
Как запрессовать втулку в коленвал иж планета 5
Добавил пользователь Alex Обновлено: 05.10.2024
Дырчик.SU
Если втулка типа:
выкинь лучше сразу.

это тоже отстой.

По науке втулку меняют таким образом.
1. Выпрессовывают старую втулку. Это удобно делать с помощью болта и двух оправок.
2. Измеряют внутренний диаметр верхней головки шатуна. К нему прибавляют натяг в 0,1 мм Получают внешний диаметр втулки.
3. Внутренний диаметр втулки это 10-0,05 мм. Размер точить лучше расточным резцом. Свёрла с шагом 0,1 мм. Но если рассверлите втулку сверлом 9,9 мм, то втулку потом может провернуть при разворачивании. Тем более что её сожмёт при запрессовке и внутренний диаметр ещё уйдёт в минус.
4. Прессуем изготовленную втулку тем же болтом с оправками.
5. Пропиливаем паз под смазку ножовкой по металлу или диском гравёра.
6. Запрессованную втулку разворачиваем развёрткой на 10 или на 12, в зависимости от типа коленвала и пальца применяемого поршня.
Видов бронзы великое множество. В основе сплава медь и олово.
Свойства каждого сплава настолько отличаются друг от друга, что получаются совершенно разные материалы.
Плюс постоянное переплетение с латунью, которая зачастую выглядит внешне так же, но это сплав меди с цинком.
То есть на базаре что латунь, что бронза всё идёт под названием "Какая то латунь" Свойства определяются только при обработке на станке.
Бронза под маркой БРАЖ это очень вязкий материал, напоминает китайскую нержавейку. Сверло зажимает, стружка идёт сплошняком, требует смазки при обработке. Подходит для втулок, держит затяжку соединений большим моментом, выдерживает запрессовку и температурные перепады. Для втулок корзины, ВГШ, коробки скоростей подходит лучше всего.
Есть материалы которые крошаться при обработки в порошок, без стружки. Есть мягкие бронзы, которые сдавливает при запрессовке или затяжке. Есть опасные сплавы, бериллиевая бронза, к примеру. Надышатся порошком при шлифовке и "привет Вася"
Рассказывать можно долго. Главное придумать как найти нужный сплав. Я обычно покупаю промаркированные прутки, либо храню подходящий материал, который определил по обработке как "подходящий для втулок" в отдельной коробке.
Размер втулки шатуна иж юпитер 5
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.
7. Снимаем головку.
8. Накидным ключом на 14 мм отворачиваем четыре гайки крепления цилиндра к картеру.
9. Снимаем гайки с пружинными шайбами.
10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.
13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.
Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
17. Аналогично осматриваем резьбу отверстия под декомпрессор.
При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.
19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.
20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.
21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.
При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.
23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).
24. Снимаем поршень.
25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.
26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Если принято решение о замене деталей, то следует подобрать поршень и кольца к цилиндру и поршневой палец к поршню.
В запасные части поставляются "номинальные" поршни и цилиндры четырех размерных групп:
Диаметр цилиндра, мм
Диаметр поршня, мм
Кроме того, выпускаются ремонтные поршни и поршневые кольца двух размерных групп, предназначенные для установки в расточенные и отхонингованные цилиндры:
Диаметр поршня, мм
Диаметр цилиндра, мм
Маркировка поршневых колец нанесена на их упаковке. Диаметр обработанного цилиндра должен быть на 0,05-0,07 мм больше диаметра поршня соответствующей группы.
При сборке следует использовать поршень и цилиндр одной группы. Маркировка группы нанесена клеймением на днище поршня и фланце цилиндра под карбюратором.
Новый поршневой палец перед сборкой следует отполировать пастой ГОИ или подобным средством до зеркального состояния (на заводе этого почему-то не делают). Это увеличит ресурс и надежность работы двигателя.
При сильном износе бронзовой втулки шатуна ее следует выпрессовать и заменить. Втулку можно изготовить из бронзы БрАЖМцЮ-3-1,5 или оловянистой бронзы (но не латуни!) по приведенному эскизу.
Втулка верхней головки шатуна
1. Собственно сборку начинаем с установки поршневых колец на поршень (с помощью полосок из пластиковой бутылки). Одно из колец имеет покрытие пористым хромом (оно более светлое), устанавливаем его в верхнюю канавку.
2. Смазываем зеркало цилиндра и боковую поверхность поршня с кольцами тонким слоем пластичной смазки с дисульфидом молибдена или моторным маслом. Смазываем также паронитовую прокладку под цилиндр.
3. Вставляем поршень снизу в цилиндр до отверстия под поршневой палец и ориентируем его меткой вперед по ходу движения мотоцикла (в сторону выхлопных окон, или окна при однотрубном варианте выпускной системы двигателя).
4. Наживляем поршневой палец до выхода пальца из бобышки поршня. Смазываем моторным маслом отверстия в бобышках поршня и в шатуне.
5. Уложив прокладку под цилиндр, поднимаем его и аккуратно совмещаем отверстие в поршне с отверстием в шатуне. Легкими ударами загоняем палеи в поршень до нужного положения и стопорим его с обеих сторон кольцами.
6. Дальнейшая сборка выполняется в последовательности обратной разборке. На резьбу шпилек крепления цилиндра и головки наносим немного смазки. Гайки крепления головки затягиваем постепенно, крест-накрест.
После замены (ремонта) цилиндра, поршня или поршневых колец двигатель необходимо подвергнуть обкатке.

Когда в 2009г я перебирал мотор, в него были установлены новые вала фирмы "Мотомир". Конструкция головок шатуна у советских и этих отличалась. В советском был пропил а тут высверлено отверстие. Ну да и ладно сказал я себе тогда. В те времена знаний было ещё не так много, да и искра доработок не разгорелась в тот пожар, что бушует сейчас.
Когда разбирал мотор для доработки поршневой обнаружил слегка посиневшие пальцы. При детальном осмотре головки шатуна оказалось, что в шатуне просверлено отверстие диаметром 4мм, а во втулке отверстие 2мм.
(На фото я уже увеличил отверстие во втулке, до этого оно было в 2 раза меньше чем основное)

Вспомнились шатуны с пропилом. Увеличением отверстия во втулке решил не ограничиваться. Сделал разметку и хоть в оригинале пропилы смотрят в одну сторону мне почему то захотелось развести их порознь. Приобрёл 125й диск на болгарку толщиной 1мм, но план не удался. Внешний диаметр слишком большой и достаточно углубиться не получается. 
В ход пошли маленькие диски из набора гравировальной машинки с гибким валом. Но и они оказались слегка великоваты. Пришлось их немного уменьшать на точильном камне.
Затем пропиливаем отверстия на пару мм в стороны.
Не забываем закрыть камеру кривошипа тряпочкой, иначе срань там, грязь и прочие пакости.

Заусенцы и шероховатости убираем алмазными шарошками. В верху головки делаем треугольное углубление, чтоб затекало лучше, да побольше. И зашлифовываем наждачными кругами на насадке шлиф машинки. 
На выхлопе получаем это.

Далее изготавливаем прокладки. Впрочем это уже совсем другая история.
Более менее ровно вручную можно сделать только если вращать развертку вдумя руками (типа как плашкой при нарезке резьбы) и меняя стороны шатуна.
_________
Нас невозможно сбить с пути, нам пофигу, куда идти!
"но стоит только совместить 2 шатуна и вставить пальцы не в какую не идут т.е. соосность нарушена."
Если я правильно понял, то вставляя палец в один шатун, выходя из него, в другой не входит. Интересный вопрос, раньше не задумывался. А если, на предпоследних проходах(при чём настолько "крайне мало", чтобы не было необходимости зажимать в тисках) в один приём оба шатуна проходить?
Живу не так уж далеко от Екб, у нас в магазинчике продаются уже "почти" развёрнутые втулки, но, конечно, разворачивать их нужно, и причём прилично. Разворачивал без всяких станков, одной рукой держу шатун, другой кручу ключом развёртку, держу ключ так, чтобы держать ещё и развёртку ))))
Вроде всё нормально, не первый раз так разворачиваю. А так про: "но стоит только совместить 2 шатуна и вставить пальцы не в какую не идут т.е. соосность нарушена." тоже не замарачивался никогда =))))
Замена втулки шатуна иж планета 5
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.
7. Снимаем головку.
8. Накидным ключом на 14 мм отворачиваем четыре гайки крепления цилиндра к картеру.
9. Снимаем гайки с пружинными шайбами.
10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.
13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.
Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
17. Аналогично осматриваем резьбу отверстия под декомпрессор.
При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.
19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.
20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.
21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.
При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.
23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).
24. Снимаем поршень.
25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.
26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Если принято решение о замене деталей, то следует подобрать поршень и кольца к цилиндру и поршневой палец к поршню.
В запасные части поставляются "номинальные" поршни и цилиндры четырех размерных групп:
Диаметр цилиндра, мм
Диаметр поршня, мм
Кроме того, выпускаются ремонтные поршни и поршневые кольца двух размерных групп, предназначенные для установки в расточенные и отхонингованные цилиндры:
Диаметр поршня, мм
Диаметр цилиндра, мм
Маркировка поршневых колец нанесена на их упаковке. Диаметр обработанного цилиндра должен быть на 0,05-0,07 мм больше диаметра поршня соответствующей группы.
При сборке следует использовать поршень и цилиндр одной группы. Маркировка группы нанесена клеймением на днище поршня и фланце цилиндра под карбюратором.
Новый поршневой палец перед сборкой следует отполировать пастой ГОИ или подобным средством до зеркального состояния (на заводе этого почему-то не делают). Это увеличит ресурс и надежность работы двигателя.
При сильном износе бронзовой втулки шатуна ее следует выпрессовать и заменить. Втулку можно изготовить из бронзы БрАЖМцЮ-3-1,5 или оловянистой бронзы (но не латуни!) по приведенному эскизу.
Втулка верхней головки шатуна
1. Собственно сборку начинаем с установки поршневых колец на поршень (с помощью полосок из пластиковой бутылки). Одно из колец имеет покрытие пористым хромом (оно более светлое), устанавливаем его в верхнюю канавку.
2. Смазываем зеркало цилиндра и боковую поверхность поршня с кольцами тонким слоем пластичной смазки с дисульфидом молибдена или моторным маслом. Смазываем также паронитовую прокладку под цилиндр.
3. Вставляем поршень снизу в цилиндр до отверстия под поршневой палец и ориентируем его меткой вперед по ходу движения мотоцикла (в сторону выхлопных окон, или окна при однотрубном варианте выпускной системы двигателя).
4. Наживляем поршневой палец до выхода пальца из бобышки поршня. Смазываем моторным маслом отверстия в бобышках поршня и в шатуне.
5. Уложив прокладку под цилиндр, поднимаем его и аккуратно совмещаем отверстие в поршне с отверстием в шатуне. Легкими ударами загоняем палеи в поршень до нужного положения и стопорим его с обеих сторон кольцами.
6. Дальнейшая сборка выполняется в последовательности обратной разборке. На резьбу шпилек крепления цилиндра и головки наносим немного смазки. Гайки крепления головки затягиваем постепенно, крест-накрест.
После замены (ремонта) цилиндра, поршня или поршневых колец двигатель необходимо подвергнуть обкатке.
манипуляций с райбером я так и не понял(
какого диаметра райбер?
как называется этот шарик?
а если разрезную ставить то ее просто запрессовываю так же? или же лучше чуть ее сточить всю поверхность с помощью дрели на наждачной бумаге? просто у меня райбер регулируемый почти как пальчик там на сотые диаметр разница так вот он слишком много снимает и не влезает вообще но я не прогонял шариком а пальчиком сточеным это делал
а разве палец во втулку не на гарячую запресовывается? Очень свободно так не я думаю не должен входить бо со временем появится люфт и стук
скажите вы приварили шарик на шпильку?
молодец все по уму, так же буду делать
в этом райбере внутри есть шарик? или просто коническая резьба?и болт распирает
никогда так неделайте это фуфло все.колхоз. я пальчик подгоняю 1час как минимум и ходят потом по 8 лет
делается специальная продавка она очень хорошо каленая. работаем райбером потом когда остается 2-3 десятки тянем продавкой. еще шариком делают но шарик не той тточности что нужно.пальчик должен зайти и вращатся туговато. потом нужно притереть его тоесть чтобы работал по всей плоскости. особо важно плоскостя в верху и внизу втулки. обязательны отверстия перед этим. а пропилы делать после полной подгонки.. если просто райберить то ходит недолго потому как выбирает плоскость и начинается увеличенный зазор. но в конечном результате пальчик должен вращатся легко с маслом но невыпадать если шатун повернуть на сторону.
И на рынке смотрел все втулки не цельные а с поперечным стыком, они говнистые?? надо искать цельную?
Поршневые кольца мотоцикла Иж Планета
Поршневой палец и втулка верхней головки шатуна
При установке нового поршня (нормального или ремонтного размеров) по отверстиям в бобышках подберите поршневой палец. Пальцы и поршни имеют четыре размерные группы.

Цвет метки на торце пальца должен соответствовать цвету метки на бобышке внутри поршня. В случае износа отверстий в бобышках и во втулке верхней головки шатуна необходимо установить палец ремонтного размера, развернув под него отверстия. В запасные части поставляются пальцы двух ремонтных групп согласно таблице.

При установке ремонтных пальцев отверстие в бобышках поршня довести до размера, обеспечивающего зазор 0. 0,005 мм, зазор между поршневым пальцем и втулкой верхней головки шатуна должен быть, 0,01. 0,03 мм.
При износе втулки верхней головки шатуна замените ее втулкой ремонтного размера или изготовьте из бронзы согласно эскизу на рисунке.

Выпрессовку и запрессовку втулки производите, используя рекомендации.
Новые поршневые кольца устанавливайте при замене поршня с цилиндром или в случае, когда поршни и цилиндры имеют допустимый износ, а замеренный щупом зазор в стыке кольца, установленного в цилиндре на расстоянии 10. 30 мм от верхнего торца, более 2 мм. Перед установкой нового кольца на поршень выполните следующее:
* вставьте кольцо в цилиндр и щупом замерьте зазор в стыке кольца (в новом цилиндре зазор должен быть 0,25. 0,45 мм); при меньшем зазоре подпилите кольцо в стыке;
* установите кольцо в цилиндр стыком в направлении, соответствующем рабочему положению, и при помощи лампы определите на просвет его прилегание к цилиндру; до пускается просвет на 10% длины окружности, кроме 15° с каждой стороны замка.
Нагар из канавок поршня удаляйте специальным раствором. При отсутствии раствора пользуйтесь шабером.
Установите с помощью пластинок кольца на поршень, сориентировав стыки колец на стопорные штифты поршня. Проверьте подвижность кольца в канавке поршня. Зазор между торцовой поверхностью кольца и канавкой должен быть 0,075. 0,1 мм. Кольцо должно передвигаться в канавке свободно, без заеданий. Установите в канавку отверстия одной из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки запрессуйте смазанный маслом поршневой палец.
Наденьте поршень на верхнюю головку шатуна стрелкой вперед (по ходу мотоцикла). Совместите отверстия бобышек и втулки верхней головки шатуна и, придерживая поршень рукой, легкими ударами молотка запрессуйте поршневой палец; установите второе стопорное кольцо. Проверьте перед установкой цилиндра плоскости разъема цилиндра и картера и при необходимости зачистите их. Установите на фланец картера уплотнительиую прокладку из картона или паронита. Осторожно, не поломав поршневые кольца и расположив их против стопорных штифтов, наденьте цилиндр на поршень. Целесообразно при этом поршень упереть в деревянную подставку (дощечку), положенную на фланец картера. Зеркало цилиндра смажьте маслом. Уберите подставку, установите цилиндр на фланец картера и закрепите. Установите головку цилиндра и закрепите ее.
Правый сальник коленчатого вала, звездочка вторичного вала, механизм управления сцеплением.
Для удобства разборки, ремонта и сборки данных сборочных единиц без снятия двигателя с рамы рекомендуется отсоединить тягу от рычага ножного тормоза.
Не нашли то, что искали? Воспользуйтесь поиском:
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Как запрессовать втулку в коленвал иж планета 5
Всем пламенный привет! Давно ничего не выкладывал, и вот, подвернулся случай порадовать ещё одним проектом.
На повестке дня у нас Планета 5. Обычная рядовая пятёрка, без всяких дополнительных комплектаций.
Сначала вообще всё началось с двигателя, сам мотоцикл делать не собирались, но судьба сложилась иначе.
Ну что, поехали! 
Ну и как же всё началось. Старт этой истории был ещё осенью, когда незнакомый мне человек писал насчёт ремонта двигателя от Планеты 5. Проблема была в треснувшей гильзе, выпадающая вторая передача и шум в двигателе, плюс посадочное место под направлящий вал вилочки переключения было изношено и вал болтался.
Я говорю, мол, всё сделаем, привози. Прошёл месяц, полтора. Пишу ему, напоминаю, что не забыл ли про ремонт.
Человек ещё раз всё переспросил, сделаем ли. Вобщем решил он привезти двигатель на ремонт. А жил он в 300км от меня. Потом он пишет, что увидел, как мы мотоциклы целые делаем и поинтересовался, сможем ли мы его планету 5 сделать. В тот раз я первый раз увидел ту самую планету по фото. 
Всё рассказал ему, что восстановить не проблема, мол вези мотор и всё сделаем. Обо всем подробно рассказал и он говорит, что через 3 дня привезёт всё целиком. Думаю, вот и отлично! На следующий день пишет, что для начала привезёт только двигатель. Типо его сначала сделаем, а там посмотрим. Двигатель он вёз в электричке в огромном бауле, где ещё был чемодан с запчастями)))
Вот в таком виде приехал двигатель.

С виду чистый — ухоженный) Ну это на первый взгляд!

Крышка зажигания «поедена» ржавчиной.

Новый цилиндр. К сожалению, не заводской… Ну уж, что продали)А продали такой, что на картер не садится. Вот и первая проблема!

Начинаем разбирать потихоньку. Снял крышку двигателя, увидели новые диски сцепления. Моторная цепь, конечно, растянута… Изнутри относительно чистый.

Вот и до коробки передач добрались. А на неё были жалобы! Да, интересный факт — кто-то до меня пытался собрать двигатель, но забыл поставить подшипник на промежуточный вал (который самый нижний). Если бы его кто-то попытался завести, то тут было бы просто «мясо»… Насчёт жалоб) Вылетала 2 передача, так же ослабло посадочное место под направляющий вал вилочки переключения. Так же сразу выявили, что вилочка 1-12 предельно изношена и зазоры на валах вышли из допустимых норм, вот и коробка работала неправильно.

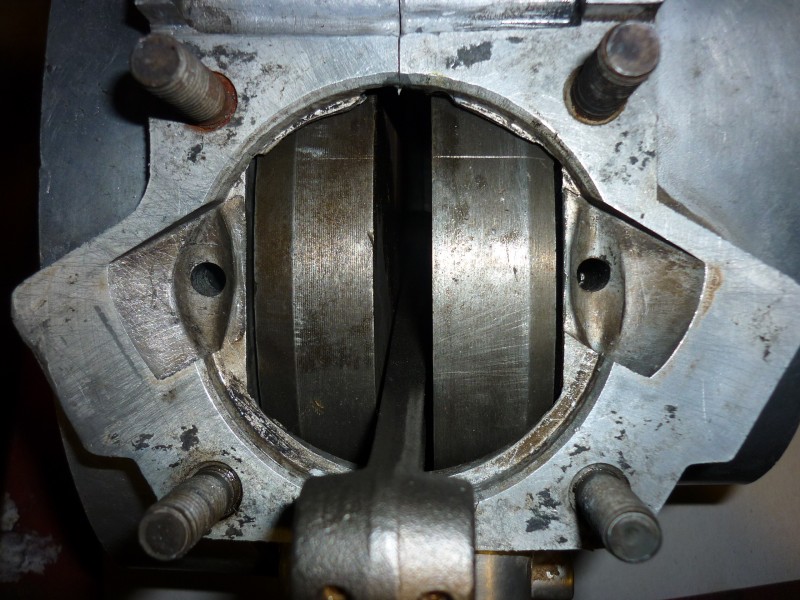
Эх… Коленчатый вал. Он совсем не имел люфта в НГШ, но скол на полуоси. Так было жалко коленвал! Совсем бодрый и какой-то скол. Я не хотел его ставить! А вдруг случись что и сорвёт шпонку и опять двигатель разбирать… Нет уж! Решили перепрессовать старый коленвал, взяв новый шатун.

Пока неспешно приобретались расходники для капиталки. А вот коленвал… попил моей кровушки!

Коленвала, как они мне парили мозг! Нашли донора на перепресс. Купил я шатун, повёз коленвал мастеру. Так как я был без машины, то всю эту, простите, БАЙДУ таскал в рюкзаке.Ах да, ещё вёз вместе с ним картер аргонщику, чтобы заварить отверстие, где прослаблено. Коленвал попался тот с косяком, на который я особо не обратил внимания. Левая полуось вылезла в сторону шатуна, но мастер её сдвинул на место и заменил шатун. Всё, готово) Забираю коленвал и еду домой довольный с мыслями, что двигатель сегодня наполовину соберу. Ага… собрал.

Как бы культурней выразиться… Попали в просак! Ставлю коленвал, притягиваю моторной звездой — его зажимает к левой стенке. Подкладывал шайбы — бестолку. Потом Выпрессовывали коленвал из картера, так как натяг в подшипнике 304 был зверский! Смотрю на вал: полуось вылезла к шатуну, а сам он не поджат из-за чего был чуть шире. Твою… аррр!
Заколебало меня это всё дело! Пришлось брать старый коленвал из своих запасов и везти оба на перепресс. Бааалин, теперь везти 2 коленвала сразу! Рюкзак молил о пощаде, но пришлось снова везти на своём горбу.
Всё, слава богу коленвалов! Встал как нужно! Просто идеальненько! Ну наконец-то можно собирать кпп.

Подшипники сменили, мотор споловинили. Надели валики и фиксатор скоростей. Ну-с, коробочка, иди к нам.

Творческий беспорядок))))
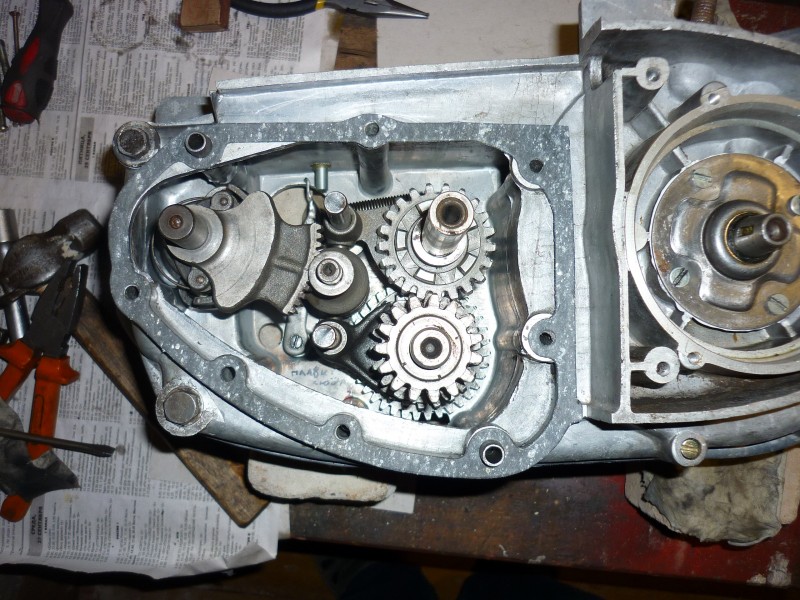
Вроде бы, чему пойти не так. А вот опять не так… Собираю коробку. Всё по меткам, зазоры на валах, что надо! Ставлю крышку КПП, а 4 не включается. Хоть убей! Нет и всё тут и слышится слабый шорох. Снимаю крышку, валы крутятся без заеданий. Думаю, что за дела… Собрал кпп без промежуточного вала — есть четвёртая. Ставлю промежуточный — нет. Думаю, что я сделал не так в этой жизни. Пробовал ставить другие коробки — эта же история. Да что за проблемный двигатель. И тут осенило!

Думаю, надо собрать КПП в самой крышке. Там всё навиду, можно попереключать передачи и всё будет видно. Ага! Вот оно!

Дело было в чём) Новая вилочка 1-12 была немного не по размеру. Своей поверхностью она зацеплялась за другую шестерню на промежуточном валу и не давала включать 4 передачу. Китайская железка! Ну ничего! Доработали и всё встало как надо))

Кпп собрано, сцепление тоже, ура! Осталось-то чуть-чуть — одеть цилиндр. Но… хех, снова нечистая сила решила меня довести. Установил поршень. Ставлю кольца, смотрю — ёпрст. Замки колец утоплены в поршень и кольца не фиксируются. Да ёпт… Плюнул и пошёл домой! Только вчера ездил с цилиндром в город и подбирал поршень по цилиндру. Хотя прикол в том, что поршни разной группы заходили по-разному и пришлось поршней 5 перепробовать. Ааааа… снова ехать в город и менять поршни. Везти снова цилиндр мне никак не хотелось, так что взял в магазине 2 поршня этой же группы и наудачу поехал домой.


Кстати, о цилиндре! Как я упоминал, цилиндр новый. Новый, но косячный.
Сравнил его со старым, и сами увидите разницу. Разные шпильки и больше заусенцев. Но это полбеды. На каналах гигантские ступеньки! Походу дела цилиндр перегильзовывали, но криво… Оставили такие ступени, что пальцем ещё как ощущалось. Но бормашинка нас выручила. Вобще она молодец! И картер ей подпиливали, чтобы цилиндр сел и излишки наплавленного алюминия стачивали, чтобы шестерня не задевала.

Дааа, двигатель собран.Неужели! Сколько он моих нервов прикончил, пока это писал, как будто заново испытал.

И отправился он к собратьям ждать своего часа. А пока зима — консервируем его) Потом ещё почистил головку цилиндра и нормально приятнул её, жаль заключительной фотки нет.

Обрадовал владельца, что двигатель собран) Он обрадовался, конечно. И внезапно решил привезти мне Планету целиком.
А путь до меня был 300км, и хотели везти они его в семёрке. Аааа, полюбить дак королеву, воровать дак миллион — вези! Всё сделаем!

На следующий день приехал виновник всего этого торжества. Иж-Планета 5 собственной персоной.

Очень порадовало, что сидушка жива и здорова. И не надо её будет переобтягивать и тому подобное.

Видок уставший… А что делать, зато без «колхоза». Владелец сказал, что мотоцикл стоял около 6 лет почти под открытым небом. А эта фраза сразу дала понять, что ржавчина его начала серьёзно настигать.

Пробег всего 17.000. А коленвал ещё в бодрячейшем состоянии… был)) Значит ездили бережно и не отркучивали по полной.

Так же удивило наличие ограничителя дроссельной заслонки, которую убирают после первых 2.000 км, а тут она ещё была. В первый раз такую увидел)

Целый глушитель, что уже редкость и колёсики. Правда, одно из них уже сожрала ржавчина и хром отвалился.

Срепка тросиков и втулки с резинками ещё целые. Удивила эта целостность мелочей. Обычно у большинства этого уже и в помине нет, а тут ещё ориджинал — люблю такое)

Левый бардачок. Ты сражался как мог, но электролит был сильней. Вот таким образом там всё насквозь проело и рама вся в ржавчине. Уж, потрёпыш бедный.

Побаловавшись чаем с плюшками, можно начинать процедуру разборки.

Ух, как всё чистенько… Уже предвкушаю процесс чистки и мойки.

Убрав бак, радует, что центральная проводка цела и невредима. Уже плюс)) Хомуты аля что было под рукой. Заменим на оригинал))

Ещё один оригинальный хомут проводки))) Из шнурка xD

Мощный фланец) Владелец говорит, что стандартные всегда лопались и вот выточили свою из кусочища железа! Внушительная вещь)

Начинаем демонтировать продовку) Чтобы потом не запутаться, подписываем каждый провод на малярном скотче, очень удобно кстати!

Спасибо тебе, Господи, за отсутствие самопальных скруток, синей изоленты, за целостность эту, дабы не колдовать потом паяльником — АМИНЬ!

Гофры уже все истрескались. А под приборной панелью ещё части полевых одуванчиков. Про пыль я молчу)))

Вот и проводку почти демонтировали.Делов-то. Ломать — не строить.

Сняв правый бардачок, я подумал, как же всё плохо. Как всё запущено. Задние амортизаторы наверно совсем не ремонтопригодны, так как стаканы напрочь в ржавчине. А сколько грязи в перемешку с маслом. Самый нелюбимый момент))

Проводка и электрооборудование убывает в свой отдельный ящик)

И напоследок снимаем всё оставшееся на раме) Было это нелегко, всё было в грязи и ржавчине, из-за чего некоторые болты пришлось резать болгаркой.

Вот что осталось от мотоцикла. Конечно, работы будет полно. Искать амортизаторы, поворотники, задний кожух… Вобщем много всего)

А сколько тут зачищать и шкурить, убирать эту ржу. Честно, мне не хотелось это делать. Зачищать это всё, сколько времени уйдет. Предложил владельцу отдать всё на пескоструй и там же покрасить в порошок всё чёрное. Выйдет подороже, зато будет качественно. Всё зачистят, обработают и покрасят. Так как бюджет был уже расписан, я все равно его уговорил, что даже сам это всё свожу и сдам, только мол давай отпесочим, чтобы всё было чётко и красиво. В итоге согласился. Мы могли бы сами всё зачистить и покрасить из баллона, но было бы слишком… косячно. Это мне повезло с Планетой 4, что там вобще ржавчины не было на раме и всём остальном, и под грязью была грунтовка, там из баллончика даже зачётно получилось. А тут так бы не прокатило.

На этом можно подитожить 1 часть. Двигатель готов, мотоцикл разобран и ждёт поездки на пескоструйную обработку. В это время будем искать донорские запчасти и закупать новые, необходимые. Вот так ещё один ИЖ начинает преображаться после долгих лет простоя.
Вот мне эта планета уже понравилась тем, что там большее количество запчастей ещё оригинальные, хозяева особо не колхозили её и не убивали, что сэкономит нам время. И цвет не часто такой встречал. Чаще всего были красные. А тут голубенькая, особенная) Вобщем ждите вторую часть, она будет уже совсем скоро. Так же уже на стадии подготовки очередная часть про восстановление Планеты 4.
Коленвал: ремонт
Из всех еще как-то передвигающихся мотораритетов особым и всеобщим уважением пользуются нижнеклапанные оппозиты М-72 и К-750. И все благодаря их исключительной надежности, не превзойденной даже самыми современными моделями из Ирбита и Киева. Однако в последнее время у их владельцев появились трудности с покупкой запасных частей, а именно коленвала. Его просто нет в продаже.
Могу предложить выход. Мне удалось разработать и проверить на многих мотоциклах оригинальную технологию восстановления коленвалов. С ее помощью можно отремонтировать коленвал в любом состоянии, но только не провернувшийся - то есть с ослабленной прессовой посадкой.
Сперва вал придется полностью разобрать на гидравлическом 50-тонном прессе со специальными захватами для щек, отфрезерованными из толстой стальной плиты. Распрессовать вал не просто - за долгие годы бурной «совместной жизни»
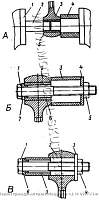
детали вала буквально срастаются. Если увеличить усилие пресса до 100-150 тонн, то это может привести к деформации деталей вала - у вас возникнут непреодолимые сложности при центровке отремонтированного узла. Одиозный инструмент (уж не смейтесь) - хорошая кувалда, а также зоркий глаз помогут при разборке. Удары следует наносить снизу по упорам
(рис. 1) (листам рессор от грузовика), на которые опирается коленвал. Будьте очень осторожны: когда пальцы выпрессовываются из щек, вал может «стрельнуть». Его части далеко не улетят, но вот руки - они близки к источнику опасности - берегите в первую очередь.
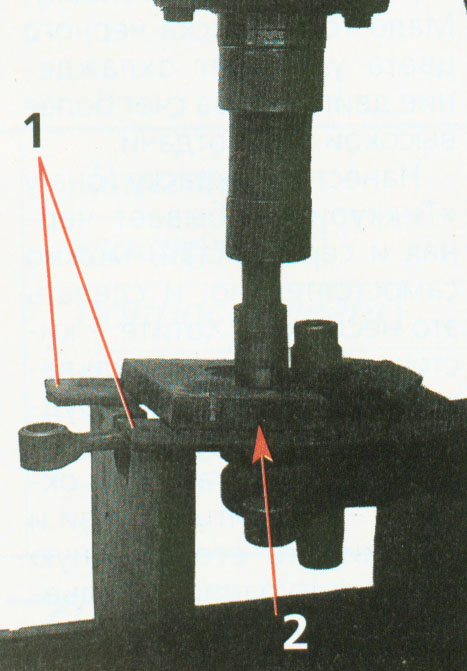
Рис.1. При разборке коленчатого вала;
1 - упоры (в данном случае рессоры);
2 - точка удара кувалдой с одной стороны вала.Такая же точка с противоположной.
Затем шатуны и шатунные шейки уложите в сильно разогретую муфельную печь (около 800°С), но сразу же печь отключите. Через двадцать часов, когда печь полностью остынет, вы получите отожженные детали со снятым напряжением. При этом фиксация втулок верхней головки шатуна ослабнет, и старые бронзовые втулки просто выпадут из шатуна. Затем в патрон станка зажимают нижнюю часть шатуна (очень нежно - дабы избежать деформации от
кулачков патрона). Шатун растачивают под запрессовку наружной обоймы от роликового подшипника 2505 со стальным сепаратором. Подобные подшипники устанавливаются на коленвалы мотоциклов семейства «Иж-Планета». Натяг для запрессовки выбирается
небольшой - 0,02-0,05 мм.
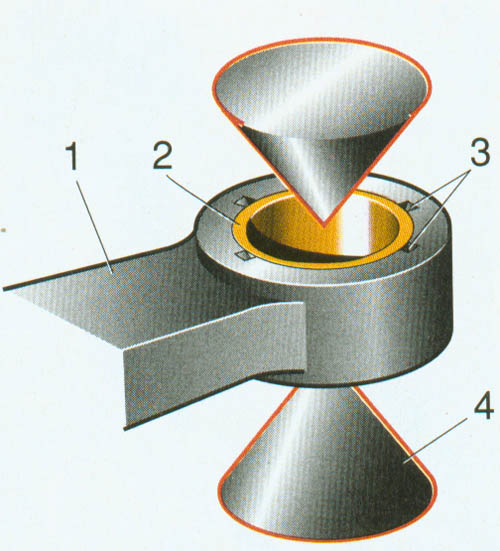
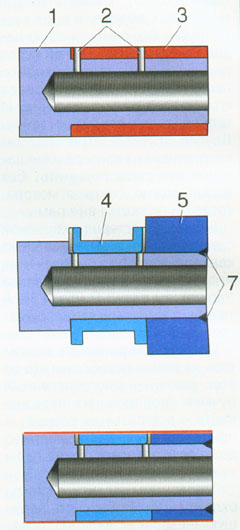
Рис.2. Установка бронзовой втулки;
1 - верхняя головка шатуна;
2 - бронзовая втулка;
3 - пропиленные пазы для фиксации втулки;
4 - конусы для развальцовки.
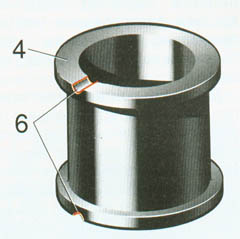
Рис.3. Модернизированная шатунная шейка:
2 - каналы для смазки;
3 - зона протачивания;
4 - обойма подшипника;
5 - запорная втулка;
6 - пазы для смазки;
Имеет смысл запрессовывать сразу и втулку верхней головки шатуна. Ее можно купить в магазине, но затем - доработать.
Сперва бронзовую втулку зажимают в цанговом патроне токарного станка, протачивают по внутреннему диаметру (оставьте припуск 0,2-0,3 мм, а то и меньше - для обработки ручной слесарной разверткой). Только после такой подготовки можно добиться ожидаемой перпендикулярности оси поршневого пальца к оси шатуна.
Перед запрессовкой необходимо сделать на одном из торцов втулки заходную фаску. С обеих сторон верхней головки шатуна, чтобы втулка не провернулась при работе двигателя, ножовочным полотном пропилите несколько пазов. Теперь прессуйте саму втулку. Остается развальцевать ее края двумя конусами, зажатыми в тисках, обработать разверткой и
просверлить отверстие для смазки поршневого пальца (рис. 2).
Качество - исключительное! Кстати, эта технология без изменений приемлема и для ремонта верхних головок «Ижей» с подшипниками скольжения.
После того, как мы запрессовали новую втулку нижней головки шатуна, ее края будут выступать за пределы ширины самого шатуна. Излишек легко убрать на токарном станке подрезным твердосплавным резцом. Все - шатун готов!
Шатунная шейка коленвала модернизируется следующим образом. Стороной без отверстия внутри она зажимается в патроне токарного станка и протачивается под посадку внутренней обоймы все того же «планетовского» подшипника 2505. Протачивается так, чтобы обойма оказалась точно по центру длины пальца (рис. 3). Натяг достаточно сделать 0,01 мм. Дорабатывается и сама обойма: на ее торцевых поверхностях надфилем следует пропилить по канавке с каждой стороны - по ним пойдет смазка к роликам из полости шатунной шейки. Как правило, расстояние между отверстиями для смазки в шейке соответствует ширине обоймы 2505, и в этом случае достаточно пропилов. Если же получается нестыковка каналов и пропилов, отверстия в пальце и торцевые канавки связывают дополнительными канавками на внутренней окружности обоймы. Все это делается до запрессовки.
Затем вытачивают две запорные втулки с натягом около 0,05 мм и «нагорячую» запрессовывают на шейке вслед за обоймой подшипника. Для надежности фиксации и обеспечения общей жесткости отремонтированного коленвала торцевую линию сопряжения шейки с запорной втулкой проваривают на обратном токе электросваркой. Чтобы получить надежное сварочное соединение, запорные втулки изготовляют из низколегированных малоуглеродистых сортов стали. Далее наружную поверхность обоймы подшипника и запорной втулки обрабатывают шлифовкой до «родного» диаметра шейки.
Что остается? Установить ролики, сепаратор и в обратной последовательности собрать коленчатый вал на прессе. Но не спешите: делать это можно лишь после того, как восстановите зазор в роликоподшипнике - ведь после запрессовки в шатун наружная обойма уменьшилась в диаметре, а внутренняя, оказавшись на шатунной шейке,«распухла». Если пренебречь этим замечанием и попытаться собрать подшипник, вместо зазора запросто может получиться натяг! Вал «сгорит» в первые же часы работы. Есть два выхода этого не допустить. Первый: эльборовым резцом расточите обойму в шатуне.
Второй: вместо новых в сепаратор заложить ролики от старого «планетовского» подшипника. Кстати, чтобы избежать задиров при прессовке вала, можно применить щелочь (электролит для щелочных АКБ, каустическую соду) вместо масла для сопрягаемых деталей.
При сборке каналы для смазки роликов нижней головки шатуна должны «смотреть» в сторону, обращенную от оси вращения вала. В противном случае эффект центробежной смазки ухудшится или его вообще не будет.
Не менее ответственная операция - центровка вала. Ее проводят в двух мощных центрах на основании пресса (в моем случае) или просто ударами медного молотка, но обязательно с тщательным контролем за биением индикаторами часового типа (рис. 4). Достаточно отцентровать вал до биения хотя бы в несколько десятых миллиметра.
Ресурс восстановленного таким образом вала в несколько раз выше, чем у нового. Сказывается применение для поверхностей качения нижней головки шатуна подшипниковой стали, а не обычной конструкционной, улучшенной цементацией.
Подобная технология применима к любым «убитым» коленвалам от иномарок. Особенно она актуальна для антикварщиков - им редко встречаются валы, которыми были бы довольны. Подшипников в стране много. Хочешь - шариковые, хочешь - роликовые. Комбинируя с их обоймами, можно «поймать» практически любой размер и диаметр.
Рис. 4. Центровка вала при помощи гидравлического пресса (заменяет медные молотки) в мощных центрах.
Читайте также: