
Момент затяжки рено лагуна 1
Добавил пользователь Владимир З. Обновлено: 04.10.2024
Renault Kangoo
схема затяжки
8.4.1.5.9
7.3.2.6.10
11A - 222
ПЕРЕДНЯЯ И ВЕРХНЯЯ ЧАСТИ ДВИГАТЕЛЯ
Затяжка болтов крепления головки блока цилиндров
K7J, и 700 или 701
11A
b - Затяжка болтов крепления головки блока
цилиндров :
a Полностью ослабьте болты (1) и (2) крепления
головки блока цилиндров .
a Затяните в указанном порядке требуемым
моментом болты (1) (2) крепления головки блока
цилиндров ( неметаллическая прокладка
головки блока цилиндров ) (2 даН · м ) .
a Доверните в указанном порядке на требуемый
угол болты (1) и (2) крепления головки блока
цилиндров ( неметаллическая прокладка
головки блока цилиндров ) (+ 110° ± 6°) .
a Полностью ослабьте болты (3) и (4) крепления
головки блока цилиндров .
a Затяните в указанном порядке требуемым
моментом болты (3) (4) крепления головки блока
цилиндров ( неметаллическая прокладка
головки блока цилиндров ) (2 даН · м ) .
a Доверните в указанном порядке на требуемый
угол болты (3) и (4) крепления головки блока
цилиндров ( неметаллическая прокладка
головки блока цилиндров ) (+ 110° ± 6°) .
a Ослабьте затяжку болтов (5) и (6) болтов
крепления головки блока цилиндров д о их
полного освобождения .
a Затяните в указанном порядке требуемым
моментом болты (5) (6) крепления головки блока
цилиндров ( неметаллическая прокладка
головки блока цилиндров ) (2 даН · м ) .
a Доверните в указанном порядке на требуемый
угол болты (5) и (6) крепления головки блока
цилиндров ( неметаллическая прокладка
головки блока цилиндров ) (+ 110° ± 6°) .
a Полностью ослабьте болты (7) и (8) крепления
головки блока цилиндров .
a Затяните в указанном порядке требуемым
моментом болты (7) (8) крепления головки блока
цилиндров ( неметаллическая прокладка
головки блока цилиндров ) (2 даН · м ) .
a Доверните в указанном порядке на требуемый
угол болты (7) и (8) крепления головки блока
цилиндров ( неметаллическая прокладка
головки блока цилиндров ) (+ 110° ± 6°) .
a Полностью ослабьте болты (9) и (10) крепления
головки блока цилиндров .
a Затяните в указанном порядке требуемым
моментом болты (9) (10) крепления головки
блока цилиндров ( неметаллическая прокладка
головки блока цилиндров ) (2 даН · м ) .
a Доверните в указанном порядке на требуемый
угол болты (9) и (10) крепления головки блока
цилиндров ( неметаллическая прокладка
головки блока цилиндров ) (+ 110° ± 6°) .
2 - Для двигателей с металлической прокладкой
головки блока цилиндров
a
a Затяните в указанном порядке требуемым
моментом болты крепления головки блока
цилиндров ( металлическая прокладка
головки блока цилиндров ) (2 даН · м ) .
a Проверьте м о м е н т затяжки всех б о л т о в
крепления головки блока цилиндров .
a Доверните в указанном порядке на требуемый
угол болты крепления головки блока
цилиндров ( металлическая прокладка
головки блока цилиндров ) (220° ± 10°) .
ВНИМАНИЕ !
После выполнения этой процедуры подтяжка
болтов крепления головки блока цилиндров
не требуется .
попытался скопировать с диалогуса вот как получилось
__________________
Ах у ели,ах у ёлки,ах у ели злые волки
Я все время спускал вам сквозь пальцы, но если я кого-то за что-то поймаю, то это будет его конец!
Сейчас разберусь как следует и накажу кого попало!
Момент затяжки рено лагуна 1
Установку головки блока цилиндров производим после ремонта, осмотра и дефектации
Перед установкой головки блока цилиндров устанавливаем поршни цилиндров на середину хода


Нужно обезжирить посадочные поверхности головки блока и блока цилиндров.
С помощью отвертки и намотанной ветоши (рис. 2) удаляем из резьбовых отверстий болтов крепления головки блока цилиндров масло или охлаждающую жидкость, попавшие туда при снятии головки
Проверяем наличие направляющей втулки на блоке цилиндров.
Устанавливаем на блок цилиндров приспособление Mot.104 или обрезанную шпильку в качестве второй направляющей.


Устанавливаем на блок цилиндров прокладку головки блока цилиндров.
Устанавливаем головку блока. Выворачиваем приспособление Mot.104 или обрезанную шпильку в качестве второй направляющей.


Затягиваем болты крепления головки блока в указанной последовательности на рисунке 5 моментом 20±2 Нм.
После затяжки болтов еще доворачиваем все болты в указанной последовательности на угол 240±6˚.
Устанавливаем гидрокомпенсаторы клапанов (рис. 6).
Проверяем работоспособность гидротолкателей: - надавливаем на верхнюю часть гидротолкателя, если цилиндр вдавливается легко, то возможно гидротолкатель забит смолами.
Нужно погрузить гидротолкатель в керосин или дизельное топливо, чтобы растворить смолы.
После этого нужно гидротолкатель погрузить в масло и проверить еще раз.
Если после этого гидрокомпенсатор не становится упругим, значит, гидрокомпенсатор неисправен, и его нужно заменить.

Устанавливаем коромысла клапанов (рис. 7).
Смазываем моторным маслом опоры распределительных валов.
Устанавливаем распределительные валы (смотрим информацию по установке распределительных валов).
Обезжирьте посадочную поверхность головки и крышки головки блока цилиндров.

Наносим с помощью валика герметик Loctite 518, пока он не станет красноватого цвета.
Если на опоры распредвала попал герметик, обязательно его вытираем.
Устанавливаем крышку головки блока цилиндров.

Затягиваем крышку головки блока цилиндров в порядке указанном на рисунке 10 поэтапно:
1-й этап – болты 22, 23, 20 и 13 моментом затяжки 8 Нм (0,8 кгс.м);
2-й этап – болты 1 – 12, 14 – 19, 21 и 24 моментом затяжки 15 Нм (1,5 кгс.м);
3-й этап – ослабить болты 22, 23, 20 и 13;
4-й этап – болты 22, 23, 20 и 13 затянуть моментом затяжки 15 Нм (1,5 кгс.м).

Выворачиваем стопорный болт толкателя эксцентрикового кулачка (1) приспособления Mot. 1669 (см. рис. 11).
Вворачиваем штатный стопорный болт толкателя эксцентрикового кулачка (2), нанеся каплю состава Loctite Frenetanch (клей герметик) на его резьбу.
Затягиваем стопорный болт толкателя эксцентрикового кулачка моментом 15 Нм.


Наносим на посадочную поверхность крышки маслоотделителя герметик Loctite 518 (рисунок 12).
Устанавливаем крышку маслоотделителя.

Затягиваем в указанном порядке требуемым моментом новые болты крепления маслоотделителя в отверстиях без резьбы, новые или прежние болты крепления крышки маслоотделителя в резьбовых отверстиях (см. рис. 14).

Устанавливаем сальник электромагнитного клапана фазорегулятора распределительного вала с помощью приспособления Mot. 1513 (см. рис. 15) и электромагнитный клапан фазорегулятора распределительного вала впускных клапанов.


Затягиваем болты крепления электромагнитного клапана фазорегулятора распределительного вала впускных клапанов моментом 10 Нм.
Устанавливаем с помощью приспособления (2) Mot. 1503 заглушку крышки головки блока цилиндров (1) (рисунок 17).
Наносим на все четыре катушки зажигания смазку GRAISSE FLUORE (ширина полоски равна 2 мм) по внутренней окружности колпачка провода высокого напряжения (рисунок 18).
Заворачиваем свечи зажигания. Устанавливаем катушки зажигания на место.

Устанавливаем на место датчик распределительного вала с новой прокладкой (рисунок 19).
Устанавливаем прокладки впускной трубы и устанавливаем впускную трубу.

Затягиваем впускную трубу в соответствии с рисунком 20.
Дальнейшую сборку производим в обратной последовательности разборке.
Моменты затяжки крепежа при установке ГБЦ:
Узел - Момент Нм
Болты крепления крышки головки цилиндров с 1 по 12, с 14 по 19 и с 21 по 24 - 15
Болты крепления крышки головки цилиндров 13, 20, 22, 23 - 15
Стопорный болт толкателя эксцентрикового кулачка - 15
Новые болты крепления маслоотделителя в отверстиях без резьбы - 15
Новые или прежние болты крепления маслоотделителя в резьбовых отверстиях - 10
Болт электромагнитного клапана фазорегулятора распределительного вала впускных клапанов - 10
Болты крепления катушек зажигания - 15
Болт крепления датчика распределительного вала - 10
Болты крепления впускной трубы - 9
Болт крепления обводного ролика ремня привода газораспределительного механизма - 45
Момент затяжки рено лагуна 1
Устанавливаем блок цилиндров на стенд для разборки и сборки агрегатов
Устанавливаем на коленчатый вал 1, рисунок 1, штифт 4 центрирующий диск задающего положения коленчатого вала

Закручиваем и затягиваем три болта 3 крепления диска задающего. Момент затяжки болтов крепления диска 20-24 Нм (2,0-2,4 кгсм)
Снимаем с коленчатого вала центрирующий штифт

Подбираем вкладыши коренных подшипников коленчатого вала согласно классификации коренных шеек коленчатого вала и опор в блоке цилиндров в соответствии с таблицей 1
Цвет в таблице означает маркировку вкладыша, нанесенную на его торец. Цвет маркировки соответствует определенному классу вкладыша, который необходимо устанавливать в зависимости от класса диаметра коренных шеек и класса диаметра отверстий в опорах.
В верхней части таблицы указаны классы диаметров отверстий в опорах блока цилиндров, в левой части – классы диаметров коренных шеек коленчатого вала.
Сокращения, приведенные в таблице 1:
UPR – вкладыш, устанавливаемый в опору блока цилиндров;
LWR – вкладыш, устанавливаемый в крышку коренного подшипника.
Устанавливаем вкладыши с канавками в опоры блока цилиндров. Выравниваем новые вкладыши подшипников с канавками на блоке цилиндров, совместив канавку вкладыша с канавкой опоры

Устанавливаем вкладыши подшипника вровень с опорой, как показано на рисунке 2, и надавливаем на него с обратной стороны для того, чтобы установить вкладыш вровень с опорой
Регулируем положение вкладышей так, чтобы они располагались по центру опор блока цилиндров
Устанавливаем вкладыши без канавок в крышки блока цилиндров

Устанавливаем вкладыши вровень с поверхностью крышки коренного подшипника, как показано на рисунке 3, и сдвигаем его к противоположной стороне до выравнивания с крышкой
Таким же образом устанавливаем остальные вкладыши
Регулируем положение вкладышей так, чтобы они располагались по центру крышек блока цилиндров
Устанавливаем упорные полукольца коленчатого вала в гнездах третьей опоры блока цилиндров, совместив усики полуколец с пазами 1, рисунок 4, опоры. При этом канавки 2 полуколец должны находиться со стороны коленчатого вала

Смазываем моторным маслом поверхности вкладышей коренных подшипников и упорных полуколец коленчатого вала, контактирующие с коленчатым валом
Устанавливаем в блок цилиндров коленчатый вал
Устанавливаем на блок цилиндров крышки коренных подшипников в сборе с вкладышами в соответствии с их нумерацией

Нумерация крышек начинается со стороны привода ГРМ.
Стрелки на крышках должны быть направлены в сторону привода ГРМ
Нумерация и стрелки расположены на поверхностях бобышек крышек, как показано на рисунке 5
Устанавливаем и закручиваем новые болты крепления крышек коренных подшипников
Затягиваем болты крепления крышек коренных подшипников в два приема (головка сменная TORX E14, вороток, удлинитель, ключ моментный, головка измерения угла поворота):
- затянуть болты моментом затяжки 30…35 Н.м (3,0…3,5 кгс.м);
- довернуть болты на угол 60º…65º.
После этого проверяем вращение коленчатого вала. Вал должен вращаться от усилия руки свободно и без заеданий. При тугом вращении или наличии заеданий необходимо снять коленчатый вал и повторить операцию по подбору комплекта вкладышей.
Проверяем осевой зазор коленчатого вала
Установить на блок цилиндров стойку с индикатором, как показано на рисунке.

Опереть измерительный стержень индикатора на фланец коленчатого вала и выставить шкалу индикатора на ноль.
Перемещая коленчатый вал с помощью отверток, замерить осевой зазор вала. Осевой зазор коленчатого вала должен быть в пределах 0,1…0,3 мм. При осевом зазоре более 0,3 мм произвести регулировку зазора путем замены упорных полуколец (штатив ШМ-ПВ-8, индикатор ИЧ-10, отвертка плоская - 2 шт., микрометр типа МК 25-1).
Проверяем зазоры по высоте между поршневыми канавками и кольцами и зазоры в замках колец.
Зазор между кольцом 1, рисунок, и стенкой канавки поршня 2 для верхнего компрессионного кольца должен быть 0,06…0,15 мм, для второго - 0,03…0,07 мм, для маслосъемного кольца - 0,045…0,125 мм. Зазор измерять в трех точках, находящихся под углом 120º друг к другу.
Зазор в замке верхнего компрессионного кольца должен быть 0,2…0,3 мм, для второго – 0,35…0,50 мм, для маслосъемного кольца – 0,20…0,45 мм.
Поршневые кольца с зазором в замке, превышающем максимальное значение заменить, при зазоре менее минимального значения допускается запилить стыковые поверхности кольца (набор щупов, надфиль).
Сборка шатунно-поршневой группы
Устанавливаем крышки шатунов на шатуны и закручиваем, не затягивая болты крепления
Помещаем шатуны в нагретую до 240º электропечь. Верхние головки шатунов должны быть направлены внутрь печи. Время нагрева шатунов в печи не менее 15 минут

Устанавливаем на валик приспособления 1, рисунок, поршневой палец 2 и направляющую 3
Извлекаем из электропечи нагретый шатун, быстро закрепляем его за нижнюю головку в тисках так, чтобы установочная метка 1, рисунок, располагалась со стороны установки поршневого пальца

Надеваем поршень на головку шатуна чтобы установочная метка (точка на днище поршня) располагалась со стороны установки поршневого пальца. Совмещаем отверстие под поршневой палец с отверстием верхней головки шатуна и вводим в отверстие приспособление в сборе с поршневым пальцем до упора заплечиков оправки в бобышку поршня. При этом поршень должен прижиматься бобышкой к верхней головке шатуна против направления запрессовки пальца.
Повторяем эту операцию для остальных поршней.
Далее откручиваем болты крепления и снимаем крышки шатунов

После этого нужно подсобрать шатунные вкладыши согласно классификации шатунных шеек коленчатого вала и отверстий в нижних головках шатунов в соответствии с таблицей 2
Цвет в таблице означает маркировку вкладыша, нанесенную на его торец. Цвет маркировки соответствует определенному классу вкладыша, который необходимо устанавливать в зависимости от класса диаметра шатунных шеек и класса диаметра отверстий в нижних головках шатунов.
В верхней части таблицы указаны классы диаметров отверстий в нижних головках шатунов, в левой части – классы диаметров шатунных шеек коленчатого вала.
Затяжка болтов динамометрическим ключом: таблицы, способы определения усилий
Чтобы увеличить прочность и срок эксплуатации резьбовых соединений, а также повысить их сопротивление различным внешним факторам необходимо правильно закрутить крепежные элементы, рассчитав усилие завинчивания. Каждое соединение имеет свою определенную степень затяжки в зависимости от посадочного места. Момент затяжки рассчитывается в зависимости от температурного режима, свойства материала и нагрузки, которая будет оказываться на резьбовое соединение.
К примеру, под воздействием температурных показателей металл начинает расширяться, а под воздействием вибрации на элемент оказывается дополнительная нагрузка. Соответственно, для минимизации воздействующих факторов, болты необходимо закручивать с расчетом правильного усилия. Предлагаем ознакомиться с таблицей силы затяжки болтов, а также методами и инструментами выполнения работ.
Что такое затяжное усилие и как его узнать?
Моментом затяжки называют показатель усилия, который необходимо приложить для резьбовых соединений в процессе их завинчивания. Если крепеж был закручен с прикладыванием небольшого усилия, чем это было нужно, то при воздействии различных механических факторов резьбовое соединение может не выдержать, теряется герметичность скрепленных деталей, что влечет за собой тяжелые последствия. Так же и при чрезмерном усилии, резьбовое соединение или скрепляемые детали могут попросту разрушиться, что приведет к срыву резьбы или появлению трещин в конструкционных элементах.

Каждый размер и класс прочности резьбовых соединений имеет определенный момент затяжки при работе с динамометрическим ключом, который указывается в специальной таблице. При этом обозначение класса прочности изделия располагается на его головке.
Маркировка и класс прочности деталей
Цифровое обозначение параметра прочности метрического болта указано на головке, и представлено в виде двух цифр через точку, к примеру: 4.6, 5.8 и так далее.
Предельная текучесть представляет собой максимальную нагрузку на конструкцию болта. Элементы, которые выполняются из нержавеющих видов стали, имеют обозначение непосредственно самого вида стали (А2, А4), и только после этого указывается предельная прочность.
К примеру, А2-50. Значение в подобной маркировке обозначает 1/10 прочностного предела углеродистой стали. При этом, изделия, для изготовления которых используется углеродистая сталь, имеют класс прочности – 2.
Обозначение прочности для дюймовых болтов отмечается насечками на его головке.

Обозначение класса прочности дюймовых болтов
В чем измеряется затяжное усилие?
Основная величина измерения усилия затяжки болтов – Паскаль (Па). Международная система «СИ» предполагает, что данной единицей измеряется как давление, так и механическое напряжение. Соответственно, Паскаль равен значению давления, которое вызывается силой равной одному Ньютону и равномерным образом распределяется на плоскости размером в 1 м2.
Чтобы понять как можно конвертировать одну единицу измерения в другую, посмотрим пример:
- 1 Паскаль = 1 Нютону/м2;
- 1 МПаскаль = 1 Ньютону/мм2;
- 1 Ньютон/мм2 = 10 кгс/см2.
Значения усилий затяжки для различных типов болтов (таблица)
Для более удобного и точного восприятия представлена таблица затяжки болтов динамометрическим ключом.
| Резьба | Класс прочности, Нм | Головка, мм | |||||||
| 3.6 | 4.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | ||
| М5 | 1.71 | 2.28 | 3.8 | 4.56 | 6.09 | 6.85 | 8.56 | 10.3 | 8 |
| М6 | 2.94 | 3.92 | 6.54 | 7.85 | 10.5 | 11.8 | 14.7 | 17.7 | 10 |
| М8 | 7.11 | 9.48 | 15.8 | 19 | 25.3 | 28.4 | 35.5 | 42.7 | 13 |
| М10 | 14.3 | 19.1 | 31.8 | 38.1 | 50.8 | 57.2 | 71.5 | 85.8 | 17 |
| М12 | 24.4 | 32.6 | 54.3 | 65.1 | 86.9 | 97.7 | 122 | 147 | 19 |
| М14 | 39 | 52 | 86.6 | 104 | 139 | 156 | 195 | 234 | 22 |
| М16 | 59.9 | 79.9 | 133 | 160 | 213 | 240 | 299 | 359 | 24 |
| М18 | 82.5 | 110 | 183 | 220 | 293 | 330 | 413 | 495 | 27 |
| М20 | 117 | 156 | 260 | 312 | 416 | 468 | 585 | 702 | 30 |
| М22 | 158 | 211 | 352 | 422 | 563 | 634 | 792 | 950 | 32 |
| М24 | 202 | 270 | 449 | 539 | 719 | 809 | 1011 | 1213 | 36 |
Также представим таблицу момента затяжки для дюймовых видов резьб по стандарту, который применяется в Соединенных Штатах.
| Дюймы | Нм | Фунт |
| 1/4 | 12±3 | 9±2 |
| 5/16 | 25±6 | 18±4.5 |
| 3/8 | 47±9 | 35±7 |
| 7/16 | 70±15 | 50±11 |
| 1/2 | 105±20 | 75±15 |
| 9/16 | 160±30 | 120±20 |
| 5/8 | 215±40 | 160±30 |
| 3/4 | 370±50 | 275±37 |
| 7/8 | 620±80 | 460±60 |
Значения усилий затяжки для ленточного хомута с червячным зажимом
Ниже приведенная таблица содержит ряд данных про первоначальную установку ленточных хомутов на новом шланге, а также про повторную затяжку уже обжатых шлангов.
| Размер хомута | Нм | Фунт/Дюйм |
| 16мм — 0,625 дюйма | 7,5±0,5 | 65±5 |
| 13,5мм — 0,531 дюйма | 4,5±0,5 | 40±5 |
| 8мм — 0,312 дюйма | 0,9±0,2 | 8±2 |
| Усилие затяжки для повторных стяжек | ||
| 16мм | 4,5±0,5 | 40±5 |
| 13,5мм | 3,0±0,5 | 25±5 |
| 8мм | 0,7±0,2 | 6±2 |

Определение момента затяжки
Динамометрическим ключом
Подбор этого инструмента должен осуществляться так, чтобы затяжной момент на крепежном элементе был на 20-30% меньше, нежели значение максимального момента на используемом ключе. Если попытаться превысить допустимый лимит, то инструмент может легко сломаться.
Затяжное усилие и марка материала должны присутствовать на каждом изделии, способы расшифровки маркировки описаны выше.
Чтобы выполнить вторичную протяжку болтов, следует придерживаться следующих рекомендаций:
- Точно знать значение необходимого затяжного усилия.
- Выполняя контрольную проверку затяжки, необходимо выставлять усилие и проверять по кругу каждый крепежный элемент.
- Запрещается пользоваться динамометрическим ключом как обычным, его не стоит использовать для закрутки деталей, гаек и болтов, чтобы получить лишь примерное усилие . Его стоит использовать для выполнения контрольной протяжки.
- У динамометрического ключа должен быть запас для измерения момента усилия.
Без использования динамометрического ключа
Чтобы выполнить проверку нам понадобится наличие:
- накидного или рожкового ключа;
- пружинного кантера или весов, с пределом не менее 30 кг;
- таблицы, которая содержит сведения об усилии затяжки болтов и гаек.
Момент затяжки является усилием, которое необходимо приложить на рычаг размером в 1 метр. К примеру, требуется выполнить затяжку гайки рассчитав для этого усилие в 2 кГс/м:
- Нам потребуется узнать какой длины ключ. Например, длина составляет 20 см или 0,2 метра.
- Разделить единицу на наше полученное значение: 1/0,2 = 5.
- Умножить полученный результат: 5*2кГс/м = 10 кг.
Далее на практическом опыте крепим к ключу крючок и присоединяем его к весам. Выполняем натяжку к нужному значению (которое мы получили в ходе расчетов) и начинаем постепенно закручивать/проверять. Применение такого кустарного метода все же лучше, нежели закручивать болты на «глаз». Погрешность будет присутствовать в любом случае, однако с увеличением усилия она будет уменьшаться . Все зависит от того, какого качества весы. Однако для проведения серьезных и профессиональных работ лучше обзавестись специальным динамометрическим ключом.
Renault Laguna I. Руководство - часть 113

Установите диск на ступицу и закрепите его двумя
болтами (В).
Нанесите средство Loctite FRENBLOC на болты
крепления суппорта и затяните их с
рекомендованным моментом.
Несколько раз нажмите на педаль тормоза для
установки поршня тормозного механизма в
рабочее положение.

ПЕРЕДНИЕ НЕСУЩИЕ ЭЛЕМЕНТЫ
Подшипник ступицы колеса
НЕОБХОДИМЫЙ СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ
B. Vi. 1106
T. Av. 1230
Оправка для замены подшипника ступицы
колеса
Фиксатор ступицы
Съемник шаровых шарниров
Съемник ступицы
МОМЕНТЫ ЗАТЯЖКИ (даН
Болт крепления амортизационной
стойки к поворотному кулаку М16
Гайка пальца шарового шарнира
рычага подвески
Гайка крепления амортизационной
стойки к поворотному кулаку
Болт крепления скобы суппорта
тормоза
Гайка ступицы колеса
Болты крепления колеса
ПРОВЕРКА ЗАЗОРА
С помощью индикатора стрелочного типа
проверьте зазор в подшипниках ступицы, он
должен составлять:
от 0 до 0,05 мм.
Снимите:
– колесо,
– шаровой шарнир наконечника рулевой тяги из
поворотного кулака, пользуясь съемником
T. Av. 476,
– тормозные колодки – плавающая скоба –
суппорт в сборе, отвернув два болта (А).
Закрепите этот узел на пружине.

ПЕРЕДНИЕ НЕСУЩИЕ ЭЛЕМЕНТЫ
Подшипник ступицы колеса
– гайку ступицы, пользуясь приспособлением
– два болта (В) крепления тормозного диска,
пользуясь ключом с головкой «Торкс» Т30
(например: FACOM RX30 с переходником или
89-30).
Установите защитное приспособление на чехол
наружного шарнира привода колеса.
На рассматриваемых автомобилях шлицевые
хвостовики наружных шарниров приводов колес
насажены в ступицах на клей. Их необходимо
отжать с помощью приспособлений T. Av. 1050 и
Rou 604-01.
Ослабьте затяжку гайки пальца шарового
шарнира рычага подвески и выпрессуйте шаровой
шарнир с помощью съемника FACOM D98.

ПЕРЕДНИЕ НЕСУЩИЕ ЭЛЕМЕНТЫ
Подшипник ступицы колеса
Отверните два болта крепления амортизационной
стойки к поворотному кулаку.
Наклоните поворотный кулак, чтобы вывести
хвостовик привода колеса из поворотного кулака.
Снимите поворотный кулак и ступицу в сборе.
УСТАНОВКА ПОДШИПНИКА В СТУПИЦУ
Снимите два стопорных кольца подшипника.
Выпрессуйте подшипник на прессе с помощью
оправки приспособления B. Vi. 1106, оперев
поворотный кулак на приспособление T. Av. 1230.
Извлеките внутреннее кольцо подшипника из
ступицы, используя съемник с захватами типа
FACOM U53T + U53K и приспособление
Rou 15-01.
Момент и порядок затяжки гбц на автомобилях разных марок

Затяжку болтов головки производят в четыре этапа (указаны в таблице). А вот что пишут об этом в руководстве по эксплуатации ВАЗ-2123:

Рис.1 Порядок затяжки болтов головки блока цилиндров (гбц)Установите головку блока цилиндров, отцентрировав её по двум направляющим втулкам, вверните болты её крепления и затяните их в четыре приема в определенной последовательности.
Момент затяжки гбц ВАЗ-2112 16 клапанов (ПРИОРА)
Момент затяжки гбц на приоре взяты из руководства по эксплуатации автомобиля и указаны в табличке №2.
Установите головку на блок, предварительно убедившись, что коленчатый и распределительные валы находятся в положении ВМТ (оба клапана 1-го цилиндра должны быть закрыты). Затяните болты крепления головки блока в последовательности, указанной на рис. 5.6, в четыре этапа:
1-й – моментом 20 Н·м (2 кгс·м);
2-й – моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м);
3-й – доверните болты на 90°;
4-й – окончательно доверните болты на 90°.
Необходимо учитывать что:
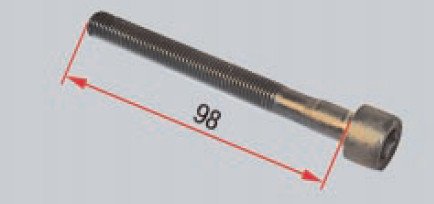
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Болты, длина которых (без учета высоты головки) превышает 98 мм, замените новыми. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
Момент затяжки гбц КАЛИНА, ГРАНТА
Момент затяжки головки блока цилиндров на двигателях модели 21114-50, установленные на автомобилях Lada Kalina указаны в таблице №3. Двигатель 21114-50 создан на базе двигателя ВАЗ-2111. Увеличение рабочего объема двигателя модели 21114 до 1,6 л. по сравнению с объемом двигателя 2111 достигнуто за счет большего хода поршня при неизменном диаметре цилиндра.
Вот что нам говорит руководство по эксплуатации о моменте затяжки гбц на калине:
Момент затяжки гбц ВАЗ 2106, 2107, 2103
Момент затяжки головки блока цилиндров на двигателях 2106 и 21011, 2103 одинаковый и приведен в таблице №4. В зависимости от модели или модификации автомобиля устанавливались двигатели трех типов:
Момент затяжки гбц ВАЗ 2108, 2109
Момент затяжки гбц на двигателях ВАЗ-2108, ВАЗ-2111-80 совпадают, и приведены в таблице №5.
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Замените новыми болты, длина которых превышает 135,5 мм. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
Момент затяжки гбц ваз 2108, 2110, 2114 8 клапанов инжектор, 2115
Момент затяжки гбц ваз 2101
Момент затяжки гбц, приведенный в таблице№7, применяется для двигателей следующих моделей:
- ВАЗ-2101 с рабочим объемом 1.2 литра. Это основной двигатель для автомобилей ВАЗ-2101;
- ВАЗ-21011 с рабочим объемом 1.3 литра. Устанавливался на автомобили ВАЗ 21011 и ВАЗ-21021. От предыдущей модели он отличается увеличенным на 3мм диаметром цилиндров, поэтому у него другие блок цилиндров и поршень; Момент затяжки гбц аналогичный с ВАЗ 2101;
- ВАЗ-2103 с рабочим объемом 1.45литра. От первой модели отличается увеличенным на 14мм ходом поршня, поэтому у него другие блок цилиндров и шатунно-поршневая группа. Момент затяжки болтов гбц аналогичен двигателю ВАЗ-2101.
Момент затяжки головки блока цилиндров (гбц) ОКА-1111, 11113
Момент затяжки головки блока цилиндров (гбц) НИВА
Моменты затяжки для двигателей ВАЗ-21214 евро3.
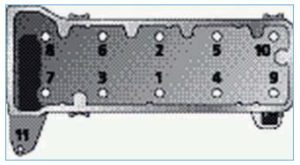
Рис.3 Порядок затяжки гбц НИВА
Для обеспечения надежного уплотнения и исключения подтяжки болтов головки блока цилиндров при техническом обслуживании автомобиля затягиваем их в четыре приема. Порядок затяжки указан на рисунке.
Момент затяжки гбц на двигателях ЗМЗ.
Двигатели ЗМЗ представлены модификациями ЗМЗ-402.5, ЗМЗ-402.6, ЗМЗ-4061, ЗМЗ-4063, ЗМЗ-40522, ЗМЗ-40524. Моменты затяжек гбц у этих моделях двигателей имеют разные значения.
Момент затяжки головки блока цилиндров (гбц) на 402-х двигателях (ГАЗЕЛЬ), модификации двигателей ЗМЗ-4025,4026.
Момент затяжки головки блока цилиндров (гбц) на 406-х двигателях, модификации ЗМЗ-4061, ЗМЗ-4063, ЗМЗ-40522.
Момент затяжки головки блока цилиндров (гбц) на 405-х и 405 евро3 двигателях, модификации ЗМЗ-40524.
Момент затяжки головки блока цилиндров (гбц) на двигателях ЗМЗ-409.

Последовательность затяжки болтов крепления головки блока цилиндров показана на рисунке
Момент затяжки гбц ГАЗ-53.
Момент затяжки головки блока цилиндров КАМАЗ-740
Момент затяжки на двигателях КАМАЗ-740.10, КАМАЗ-7403.10 или КАМАЗ-740.11-240 совпадает и приведен в таблице №15.
Читайте также: