
Можно ли красить на катафорезный грунт ваз
Обновлено: 30.06.2024
Заводской грунт новых кузовных панелей автомобиля

Новые детали кузова автомобиля, в большинстве случаев, имеют чёрное покрытие. Это заводской грунт. Если кузовная панель оригинальная ( OEM ) или от сертифицированного производителя, то она покрыта так называемым катафорезным грунтом, нанесённым методом электроосаждения.
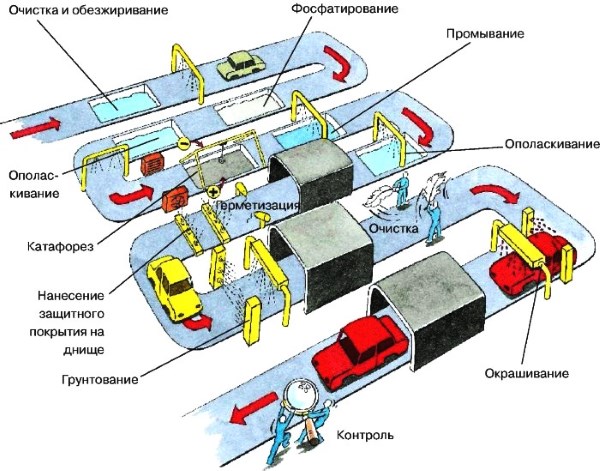
На заводе деталь проходит несколько этапов обработки. Сначала обезжиривается, фосфатируется потом покрывается грунтом с помощью электроосаждения в специальном резервуаре. В итоге образовываются фосфатная и полимерная защитные плёнки. После нанесения, заводской грунт «запекается» при температуре от 150 до 200 градусов по Цельсию. От этого он полностью полимеризуется и становится более прочным и химически инертным. По составу катафорезный грунт является в большинстве случаев эпоксидным и представляет собой хорошее защитное антикоррозионное покрытие.

Более дешёвые кузовные детали могут иметь транспортировочный грунт, который не является стойким защитным покрытием и подлежит удалению.
Катафорезный грунт на поверхности кузовной панели имеет очень тонкий слой. Он обладает следующими преимуществами:
- Имеет прочную связь с металлической поверхностью.
- Слой грунта получаемый в заводских условиях электроосаждением получается очень ровным и равномерным (везде имеет одинаковую толщину ) на всей поверхности.
- Грунтом покрыты вся деталь, включая скрытые полости.
- В покрытии не содержится никаких лишних примесей.
- Обладает антикоррозионными и адгезионными свойствами.
Как понять, каким грунтом покрыта деталь?
Визуально катафорезный грунт имеет матовое покрытие со слабым глянцем. Если покрытие матовое, не имеет никакого глянца или имеет достаточно сильный глянец, то, скорее всего, не является катафорезным грунтом.
Для определения типа грунта намочите тряпку растворителем (646, 647 или ацетоном) и положите на поверхность новой кузовной детали. Подождав 10 минут, нужно убрать тряпку и посмотреть на результат воздействия растворителя. Если покрытие никак не изменилось и не оставило на тряпке следов, то, с большой долей вероятность, оно является качественным катафорезным грунтом. Если же возникло отслоение покрытия, то такой грунт не является катафорезным грунтом и не будет служить хорошим основанием для лакокрасочного покрытия.
Как подготовить под покраску деталь с заводским грунтом?
Сомнительный грунт лучше убирать до чистого металла шлифованием. Далее можно распылить первичный и вторичный грунты и красить.
Качественный катафорезный грунт, при условии его целостности и отсутствия дефектов, можно оставить на детали.
Производители лакокрасочных материалов рекомендуют сверху катафорезного наносить вторичный грунт, благодаря чему увеличивается адгезия и меньше появляются сколы при эксплуатации. Можно использовать акриловый двухкомпонентный грунт. Заводской грунт шлифуется абразивами P240 – P320 , обезжиривается и грунтуется. Дополнительным преимуществом грунтования поверх заводского грунта является применение грунта, имеющего цвет, схожий с цветом краски, которой будет покрываться деталь. В итоге уйдёт меньшее количество краски. При этом нужно понимать, что иногда производители рекомендуют то, что удорожает ремонт и без чего можно обойтись.
Многие мастера, с которыми я общался, много раз подряд красили поверх заводского грунта, предварительно подготовив его под покраску, и из-за этого не возникало проблем.
Они считают, что если на поверхности настоящий катафорезный грунт, то такое покрытие можно обработать скотч-брайтом или другим абразивом под покраску, обезжирить и красить. Настоящий катафорезный грунт держится на поверхности очень хорошо и шлифуется тяжело. Он имеет более прочную связь с поверхностью, чем эпоксидный грунт, нанесённый краскопультом.
Некоторые сервисные центры, чтобы соблюсти регламент и дать длительную гарантию на свою работу, шлифуют заводской грунт до чистого металла и далее наносят первичный и вторичный грунт, после чего подготавливают поверхность и красят.
В итоге можно сказать, что если заводской грунт хорошего качества, деталь не имеет следов ржавчины, то не имеет смысла его убирать. Таким образом, Вы сэкономите время, сохраните фосфатную заводскую плёнку и оставите дополнительную антикоррозионную защиту в виде катафорезного грунта. Как было написано выше, не лишним будет нанести сверху вторичный акриловый грунт, колерованный под краску, которой будет окрашиваться деталь. Так, Вы как минимум получите пользу в виде экономии расхода краски.
Новые технологии: процедура катафорезного грунтования при покраске авто

Процесс коррозии автомобильного кузова всегда был значимой проблемой для автолюбителей. С этой проблемой многие годы борются как производители автомобилей, так и их владельцы. Одним из современных решений, направленных на защиту металлических поверхностей от гниения является катафорезная грунтовка кузовных деталей. Эта технология пришла к нам из запада, где она развивается уже много лет.
Что представляет собой катафорез?
Катафорез – это сложный химический процесс, основанный на электролитической реакции. На практике этот процесс позволяет закрепить на поверхности металла специальное вещество, которое играет роль защитного слоя. Такой подход к подготовке металла позволяет в несколько раз увеличить его сопротивляемость воздействию коррозии.
Процедура катафореза состоит из нескольких этапов:
- очистка металла от окислительной пленки;
- обезжиривание поверхности металла;
- активация металла;
- погружение в емкость для катафореза;
- ополаскивание;
- сушка в термической камере.
Очистка металла от окиси позволяет оголить поверхность для наилучшего взаимодействия активных частиц в катафорезной емкости. Обезжиривание направлено на эту же цель.
Оба процесса осуществляются химическим способом в тоннелях с опрыскиванием или в емкостях с полным погружением. Активация металла способствует более надежному закреплению частиц в катафорезной емкости.

Далее металл погружается в катафорезную емкость. Она представляет собой электролитическую ванну, в которой в растворенном виде находятся частички грунта. К металлической детали подключается анод, который заряжает ее отрицательной энергией. К корпусу ванной подсоединяется катод, который активирует растворенные частички грунта. В результате электролитической реакции, положительно заряженные частицы закрепляются на отрицательно заряженном металле.
После электролитической ванны деталь отправляется на ополаскивание. В результате этого процесса смываются частички грунта, которые не закрепились на поверхности металла. Ополаскивание может быть реализовано как погружением, так и пропусканием детали через тоннель с распылителями.
Сушка в термической камере закрепляет нанесенный материал. На этом этапе происходит затвердевание и кристаллизация защитного слоя. Сушка проводится под влиянием высоких температур на протяжении определенного времени. После этого металлическая деталь полностью готова к процедуре окрашивания.
Катафорезная обработка нового кузова
Катафорезное грунтование применяется в самых различных областях промышленности. Обработка таким способом автомобильных кузовов также очень распространена. За рубежом эта технология применяется уже довольно давно. К нам она пришла несколько лет назад, и успешно применяется на производстве отечественных автомобилей.
Грунтование нового кузова методом электролитического катафореза намного дешевле оцинковки, поэтому эта технология имеет все шансы на дальнейшее развитие в автомобильной промышленности. Помимо этого, как было указано выше, защита металла от коррозии находится на очень высоком уровне, который на порядок выше оцинковки.
Процедура катафорезного грунтования примерно такая же, как было описано выше. При изготовлении нового автомобиля кузов проходит все этапы катафореза от удаления окиси металла, до сушки в термических камерах.
Преимущества катафорезного грунтования
Катафорезное грунтование получило широкое распространение благодаря следующим преимуществам:
- активный химический процесс способствует надежному закреплению грунтовочного материала на металлической поверхности;
- благодаря полному погружению обеспечивается покрытие металла равномерным тонким слоем даже в труднодоступных местах;
- сам процесс катафореза имеет высокую эффективность с минимальными потерями расходных материалов;
- катафорезное покрытие устойчиво к физическим и химическим воздействиям. Испытания в солевом тумане показывают устойчивость, которая в восемь раз выше по сравнению с традиционными грунтовками.
Катафорезное грунтование кузовных деталей
Новые кузовные детали также стали подвергаться катафорезному грунтованию на этапе их изготовления. Однако на сегодняшний день это касается только оригинальных деталей. Дешевые аналоги от других производителей полноценной обработке этим способом не поддаются. В основном новые детали покрываются транспортировочным грунтом, который защищает деталь на этапах транспортировки и хранения до момента реализации.
Сегодня довольно часто практикуется катафорезное грунтование кузовных деталей перед их покраской. Для этого деталь сдается на предприятие, имеющее оборудование для катафореза. Там она очищается от транспортировочного грунта и обрабатывается по вышеописанной технологии. Это позволяет в разы увеличить срок службы даже неоригинальных деталей.
Катафорез при капитальном кузовном ремонте
В настоящее время также набирает обороты катафорезное грунтование кузова при капитальном восстановлении автомобилей. В целом этот процесс немного отличается от грунтования на этапе производства, однако в большинстве происходит то же самое. Весь процесс подготовки автомобиля к нанесению нового лакокрасочного покрытия состоит из следующих процессов:
- Полная разборка автомобиля. Отдельно катафорезу подвергается сам кузов, и отдельно съемные кузовные детали (двери, капот).
- Снятие старого лакокрасочного покрытия. На этом этапе удаляется абсолютно вся краска с кузова и его деталей. Удаление краски осуществляется химическими средствами. Кузов и детали полностью погружаются в емкость со специальной жидкостью, которая смывает все покрытие до голого металла.
- Удаление следов коррозии. На бывшем в употреблении автомобиле, так или иначе, имеются очаги коррозии. Они также удаляются химическими средствами. Как и на предыдущем этапе, кузов и съемные детали полностью погружаются в ванну с жидкостью для удаления ржавчины. После прохождения этой процедуры поверхность кузова оголяется до чистого металла.
- Катафорезное грунтование по технологии, которая описана выше.

На выходе получается полностью обработанный и загрунтованный кузов, который готов к покрасочным работам. Этот метод позволяет вернуть к жизни даже самый старый автомобиль. Однако из-за своей относительной дороговизны по сравнению с традиционными техниками кузовного ремонта, катафорезное грунтование применяется довольно редко. В основном его используют для восстановления раритетных классических автомобилей, которые имеют ценность скорее для коллекционеров, нежели для простых автолюбителей. Но эта технология не стоит на месте, она довольно активно развивается, что неминуемо приведет к ее удешевлению и распространенности в самом ближайшем будущем.
Катафорезное покрытие: описание технологии и ее преимущества. Методы защиты от коррозии
Техники нанесения внешних покрытий представляют наиболее обширную группу способов антикоррозийной защиты металла. Грунтование часто используется в защите автомобильных кузовов, которые подвергаются разного рода воздействиям, способствующим развитию ржавчины. Одним из самых эффективных методов такой защиты является катафорезное покрытие, одновременно сочетающее в себе элементы физической и химической изоляции.

Подготовка технологической оснастки
Технической основой для выполнения процедуры катафорезной обработки выступают ограничители для элементов кузова, среди которых капот, багажник и боковые двери. Все эти части должны быть приоткрыты, чтобы активная смесь свободно заполняла собой полости изнутри, не оставляя зазоров. С точки зрения поточного производства, на линии таким образом экономится раствор для катафорезного покрытия, так как не использованный состав полностью сливается в специальную емкость и применяется в последующих операциях. Функцию каналов для слива обычно выполняют отверстия в днище автомобильного кузова. О том, чтобы они были открыты, следует также позаботиться заранее.
Мойка поверхностей кузова

На следующем этапе подготовки выполняется предварительная мойка. Не только с наружных поверхностей, но и с внутренней части кузова следует удалить все инородные частицы от грязи и пыли до продуктов сварочного производства и заводской смазки. На профессиональных линиях для таких целей используют камеры с множеством форсунок, направляющих воду с чистящим раствором. Более простой вариант предполагает использование мини-моек под высоким давлением с подключением компрессорных установок. В любом случае чем качественнее будет первоначальная чистка, тем больше шансов получить стойкое и долговечное защитное покрытие кузова автомобиля с акцентом на формирование антикоррозийного барьера.
Обезжиривание поверхностей
Наличие на поверхностях кузова следов технического масла или другой химии может привести к сохранению открытых участков, которые нередко становятся очагами развития ржавчины после повреждения. Поэтому очень важно проведение операции обезжиривания. Обычно перед нанесением катафорезного покрытия данная задача решается методом опрыскивания. Автомобиль проходит через специальный туннель, где на него также подается вода под высоким давлением, но уже с добавлением специальных химических средств. Практикуется и метод погружения в ванны с растворами для обезжиривания, но этот подход себя оправдывает только в условиях высокопроизводительного автосервиса с большим потоком.

Чем обезжирить металл?
Итак, какие добавки используют после комплексной промывки перед нанесением катафорезного состава? Простейший и наиболее доступный материал представляют собой щелочные растворы. Это полезно-активные компоненты, которые вместе с усилителями обезжиривания дают неплохой эффект очистки и базовой защиты. При высокой степени концентрации жира придется задействовать специализированные средства. Например, чем обезжирить металл, если зажиренность поверхности превышает 3 г/м2? В данном случае можно использовать специализированную автохимию от компаний Henkel, Chemetall или «ЭКОХИМ», изготовленную на основе твердых и хлорированных частиц поливинилхлорида и акрилонитрилбутадиенстирола. Как показывает практика, ключевым фактором эффективности обезжиривающего раствора будет даже не столько его концентрация, сколько правильно подобранный температурный режим при обработке.
Активация и фосфатирование поверхностей
Переходным этапом между зачисткой целевой поверхности и созданием базы для катафорезного покрытия является фосфатирование. В свою очередь, активация металла выступит подготовительной операцией, которая проводится с целью улучшения кристаллообразования в ванне. Для этого применяют нерастворимые соединения, фосфат марганца и соли титана. Они обеспечивают осаждающий эффект на поверхности, способствуя уплотнению фосфатного слоя.
Активация формирует основу защитного покрытия кузова автомобиля, способствуя повышению адгезии. После фосфатирования производится контроль покрытия, при котором оцениваются такие свойства, как общая кислотность, плотность, масса и т. д. Может анализироваться и состав раствора. Стандартный набор компонентов формируется цинковыми элементами, фторидами и дополнительными модифицирующими присадками, которые подбираются индивидуально.
Что такое катафорезный грунт?

Главный компонент покрытия – это бессвинцовая двухкомпонентная масса, которая может быть представлена в виде пасты или эмульсии. В новейших поколениях такие грунтовки отличаются экологической безопасностью и высокой проникающей способностью. С помощью модификаторов также улучшаются показатели термической стойкости и защищенности от коррозийных процессов. К тому же в процессе эксплуатации улучшается очистка от ржавчины без повреждения основы кузова. Непосредственно при катафорезе используются эмульсии, включающие несколько катионных полимеров. Формируемый слой представляет собой эластичную пленку с блокированным изоцианатом. Также в составе может задействоваться пигментная паста на основе минеральных компонентов, связующие активные вещества и деминерализованная жидкость.
Нанесение грунта
Защитная структура образуется в ванной, в которую предварительно была загружена эмульсия с пастой, включающей необходимые добавки. Средний объем ванной для катафорезного метода защиты от коррозии составляет 100 м3 из расчета на один кузов. Допускается и одновременная обработка нескольких автомобилей. В этом случае используются емкости по 200-300 м3.

К ванне вдоль периметра подключаются диализные ячейки с подводкой металлических катодных стержней. Это важная часть технологии, благодаря которой в принципе обеспечивается электрохимическое воздействие. При подаче напряжения осуществляется заряд катафорезного грунта с последующим формированием защитного слоя толщиной до 25-30 мкм. Что касается параметров заряда, то сила тока должна составлять от 350 до 700 А при среднем напряжении 400 В. По времени операция продолжается 2-3 мин.
Сушка металлических поверхностей
В отличие от других технологий быстрой сушки, в данном случае процесс полимеризации носит и характер мягкого термического воздействия с прожигом. Для этой операции используются специальные печи, позволяющие выполнять несколько этапов сушки. На каждой стадии подключается соответствующий модуль с независимой горелкой (как правило, на газовом топливе), нагревающей воздух до нужной температуры. Тепловые потоки в направлении кузова подают вентиляторные установки. Причем каждый контур термического воздействия содержит фильтры, очищающие воздух от мельчайших частиц, которые могут навредить структуре покрытия. В отношении выбора температурного режима многое зависит от характеристик конкретного металла. Для кузовной автомобильной конструкции защита от коррозии закрепляется в условиях полимеризации при 180-200 °С. Причем для каждой отдельной части температура может варьироваться за счет специальных датчиков. Особый подход обычно применяется для крыши, торпедо и днища.
Преимущества технологии

В числе основных плюсов данной методики называют высокую стойкость грунта к внешним негативным воздействиям, которые и создают условия для образования коррозии. Выполнив на первом же этапе очистку от ржавчины абразивами нужной фракции, в дальнейшем можно забыть о рисках подобного поражения от высокой влажности и солевых воздействий. При этом катафорез используется не только как технологическое защитное покрытие, но и в качестве декоративного, если раствор грунтовки совместить с порошковой краской. Среди других преимуществ этого метода отмечается высокая скорость обработки, равномерность укладки слоя, высокая проникающая способность и уже упомянутая экологическая безопасность.
Альтернативные методы антикоррозийной защиты
Ближайшая технология антикоррозийной защиты, которую в принципе можно сопоставить с катафорезом, это анафорез. Она также представляет собой разновидность электролитического окрашивания, но с некоторыми отличиями. В частности, анафорезный метод защиты от коррозии предусматривает отрицательный заряд грунтующего раствора, а целевая поверхность связывается с положительным контуром. С точки зрения качества устройства покрытия, это не имеет принципиального значения, но зато облегчаются организационные процессы в силу исключения обязательного устройства заземления для ванны и подводки диализных клеток. Кроме того, снижаются требования к процедурам осаждения краски и сушки нанесенного покрытия.
Заключение

Техника катафореза отличается сложностью и финансовой затратностью. Качество результата при этом будет гарантироваться только грамотным выполнением каждого этапа обработки. Малейшее нарушение технологии может стать причиной разрушения нанесенного грунта уже в первые месяцы эксплуатации автомобиля. Но в остальных случаях катафорезная обработка металла себя полностью оправдывает как эффективный способ антикоррозийной защиты на многие годы. Секрет формирования положительных технико-эксплуатационных свойств после образования покрытия заключается в сбалансированном сочетании химических компонентов и электрического воздействия на металлическую структуру. Это далеко не инновационный способ, поскольку его принципы давно задействуются при защите трубопроводных сетей от той же коррозии. Но применительно к защите автомобильных кузовов можно говорить о беспрецедентной оптимизации процессов катафореза, хоть и с большими организационными затратами.
Что такое защитный катафорезный грунт и можно ли на него красить?

Катафорезный грунт что это такое? Чем он отличается от прочих грунтовок и какие имеет преимущества? Катафорезная грунтовка предназначена для защиты кузовных элементов и деталей от коррозии. Это основное защитное покрытие автомобилей, входящее в процесс производства.
Катафорез значительно увеличивает степень устойчивости к коррозии деталей из металла.

К примеру, окрашенный бампер автомобиля Lada 4х4 Нива без покрытия катафорезной грунтовкой в процессе испытания в камере солёного тумана до появления сквозной ржавчины продержится не более 100 часов, в то время как, имея катафорезное покрытие, стойкость бампера увеличится до 1500 часов.
Этапы катафорезной обработки конструкций
Катафорезная обработка металла представляет собой сложный химический процесс в промышленном производстве, обеспечивающий защиту стальных конструкций от коррозии.
При электролитической реакции на поверхности металлического изделия закрепляется особое вещество, которое образует защитный слой.
Полезное! Катафорезная обработка металла даёт возможность в несколько раз увеличить его стойкость к воздействию коррозии.
Процесс катафорезной обработки включает несколько этапов:
- В сооружениях с туннельным опрыскиванием или в ваннах с полным погружением металлическая конструкция очищается от окиси и происходит обезжиривание поверхности.
- Далее металл активируется для обеспечения лучшей сцепки частиц при электролитической реакции.
- Происходит погружение конструкции в ёмкость для катафорезного грунтования. Это электролитическая ванна, наполненная составом с частицами грунтовки. На металлическое изделие подают отрицательный заряд посредством присоединённого к нему анода. К ёмкости присоединяется катод, активирующий растворенные частицы грунта. В результате химической реакции, положительно заряженные частицы грунтовочной смеси оседают на металлической конструкции, имеющей отрицательный заряд.
- Конструкция проходит ополаскивание. Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем.
- Завершается процесс катафорезной грунтовки кузовных деталей сушкой в термической камере, в которой закрепляется нанесённое покрытие. Под воздействием высокой температуры происходит процесс кристаллизации защитного грунтовочного слоя.

Информация! После завершения всех этапов этого процесса, металлическая конструкция готова к следующему этапу – покраске.
Преимущества грунтования катафорезом
Катафорезное грунтование приобрело популярность и стало быстро распространяться благодаря неоспоримым преимуществам:
- обеспечивается покрытие равномерным тонким слоем поверхности кузовных деталей сложной конфигурации благодаря их полному погружению;
- активная электролитическая реакция способствует прочному закреплению грунтовки на металлической поверхности;
- это высокоэффективный процесс, позволяющий экономить расходный материал благодаря минимизации потерь;
- катафорезное покрытие имеет высокую стойкость к физическим и химическим воздействиям, что подтверждается испытаниями в солевом тумане.

Благодаря этим достоинствам сегодня всё чаще используется катафорезное грунтование кузова автомобиля при капитальном восстановлении. Этот процесс мало отличается от наложения грунтовки в процессе производства.
Автомобиль полностью разбирается, с кузовных элементов с использованием химических средств совсем удаляются ржавчина и лакокрасочное покрытие. Далее происходит катафорезное грунтование.
В результате всех этих действий автомобиль обретает полностью загрунтованный кузов, готовый к покрасочным работам. После обработки автомобильного кузова катафорезным грунто можно производить нанесение ЛКП.
Информация! По сравнению с другими технологиями кузовного ремонта, катафорез достаточно дорого стоит, и поэтому не каждый автовладелец может себе его позволить.
Использование новых технологий антикоррозийной защиты кузова на АвтоВАЗе

АвтоВАЗ постоянно модернизирует процессы покраски автомобилей. В 2013 году была завершена программа перехода к новой технологии окраски внедорожника Lada 4х4 Нива.
Применение катафореза вместо анафорезного метода обработки значительно повысило прочность и износостойкость лакокрасочного покрытия автомобиля Нива. Кузов приобрёл большую стойкость к сколам, механическим и химическим внешним воздействиям. Кроме того, обработка металла катафорезной грунтовкой обеспечивает ВАЗ 2121 Нива более долгую сохранность блеска лакокрасочного покрытия.
Катафорезное грунтование обеспечило внедорожнику Нива очень высокую противокоррозионную защиту обработанных таким способом деталей. АвтоВАЗ проводил испытания кузовных элементов, обработанных картофорезным грунтом, в камерах солевого тумана, которые показали отличные результаты.
Интересное! Коррозийная стойкость таких конструкций составляет около 1500 часов, что значительно превышает показатели других видов защитной обработки.
Полезное видео
Наглядно как происходит подготовка детали и покраска катафорезного грунта можно посмотреть на видео:
Катафорезный грунт. Сдирать или нет?
Для ремонта Калины купил оригинальные кузовные детали (рамку радиатора и капот) в катафорезном покрытии.
К капоту приложена такая инструкция. Наши мастера говорят что это все фигня и хотят сдирать это покрытие до металла и грунтовать заново. Так как лучше? Настоять на заводской технологии или довериться мастерам?
Лада Калина Универсал 2014, двигатель бензиновый 1.6 л., 106 л. с., передний привод, механическая коробка передач — кузовной ремонт
Машины в продаже

Лада Калина, 2015

Лада Калина, 2015

Лада Калина, 2013
Лада Калина, 2015
Комментарии 18
Переваривал ниву 2 года назад брал детали в катафарезном грунте, сварочные места обработал эпоксидным грунтом и шовным герметиком, по низам обработалимастикой резино битумной. Езже 2 года и зимой и летом хоть бы чо то где то вылезло.
Только драть до металла
Катафорезный грунт нельзя снимать с детали, если не будет наноситься фосфатный грунт. Это приведет к образованию конденсата на поверхности метала. В последствии на ЛКМ могут появиться "пузырьки" Но и грунт на катафорезный грунт нельзя наносить. Сначала деталь просушивают от последствий транспортировки. После чего наносят тонкий слой фосфатного грунта, и только потом "порозаполняющий" или "финишный" грунт
А в чём смысл нанесения фосфатирующего грунта не на металл ?
Избегать"прошлифовок" до металла, максимально сохраняя слой катафорезного грунта на поверхности детали при подготовке детали к окраске, это качественное защитное электро-покрытие от возникновения коррозии.
Если сдирать, так зачем его наносили? Чтоб дольше сохранилась для транспортировкии и реализации з/ч ?
А вы говорите ваз
Хёндай ладно у нас на работе у санька на ниссане ранфаэлдере крышка богажника через год за цвела с низу по гарантии красили а это уже совсем другая ценовая категория
Сам работаю в группе компаний нлмк и видел какой металл идёт на завод ваз а какой на форд и фольц
Сам работаю в группе компаний нлмк и видел какой металл идёт на завод ваз а какой на форд и фольц
В апреле домой поеду если надо фото шаршавости прищлю
Капот был ваз серый с галограммой даже смс можно отослсть на оригинальность
Сдесь есть нюанс. Поясню в чем причина такого желания мастеров.
Ранее, в РФ, Вазовцы выпускали ремонтные запчасти, их же делала и куча кооперативов, заодно подсовывая одно вместо другого.
Проблема в том, что металл для штамповки, АвтоВАЗ и кооперативщики покупали разного качества. Завод — то что получше, кооперативы — полежавшие остатки . с большой скидкой. Когда у АвтоВАЗ-а с деньгами было совсем хреново, они тоже не гнушались купить металл который уже полежал на воздухе … под дождиком, и обзавелся очагами коррозии.
Ну вот и отштамповали такой рулон, в катафорез засунули … и на продажу, хоть машину … хоть запчасть.
А по итогу — почки отвалились, коррозия уже ПОД катафорезом. Собственно после установки такой детали, через год-другой из под краски идет ржа, вспучивается все.
Мастеров все стали обвинять — мол некачественно сделали. Гниль и все такое. А они то при чем — сама запчасть с завода или от кооператива уже с гнильцой. Вот и вынудили наших гаражных мастеров делать лишнюю операцию по снятию катафореза (который таки является отличной защитой от коррозии), что бы убедиться что деталь нормальная, … ну и при необходимость убрать ржу, и протравить ее кислотным грунтом. Это таки время и затраты.
Если сравнивать катафорез и кислотный грунт, катафорез конечно лучше. Но ***паный Автоваз, как повезет. С Китайцами, еще 4-5 лет назад было все плохо. Дешевый метал, хреновое кранение, хреновые материалы. Итог тачки сгнивают за 5-7 лет до дыр в порогах и днище.
Современные запчасти, на хорошие бренды (например Фольксваген или Тойота) идут из двусторонне оцинкованного металла, под катафорезом. С ними проблем нет.
Для АвтоВаза тоже есть оцинкованные детали, заводские … но там разнобой, есть одно — двух и не оцинкованные.
Для примера, у Хюндаи Крета недавно была беда, стало пучить краску от гнили на крышке багажника, то ли металл, то ли крышки полежали где то под водичкой, до отправки на конвеер.
Тут уж сам думай. Если запчать имеет дату производства летом, тодга скорее всего будет отличного качества, если весна-зима-осень — могут быть варианты.
Катафорез - окраска методом электроосаждения
Уже более 50-ти лет в промышленной окраске металлических изделий применяется технология электроосаждения. С начала 1960-х годов, кода были изучены возможности нанесения электроосаждением водных растворов ЛКМ, получила развитие технология анодного электроосаждения (анафорез) и с середины 1970-х катодного электроосаждения (катафорез). В зависимости от назначения окрашиваемого изделия можно говорить о выборе метода анафореза или катафореза. Наиболее распространённая сфера применения окраски электроосаждением – катафорезное грунтование.
Катафорезное грунтование применяется во всех областях машиностроения, приборостроения, сельхозмашиностроения, в производстве бытовой техники и других отраслях.
Катафорезное грунтование имеет ряд существенных преимуществ:
· Максимальная механизация и автоматизация процесса окраски
· Получение равномерного слоя ЛКП по толщине
· Очень высокая коррозионная защита. Более 1000 часов в камере соляного тумана
· Высокая твёрдость покрытия
· Высокая защита углов и кромок металла
· Окраска скрытых полостей изделий сложной конфигурации
· Максимальная экономическая выгода
· Снижение вредных выбросов в окружающую среду
· В зависимости от назначения компонента возможно формирование финишного покрытия ЛКП
Недостатком можно назвать тот факт, что самостоятельное покрытие, полученное в результате катафорезного грунтования, не обладает достаточной защитой от ультрафиолетового излучения. Для этого большинство проектов окрасочных линий предусматривают технологию финишной окраски жидкими или порошковыми ЛКМ.
Важным этапом процесса катафорезного грунтования является подготовка поверхности. Выбор технологии подготовки поверхности определяется видом окрашиваемого металла и группой лакокрасочного материала, а также условиями эксплуатации окрашенного изделия. Для всех типов стали применяется фосфатирование, в некоторых случаях с травлением кислотным или нейтральным, для алюминия применяется обработка кислыми или щелочными растворами, для сплавов магния также фосфатирование и оксидирование. Тенденцией последних лет стало применение технологии нейтрального травления для удаления с поверхности стали окислов образованных после лазерного раскроя или сварки. В зависимости от требований к коррозионной стойкости ЛКП для стали применяется щелочное фосфатирование (железофосфатирование), цинкфосфатирование. Для компонентов с требованиями к ЛКП по коррозионной стойкости более 1000 часов в камере соляного тумана применяется цинкфосфатирование с пассивацией.
Процесс осаждения ЛКМ на подготовленную поверхность металла проводится в ванне электроосаждения. Сложный технологический процесс должен сопровождаться контролем следующих параметров:
Постоянное перемешивание для предотвращения седиментации - осаждения пигментов и наполнителей в ванне, наполненной низковязким ЛКМ. Для предотвращения седиментации её содержимое нужно энергично перемешивать. Обычно это делают с применением внешнего контура с перекачивающими насосами и форсунками, расположенными на дне ванны. Требуется обеспечивать перемешивание 3-4 объёмов ванны в час.
Контроль концентрации ЛКМ ванны. При более низких концентрациях процесс электроосаждения может не проходить, а при более высоких могут возникать дефекты.
Контроль времени осаждения ЛКМ. В зависимости от используемых ЛКМ время осаждения влияет на толщину покрытия, но до определённых поставщиком грунтов пределах. При увеличении времени осаждения толщина покрытий возрастает до определенного предела. Дальнейшая выдержка окрашиваемых изделий в ванне практически не приводит к увеличению толщины, что связано с изолирующими свойствами осажденного покрытия.
Контроль кислотности (pH) ЛКМ. Для каждого ЛКМ определяется свой интервал и предел рН. Только при значениях в определённых пределах проходит нормальный процесс электроосаждения ЛКМ.
Контроль напряжения ванны. С ростом напряжения до определенного значения увеличивается скорость осаждения и толщина покрытия. При превышении этого значения на покрытиях возникают дефекты.
Контроль температуры ЛКМ. Для обеспечения высокого качества ЛКП температуру в окрасочной ванне необходимо поддерживать в строго ограниченном интервале. Контур охлаждения предотвращает повышение температуры в ванне, которое происходит за счёт электрического тока или за счёт окунания в ванну нагретых в процессе подготовки поверхности окрашиваемых деталей.
Ванна для окунания должна быть приспособлена к размерам и форме окрашиваемых деталей, а также к другим условиям. Она, как правило, защищена электроизоляционным слоем.
Установка катафорезного грунтования оснащена:
· Электродами для нанесения ЛКП
· Контурами для поддержания стабильности и качества ванны
· Системой подачи и пополнения ЛКМ
· Системой промывки и очистки
· Системой аварийного энергоснабжения
Система ультафильтрации. Основная цель ультрафильтрации - получение достаточного количества ультрафильтрата, чтобы уменьшить количество липкого нескоагулированного материала на стадии промывки. Ультрафильтрация может также быть использована для удаления различных низкомолекулярных загрязнений, которые скапливаются в жидкой среде окрасочной ванны.
После окраски изделия промывают. В современных установках промывка окрашенных деталей от захваченного материала осуществляется по каскадному принципу, т.е. многостадийная, с применением всё более чистой жидкости для промывки на каждой последующей стадии вплоть до ультрафильтрата. При получении высококачественных ЛКП обычно требуется окончательная промывка обессоленной водой.
После промывки детали обдувают горячим воздухом для удаления капель воды и подвергают горячей сушке. Режим сушки зависит от вида нанесенного лакокрасочного материала.
Транспортная система. При окрашивании электроосаждением транспортная система выполняет функцию как перемещения деталей, так и подачи энергии. Последнее может быть обеспечено через конвейер или посредством кабеля, подсоединённого к окрашиваемому объекту. Подключение к токопроводящему рельсу осуществляется через скользящие контакты.
Важным фактором при проектировании установки окраски электроосаждением является защита ванны от грязи и пыли, падающей с транспортной системы и попадающей из цеха.
Это лишь тезисное описание технологии и установки катафорезного грунтования. Проработка технологии и проектрирование специализированного оборудования требует высокой квалификации и многолетнего опыта работы в области производства окрасочных линий. НПО «Лакокраспокрытие», работающее в области промышленной окраски с 1960-го года, в партнёрстве с европейскими компаниями разрабатывает технологию, проектирует и производит оборудование катафорезного грунтования для окрасочных производств предприятий самых различных отраслей. Специалисты-технологи помогут подобрать и отладить процесс, наиболее полно отвечающий требованиям конкретного заказчика, включая выбор ЛКМ. НПО «Лакокраспокрытие» обеспечивает поставку «под ключ», обучение персонала и дальнейшее гарантийное и постгарантийное обслуживание оборудования для катафореза.
Транспортировочный грунт: удалять или нет?

Если маляру нет дела до того, чем загрунтована деталь, то результаты покраски будут так же же предсказуемы, как результаты игры в русскую рулетку.
Серое и черное
Большинство новых кузовных деталей поступают в продажу уже с нанесенным грунтовочным покрытием.

Катафорезный грунт
Удалять или нет?
Многие специалисты рекомендуют полностью удалять черный транспортировочный грунт с поверхности детали и только после этого вести с ней дальнейшие работы. Удалять это грунт можно различными способами: шлифованием, пескоструйной обработкой, с использованием смывки.
А как быть с удалением транспортировочного грунта на современных кузовных деталях? Есть ли сейчас какой-то смысл в выполнении этой операции? Тем более, если счищать грунт планируется не только с лицевой части элемента, а и с внутренних поверхностей двери или капота, например. А это ох как непросто!
На современных деталях заслуживающих доверие производителей черное покрытие является, как правило, антикоррозионным грунтом, нанесенным катафорезом методом погружения. Нанесение катафорезного покрытия происходит посредством электроосаждения в гальванических ваннах, при котором происходит диффузия (внедрение) частиц грунта в поверхность детали, что обеспечивает покрытию высокую прочность и антикоррозионные свойства.
В то же время, хранение новых деталей на складах в течение долгого времени может привести к нарушению адгезии транспортировочного грунта и появлению под ним очагов коррозии. В этом случае удаление грунта носит обязательный характер. Сделать это можно, например, с последовательным использованием абразивных материалов зернистостью P120 и P220. Также можно воспользоваться диском типа Roloc (3M) или Siastrip (Sia).

Удаление транспортировочного грунта
Можно ли красить на транспортировочный грунт
Если вы решили заняться ремонтом кузова, то очень скоро вас постигнет один очень важный вопрос. А звучит он так: «Что делать с черным транспортировочным грунтом на новых деталях? «. Очень хорошо если вы задались этим вопросом, ведь много ремонтников (я тоже таких знаю) никогда себе подобные вопросы не задавали. А зря.

Почему? Да потому, что транспортировочный грунт может отвалиться вместе с нанесенными на него слоями покрытия. Но это следствие, давайте погорим о причинах.
Исходим из корня — «Транспортировочный грунт«, даже само название говорит что он предназначен для транспортировки детали от производителя к конечному потребителю. То есть, это покрытие предназначенное для сохранения детали от ржавчины, корозий разнообразных, до нанесения на него грунта перед покраской.
Говоря о транспортировочных грунтах, можно сказать что они бывают тоже не одного вида. Они бывают разные, с довольно разными характеристиками. Бывает грунт простой, нанесенный на деталь с потеками, неаккуратно (часто простым моканием) — этот грунт обязательно удалить. О способах удаления напишу ниже. Но бывает грунт и более ровный, который нанесен без потеков, красиво имеет черный или зеленый цвет, его удалять не нужно, но бывает он в основном в иномарках.
Как же определить удалять или нет? Достаточно просто, согласно советам опытных гаражников. Берется растворитель 650 или аналогичный, тряпка, все это дело смачивается обильно, накрывается тряпкой, ждем минут 10. По истечению времени вы трете тряпкой грунт в месте нанесения растворителя, если он протирается, оставляет след из сажи на тряпке, то его нужно обязательно удалить.
Спасибо за подписку!
Представьте себе ситуацию, когда вы подготовили кузов, покрасили, но через некоторое время ЛКП отслаивается до голого металла и отпадает. Жуть… А такое вполне возможно, ведь если использовать грунт и краску содержащую растворитель, то оно просочившись растворителем отпадет рано или поздно. Ну это худший из вариантов, но вполне возможный. Ах да, забыл сказать, что если не отмывается растворителем, то снимать не нужно, достаточно заматовать с помощью наждачной бумаги или скотч-брайта.
Транспортировочный грунт. Удалять или нет?

Транспортировочный грунт
(в народе «чернуха») наносится для защиты деталей от коррозии при транспортировке и хранении.
Что это за вещество?
Иногда это может быть сухой пигмент краски на нитро- или алкидной основе (газовая сажа), иногда нитроэмаль, а иногда и вовсе нечто, официальной науке неизвестное.
Как понять, каким грунтом покрыта деталь?
Визуально катафорезный грунт имеет матовое покрытие со слабым глянцем. Если покрытие матовое, не имеет никакого глянца или имеет достаточно сильный глянец, то, скорее всего, не является катафорезным грунтом.
Для определения типа грунта намочите тряпку растворителем (646, 647 или ацетоном) и положите на поверхность новой кузовной детали. Подождав 10 минут, нужно убрать тряпку и посмотреть на результат воздействия растворителя. Если покрытие никак не изменилось и не оставило на тряпке следов, то, с большой долей вероятность, оно является качественным катафорезным грунтом. Если же возникло отслоение покрытия, то такой грунт не является катафорезным грунтом и не будет служить хорошим основанием для лакокрасочного покрытия.
Когда удалять
Зачастую, особенно на деталях отечественного производства и различных «Made in Taiwan»
, сие чудо запросто может быть нанесено на жирную поверхность и иметь грубые подтеки.
На более качественных неоригинальных запчастях транспортировочный грунт может выглядеть и получше, может даже обладать неплохим глянцем. Но большой погоды это не делает. В большинстве случаев такое покрытие не годится в качестве первого слоя системы. Оно не имеет достаточной адгезии к металлу и не защищает его должным образом от коррозии. А посему — подлежит удалению, окончательному и бесповоротному.
Как и чем удалять
Итак, первое, что нужно сделать — провести сольвент-тест или, говоря простым языком, положить пропитанную растворителем тряпку на 5 минут, ведь иногда «чернуха» легко смывается. Но если деталь долго где-то лежала, это покрытие становится достаточно твердым и может и не сойти.
В этом случае прибегнем к шлифованию (например абразивом P100-P120 или диском типа Roloc (3M
) или Siastrip (
Sia
)). Но если с лицевой стороны детали «чернуху» еще можно тщательно сошлифовать, то с перфорированной, а уж тем более, изнутри, полностью ее удалить практически невозможно. Да и не нужно. Ведь мы будем покрывать деталь первичным антикоррозионным грунтом, а он обладает отличной проникающей способностью и сможет обеспечить достаточную адгезию. Но где возможно, конечно, транспортировочный грунт удаляем по-максимуму.

После удаления грунта, если деталь не нуждается в шпатлевании, можно смело красить ее методом «мокрый по мокрому»
Удалять или нет?
Многие специалисты советуют полностью удалять его с поверхности металла и только после этого вести дальнейшие работы с деталью. Выполнять эту операцию можно различными способами: шлифованием, пескоструйной обработкой, с использованием смывки. В свое время такие действия были вполне оправданы.
Дурную славу это покрытие снискало в прошлом тысячелетии, когда штампованные кузовные элементы отечественного производства могли покрываться чем угодно, вплоть до простой нитрокраски, которая запросто могла быть нанесена на замасленную поверхность и иметь грубые подтеки. Операция снятия такого «грунта» ввиду его слабой стойкости не представляла особой сложности: в большинстве случаев удаление сводилось к «отмачиванию» детали в растворителе.
А как быть с удалением транспортировочного грунта на современных кузовных элементах? Есть ли в настоящее время какой-либо смысл в проведении подобной операции? Тем более, что делать это планируется не только с лицевой части детали, а и с внутренних поверхностей двери или капота, например. А это ох как непросто.
На современных ремонтных деталях заслуживающих доверие производителей покрытие черного цвета представляет собой, как правило, антикоррозионный грунт, нанесенный катафорезом посредством погружения. Нанесение катафорезного покрытия осуществляется методом электроосаждения в гальванических ваннах, при котором происходит диффузия (внедрение) частиц грунта в поверхность детали, что обеспечивает покрытию высокие прочностные и антикоррозионные характеристики.
Поэтому, за исключением поврежденной при транспортировке поверхности удалять такое покрытие совершенно ни к чему. Достаточно его просто заматировать (P240-P320), и если деталь не нуждается в шпатлевании, можете смело грунтовать и красить ее методом «мокрый по мокрому«, либо по стандартной технологии.
В то же время, длительное хранение новых деталей на складах может привести к нарушению адгезионных свойств транспортировочного грунта и возникновению под ним очагов коррозии. В этом случае удаление грунта считается обязательным. Сделать это можно, например, с последовательным использованием абразивных материалов зернистостью P120 и P220. Также можно воспользоваться диском типа Roloc (3M) или Siastrip (Sia).

Удаление транспортировочного грунта
Это интересно
Кроме сольвент теста есть еще один простой способ проверить качество сцепления одного материала с другим (в нашем случае транспортировочного грунта с металлом).
Он дает пусть и приблизительную, но вполне достаточную визуальную оценку качества адгезии. Все просто. Берем шкурку P240 и по-сухому прошлифовываем проверяемый участок до металла. Если граница перехода равномерна, не отслаивается участками и не крошится — адгезия достаточная.
Если хотите «по науке», то для проверки адгезии существует специальное приспособление, представляющее собой десять острых лезвий, параллельно расположенных на расстоянии миллиметра друг от друга. Ими делается несколько крестообразных надрезов на тестируемом материале, а затем, по количеству выпавших квадратиков делается вывод о качестве внедрения одного материала в другой. Этот метод носит название метода решетчатых надрезов.
Ремонт лакокрасочного покрытия автомобиля — процесс непростой. Он включает в себя множество операций по подготовке и окраске поверхности, в ходе которых львиную долю времени «съедают» сушка и шлифовка лакокрасочных материалов. Шаг за шагом, слой за слоем…
Может все-таки есть какие-нибудь «обходные пути», которые позволили бы нам сократить время ремонта, при этом не потеряв в качестве? А если получится еще и сэкономить на материалах — вообще замечательно. Как ни странно, такие способы существуют, об одном из них — методе покраски «мокрый по мокрому» — наш сегодняшний рассказ.
Преимущества метода
Большинство специалистов согласятся с мнением, что в случаях сложного кузовного ремонта замена поврежденных элементов на новые гораздо предпочтительнее их долгого и кропотливого восстановления.
Это намного проще, и, что значительно важнее, быстрее, а значит мастер сможет окрасить больше деталей, и, соответственно, больше заработать (вспоминаем выгодные, на первый взгляд, ремонты, которые из-за растянутости по срокам оказывались не такими уж и прибыльными).
Не останется в обиде и клиент. Выгода для него, правда, носит не столько финансовый, сколько моральный характер. Ведь новая деталь ему тоже достанется не бесплатно, поэтому затраты в этом случае для него будут достаточно сопоставимы с восстановлением поврежденной детали (которое по понятным причинам будет стоить дороже, чем окраска новой детали). Но в случае установки нового элемента владельца машины всегда будет греть мысль: деталь новая, «не битая».
Да и скорость ремонта — чем не преимущество для клиента? Каково ему обходиться без машины? Кроме того, ремонт будет выполнен не только в самые короткие сроки, так еще и без ошибок! Куда уж проще подготовить и покрасить новую деталь?
Чем смыть транспортировочный грунт с нового крыла
Чем смывать транспортировочный грунт?
красно-коричневый грунт – признак заводских ГАЗ-овских деталей, черный – ЧАРЗ
лучше вышкуривать и обдирать, также смывка краски хорошая помогает в этом неплохо.

, он многие краски смывает. Ржу он тоже ест. Метал (кроме ляминия ) не трогает.
Только руками не мацай. Кожу он тоже «смывает».
Мысли не деньги, лишними не бывают. К Прутков-инженер Мысль N 1
Опции темы
Поиск по теме
Не работал таким точно. Клиенту губы мазать дорогим смысла нет, он это всё равно не оценит. А себе, так больше двух лет на машине редко езжу.
Последний раз редактировалось salomon73; 03.02.2014 в 21:46 .
Ну не помню точно. Антигравий для арок само-то, но когда им наружку начинают красить, к примеру бампера на грузиках и джипах, так пошло смотрится. Зато косяков не видно.
Технология
Перечень этапов подготовки и покраски новых элементов в соответствии с методом «мокрый по мокрому» выглядит довольно лаконично:
- обезжиривание;
- шлифование;
- нанесение антикоррозионного грунта;
- нанесение нешлифуемого грунта-наполнителя;
- покраска;
- сушка.
Как вы заметили, на протяжении всего процесса ремонта нам предстоит выполнить только одну шлифовальную операцию — в самом начале, после чего каждый последующий материал будет нанесен без предварительного шлифования предыдущего. В этом, собственно, и заключается суть данной технологии.
Думается, излишне напоминать о том, что при таком способе окраски требования к соблюдению минимальной сорности, температурных режимов и прочих базовых условий должны быть самыми высокими. Понятное дело, что если грунт-наполнитель будет нанесен с крупной шагренью или большим количество «мусора», его придется сушить и перешлифовывать, и наш «быстрый ремонт» рискует превратиться во вполне себе неспешный…
Серое и черное
Если автомобиль основательно «побит жизнью», неизбежно встает вопрос о замене кузовных деталей: крыльев, дверей, порогов, панелей. И мы отправляемся за новыми запчастями — как правило, на рынок.
Большинство новых кузовных элементов поступают в реализацию уже с нанесенным грунтовочным покрытием.
Мы сейчас не будем вести речь о деталях, прозванных так за цвет грунтовки, нанесенной на прошедший фосфатацию металл. Дай Бог заводам сами кузова обрабатывать по такой технологии, тут уж не до запчастей.

Если вам и посчастливилось иметь дело с такой деталью, то все что нужно сделать — это влегкую, как говорится, одной левой заматировать поверхность (P320 или скотч-брайт), обдуть, обезжирить, нанести грунт-наполнитель и далее — покровную эмаль.
Но сейчас не об этом. Нас интересуют другие, «черные» детали, которых большинство.
Черного цвета покрытие наносят для защиты металла от коррозии при хранении на складах, при транспортировке. Наверное поэтому такой грунт и получил в обиходе название «транспортировочного».
Выводы
Итак, мы рассмотрели основные этапы быстрого ремонта новых деталей в соответствии с методом окраски «мокрый по мокрому».
При выполнении ремонта традиционным способом нам приходится выполнять намного больше различных технологических операций, а значит увеличивается и вероятность допущения тех или иных ошибок в процессе ремонта. Многие из этих ошибок связаны с неправильно подобранной зернистостью абразивных материалов, обработкой не полностью высохших грунтов. В конечном итоге все это сказывается как на внешнем виде ЛКП, так и на его долговечности.
В рассмотренном нами варианте ремонта операция шлифования была всего одной, а все последующие материалы наносились в версии «мокрым по мокрому». А между прочим, именно такая технология обеспечивает максимальную адгезию всех слоев системы между собой.
По сути, такой ремонт максимально приближен к заводскому циклу нанесения ЛКМ. А значит и качество покрытия у нас максимально близкое к заводскому. А что нам еще нужно?
Читайте также: