив его плоским щупом, как изображено на рисунке.
Номинальный зазор:
№1 0,030 - 0,070 мм
№2 0,020-0,060 мм
маслосъемное 0,070 - 0,150 мм
Замечание: для маслосъемного кольца зазор определяется меж скребками.
Если зазор больше допустимого, подмените поршень.
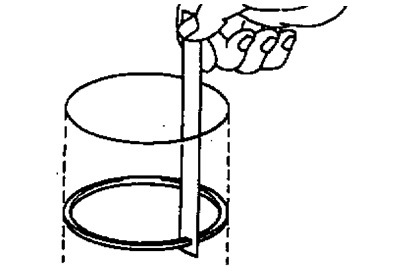
В. Проконтролируйте зазор в замке поршневого кольца.
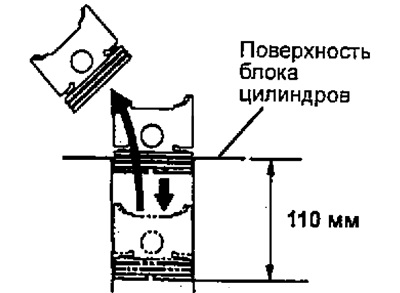
Поставьте кольцо в цилиндр блока.
Поршнем продвиньте кольцо на промежуток 110 мм (1nz-fe, 2nz-fe) 45 мм (1sz-fe) от плоскости блока цилиндров, как изображено на рисунке.
Плоским щупом проверьте зазор в замке.
Если зазор в замке больше максимального, подмените поршневое кольцо (см, таблицу "зазоры в замках поршневых колец"). Если зазор в замке больше максимального даже с новым поршневым кольцом, расточите все цилиндры или подмените блок цилиндров..
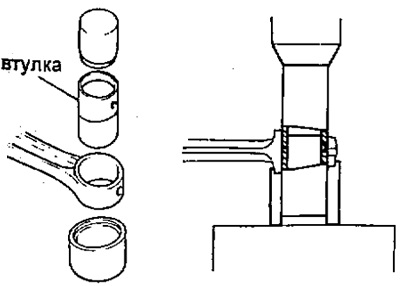
Проверьте зазор поршневого пальца и, если необходимо, то отшлифуйте или переточите новую втулку до получения номинального зазора,
Номинальный диаметр
болта 3 - 5 мм
наименьший диаметр
(1sz-fe)
f, J мм
А - зона наибольшего изнашивания.
Наименьший диаметр 7 мм
Если диаметр меньше минимального, замените.болт.
4 (1nz-fe, 2nz-fe) Если необходимо, подмените втулку верхней головки шатуна,
Применяя оправку и пресс, выпрессуйте втулку из верхней головки шатуна.
Соедините смазочные отверстия втулки и шатуна.
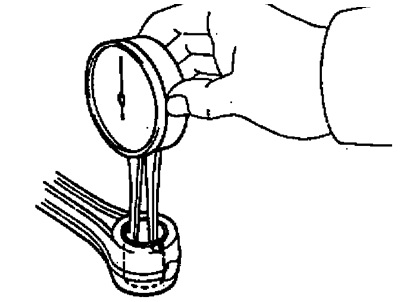
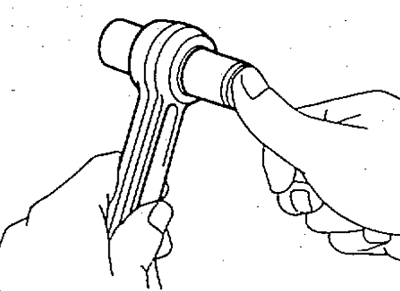
Проконтролируйте работу поршневого пальца при нормальной комнатной температуре. Наложите на поршневой палец двигательное масло и надавите на него, как изображено на рисунке. Палец обязан легко ходить в головке шатуна.
4.8.4.6. Сборка шатунно-поршневой группы
Так как палец вставляется в верхнюю головку шатуна с натягом, то шатун необходимо нагреть до 240° С для расширения его головки.
В печь, уже нагретую до 240° С, шатуны поместить на 15 мин. верхними головками, направленными во внутрь печи.
Для правильного соединения пальца с шатуном следует запрессовать палец как можно быстрее, так как шатун охлаждается быстро и после охлаждения шатуна нельзя будет изменить положение пальца.
Палец надо заранее приготовить к сборке, надев его на валик 1 (рис. Установка поршневого пальца двигателя мод. 2106 на приспособление, для запрессовки его в поршень и головку шатуна) приспособления, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт следует затягивать неплотно, чтобы не произошло его заклинивания при расширении пальца от контакта с нагретым шатуном.
Извлеченный из печи шатун быстро зажать в тисках. Надеть поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием верхней головки шатуна. Приспособлением 1 (рис. Запрессовка поршневого пальца в верхнюю головку шатуна двигателя мод. 2106) закрепленный поршневой палец протолкнуть в отверстие поршня и верхнюю головку шатуна так, чтобы заплечик приспособления соприкасался с поршнем.
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на (рис. Запрессовка поршневого пальца в верхнюю головку шатуна двигателя мод. 2106), что позволит пальцу занять правильное положение.
Предупреждение
Поршень с шатуном должен соединяться так, чтобы метка «П» на поршне находилась со стороны выхода отверстия для масла на нижней головке шатуна.
После охлаждения шатуна палец смазать моторным маслом через отверстия в бобышках поршня.
При установке поршневых колец их замки располагать через 120°.
Шатун обрабатывается вместе с его крышкой и поэтому крышки шатунов невзаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Менять ли шатуны, если провернулись вкладыши?
Описанная картина типична при покупке подержанной иномарки с большим пробегом. Это, так сказать, “предпродажная подготовка” с минимальными затратами для продавца. Остается только посочувствовать покупателю такого авто и постараться дать несколько советов.
К сожалению, автор письма не указал, какой у него двигатель — 1.3 N или 1.3 S, но, вообще-то, особой разницы нет: первый имеет мощность 60 л. с., второй — за счет большей степени сжатия — 75 л. с. С первым, более тяговитым мотором, как показывает практика, меньше проблем, он более живуч.
Менять или не менять?
Хорошо, что задается вопрос насчет шатунов. Многие автомобилисты, попавшие в такую ситуацию и делающие ремонт своими руками (всего-то вал шлифануть и вкладыши заменить!), не задумываются над этим, оставляют шатуны, и через некоторое время им приходится переделывать свою работу. Причем последствия пренебрежительного отношения к шатунам могут быть катастрофическими, вплоть до того, что шатун может показать “руку дружбы” — пробить блок и выйти наружу.
Тогда придется менять блок (а где гарантия, что другой “бэушный” блок без изъянов?), перекидывать поршневую, менять прокладки и сальники, в общем, сэкономленные деньги никоим образом не покроют почти неизбежные в будущем затраты.
Если шатунные вкладыши провернулись, то зазор между шатунной шейкой коленвала и шатунным вкладышем начинает довольно быстро увеличиваться и измеряться уже не положенными сотками, а десятками миллиметра. А после неизбежного смятия или выдавливания вкладышей — уже целыми миллиметрами. В результате больших переменных ударных нагрузок, действующих на шатун, его нижнюю головку начинает разбивать и набивать в ней эллипс.
Если шатун “облегченной” конструкции (на иномарках, особенно японских, зачастую он выглядит просто игрушечным по сравнению с теми же “жигулевскими”), то может погнуться и стержень шатуна. Проверить это в гаражных условиях непросто: понадобятся поверочная плита, или линейка, или две выточенные точно под отверстия в головках шатуна цилиндрические оправки.
Ситуация усугубляется тем, что водитель слышит стук шатунных подшипников не сразу, а лишь тогда, когда он становится явным, а значит, процесс зашел уже слишком далеко. Даже услышав неладное под капотом, он часто пытается на автомобиле со стучащим двигателем дотянуть до гаража, а дотянув, на этом не успокаивается.
Зовет знакомых и незнакомых, для каждого заводит двигатель и начинает резко давить на педаль газа, чтобы услышать, где стучит, а заодно получить противоречивые советы (самые “продвинутые” советчики начнут отсоединять поочередно провода от свечей зажигания), а ремонт двигателя тем временем прямо на глазах становится все дороже и дороже.
Так что ответ однозначный: шатуны, в которых провернулись вкладыши, нужно менять. Эта рекомендация — не только результат теоретических выкладок, она подтверждена горьким опытом.
Только, конечно, менять надо пусть и на бывшие в эксплуатации, но кондиционные шатуны.
Как покупать
Идеальный вариант: не покупать шатуны отдельно, а вынуть их из полуразобранного двигателя, тогда окружение шатуна — поршень, зеркало цилиндра, вкладыши, палец — многое скажут о “здоровье” шатуна. Тем более что шатуны можно взять с “родными” пальцами, да и поршни никогда лишними не будут.
Кстати, можно спрашивать шатуны от “Кадета” не только последнего поколения, которое на заводе обозначалось буквой Е (1984—1991 гг.), но и предыдущего — D (1979—1984 гг.) - конструкция 1,3-литровых двигателей, несмотря на разную мощность, у них одинаковая. Кроме того, эти двигатели стояли и на выпускавшихся c 1981 по 1986 год “Асконах” (Opel Ascona 1.3 S), так что можно смело расширять поиск.
Подбор по массе
Перед установкой нового шатуна в двигатель надо обязательно проверить массу шатуна, ведь вряд ли попадется шатун того же класса, что стоит в ремонтируемом двигателе.
Шатуны моторов Opel Kadett разбиты на шесть классов с интервалом в 8 г (см. табл. 2). Они не имеют индексов и цветовой маркировки, так что придется взвешивать и проверять.
Минимально допустимая разница массы шатунов, установленных в одном двигателе, составляет по инструкции те же 8 г, но я бы посоветовал сделать ее еще меньше, сняв металл с нижней части крышки шатуна.
Если есть возможность, берите комплект шатунов. Тем самым вы сэкономите время на подгонке их по массе, а это занятие нудное и кропотливое, и лучше не в гаражных условиях на наждаке, а на фрезерном или строгальном станке.
Поршневые пальцы
Остается еще один важный момент — поршневые пальцы.
Они так же, как в восьмиклапанных двигателях “Жигулей”, запрессованы в верхнюю головку шатуна и свободно вращаются в бобышках поршня.
При выпрессовке надо быть предельно аккуратным и постараться не повредить ни палец, ни поршень. По инструкции это положено делать при помощи пресса, но в гаражных условиях (в недавнем прошлом, когда не было ажиотажа вокруг цветных металлов) идеальным приспособлением для этой операции у меня с приятелем был проточенный изнутри тракторный поршень. В него помещался “жигулевский” поршень, сквозь бобышку тракторного поршня в палец вставлялась оправка, и увесистым молотком или средних размеров кувалдой он выбивался из поршня.
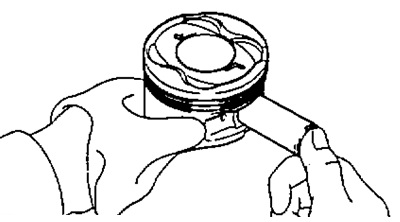
Поршневой палец — одна из самых ответственных деталей в двигателе, поэтому его надо как следует проверить перед обратной установкой в поршень. Нет ли на нем глубоких рисок? А главное — как он ведет себя в поршне? Для проверки надо усилием большого пальца вставить поршневой палец в поршень, повернуть поршень так, чтобы поршневой палец оказался в вертикальном положении, и проверить, выпадет он из поршня или нет.
Если поршневой палец выпадает, то придется покупать новый или “бэушный” (при покупке надо иметь с собой для проверки поршень). Вообще-то, инструкция запрещает повторное использование поршневого пальца, но мы с вами будем реалистами: если палец аккуратно выпрессован, не имеет изъянов, из бобышек поршня не вываливается, то он еще послужит на старенькой иномарке.
Если будете покупать поршневые пальцы, учтите, что в отличие от тех же “Жигулей”, где размеры пальцев на всех модификациях одного двигателя одинаковые (не считая разбивки их наружных диаметров на три категории с разницей в 0,004 мм), у 1,3-литровых моторов Opel Kadett они заметно отличаются от пальцев двигателей рабочим объемом 1,6 и 1,8 л (см. табл. ). У последних они большего диаметра (23 вместо 20 мм) и длиннее (70 вместо 65 мм). Так что не перепутайте.
Наплавку не советую
Что касается коленвала, то, действительно, 0,5 мм — последний ремонтный размер вкладышей этого двигателя Opel Kadett (как тут не сказать спасибо родному ВАЗу за в два раза большее количество ремонтных размеров вкладышей на “Жигулях”?). Если этот размер не выйдет, я бы не советовал наплавлять шейки коленвала.
Тем, кто решится на наплавку, рекомендую это делать там, где все эти операции выполняются в одном месте - наплавка и шлифовка. Если в разных, то потом не найдете того, кто ответит за качество. У меня долго валялся в гараже волговский коленвал, изуродованный наплавкой на атомной станции.
Если ремонт двигателя производите своими руками, лучше поищите “бэушный” коленвал, и, конечно же, не с “застучавшего” двигателя.
Шатун не терпит суеты
Спросите любого механика: какие детали традиционно ремонтируют при капитальном ремонте двигателя? Ответ будет незамедлительным: блок цилиндров и коленчатый вал. Далее многие укажут головку блока цилиндров. И лишь некоторые добавят к этому "комплекту" шатуны.
А между тем шатун — деталь не менее ответственная, чем поршень, вкладыш коленчатого вала или направляющая втулка клапана. И никак не второстепенная — дефекты шатунов встречаются в ремонтной практике буквально на каждом шагу.
Почему же о них забывают? Предпочитают сразу менять на новые? Или просто не замечают дефектов? А может быть, не все знают, как проверить и отремонтировать шатуны?
Иными словами, есть над чем поразмыслить…
Некоторые заблуждения и «мифы», связанные с шатунами, довольно живучи. Начнем с основного заблуждения: большинство механиков считают, что шатуны не изнашиваются! Да и чему изнашиваться — поверхности шатуна, к примеру, ВАЗовского двигателя сами не образуют пар трения — в нижней головке шатуна устанавливаются вкладыши, а в верхней неподвижно запрессован поршневой палец. Правда, боковые поверхности нижней головки шатуна трутся о щеки коленвала, но степень износа здесь настолько мала, что ее можно даже не принимать во внимание.
Что же получается — установил новые поршни и пальцы, заменил вкладыши в нижней головке — и собирай двигатель? Многие так и делают, собирают, как говорится, не думая. Да и о чем думать, если клиент над душой стоит, торопит?
Торопливость — она известно где хороша, но только не в моторном деле. Когда автомобиль с недавно отремонтированным, но уже стучащим, мотором вернется обратно, начинается поиск виновных. А здесь так: или сам водитель виноват — не умеет ездить, или шлифовщик — плохо сделал коленвал. И невдомек иному механику, что это его «работа». Потому что.
Шатун тоже изнашивается
Возьмите в руки старый шатун с изрядно походившего мотора — на первый взгляд ничего примечательного. Но только на первый взгляд.
Вспомним: шатун — один из элементов кривошипно-шатунного механизма, в котором он связывает поступательно движущийся поршень и вращающийся коленчатый вал. Нагрузки на шатун могут достигать десятков тонн, причем являются знакопеременными, т.е. сжатие и растяжение шатуна чередуются в течение одного оборота коленвала.
Теперь представим: в таком режиме шатун работает многие годы, сотни тысяч километров. Поэтому не будет ничего удивительного в том, что в металле шатуна будут накапливаться остаточные деформации. Невооруженным глазом их не видно, но стоит воспользоваться соответствующими приборами, как картина прояснится — «потянут» шатун, деформировался.
Еще хуже, когда на какой-нибудь . надцатой тысяче автомобиль заедет в глубокую лужу. Гидроудар в цилиндре, сами знаете, дело серьезное (см. № 4/2000), но, допустим, обошлось. Только шатун все равно хоть немного, но деформировался. А потом, много позже, случилось, к примеру, еще одно происшествие: зубчатый ремень оборвался, клапаны погнулись. Головку сняли, все, что надо, заменили, но глубоко в двигатель залезать не стали — не тот, вроде бы, случай. А зря — при ударе поршня по клапанам действие получается равным противодействию. И шатун может еще немного деформироваться.
В общем, когда такой двигатель попадает в ремонт, внешний вид шатунов оказывается весьма обманчивым — за мнимым благополучием могут скрываться серьезные дефекты — следы прошлых поломок и нештатных ситуаций в эксплуатации. Выявить их не так просто. Но что вы скажете, если в двигатель при сборке попадает явно дефектный шатун?
Стандартная ситуация — застучал шатунный вкладыш. Многие механики сразу бросаются в бой: ну просто бегут со всех ног шлифовать коленчатый вал в следующий ремонтный размер. Спросите у них, где шатун, который стоял на поврежденной шейке? Больше половины ответят, что он нормальный. А некоторые, особо умелые, вообще себя не утруждают — вынимают, а затем ставят коленвал с новыми вкладышами, даже не разбирая двигателя.
Между тем шатун после перегрева, задира, расплавления или проворачивания вкладышей повреждается со стопроцентной вероятностью. Это покажут не только измерительные приборы, но и просто внешний осмотр: нижняя головка будет иметь характерный перегретый вид со следами цветов «побежалости», а ее отверстие станет некруглым, овальным.
Не лучше обстоит дело и с верхней головкой шатуна. К примеру, выпрессовали палец, нагрели шатун, установили новый поршень с пальцем. А померил ли кто-нибудь натяг пальца в отверстии головки? Многим некогда, торопятся, у других даже приборов нет проверить. Только когда потом палец вылезет и продерет цилиндр, будет поздно — повторный ремонт, скорее всего, окажется дороже и сложнее первого.
Почему палец может вылезти из отверстия, понятно — натяг слишком мал или его нет совсем. А это вполне возможно, если, например, в прошлом «ремонте» верхняя головка была сильно перегрета перед сборкой шатуна с поршнем (такое бывает при использовании ацетиленокислородной горелки).
В конструкциях с плавающим пальцем нередко оказывается изношенной бронзовая втулка верхней головки шатуна. Причем оценить степень износа на ощупь, без измерений, практически невозможно. Особенно обманчивая картина возникает в случае, если палец смазан маслом — люфт пальца не чувствуется даже при большом зазоре во втулке.
Таким образом, без соответствующей проверки нельзя определить ни дальнейшую пригодность шатуна к работе, ни объем необходимого ремонта. Поэтому главный вопрос — это…
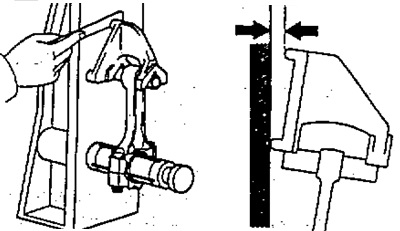
Проверка шатуна обычно проводится в несколько этапов. Начинают чаще всего с проверки геометрии отверстий. Для этого шатун разбирают, моют, а затем собирают с затяжкой болтов (гаек) крепления крышки рабочим моментом. Далее нутромером проверяют диаметр отверстия нижней головки — он должен соответствовать размеру, рекомендованному заводом-изготовителем, а все отклонения формы отверстия (эллипсность) должны укладываться в допуск на размер отверстия (обычно 0,015 мм). Аналогичным образом проверяют и верхнюю головку шатуна. Здесь контролируют отклонения формы (эллипсность не более 0,01 мм), а также величину диаметра отверстия, которая должна обеспечить гарантированный минимальный натяг в прессовом соединении с пальцем (0,02-0,025 мм) или максимальный зазор во втулке (0,015-0,02 мм) «плавающего» пальца.
Все эти измерения выполнить несложно, нужно лишь время и аккуратность. Другое дело — проверить деформацию стержня шатуна.
Один из возможных альтернативных способов — проверка на поверочной плите. Шатун кладется на плиту, и покачиванием определяется, насколько он деформирован. Разновидность способа — прикладывание к боковой плоскости шатуна лекальной линейки и оценка непараллельности плоскостей верхней и нижней головок. Иногда шатуны проверяют «на скалке» — надевают с малым зазором несколько шатунов верхней головкой на стержень, а деформацию оценивают по просветам между боковыми плоскостями нижних головок шатунов. Но так или иначе, а подобные способы измерения получаются неточными и для некоторых шатунов вообще не годятся (шатуны с разной шириной верхней и нижней головок). Практика тем не менее показывает, что стремиться точно измерить непараллельность осей отверстий головок совсем не обязательно — достаточно и приближенных способов. Объясняется это тем, что параллельность осей нетрудно восстановить с помощью правильно выбранной технологии ремонта.
Специализированный расточный станок для шатунов — оборудование не из дешевых
После того, как шатун проверен, можно приступать к ремонту. Сразу оговоримся — отремонтировать удается шатун с любым из описанных выше дефектов. Правда, при этом требуется оценить эффективность ремонта — с точки зрения надежности двигателя в последующей эксплуатации и экономических соображений. Последнее часто является причиной отказа от ремонта в пользу покупки новых шатунов (для некоторых отечественных двигателей ремонт иногда получается близким к замене по стоимости). Однако приобретенные новые шатуны нередко оказываются хуже по качеству (см. № 10/1999). Это значит, что альтернативы ремонту практически нет. Весь вопрос лишь в том.
Как правильно отремонтировать шатун?
То, что шатун — деталь для ремонта серьезная, — свидетельствуют факты: все иностранные фирмы — производители станков для ремонта деталей двигателей имеют в своей программе и станки для ремонта шатунов. Поэтому без хорошего оборудования браться за такое дело бессмысленно — ошибка будет стоить дорого.
Не менее важен еще один факт: при серийном заводском ремонте двигателей западные фирмы ремонтируют шатуны в обязательном порядке. Так что шатунов, поставленных в двигатель без ремонта, как это еще делают у нас в России, вы там не увидите.
Стандартным видом ремонта шатунов можно назвать ремонт отверстия нижней головки при небольшом отклонении его размера от исходного (номинального) значения. Суть этой операции сводится к тому, что диаметр отверстия восстанавливается до номинального размера, заданного заводом — изготовителем двигателя.
Технология такого ремонта достаточно проста. Вначале крышку шатуна «занижают» (т.е. обрабатывают) по плоскости разъема на небольшую величину — около 0,05-0,1 мм. Это может быть выполнено различными способами, включая шлифование, фрезерование или (при небольшом припуске) притирку. Далее шатун собирается, болты затягиваются рабочим моментом, после чего отверстие обрабатывается в номинальный размер.
Для обработки отверстия в рамках этой технологии чаще всего используются горизонтально-хонинговальные станки — они обеспечивают высокую точность (отклонение размеров и формы отверстия в пределах 0,005-0,010 мм) и производительность.
Однако применение данной технологии возможно только при малых деформациях или износе отверстия нижней головки. Дело в том, что при хонинговании базирование шатуна на станке выполняется по поверхности самого отверстия. А это значит, что перекос осей головок, если он имел место до ремонта, сохранится и после него. Более того, возможен и дополнительный перекос, если отверстие сильно повреждено, и требуется большой припуск на его обработку.
В подобных случаях применяют растачивание отверстий. Этот процесс существенно отличается от предыдущего. Так, нередко приходится «занижать» плоскость разъема не только крышки, но и самого шатуна, иначе около разъема могут остаться необработанные участки поверхности. Кроме того, в процессе растачивания отверстия обеспечивается строгая параллельность осей отверстий головок, поскольку за базу принимается одно из отверстий.
Растачивание выполняется на специализированных расточных станках для шатунов, но с помощью специальной оснастки шатун можно расточить и на универсальном станке (к примеру, на токарном). Для получения высокой чистоты обработанной поверхности после растачивания проводится финишная обработка — хонингование.
При ремонте нижней головки следует помнить, что межцентровое расстояние между отверстиями головок всегда уменьшается, причем тем больше, чем больше припуск на обработку отверстия. Это может быть критично для дизелей, где укорочение шатуна даже на 0,1 мм заметно уменьшает степень сжатия и негативно влияет на работу данного цилиндра.
Выдержать требуемое межцентровое расстояние удается с помощью обработки отверстия верхней головки шатуна. Суть этой технологии в том, чтобы заменить в верхней головке втулку и точно расточить отверстие под палец (втулка всегда имеет припуск в пределах 0,3-0,5 мм), приняв за базу отверстие нижней головки и обеспечив заданное межцентровое расстояние. Точно так же поступают и в случае, когда втулка верхней головки изношена и требуется ее замена.
Описанные технологии ремонта обеспечивают высокую надежность работы шатунов и применимы для подавляющего большинства двигателей. Но все-таки из любых правил есть исключения. Поэтому иногда бывает полезно знать.
Некоторые «хитрости» в ремонте шатунов
Современные высокофорсированные двигатели характеризуются очень высокой нагруженностью деталей, в том числе шатунов. При неисправности системы смазки, когда происходит задир и расплавление вкладышей, нижняя головка шатуна испытывает значительный перегрев, при котором в материале появляются большие остаточные напряжения и деформации. В дальнейшей эксплуатации после ремонта нижняя головка может снова деформироваться, если в процессе ремонта напряжения не будут сняты, к примеру, старением (выдержка при температуре около 200°С).
Перегрев нижней головки нередко приводит и к перегреву шатунных болтов, прочность которых при этом падает. Для исключения неприятностей (обрыв болта) рекомендуется заменять болты на новые.
Для некоторых двигателей (из отечественных стоит упомянуть КамАЗ) при ремонте не требуется обработка плоскости разъема — достаточно расточить отверстие в ремонтный размер под соответствующие ремонтные вкладыши. Напротив, ряд моделей двигателей Opel, Ford, BMW имеют полученный в результате хрупкого излома так называемый «колотый» стык крышки с шатуном, что делает ремонт нижней головки невозможным традиционными методами.
Отметим, что на отдельных моделях моторов Volvo, Mazda, Alfa Romeo стык крышки с шатуном выполнен со шлицами. Подобные шатуны также ремонтопригодны, но занижение «шлицевой» поверхности перед ремонтом — весьма трудоемкая операция.
Если в верхней головке шатуна натяг недостаточен для фиксации пальца, единственный способ ремонта—использование пальца с увеличенным диаметром. Таким же способом можно восстановить зазор в отверстии и без замены втулки. В некоторых случаях данное решение оказывается единственным — например, для шатунов с «плавающим» пальцем, не имеющих втулки (некоторые двигатели GM). При этом отверстие предварительно хонингуется для восстановления его геометрии.
После ремонта, за счет снятия металла, нижняя головка шатуна становится легче. Если припуск при обработке был значительным и отличался для одного комплекта шатунов, то нелишней будет проверка, а возможно, и подгонка шатунов по массе. Для отечественных моторов требование подгонки массы становится обязательным, учитывая нестабильное качество изготовления. Эта работа требует аккуратности, как и все другие операции по ремонту шатунов, но только так можно быть уверенным в том, что отремонтированный шатун пройдет не меньше нового.
Справка «АБС-авто»
Качественно отремонтировать шатуны, а также блоки цилиндров, головки и коленчатые валы можно, обратившись на фирмы «Механика», тел.: (095) 366-9065, 406-0015, 389-1988, и «Технолуч», тел.: (095) 235-0095.
Кроме того, на фирме «Механика» можно приобрести специализированное оборудование для ремонта деталей двигателей.
(Журнал «АБС», ноябрь 2000)
ДМИТРИЙ ДАНЬШОВ, директор фирмы «Механика», АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
Выпрессовка Пальца Из Шатуна
Как выбить палец из шатуна (поршня)! Это легко и просто сделать своими руками!
Перепрессовка поршня методом нагрева шатунов за 2 минуты / запрессовка пальца в шатун
Извиняюсь на качество съёмки, не планировали снимать. Перепресовка методом нагрева шатуна (перепресовка поршня) дело не такое сложно но .
7.Выпрессовка пальцев подручными средствами без пресса и молотка
Описание моего способа как можно самому без пресса и молотка. https://www.drive2.ru/l/535676293690164031/
Запрессовка поршней методом накаливания шатуна
Теория ДВС: Как выпрессовка пальца ВАЗ-Классика
Выпрессовка поршневого пальца Киа спектра в гаражных условиях
Ремонт двигателя Киа спектра.
Выпрессовка пальцев
Выпрессовщик пальца шатуна (самодельный)
Как легко выпресовать палец из шатуна без повреждения поршня
Холодный способ запрессовки пальца поршня в шатун ВАЗ
Замена пальцев на шатуне, Жигули . На холодную и на горячую посадку.
Запрессовываем палец в поршень, связывает с шатуном. Пошаговая инструкция, как это делается. Как правило, посадочное место под палец в шатуне .
Сборка поршня с шатуном Ваз - самый быстрый и эффективный способ!
Вставляем пальцы в поршень горячим методом.
Вставляем пальцы в поршень горячим методом. Замена пальцев поршня. Запрессовка пальцев в поршень. Вбиваем пальцы в поршень.
Как правильно ставить поршневые пальцы в шатуны на горячую .
Установка поршней на шатуны без втулки в верхней головке шатуна .
Сделал съёмник поршневых пальцев.
Сделал съёмник поршневых пальцев.
Как запрессовать палец шатуна в шатун поршня /How to Drive in radial a finger of a rod
Запрессовка пальца классическим методом нагрева шатуна. ---Как сделать выпрессовщик пальца шатуна (самодельный) .
выпрессовка пальцев поршней
I created this video with the YouTube Video Editor (http://www.youtube.com/editor)
выпрессовка пальца из шатуна
Как повязать поршень с шатуном
Вставляем пальцы в поршень горячим методом.
Установка поршней на шатуны в классике. ваз 2101-2121-2109
произвожу монтаж шатуна и поршня на ваз 2101( 2102 2103 2104 2105 2106 2107 2121 2107 2108 2109 ) . вначале немного подогреваем поршень до .
Перепрессовка поршней крайслеровского двигателя 2.4 на автомобиле Газель.
Показана перепрессовка поршней при сборке крайслеровского двигателя 2.4л для автомобиля Газель.
ВСТАВЛЯЕМ ПАЛЬЦЫ В ШАТУНЫ (ПОРШНИ) (ЧАСТЬ 3)
Выпресовка - запресовка пальца в шатун Форд, Мазда.
Расскажу и покажу как без пресса в условиях гаража выпресовать и запресовать палец в шатун двигателя Форд, Мазда и им подобные. жизнь .
Тойота Раш запрессовка пальца в шатун.
замена поршня Тойота Раш.
Запрессовка поршневых Пальцев на ВАЗ 2108
В этом видео Володя вам покажет как надо правильно и с каким приспособлением выполнять запрессовку поршневого пальца. Поршни и пальцы от авто .
Выпрессовка прикипевшего пальца поршня
Лайфхак: как аккуратно выпрессовать поршневой палец без съёмника.
Хитрости забивания пальца в шатун холодным способом
Поясняю хитрости забивания палец в шатун ВАЗ холодным способом в домашних условиях.
Запрессовка пальцев в шатуны очень просто!
Agency of Internet Rights (AIR) - одна из лучших партнерских программ YouTube, заявка на подключение по ссылке: .
Запрессовка пальца в шатун без пресса(Lanos, Nexia, Aveo)
Запрессовка пальца в шатун без пресса(Lanos, Nexia, Aveo)
Запрессовка пальца в шатун ВАЗ классика
Выпресовщик/запресовщик поршневых пальцев своими руками.
Запрессовка поршневого пальца в шатун горячим способом
Двигатель ВАЗ 2103. Шатун греется в электродуховке примерно до 170- 200С. Палец и поршень холодные. Палец вдевается в пошень и шатун .
Приспособление для выпрессовки поршневых пальцев мотоциклов Иж Планета, Иж Юпитер, Минск, Восход.
Всем привет! немного о приспособлении для выпрессовки поршневых пальцев. Приспособление можно изготовить для двигателей советских .
Выпрессовка пальцев поршней. Видеоуроки от Антоши.
Выпресовка и запресовка пальца в шатуны. Двигатель ВАЗ 2105
На этом видео Володя покажет как правильно выпресовывать и запресовывать пальцы в шатуны. Для выпресовки используется обычный самодельный .
Видео недоступны, обновите страницу
Хотите хорошо провести время за просмотром видео? На нашем видео портале вы найдете видеоролики на любой вкус, смешные видео, видео о животных, видео трансляции и многое другое
Проверка состояния поршня и шатуна
а) Скребком удалите нагар и другие углеродные отложения с днища поршня.
б) Очистите канавки поршня от отложений куском сломанного кольца.
в) Растворителем и мягкой волосяной щеткой окончательно очистите поршень.
Примечание: не применяйте металлическую щетку.
2. Проверьте поршень и поршневые В кольца.
А. Проверьте зазор между поршнем и цилиндром.
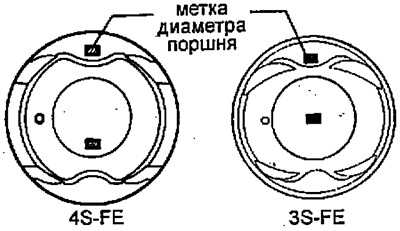
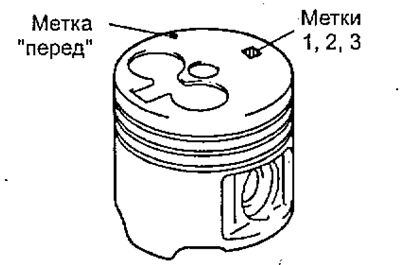
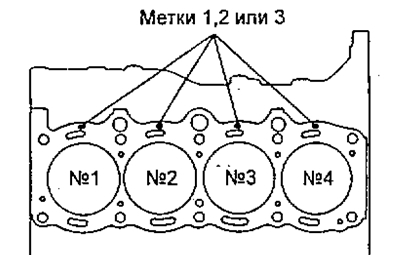
Примечание: имеются три размерных группы номинального диаметра поршня, обозначенные метками (цифрами) "1", "2" и "3" соответственно. Метка нанесена на днище поршня с краю в направлении перпендикулярном оси поршневого пальца или на днище поршня в центре. Обратите внимание на метку (выемку) "перед", по которой поршень должен устанавливаться в цилиндр.

3S - FE, 4S - FE
4A - FE, 5A - FE, 7A - FE
а) Микрометром измерьте диаметр юбки поршня на расстоянии 25,4 мм (3S - FE), 26,0 мм (4S - FE); 24,5 мм (4А - FE, 5A - FE, 7A - FE); 64,5 мм (2С); от поверхности днища поршня (ниже уровня канавок для поршневых колец) и в направлении, перпендикулярном оси поршневого пальца, как показано на рисунке.
Номинальный диаметр поршня:
- метка "1" — 85,945 - 85,955 мм
- метка "2" — 85,955 - 85,965 мм
- метка "3" — 85,965 - 85,975 мм
- рем. (0,50) — 86,445 - 86,475 мм
- метка "1" — 85,870 - 85,880 мм
- метка "2" — 85,880 - 85,890 мм
- метка "3" — 85,890 - 85,890 мм
- рем. (0,50) — 86,425 - 86,455 мм
- метка "1" — 82,437 - 82,447 мм
- метка "2" — 82,447 - 82,457 мм
- метка "3" — 82,457 - 82,467 мм
- рем. (0,50) — 82,937 - 82,967 мм
- рем. (0,75) — 83,187 - 83,217 мм
- метка "1" — 80,905 - 80,915мм
- метка "2" — 80,915 - 80,925 мм
- метка "3" — 80,925 - 80,935 мм
- рем. (0,50) — 81,430 - 81,460 мм
- метка "1" — 78,605 - 78,615 мм
- метка "2" — 78,615 - 78,625 мм
- метка "3" — 78,625 - 78,630 мм
- рем. (0,50) — 79,130 - 79,160 мм
в) Найдите разность результатов измерений диаметра поршня и диаметра цилиндра.
Зазор между цилиндром и поршнем:
- номинальный — 0,045 - 0,065 мм
- максимальный — 0,15 мм
- номинальный — 0,120 - 0,140 мм
- максимальный — 0,190 мм
- номинальный — 0,053 - 0,073 мм
- максимальный — 0,120 мм
- номинальный — 0,085 - 0,105 мм
- максимальный — 0,130 мм
Примечание: при использовании нового блока цилиндров применяйте поршень с той же самой меткой (номером), что и диаметр цилиндра. Маркировка диаметра цилиндра нанесена на блоке цилиндров в местах, показанных на рисунке.
Б. Проверьте торцевой зазор "компрессионное кольцо - поршневая канавка", измерив его плоским щупом, как показано на рисунке.
Номинальный зазор:
- 3S - FE — 0,040 - 0,080 мм
- 4S - FE — 0,030 - 0,070 мм
- Т — 0,050 - 0,085 мм
- 2R — 0,045 - 0,080 мм
- 2С — 0,100 - 0,140 мм
- 3S - FE, 4S - FE, 4A - FE, 5A - FE, 7A - FE — 0,030 - 0,070 мм
- 2С — 0,050 - 0,090 мм
2С — 0,030 - 0,070 мм
- Т — 0,02 - 0,16 мм
- 2R — 0,03 - 0,11 мм
В. Проверьте зазор в замке поршневого кольца.
а) Вставьте поршневое кольцо в цилиндр.
б) Поршнем протолкните кольцо на расстояние 110 мм (3S - FE, 5A - FE); 107 мм (7A - FE); 100 мм (4A - FE, 5A - FE); 120 мм (2С) от поверхности блока цилиндров, как показано на рисунке.
в) Плоским щупом измерьте зазор в замке.
- компрессионное кольцо №1 — 0,27 - 0,037 мм
- компрессионное кольцо №2 — 0,34 - 0,47 мм
- маслосъёмное кольцо (по скребкам) — 0,20 - 0,40 мм
- компрессионное кольцо №1 — 0,98 мм
- компрессионное кольцо №2 — 0,92 мм
- маслосъемное кольцо (по скребкам) — 1,00 мм
- компрессионное кольцо №1 — 0,27 - 0,40 мм
- компрессионное кольцо №2 — 0,27 - 0,41 мм
- маслосъемное кольцо (по скребкам) — 0,20 - 0,70 мм
- компрессионное кольцо №1 — 1,00 мм
- компрессионное кольцо №2 — 1,01 мм
- маслосъемное кольцо (по скребкам) — 1,30 мм
- компрессионное кольцо №1 — 0,25 - 0,38 мм
- компрессионное кольцо №2 — 0,20 - 0,32 мм
- маслосъемное кольцо (по скребкам) — 0,15 - 0,40 мм
- компрессионное кольцо N°1 — 0,98 мм
- компрессионное кольцо №2 — 0,92мм
- маслосъемное кольцо (по скребкам) — 1,00 мм
- Т — 0,25 - 0,37 мм
- 2R — 0,25 - 0,35 мм
- Т — 0,37 - 0,52 мм
- 2R — 0,35 - 0,50 мм
- Т — 0,15 - 0,40 мм
- 2R — 0,10 - 0,35 мм
- компрессионное кольцо №1 — 0,97 мм
- компрессионное кольцо №2 — 0,95 мм
- маслосъемное кольцо (по скребкам) — 0,70 мм
- компрессионное кольцо №1 — 0,25 - 0,35 мм
- компрессионное кольцо №2 — 0,35 - 0,50 мм
- Т — 0,15 - 0,40 мм
- 2R — 0,10 - 0,35 мм
- компрессионное кольцо №1 — 1,07 мм
- компрессионное кольцо №2 — 1,02 мм
- маслосъемное кольцо (по скребкам) — 1,62 мм
Г. Проверьте поршневой палец.
При нагретом поршне до 60°С, поршневой палец должен перемещаться в поршне, без значительных усилий. После проверки снимите поршневой палец.
3. Проверьте соосность шатуна.
- 5A - FE — 0,03 мм
- остальные — 0,05 мм
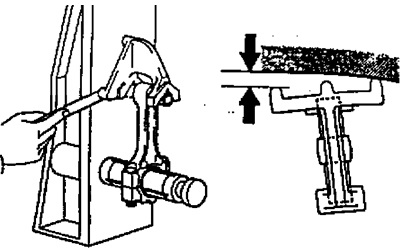
Аналогичным способом проверьте скручивание шатуна, как показано на рисунке.
- двигатели серии Е — 0,05 мм
- двигатели серии С, S — 0,15 мм
Б. (2С, 3S - FE) Проверьте масляный зазор поршневого пальца.
а) Нутромером, измерьте внутренний диаметр втулки верхней головки шатуна.
Внутренний диаметр втулки:
- метка А — 27,011 - 27,015 мм
- метка В — 20,015 - 20,019 мм
- метка с — 20,016 - 20,021 мм
б) Используя микрометр, измерьте диаметр поршневого пальца.
- 2С — 27,000 - 27,012 мм
- 3S - FE — 21,997 - 22,009 мм
в) Вычтите измеренное значение диаметра поршневого пальца от измеренного значения внутреннего диаметра втулки.
- 2С — 0,007 - 0,015 мм
- 3S - FE — 0,005 - 0,011 мм
Если масляный зазор больший чем максимальный, замените втулку. Если необходимо, замените поршень и поршневой палец в сборе.
В. (2С, 3S - FE) Если необходимо, замените втулку верхней головки шатуна.
а). Используя оправку и пресс, выпрессуйте втулку из верхней головки шатуна.
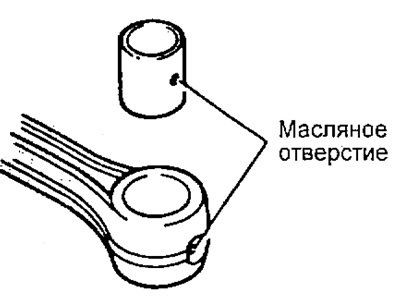
б) (3S - FE) Совместите смазочные отверстия новой втулки и шатуна и запрессуйте втулку.
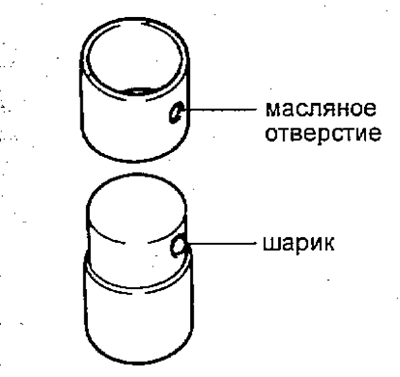
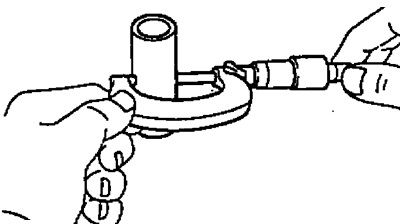
(2C) Установите втулку на специальное приспособление, зафиксировав её шариком в масляном (смазочном) отверстии втулки.
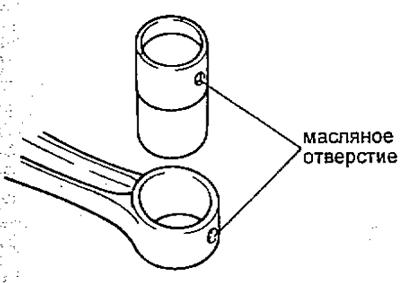
Совместите смазочные отверстия втулки и шатуна.
Используя специальное приспособление и пресс, запрессуйте втулку.
в) Измерьте масляный зазор поршневого пальца'и если необходимо, то отшлифуйте, или переточите новую втулку до получения номинального зазора.
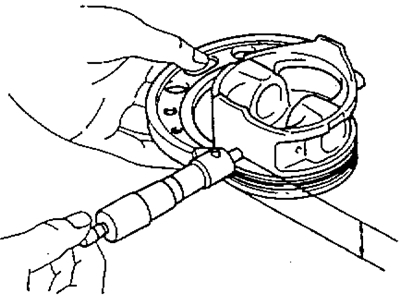
г) Проверьте работу поршневого пальца при нормальной комнатной температуре. Нанесите на поршневой палец моторное масло и надавите на него, как показано на рисунке.
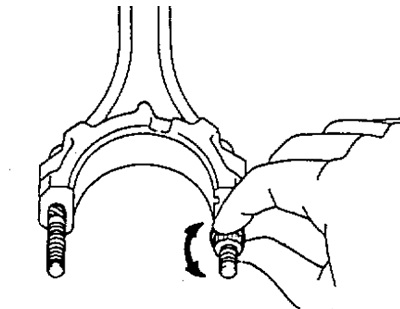
Г. (3S - FE) Проверьте шатунные болты.
а) Наверните гайку на каждый болт и убедитесь, что гайка легко наворачивается рукой, на всю длину резьбы болта.
б) Если гайка не наворачивается рукой, измерьте наружный диаметр резьбы болта штангенциркулем в зоне наибольшего износа резьбы.
- 3S - FE — 7,86 - 8,00 мм
- 3S - FE — 7,60 мм
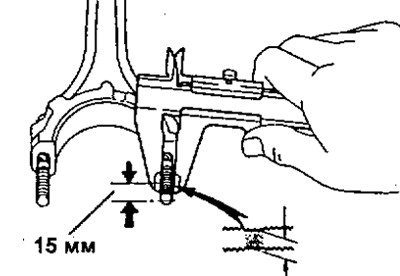
Примечание: если такую зону трудно обнаружить визуально, то проводите измерение на расстоянии 15 мм от конца болта, как показано на рисунке.
Если наружный диаметр резьбы меньше минимально допустимого, замените шатунный болт и гайку как единую сборочную единицу.
Снятие и установка деталей шатунно-поршневой группы Lancer X
1. Снимите двигатель с автомобиля.
2. Снимите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров», с. 91).
3. Снимите масляный картер (см. «Замена уплотнения масляного картера», с. 92).
4. Снимите усилитель блока цилиндров (см «Снятие и установка усилителя блока цилиндров». с. 95).
5 Поверните коленчатый вал так. чтобы снимаемый поршень оказался в НМТ (нижней мертвой точке).
6. Отверните два болта 9 (рис 5.25) креп ления крышки шатуна.
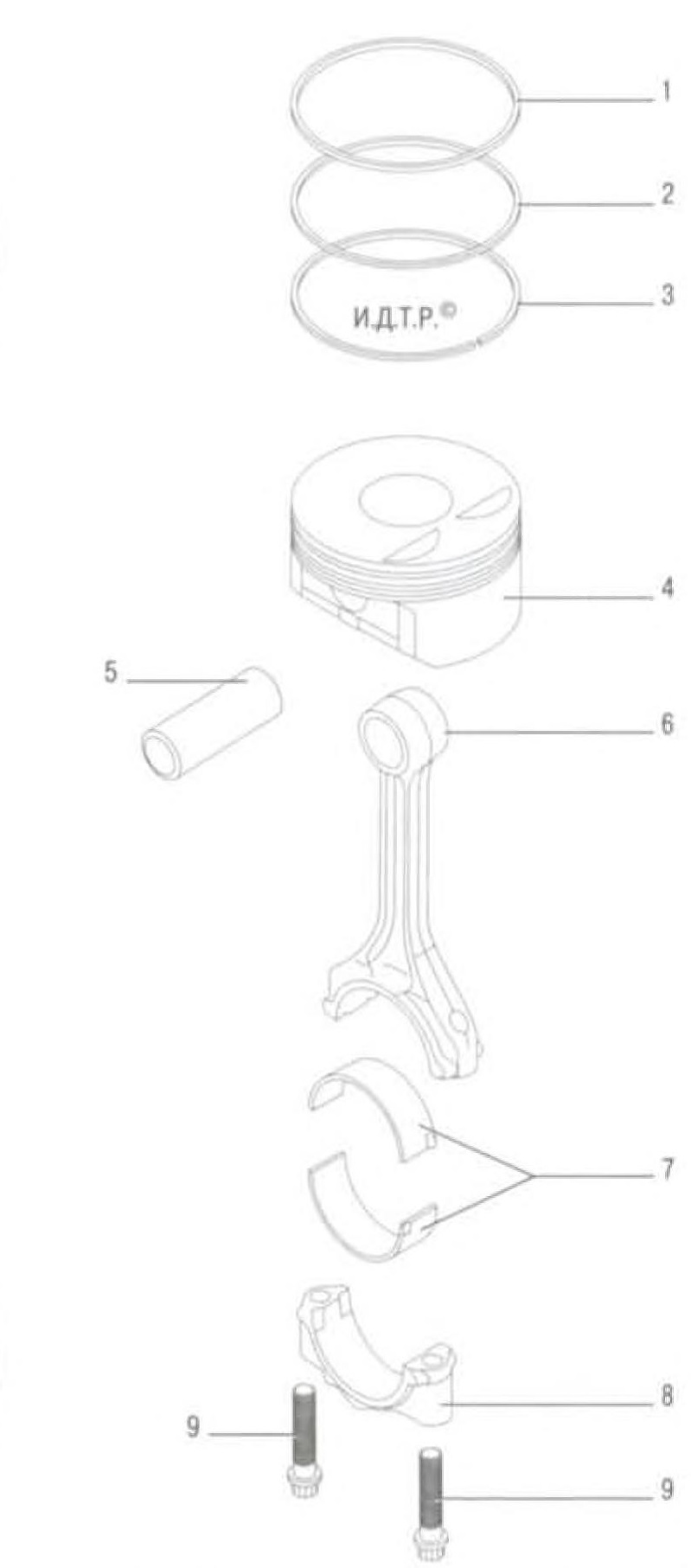
Рис.5.25. 1- верхнее компрессионное кольцо; 2- нижнее компрессионное кольцо; 3 – маслосъёмное кольцо; 4 - поршень. 5 - поршневой палец; 6 - шатун; 7 - шатунные вкладыши. 8 - крышка шатуна. 9 - болты крепления крышки шатуна.
7. Снимите крышку шатуна. Если снятие крышки затруднено, предварительно строньте ее несильными ударами молотка. Номер цилиндра выбит на боковой поверхности крышки.
Предупреждение
Крышки обрабатываются в сборе с шатуном, позтому они невзаимозаменяемы. Промаркируйте шатун и крышку шатуна номером цилиндра, чтобы не перепутать их при сборке.
8. Протолкните шатун ручкой молотка внутрь цилиндра и осторожно выньте поршень с шатуном из цилиндра. Следите за тем, чтобы нижняя головка шатуна не касалась зеркала цилиндра, иначе можно повредить зеркало Аналогично снимите остальные поршни.
Примечание
Если предполагается снимать поршень с шатуна, промаркируйте поршень номером цилиндра, чтобы не перепутать поршни при установке.
9. Выньте вкладыши из шатуна и из его крышки. Если вкладыши остались на коленчатом валу, снимите их с вала. Если не предполагается замена вкладышей, при снятии промаркируйте их на нерабочей поверхности относительно шатунов и крышек.
10. При необходимости замены снимите поршневые кольца специальным съемником. Если его нет, снимите кольца с поршня, аккуратно разведя их замки
Предупреждение
Не разводите замки поршневых колец больше, чем зто требуется для их снятия. В противном случае возможны нарушение геометрии или даже поломка колец.
11. Выпрессуйте поршневой палец из верхней головки шатуна и снимите поршень с шатуна.
Полезный совет
Пометьте детали. Если они не повреждены и мало изношены, их можно использовать, установив на прежние места.
Выпрессовка пальца из шатуна .
Буквально позавчера понадобилось извлечь старые поршня из шатунов от девятки, все до жути просто, пенек, в нем отверстие под выход пальца высверлил, поршень на пенек и выбиваешь , я выбивал хвостовиком от классики, ну тем чем обычно центруют сцепление девятки, все очень легко выбилось и даже поршням ничего не стало.
Нагревать надо или не стоит?
Здоровья вам . А протез всё ж таки не выбрасывай пригодится)
Большое спасибо супер👍
нагревается все в духовке градусов до 200 а поом через палец при помощи лейки проливается вода, палец выйдет легко
Супер. Здоровья тебе, человек!
Молодец мужчина, всё доходчиво и внятно👍
А челюсті ходять
Сварку разорвало, палец на месте😁утром отнес на пресс
Сварка эт не твоё
Супер. Очень помогли, спасибо!👍
Можно в поршня Пальцы как забить проще не мучиться нагреть шатуны а пальцы положить в морозилку чтобы они холодные были и нагреть шатуны и они просто заходят прямо времени ментально не надо не стучать Ничего просто пальцем рукой шлёп шлёп и всё готово хороший совет
Можна забить на холдную
Гениально! Просто ничего лишнего.
Дед молодец. Руки золотые.
Спасибо браток коротко ясно 👍
У меня всё так же, только в торце болта высверлено углубление, и между болтом и пальцем подкладывается шарик, примерно 13 мм. Это и центрация автоматическая, и минимальное трение.
Круто, молодец мужик! Минимум воды, максимум эффекта! Уважение Вам и побыстрей привыкнуть к зубкам! Класс!
Я кайфанул) Спасибо за смекалку, а то я выбивал и завальцевал канавки под кольца с обратной стороны
Чет кувалды и поршня валяющийся на песке я не вижу
Я попробовал выпресовать от рено в тисках думал что сломаю тиски, а здесь всё так просто счего бы это?
Красава братан все по уму, ни как некоторые придурки которые долбят кувалдой. Респект удачи вам и здоровья
Идеальная приспособа! Как говорится-Всё гениальное просто.
Посмотрите на 2:30 там борозда!
150-200° нагреть головку шатуна и по идее сам вылитит.
палец при этом также нагреется
А просто тисками давить не догадался?! ) надо ещё час жизни потратить на то, что уже стоит на верстаке, странно всё это
Алексей Туаев Автор говорил по этому поводу 1:50-2-:30 .
Батя здоровья Вам. Пластина скольки милиметровая?
и вам не хворать , 1мм
Я с форда молотом выбивал тиски не справлялись бо на гарячую пресуютса а здесь так легко бо на холодную и штопорными кольцами фиксируются
мде. снимал я со своей тойоты пальцы. я чуть не обосрался их тисками доставать. то что тут на видео проще пареной репы, потому что ваз.такая приспособа в моем случае согнулась три раза!вот что значит японское качество!
Я на Опеле тоже не смог выдавить, только после пресса.очень плотная посадка была
@Николай Соркин кролла Е8. 83-го года. мотор 4a-l 1.6 л. никаких стопоров нет. прицип жигуля, но посадка очень тугая. пальцы доставал с помощью мощных тисков и трубой метровой. причем крутилось очень тяжело. даже видос снимал как делал.
что да тойота\мотор?у них же обычно пальцы плавающие?я вот митсубу 4g94 разбирал,так там примерно так же вышли,причём на всех поршнях.
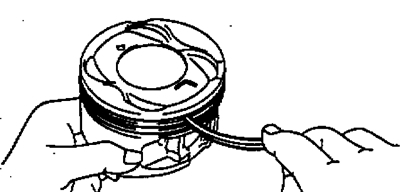
Здравствуйте! Ответе, как вам удалось сформировать идеально круглый контур хамута под поршень?
@Михаил Бурашников спасибо за ответ )
просто обернул по поршню
Я делаю с пневматическим молотком всё хорошо
А запресовать так можно ?
А я дебил- молотком хреначил.
а для чего вымресовывать хотите поршни повторно использовать?) не проще палец молотком выбить!?
@CCD32Плоскость упора нижней бобышки в пошне не всегда имеет перпендикулярную плоскость оси пальца, при ударных нагрузках возможен перекос.
но палец уже впрессованый я думаю шатуну ничего не будет, но если поршни хотите куда то сохранить или повторно использовать то тогда да лучше выпрессовка ))
нет не хочу использовать , молоток где угодно - только не здесь !
совсем слабый натяг в головке шатуна. бывают так напресуют ,что 5 тонным прессом еле выдавливаем. такой бы болт завернуло в бараний рог.
это потому что ваз.или уже собирали рукопопы не учитывая группы отверстий-пальцев.недавно митсубиси движок 4g94 перебирал,так там даже в книжке нарисованы простые резьбовые выпрессовки-запрессовки и натяг примерно как у автора видео.единственное болт нужно использовать не китайский,а советский обычный как минимум,идеально высокопрочный с мелкой резьбой
Читайте также:
- Прокладки для регулировки шкворней уаз
- Как снять плавник с крыши лада веста св
- Плохая зарядка газель некст
- Замена редуктора мерседес 211
- Полировка форд фокус 3