
Как запрессовать палец в поршень ваз 2115
Обновлено: 05.07.2024
4.8.4.6. Сборка шатунно-поршневой группы
Так как палец вставляется в верхнюю головку шатуна с натягом, то шатун необходимо нагреть до 240° С для расширения его головки.
В печь, уже нагретую до 240° С, шатуны поместить на 15 мин. верхними головками, направленными во внутрь печи.
Для правильного соединения пальца с шатуном следует запрессовать палец как можно быстрее, так как шатун охлаждается быстро и после охлаждения шатуна нельзя будет изменить положение пальца.
Палец надо заранее приготовить к сборке, надев его на валик 1 (рис. Установка поршневого пальца двигателя мод. 2106 на приспособление, для запрессовки его в поршень и головку шатуна) приспособления, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт следует затягивать неплотно, чтобы не произошло его заклинивания при расширении пальца от контакта с нагретым шатуном.
Извлеченный из печи шатун быстро зажать в тисках. Надеть поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием верхней головки шатуна. Приспособлением 1 (рис. Запрессовка поршневого пальца в верхнюю головку шатуна двигателя мод. 2106) закрепленный поршневой палец протолкнуть в отверстие поршня и верхнюю головку шатуна так, чтобы заплечик приспособления соприкасался с поршнем.
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на (рис. Запрессовка поршневого пальца в верхнюю головку шатуна двигателя мод. 2106), что позволит пальцу занять правильное положение.
Предупреждение
Поршень с шатуном должен соединяться так, чтобы метка «П» на поршне находилась со стороны выхода отверстия для масла на нижней головке шатуна.
После охлаждения шатуна палец смазать моторным маслом через отверстия в бобышках поршня.
При установке поршневых колец их замки располагать через 120°.
Шатун обрабатывается вместе с его крышкой и поэтому крышки шатунов невзаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Запрессовка поршневых пальцев
В автомобильных двигателях «ВАЗ» поршневой палец необходимо запрессовывать в нагретую головку шатуна. Запрессовывается поршневой палец с натягом в 0,04 мм. При этом должен соблюдаться расчетный зазор 0,01 мм. При температуре 20 градусов Цельсия палец должен легко ходить внутри поршня. Но при этом поршневой палец не должен выпадать из поршня в вертикальном положении в смазанном состоянии.
Примеры приспособлений, которые используются для запрессовки поршневого пальца УК двигателей ВАЗ 2101, ВАЗ 2103 (диаметр цилиндра 76 мм), ВАЗ 2105, ВАЗ 2106 (диаметр цилиндра 79 мм). Рекомендуются специальные допуски 0,2 мм для ВАЗ 2101, ВАЗ 2103, и 0,1 для ВАЗ 2105, ВАЗ 2106. Но бывают случаи, когда поршневые пальцы имеют разную длину, разные состояния между торцами бобышек поршней. В таких случаях необходимо использовать регулируемое приспособление.
Запрессовка поршневых пальцев

Разборочно-сборочные работы
деталей цилиндро-поршневой группы,
комплектование деталей гильзо-поршневой
группы, ремонт и установка
шатуннопоршневой группы двигателя
(расчет):
Регулируемый размер можно вычислить по формуле:
А = 0,5(D-В-С+27) мм, где В – это длина поршневого пальца;
С - расстояние между внутренними торцами бобышек поршня;
D - диаметр цилиндра;
27- ширина верхней головки шатуна (выдерживается точно).
Пример расчета: D=79; В=67,3; С=31,2.
Если в этом случае использовать приспособление рекомендуемое производителем 02.7853.9500, то этот размер должен быть равен 4.7 мм.
При этом винт 7 должен затягиваться неплотно. Так как его плотное затягивание может привести к заклиниванию.
Во время запрессовки поршневого пальца следите за тем, чтобы поршень плотно прижимался к верхней головке шатуна.
Работы должны проводиться очень быстро, потому что головка шатуна очень быстро охлаждается, что, в конце концов, приводит к тому, что палец займет неправильное положение и изменить его будет нельзя.

Как выпрессовывать поршневые пальцы с помощью оправки?
Разборка и сборка

Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.


Рис. 2.41. Поршневой палец должен устанавливаться нажатием большого пальца руки


Рис. 2.42. Проверка посадки поршневого пальца
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень с пальцем.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун для расширения его головки. Поэтому поместите шатуны на 15 мин в электропечь, нагретую до 240°С. Для лучшего прогрева положите шатуны верхними головками внутрь печи.


Рис. 2.43. Установка поршневого пальца на приспособление А.60325 для запрессовки: 1 – валик; 2 – поршневой палец; 3 – направляющая; 4 – упорный винт; 5 – дистанционное кольцо
Палец заранее приготовьте к сборке, надев его на валик 1 (рис. 2.43) приспособления А.60325 с установленным дистанционным кольцом 5. Кольцо должно иметь толщину 4 мм, наружный диаметр 22 мм и внутренний — 15 мм. На конце приспособления устанавливается направляющая 3 и закрепляется винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Для правильного соединения пальца с шатуном запрессовывайте палец как можно скорее, так как шатун быстро охлаждается и после охлаждения нельзя будет изменить положение пальца.


Рис. 2.44. Запрессовка поршневого пальца в верхнюю головку шатуна. Поршень должен опираться на головку шатуна в направлении, указанном стрелкой
Извлеченный из печи шатун быстро зажмите в тисках. Надевая поршень на шатун, следите, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Закрепленный на приспособлении поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна (рис. 2.44) до упора заплечика приспособления в поршень.
Если на нижней головке шатуна имеется отверстие для выхода масла, то поршень с шатуном должен соединяться так, чтобы стрелка на днище поршня была направлена в сторону отверстия для выхода масла на нижней головке шатуна
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2.44). Тогда палец займет правильное положение.
После охлаждения шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
Смажьте моторным маслом канавки на поршне и поршневые кольца и установите кольца на поршень. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 30–45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца — под углом 30–45° к оси поршневого пальца между замками компрессионных колец.


Рис. 2.38. Основные размеры шатунно-поршневой группы
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2.38). Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, контроль запрессовки и выпрессовка, чертежи, схемы и размеры.
В двигателях автомобилей ВАЗ поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении после запрессовки должен быть примерно 0,04 мм. В соединении палец-поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 градусов, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать из поршня в вертикальном положении.
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, чертежи, схемы и размеры.
У двигателей ВАЗ-2101, ВАЗ-2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2,01-2,03 мм. Для двигателей ВАЗ-2105, ВАЗ-2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7-4,71 мм.
Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более.
Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда. Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое.
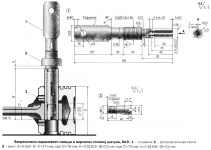
Запрессовка поршневого пальца в верхнюю головку шатуна.
Регулируемый размер А* вычисляется по формуле : А = 0,5 (D-B-C+27) мм, где :
Пример расчета:
D=79; B=67,3; С=31,2, тогда А = 0,5 (79-67,3-31,2+27)=3.75 мм. Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7-4,71 мм.
Напомним, что винт 7 (см. рисунок) затягивается неплотно, чтобы не произошло заклинивания при удлинении пальца от контакта с нагретой головкой шатуна. При запрессовке (установке) пальца поршень должен прижиматься к верхней головке шатуна, как показано на рисунке. Операция должна проводиться очень быстро, так как быстро охлаждающийся шатун может «схватить» палец до полной его запрессовки, а в охлажденном шатуне положение пальца уже не изменить.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и рассматриваемое регулируемое приспособление просто неприменимы. Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий.
В результате, стержень оправки приспособления диаметром 14,87-14,93 мм или просто не вставить в палец или, из-за очень плотной посадки, не извлечь из пальца при снятой направляющей втулке примерно в течение 30 минут. Попытки «подкорректировать» отверстие рассверливанием оканчивается неудачей. Палец цементирован и закален ТВЧ, при этом и поверхность отверстия оказывается повышенной твердости.
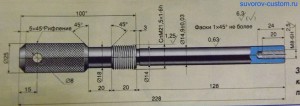
Оправка для запрессовки поршневого пальца.
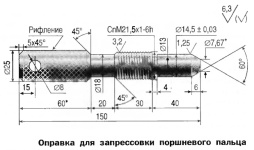
Для описанных случаев надо изготовить короткую оправку с диаметром стержня 14,5 мм. Кстати, встречаются пальцы, где невозможно вставить оправку и с диаметром стержня в 14 мм. На оправке палец не фиксируется. Другой вариант короткой оправки, но с фиксацией пальца показан на рисунке ниже.
Технология запрессовки (установки) пальца короткими оправками.
Поршень кладем на деревянную подкладку. Вставляем между бобышками поршня нагретую головку шатуна, придерживая его рукой в рукавице за нижнюю часть. Другой рукой устанавливаем палец в отверстие бобышек поршня и в верхнюю головку шатуна (усилие незначительное) так, чтобы палец выступал из поршня на 5-7 мм. Оправкой с отрегулированным размером А вставляем палец окончательно. Иногда приходится по оправке слегка постучать молотком.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки и выпрессовка поршневых пальцев.
Натяг в соединении палец — верхняя головка шатуна при температуре 20 градусов должен быть таким, чтобы палец не перемещался в головке шатуна при осевой нагрузке в 400 кгс. Усилие выпрессовки может достигать более 800 кгс.
Для контроля запрессовки и для выпрессовки пальцев предлагается более простое приспособление, чем рекомендуемое заводом А.95615. Основание и пластина привариваются к ребру. Гайка собирается с подшипником 8202 (dxDxH=15x32x12 мм; Со=18 247 Н = 1860 кгс). После установки опоры трубчатая часть гайки завальцовывается в канавку опоры. Перед завальцовкой подшипник следует смазать.
Проверка запрессовки поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки.
Прикладываемое осевое усилие определяется по моменту затяжки гайки. Момент измеряется динамометрическим ключом. Связь между прикладываемым крутящим моментом М и развиваемым осевым усилием Q определяется по формулам:
Перемещение пальца контролируется по перемещению головки винта индикатором, закрепленным на стойке кронштейна индикатора винтом М6-10. Посадка пальца в шатуне будет соответствовать норме, если после прекращения действия динамометрического ключа и возвращения гайки в первоначальное положение, стрелка индикатора возвратится к нулевой отметке. В случае проскальзывания пальца (М=1,3 кгсм; Q=400 кгс) в верхней головке шатуна необходимо заменить шатун.
Выпрессовка.
Окончательно пригодность шатуна определяется после проверки его на деформацию на поверочной плите или с помощью лекальной линейки. После затягивания гаек болтов крышки шатун зажимается в тисках за боковые поверхности нижней головки через прокладки из мягкого металла. Зажимать шатун за стержень, а тем более за верхнюю головку, нельзя во избежание его деформации (скручивания).
сборка двигателя автомобилей ваз 2108, ваз 2109, ваз 21099

1. Очистите нагар по краям постелей блока цилиндров. Очистите от отложений масляные канавки в постелях.

2. Установите вкладыши коренных подшипников в постели блока цилиндров в соответствии с метками, сделанными при разборке двигателя. Внимание: средний вкладыш 1 без проточки. При установке вкладышей их стопорные усики должны войти в пазы постелей. Смажьте вкладыши моторным маслом.

3. Установите коленвал в блок цилиндров.

4. Смажьте упорные полукольца моторным маслом. Обратите внимание на канавки полуколец — этими сторонами полукольца устанавливаются к щекам коленвала.

5. Установите сталеалюминевое полукольцо (белого цвета) с передней стороны средней постели (со стороны привода распредвала)…

6.… металлокерамическое полукольцо (желтого цвета) — с другой стороны постели.

7. Поверните полукольца так, чтобы их концы были заподлицо с торцами постели.

8. Вставьте вкладыши в крышки коренных подшипников в соответствии с метками, сделанными при разборке двигателя. При этом стопорные усики вкладышей должны войти в пазы крышек. Смажьте вкладыши моторным маслом.

9. Установите крышки коренных подшипников в соответствии с метками. На крышках коренных подшипников нанесены метки (насечки) в соответствии с номером цилиндра. Исключение составляет пятая крышка, на которой, как и на второй, нанесены две метки. На второй крышке есть два резьбовых отверстия под болты крепления маслоприемника. При этом номера цилиндров считаются со стороны привода распредвала, а крышки коренных подшипников устанавливаются метками 1 в сторону кронштейна генератора 2.
10. Смажьте моторным маслом резьбу и торцы головок болтов крепления крышек.

11. Заверните болты и затяните их требуемым моментом (см. прил. 1) в следующем порядке: первыми затяните болты третьей крышки 1, затем второй 2 и четвертой 3, потом первой 4 и пятой 5. После затяжки болтов проверните на 2-3 оборота коленвал — коленвал должен вращаться легко, без заеданий.
12. Для удобства установки смажьте тонким слоем консистентной смазки прокладку масляного насоса и «приклейте» прокладку масляного насоса к блоку. Удалите излишки смазки.
13. Установите масляный насос и заверните болты его крепления (см. «Снятие и установка масляного насоса»). 14. Для удобства установки смажьте тонким слоем консистентной смазки прокладку держателя заднего сальника и «приклейте» ее к блоку. Удалите излишки смазки.
15. Установите держатель заднего сальника и заверните болты его крепления (см. «Передний сальник коленвала»), (см. «Задний сальник коленвала»).

16. Вставьте шатун в поршень в соответствии с ранее сделанными метками так, чтобы номер детали 1 на шатуне был обращен в противоположную сторону от прилива 2 на бобышке поршня.

Рис. 4.10. Приспособление для запрессовки поршневого пальца:
1 — валик; 2 — поршневой палец;
3 — направляющая втулка; 4 — винт;
5 — дистанционное кольцо
17. Для запрессовки поршневого пальца лучше пользоваться специальным приспособлением. При отсутствии приспособления для запрессовки поршневого пальца можно подобрать подходящую оправку. Наденьте поршневой палец 2 (рис. 4.10) на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем наденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний -15 мм, толщина — 4 мм.

18. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 мин. Зажмите шатун в тисках, установите на него поршень, чтобы отверстия под поршневой палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки поршневого пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.

19. После охлаждения шатуна смажьте поршневой палец через отверстие в бабышках поршня.

20. Установите стопорные кольца с обеих сторон поршневого пальца. Внимание: кольца должны быть четко установлены в канавках поршня.

21, Установите на поршень разжимную пружину маслосъемного кольца.

22. Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя замки колец.

23. Порядок установки поршневых колец: первым устанавливают маслосъемное кольцо (при этом замок кольца должен находиться с противоположной стороны от замка разжимной пружины), затем нижнее компрессионное кольцо, последним — верхнее компрессионное кольцо.

24. Обратите внимание: на поршневых кольцах может быть выбита надпись «ВАЗ», «ВЕРХ» или «ТОР». Этой надписью поршневые кольца устанавливаются вверх (к днищу поршня). Если надпись на поршневых кольцах отсутствует, маслосъемное и верхнее компрессионное кольца можно устанавливать в любом положении.

25. Нижнее компрессионное кольцо отличается от верхнего кроме толщины наличием проточки и устанавливается этой проточкой вниз.
26. Провернув поршневые кольца в канавках поршня, убедитесь, что поршневые кольца вращаются легко. Если какое-либо поршневое кольцо не проворачивается или заедает, кольцо необходимо заменить.

27. Разверните поршневые кольца на поршне так, чтобы замки поршневых колец располагались под углом 120° друг к другу.

28. Тщательно протрите чистой тряпкой шатунные шейки коленвала.
29. Тщательно протрите чистой тряпкой зеркала цилиндров и смажьте их моторным маслом.
30. Вставьте вкладыш в шатун в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в шатуне. После этого смажьте вкладыш и поршень моторным маслом.

31. Наденьте на поршень специальную оправку для сжатия поршневых колец и аккуратно опустите шатун в цилиндр. Рекомендуется предварительно провернуть коленвал так, чтобы устанавливаемый поршень был в НМТ. При этом стрелка на днище поршня должна быть направлена вперед двигателя (в сторону привода распредвала).

32. Плотно прижмите оправку к блоку цилиндров и ручкой молотка протолкните поршень в цилиндр. Если оправка будет неплотно прилегать к блоку цилиндров, можно поломать поршневые кольца.

33. Установите нижнюю головку шатуна на шейку коленвала.

34. Вставьте вкладыш в крышку шатуна в соответствии с ранее сделанными метками так, чтобы усик вкладыша шатуна вошел в проточку в крышке. После этого смажьте вкладыш моторным маслом.

35. Установите крышку шатуна. При этом номера цилиндра на крышке и нижней головке шатуна должны быть с одной стороны.
36. Заверните гайки крепления крышки шатуна и затяните требуемым моментом (см. приложение 1). Таким же образом установите и остальные поршни.

37. Вставьте датчик уровня масла в блок цилиндров. При необходимости поверните коленвал так, чтобы противовес коленвала не мешал вставить датчик уровня масла. Затем заверните болт крепления датчика уровня масла.
38. Установите маслоприемник и заверните три болта крепления маслоприемника.
39. Нанесите на болты крепления маховика герметик. Установите маховик, стопорную пластину и заверните болты крепления маховика (см. «Снятие, установка и дефектовка маховика»).
40. Для удобства установки нанесите тонкий слой консистентной смазки на поверхность блока и «приклейте» к нему прокладку масляного картера.
41. Установите масляный картер и заверните болты его крепления (см. прил. 1). Далее двигатель автомобилей ваз 2108, ваз 2109, ваз 21099 собирается в обратном порядке. Установку головки блока цилиндров (см. «Замена прокладки головки блока цилиндров»), ремня привода распредвала — (см. «Замена на автомобилях ваз 2108, ваз 2109, ваз 21099 ремня привода распредвала и регулировка натяжения ремня»).
Какие размеры и зазоры поршневых колец допустимы в Ваз 2109 – 2115

Вопрос о замене поршневых колец может коснуться не только старых автомобилей, но и автомобилей с небольшим пробегом. Поршневые кольца выполняют 3 главные функции:
- уплотнение камеры сгорания,
- улучшение теплопередачи через стенку цилиндра
- регулируют расход смазки.
Как понять, что пришло время менять поршневые кольца
Когда значительно выросло потребление масла автомобилем, в цилиндрах упала компрессия. Прежде чем стремительно спешить в гараж нужно замерить компрессию, сначала на сухих цилиндрах и затем заливаем крышку от бутылочки масла и замеряем снова и сравниваем полученные результаты. Если показатели сухих цилиндров ниже, поршневые кольца подлежат замене.
Если нет, то кольца не при чем, и стоит обратить внимание на колпачки, клапана. Также при использовании низкосортного масла поршневые кольца могут залечь. Это явление встречается обычно у машин, чьи двигатели давно не эксплуатировались, либо эксплуатировались на совсем короткие расстояния.
Раскоксовать кольца можно следующим образом: выкрутить свечи и залить керосин в цилиндры на ночь это спасет от разрыхления нагара.
Видео: ВАЗ-09 Установка колец без оправок
Чтобы замерить зазор нужно установить кольцо в цилиндр и придавить сверху поршнем, и при помощи щупа замерить зазор, он должен быть в пределах от 0.25 до 0.45 мм предельно допустимый 1мм. Если зазор больше, кольцо необходимо в этом случае поменять, а если меньше – подточить. Для того чтобы подточить кольцо нужно использовать надфиль. Каждое кольцо подгоняется к тому цилиндру, где будет оно работать.
Видео: Замена поршневых колец, подбор тепловых зазоров
Размеры и маркировка поршневых колец Ваз 2109 – 2115
Основные размеры шатунно-поршневой группы я дам вам сейчас ниже на рисунке
Поршень — алюминиевый литой. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 4).
Поршень — алюминиевый литой. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня.

Маркировка поршня Ваз 2109 – 2115
Таблица номинальных размеров цилиндров и поршней
По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г. Этим группам соответствует маркировка на днище поршня: «Г», «+» и «—».
На двигателе все поршни должны быть одной группы по массе. Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром.
Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата. Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.

Маркировка шатуна: 1 – класс шатуна по массе и по отверстию в верхней головке. 2 – номер цилиндра
Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя стопорными кольцами. По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.

Места, на которых допускается удалять металл, при подгонке головок шатуна
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной. На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 (рис. 5) цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка.
По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм. Номер класса 1 клеймится на крышке шатуна. По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 6). После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Обзор популярных моделей поршневых колец ВАЗ 2109 – 2115

Я рекомендую использовать именно металлические наборные маслосъемные кольца, потому что в отличие от коробчатого типа колец они прекрасно притираются в цилиндре, устойчивы к перегреву (не теряют свои пружинные свойства) и главное их достоинство, они работают как два не зависимых друг от друга кольца. Кольца коробчатого типа, очень боятся перегрева. Они при перегреве теряют свои пружинные свойства и плохо справляются со своей работой. И ещё один серьезный минус, они требуют очень осторожной обкатки. При малейшем отклонении от обкаточных режимов рабочие кромки кольца в некоторых местах могут откалываться и будут пропускать масло.
Конечно же, есть и другие производители поршневых колец, но они как обычно идут сплошные подделки и выбрать качественные порой не реально
Оправка для поршневых пальцев ваз
В двигателях автомобилей ВАЗ поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении после запрессовки должен быть примерно 0,04 мм. В соединении палец-поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 градусов, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать из поршня в вертикальном положении.
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, чертежи, схемы и размеры.
У двигателей ВАЗ-2101, ВАЗ-2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2,01-2,03 мм. Для двигателей ВАЗ-2105, ВАЗ-2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7-4,71 мм.
Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более.
Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда. Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Регулируемый размер А* вычисляется по формуле : А = 0,5 (D-B-C+27) мм, где :
В — длина пальца;
С — расстояние между внутренними торцевыми плоскостями бобышек поршня;
D — диаметр цилиндра;
27 — ширина верхней головки шатуна (выдерживается точно).
Пример расчета:
D=79; B=67,3; С=31,2, тогда А = 0,5 (79-67,3-31,2+27)=3.75 мм. Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7-4,71 мм.
Напомним, что винт 7 (см. рисунок) затягивается неплотно, чтобы не произошло заклинивания при удлинении пальца от контакта с нагретой головкой шатуна. При запрессовке (установке) пальца поршень должен прижиматься к верхней головке шатуна, как показано на рисунке. Операция должна проводиться очень быстро, так как быстро охлаждающийся шатун может «схватить» палец до полной его запрессовки, а в охлажденном шатуне положение пальца уже не изменить.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и рассматриваемое регулируемое приспособление просто неприменимы. Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий.
В результате, стержень оправки приспособления диаметром 14,87-14,93 мм или просто не вставить в палец или, из-за очень плотной посадки, не извлечь из пальца при снятой направляющей втулке примерно в течение 30 минут. Попытки «подкорректировать» отверстие рассверливанием оканчивается неудачей. Палец цементирован и закален ТВЧ, при этом и поверхность отверстия оказывается повышенной твердости.
Оправка для запрессовки поршневого пальца.
Для описанных случаев надо изготовить короткую оправку с диаметром стержня 14,5 мм. Кстати, встречаются пальцы, где невозможно вставить оправку и с диаметром стержня в 14 мм. На оправке палец не фиксируется. Другой вариант короткой оправки, но с фиксацией пальца показан на рисунке ниже.
Технология запрессовки (установки) пальца короткими оправками.
Поршень кладем на деревянную подкладку. Вставляем между бобышками поршня нагретую головку шатуна, придерживая его рукой в рукавице за нижнюю часть. Другой рукой устанавливаем палец в отверстие бобышек поршня и в верхнюю головку шатуна (усилие незначительное) так, чтобы палец выступал из поршня на 5-7 мм. Оправкой с отрегулированным размером А вставляем палец окончательно. Иногда приходится по оправке слегка постучать молотком.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки и выпрессовка поршневых пальцев.
Натяг в соединении палец — верхняя головка шатуна при температуре 20 градусов должен быть таким, чтобы палец не перемещался в головке шатуна при осевой нагрузке в 400 кгс. Усилие выпрессовки может достигать более 800 кгс.
Для контроля запрессовки и для выпрессовки пальцев предлагается более простое приспособление, чем рекомендуемое заводом А.95615. Основание и пластина привариваются к ребру. Гайка собирается с подшипником 8202 (dxDxH=15x32x12 мм; Со=18 247 Н = 1860 кгс). После установки опоры трубчатая часть гайки завальцовывается в канавку опоры. Перед завальцовкой подшипник следует смазать.
Проверка запрессовки поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки.
Прикладываемое осевое усилие определяется по моменту затяжки гайки. Момент измеряется динамометрическим ключом. Связь между прикладываемым крутящим моментом М и развиваемым осевым усилием Q определяется по формулам:
M = 0,23Qd кгсм; Q = 4,35 M/d кгс, где d — номинальный диаметр резьбы, м (в нашем случае резьба М14; d=0,014 м). Так, при Q = 400 кгс (3,924 кН) получим М = 0,23×400х0,014 = 1,288 кгсм или 12,64 Нм.
Перемещение пальца контролируется по перемещению головки винта индикатором, закрепленным на стойке кронштейна индикатора винтом М6-10. Посадка пальца в шатуне будет соответствовать норме, если после прекращения действия динамометрического ключа и возвращения гайки в первоначальное положение, стрелка индикатора возвратится к нулевой отметке. В случае проскальзывания пальца (М=1,3 кгсм; Q=400 кгс) в верхней головке шатуна необходимо заменить шатун.
Выпрессовка.
Окончательно пригодность шатуна определяется после проверки его на деформацию на поверочной плите или с помощью лекальной линейки. После затягивания гаек болтов крышки шатун зажимается в тисках за боковые поверхности нижней головки через прокладки из мягкого металла. Зажимать шатун за стержень, а тем более за верхнюю головку, нельзя во избежание его деформации (скручивания).
По материалам книги «Приспособления для ремонта автомобилей».
Росс Твег.
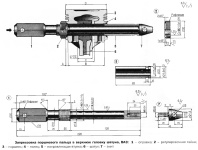
Есть двигатели, поршневые пальцы которых свободно «плавают» в бронзовой втулке верхней головки шатуна (или в игольчатом подшипнике шатуна, или просто в твёрдом покрытии верхней головки шатуна), но на некоторых двигателях, в том числе и жигулёвских, поршневой палец запрессовывается в верхнюю головку шатуна, а свободная посадка получается в бобышках поршня. Для таких моторов я опишу удобное и универсальное приспособление, которое очень облегчит запрессовку поршневого пальца в шатун, и которое поможет установить поршневой палец симметрично и сохранить детали.
Простейший жигулёвский двигатель, может создать для начинающего ремонтника проблему, так как при ремонте такого двигателя (с неподвижным пальцем в верхней головке шатуна), правильно установить поршневой палец не так то просто. Он запрессован в верхнюю головку шатуна с натягом в 0,01 — 0,042 мм. И этот натяг желательно проконтролировать после запрессовки по осевому усилию, которое способно сдвинуть детали относительно друг друга, при приложении усилия не менее 400 кгс, при температуре 20 градусов тепла. Контроль натяга нужен из-за того, что сейчас в продаже много левых деталей. Но вышеописанный контроль осуществить не так то просто, но его можно и не делать, если просто тщательно промерить покупаемые детали, и добиться при выборе пальца, чтобы наружный диаметр пальца, был больше внутреннего диаметра верхней головки шатуна в пределах тех же 0,01 — 0,042 мм. Палец замеряем микрометром, а отверстие верхней головки шатуна нутромером.
Кстати, при соблюдении правильного температурного режима нагрева головки шатуна и точного диаметра пальца и отверстия головки, палец в верхнюю головку шатуна и запрессовывать то не придётся, а всего лишь вставить с небольшим усилием. Для этого верхнюю головку шатуна нагревают до 240 градусов. Но вот нагреть то не проблема, а вот как установить палец строго симметрично относительно шатуна? (чтобы и справа и слева головки шатуна, палец выступал на одинаковое расстояние). Чтобы свести к минимуму опасное действие вибрации от криво установленной детали, а ведь палец не один, их четыре, и в сумме может получиться ощутимая вибрация. А бывает даже, что палец смещаясь от вибрации ещё больше в сторону, задирает поверхность цилиндра двигателя. Последствия, мягко говоря нежелательные. Так как же всё таки обеспечить симметрию пальца относительно верхней головки шатуна?
Для установки поршневых пальцев моторов Ваз 21011, 2105, 2106 с диаметром поршня 79 мм и двигателей Ваз 2101, 2103 с диаметром поршня 76 мм, понадобятся два разных фирменных приспособления. Эти приспособления в теории обеспечивают правильное положение пальца в головке шатуна, и естественно в поршне. Но вот практика доказывает, что в магазинах есть множество поршней, которые отличаются расстоянием между бобышками от идеала Советского заводского поршня, да и пальцы тоже не блещут точной длинной, которая указана в заводских советских книжках и мануалах. Наверное левые подвальные производители, понимают формулировку «свободная посадка бобышек поршня относительно пальца» в буквальном смысле.
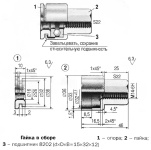
Приспособление для запрессовки поршневого пальца.
1 — оправка, 2 — регулировочная гайка, 3 — поршень, 4 — поршневой палец, 5 — направляющая втулка, 6 — шатун, 7 — винт.
Так вот, чтобы не тратить деньги на два разных фирменных приспособления, и чтобы правильно устанавливать поршневые пальцы и поршни с учётом их действительных размеров, предлагаю изготовить универсальное приспособление, показанное на рисунке. Основное его отличие от покупных изделий, состоит в том, что оно регулируемое. Показанный на рисунке размер А предварительно вычисляем, измерив длину пальца В и расстояние между бобышками поршня С. Обычно ширина головки шатуна находится в пределах 26,90 — 26,98 мм. Берём её равной 27 мм (пара соток не играет роли, (но можно учесть и их) по сравнению с ошибкой в 1 мм заводского фирменного приспособления, которое я опишу ниже) и теперь вычисляем: А = 0,5 ( D-B-C + 27) мм, а буква D — это диаметр поршня 79 или 76 мм.
К примеру возьмём диаметр поршня D равный 79 мм, а В равный 67,3 мм, С равный 31,2 мм. А = 0,5 (79 — 67,3 — 31,2 +27). В итоге получим А равный 3,75 мм. А вод фирменное заводское приспособление (его номер 02. 7853.9500) которое рассчитано для заводского советского поршня, с точными размерами и который практически не найти в продаже, рассчитанно на размер А равный 4,7 мм. В итоге получается ошибка более 1 мм, и это без учёта реальных размеров нестандартного левого поршня сегодняшнего дня. Теперь ошибёмся так же на всех четырёх поршнях по 1 мм, плюс вправо-влево из-за неправильных размеров левака, и в итоге получается вибрация, которая на оборотах свыше 2-3 тысяч, существенно сокращает ресурс жигулёвского двигателя. Преимущества самодельного приспособления, показанного на рисунке и которое можно подстроить под любой поршень — очевидны.
Советую при работе с приспособлением соблюдать простые и несложные правила. Прижимать поршень к верхней головке шатуна, следует как показано на рисунке. Тоесть размер А вычислен именно для случая, который показан на рисунке. Саму операцию выполняем по возможности быстро, а то шатун остывая может «прихватить» поршневой палец раньше, чем тот займёт своё симметричное место. И тогда сдвинуть палец, относительно прихваченного места, будет довольно проблематично, без повреждения деталей. Так же следует запомнить, что винт 7 перед началом работ затягивать не следует, потому что если палец нагреется от тепла шатуна, то он удлинится (от расширения металла от нагрева) и от этого винт 7 заклинит.
Детали приспособления.
2 — регулировочная гайка, 5 — направляющая втулка, 7 — винт.
Нагревать сами шатуны, удобнее в специальном приспособлении, но это тема следующей статьи. Вот казалось бы самый простой жигулёвский двигатель, а при ремонте могут возникнуть проблемы от незнания нюансов, но с приспособлением описанным в этой статье, я надеюсь у новичков не возникнет больше проблем в самостоятельной замене поршней или в запрессовке поршневых пальцев. Удачи всем!

Государственное образовательное учреждение высшего профессионального образования
Новосибирский государственный технический университет
Кафедра Технологии Машиностроения
Курсовой проект
по дисциплине:
«Система, технология и организация сервисных услуг»
тема:
«Разработка технологического процесса ремонта и ТО шатунно-поршневой группы автомобиля ВАЗ 2109»
Шатунно-поршневая группа относится к кривошипно-шатунному механизму, который служит для преобразования возвратно поступательного движения поршней во вращательное движение коленчатого вала и передачи крутящего момента на трансмиссию.
Наибольшее давление газов в цилиндре получается в начале такта расширения у верхней мертвой точки , где оно до¬стигает примерно 30 — 40 кг/см2. Это давление в камере сго¬рания передается во все стороны с одинаковой силой.
К шатунно-поршневой группе относится поршень, поршневой палец, поршневые кольца, шатун. Для проведения ремонта нужно провести дефектовку деталей шатунно-поршневой группы.
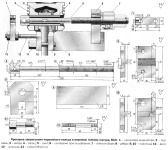
Состав: ПЗ, Приспособление для запрессовки пальцев (СБ), Спецификация
Читайте также: