
Отличие картеров маховика камаз
Добавил пользователь Alex Обновлено: 04.10.2024
Отличие картеров маховика камаз
Коленчатый вал изготовлен из высокоуглеродистой стали горячей штамповкой и упрочнен азотированием или закалкой токами высокой частоты шатунных и коренных шеек.
Он имеет пять коренных опор и четыре шатунные шейки, которые связаны между собой щеками
В шатунных шейках вала выполнены полости, закрытые заглушками.

В полостях масло подвергается дополнительной центробежной очистке.
Полости шатунных шеек сообщаются наклонными отверстиями, просверленными в щеках вала, с поперечными каналами в коренных шейках.
На щеке, носке (переднем конце) и хвостовике (заднем конце) коленчатого вала имеются противовесы системы уравновешивания; на щеках они выполнены как одно целое с коленчатым валом, на носке а хвостовике напрессованы при сборке и фиксируются сегментной шпонкой.
На носке коленчатого вала установлена ведущая шестерня привода масляного насоса, на хвостовике — распределительная шестерня в сборе с маслоотражателем.
В торцовой части носка коленчатого вала имеется отверстие для установки полумуфты отбора мощности, в торцовой части хвостовика — два отверстия для запрессовки штифтов фиксации маховика, осевое отверстие для опорного подшипника первичного вала коробки передач и резьбовые отверстия для болтов крепления маховика.
От осевых смещений вал фиксируется четырьмя упорными сталеалюминиевыми полукольцами, установленными в выточках блока и крышке задней коренной опоры.
Хвостовик коленчатого вала уплотнен армированной резиновой манжетой, запрессованной в картер маховика, и маслоотражателем.
Коренные и шатунные подшипники скольжения выполнены в виде сменных тонкостенных разрезных вкладышей, которые с натягом устанавливают в точно обработанные цилиндрические гнезда — постели.
Вкладыши коренных и шатунных подшипников коленчатого вала изготовлены из стальной ленты, покрытой слоем свинцовистой бронзы и тонким слоем свинцовистого сплава.
Верхние и нижние вкладыши коренных подшипников коленчатого вала не взаимозаменяемы. Верхние вкладыши коренных подшипников отличаются от нижних наличием отверстий для подвода масла и кольцевой канавки для его распределения.
Верхние и нижние вкладыши шатунных подшипников коленчатого вала взаимозаменяемы.
Чтобы предотвратить проворачивание и осевое перемещение вкладышей в гнездах, на краях вкладышей выдавлены кромки, которые входят в соответствующие пазы, выполненные в постелях блока и шатуна, а также в их крышках.
По мере изнашивания шеек коленчатого вала допускается перешлифовывать их четыре раза, вкладыши выпускаются семи ремонтных размеров (таблица), поскольку можно растачивать отверстия в блоке и шатунах под вкладыши в ремонтный размер.
Ремонтные размеры шеек коленчатого вала и постелей под вкладыши

Клейма ремонтного размера и диаметров шеек коленчатого вала и постелей в блоке или шатуне наносятся на тыльную сторону вкладыша недалеко от плоскости разъема.

Маховик (рис. 3 ) необходим для накопления кинетической энергии в течение рабочего хода и вращения коленчатого вала во время вспомогательных тактов, а также для вывода поршня из мертвых точек и уменьшения неравномерности вращения вала.
Маховик отлит из специального серого чугуна. Он закреплен на заднем торце коленчатого вала восемью болтами 3 из легированной стали.
Точная фиксация маховика на коленчатом валу достигается с помощью двух установочных штифтов, запрессованных в торец коленчатого вала.
На обработанную цилиндрическую поверхность маховика напрессован зубчатый венец 1, предназначенный для соединения с шестерней вала стартера при пуске двигателя.
На заднем торце маховика устанавливается сцепление. Для регулирования двигателя на маховике имеются паз под фиксатор 2 маховика и 12 отверстий для проворачивания коленчатого вала ломиком.
Что такое маховик в автомобиле — назначение, устройство и принцип работы
Маховик – неотъемлемая часть современных бензиновых или дизельных двигателей внутреннего сгорания. Несмотря на свою простоту, эта деталь играет очень важную роль в работе мотора – его нормальное функционирование без нее невозможно. Поговорим более подробно, зачем она нужна, как устроена и какие у нее могут возникнуть неисправности.
Что такое маховик в автомобиле и зачем он нужен
Маховик, по сути, представляет собой инерционный аккумулятор. Он накапливает в себе кинетическую энергию, которую порождает двигатель машины, а затем передает крутящий момент другим деталям и узлам транспортного средства чтобы те, в свою очередь, передали ее на колеса. По-научному эта деталь так и называется: маховичный накопитель энергии.
Маховик необходим в силу того, что двигатели внутреннего сгорания (ДВС) работают неравномерно. Невооруженным глазом это невозможно заметить, но между каждым тактом есть небольшой промежуток. Он составляет всего несколько миллисекунд. Если бы энергия передавалась от мотора к колесам напрямую, без участия маховика, подобные интервалы отразились бы на передвижении машины – она начала бы ехать с небольшими рывками. Маховик предотвращает возникновение подобной ситуации.
Еще одно назначение детали – стабилизация работы мотора. Во время воспламенения топливной смеси в цилиндрах могут происходить легкие рывки, неравномерно двигаться поршни. Если такое случилось хотя бы в одном из цилиндров, скажется и на остальных. Маховик за счет своего веса нейтрализует подобные отклонения. В результате вся цилиндровая группа работает более стабильно.
Следует отметить, что маховик применяют не только в автомобилях или других транспортных средств. Эта деталь необходима везде, где требуется стабилизация вращения. Так, ее издревле используют в самых различных механизмах (ярчайший пример – гончарный круг). Ей нашли применение даже на космических кораблях.
Регулировка клапанов двигателя Камаз
Регулировка клапанов двигателя на автомобиле Камаз всегда вызывает сложность. Это связано с тем что очень тяжело сориентироваться в положении поршней и выставить каждый поршень отдельно в верхнюю мертвую точку (ВМТ) в момент сжатия топлива в камере сгорания. И для проведения регулировки необходимо знать определённую последовательность действий.
Установка ВМТ первого цилиндра в момент сжатия
Регулировку желательно проводить вдвоём с напарником, так как проворачивать коленчатый вал необходимо снизу автомобиля и желательно использовать при этом смотровую яму. В картере маховика имеется специальное окно, а на самом маховике отверстия. Если через смотровое окно вставить в эти отверстия прут соответствующего диаметра, то при его помощи маховик легко проворачивается на длину технологического окна, когда прут упрётся в одну сторону окна с другой появиться другое отверстие, и переставив в него прут мы сможем продолжить вращение маховика. Маховик необходимо вращать по ходу вращения коленчатого вала, как он вращается при работающем двигателе. На картере маховика сверху имеется стопор. А на маховике углубление, когда стопор войдет в это углубление маховик примет положение, соответствующее положению поршня первого цилиндра в ВМТ.
Но нам необходимо подвести поршень в ВМТ в момент сжатия топлива в первом цилиндре. Поэтому ориентируемся по метке расположенной на топливном насосе высокого давления (ТНВД). Как только метка на ТНВД установилась на момент впрыска топлива в первом цилиндре, только тогда застопоренный маховик принимает правильное положение.

Установка коленчатого вала под регулировку цилиндров
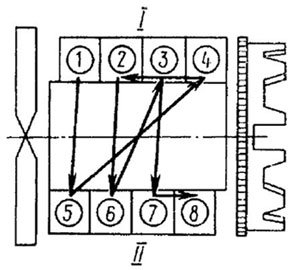
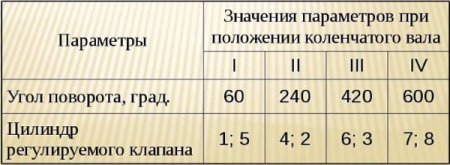
Теперь убираем стопор и проворачиваем коленчатый вал на два отверстия маховика, что соответствует углу поворота в 60 градусов, в этом положении клапана 1 и 5 цилиндров полностью закрыты.
Направление вращения коленчатого вала
Порядок регулировки клапанов
Постоянно путаешься в направлении вращения коленчатого вала. Что бы себя проверить есть простой способ, встаньте перед кабиной, и представьте, что вы заводите мотор с рукоятки по часовой стрелке, в эту сторону и должен вращаться маховик, то есть если снизу вращать маховик с помощью прута, прут будет двигаться в сторону аккумуляторных батарей
Итак, регулируем клапана 1 и 5 цилиндров. Затем проворачиваем маховик на 6 отверстий, что соответствует 180 градусам угла поворота, и регулируем клапана 4 и 2 цилиндров. Проворачиваем ещё на 6 отверстий и регулируем клапана 6 и 3 цилиндров. И в последний раз проворачиваем на 6 отверстий, регулируем клапана 7 и 8 цилиндров.
Регулировка клапанов двигателя Камаз
Сама регулировка клапанов двигателя на автомобиле Камаз большой сложности не вызывает, необходимо установить допустимый зазор между штоком клапана и коромыслом, делается это при помощи регулировочного винта , застопоренного гайкой. Раскручиваем стопорную гайку, ослабляя при этом регулировочный винт, устанавливаем щуп между коромыслом и клапаном. На впускных клапанах он имеет размер 0,35, на выпускных0,45 мм. Притягиваем регулировочный винт, чтобы щуп не был затянут и двигался между коромыслом и штоком клапана, и в то же время это движение не должно быть свободным. Затем затягиваем стопорную гайку, удерживая регулировочный винт с помощью отвёртки. После регулировки устанавливаем клапанные крышки.
Когда вы заведёте двигатель, вы сразу почувствуете, что он стал более приёмистым, так как цилиндры начали работать более равномерно по отношению друг к другу.
КамАЗ-5511: Регулировка клапанов двигателя КамАЗ-740

Каждый опытный автовладелец или даже новичок, без особых проблем чётко и качественно сможет настроить клапанные зазоры на двигателе своего КамАЗа. В данной статье, рассмотрен процесс регулировки клапанов для двигателя КамАЗ-740 на самосвале КамАЗ-5511.
Итак, первым делом перед началом процесса регулировки клапанов, следует отогнать грузовик либо на ровную площадку, либо на стояночное место со смотровым углублением. Автомобиль сразу переводится на ручник (чтобы самостоятельно он не съехал с места проведения работ), либо под его колёса подкладываются противооткатные приспособления.
Глушим мотор автомобиля и ждем пока он остынет. Далее, поднимаем кабину и ставим ее на фиксатор, а также устанавливаем рычаг переключения передач в нейтральное положение.


ТНВД деактивируется при помощи специального рычага, устанавливаемого в положение “отключено” - это практически полностью исключит возможность непредвиденного пуска мотора.
Убеждаемся, что все болты, удерживающие головку блока цилиндров, нормально затянуты. В случае заметного ослабления крепления, они подтягиваются (моменты затяжки 157-176 Н/м (16-18 кгс/м) в последовательности 1-2-3-4 крест накрест). Также, проверяем затяжку гаек шпилек стоек каромысел (42-54 Нм (4,3-5,5 кгс/м)).

Далее, берем и приподнимаем шток держателя фиксатора маховика (если на нем есть грязь, то чистим его в солярке). Ложимся под кабину и демонтируем крышку люка картера маховика - эта крышка имеет вытянутую форму и фиксируется при помощи двух болтов размера М8.
Вставляем крестовую отвёртку в отверстие маховика и крутим его в направлении движения коленчатого вала мотора (против часовой стрелки, если смотреть сзади двигателя). На маховике видны 12 выступов или отверстий – его полный оборот также определяется по тому, пройдены ли все эти 12 позиций.


При блокировке маховика, выбираемся из-под кабины и проверяем метки ТНВД. Для моторов КамАЗ-7403.10, КамАЗ-740.11 и КамАЗ-740.14 - должны совпасть метка муфты опережения впрыска топлива в приводе ТНВД и метка на торце ТНВД.
Для моторов КамАЗ-740.1З и КамАЗ-740.30 - должны совпасть метка на фланце ведомой полумуфты в приводе ТНВД и указатель на корпусе ТНВД.
Если метки не совпадают, то вытаскиваем шток держателя из паза маховика и вновь залазим под кабину. Опять прокручиваем маховик, пока не добьемся нужного результата. Когда метки будут выставлены - знайте, что теперь коленчатый вал находится в положении, которое означает начало впрыска топливной смеси в 1-ом цилиндре.
Теперь, прокручиваем коленвал на 60 градусов (2 позиции, т.к. угол между 1-м и 2-м отверстием в маховике - 30 градусов). Подгонка теплозазоров клапанов начинается с первой пары головок и выполняется одновременно для 2-х цилиндров (1 и 5), которые по порядку работы идут друг за другом.
Ослабляем контровочную гайку регулировочного винта и в образовавшийся зазор между коромыслом и клапаном помещаем щуп нужной толщины.
Отверткой проворачиваем регулировочный винт и выставляем правильный зазор (впускной клапан - 0,30 мм, а выпускной - 0,40 мм).
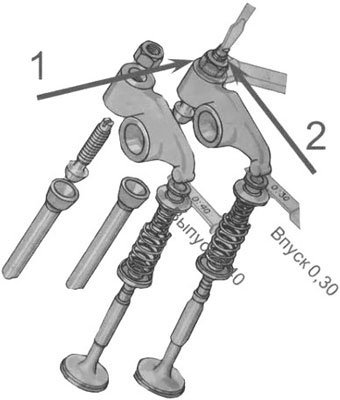
Для исключения проворачивания винта вместе с гайкой - придерживаем его при помощи отвёртки. Щуп на 0,3 мм вставляем между стержнем впускного клапана и коромыслом, одновременно затягивая или приспуская винт регулировки. Результат - небольшое усилие при движении щупа между коромыслом и стержнем, при этом щуп не должен гнуться.
Затягиваем контрирующую гайку и фиксируем винт регулировки от прокручивания. Повторно проверяем, с каким усилием входит щуп. Также, допускается вставка несколько более толстого щупа, например на 0,35 мм, но он не должен продвигаться внутрь.
Затем, берётся щуп на 0,4 мм и вставляется в щель выпускного клапана - он должен проходить с едва заметным усилием, а вот у щупа на 0,45 мм, хода быть не должно. В целом, действия по регулировке данного клапана полностью повторяют манипуляции с предыдущим.

После регулировки, вертим штангу пальцами без всяких инструментов – она в идеале должна двигаться ровно, без зацепов и застопориваний. При обнаружении заеданий (перегибов), штанга правится или меняется полностью.
После окончания регулировки клапанов 1-го цилиндра, переходим к 5-му и повторяем с ним все предыдущие регулировочные действия.
Далее, залазим под машину и прокручиваем коленчатый вал сразу на пол-оборота (180 градусов), чтобы перейти к регулировке клапанов 2-го и 4-го цилиндров. А закончив с ними, проворачиваем маховик еще 2-ы по 180 градусов, согласно данным таблицы, чтобы отрегулировать оставшиеся клапана.
Таким образом, провернув маховик 4-е раза и каждый раз регулируя клапана в 2-х цилиндрах, вы вскоре завершите процесс выставления правильных зазоров.
Итак, регулировка клапанного механизма завершена, а значит теперь можно завести мотор и на практике оценить, как изменился в результате звук работы двигателя.
Разработка технологического процесса на ремонт маховика КАМАЗ
Конструктивно-технологическая характеристика детали. Анализ возникновения дефектов, причин, рекомендации по их устранению. Выбор оборудования, оснастки, инструмента. Расчёт режимов обработки и техническое нормирование. Экономическая эффективность ремонта.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 26.05.2014 |
| Размер файла | 558,4 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
КОМИТЕТ ПО НАУКЕ И ВЫСШЕЙ ШКОЛЕ
САНКТ-ПЕТЕРБУРГСКОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«АВТОТРАНСПОРТНЫЙ И ЭЛЕКТРОМЕХАНИЧЕСКИЙ КОЛЛЕДЖ»
Специальность: 190631 «Техническое обслуживание и ремонт автомобильного транспорта»
Дисциплина: Ремонт автомобилей
Тема: Разработка технологического процесса на ремонт маховика КАМАЗ
АТЭМК2. К П 3 1 1 4 . 0 00 ПЗ
Студента группы ДТ-45
Щукина Тимофея Сергеевича
В процессе эксплуатации автомобиль со временем своей работы теряет свои технические характеристики. Это зависит от климата, условий работы, от мастерства водителя. Появляется коррозия усталость металла.
В ремонт входит много операций, которые направлены на восстановление ресурсов, работоспособности деталей, узлов, агрегатов. На крупных предприятиях располагаются специальные участки для ремонта сложных узлов и агрегатов. Это связано с тем, что ремонт обходиться в 4 - 5 дешевле, чем новая деталь. А ресурс работоспособности детали после КР практически сводиться к новой детали примерно 0,8. Также при этом достигается большая экономия металла, энергетических ресурсов, материальных и трудовых затрат.
В данном курсовом проекте рассматривается ремонт маховика КАМАЗ
2) - повреждение резьбы под гайку;
4) - износ шейки под внутренний подшипник.
1 Технологическая часть
Разработать технологический процесс на ремонт маховика КАМАЗ
1) - Износ резьбы М14х1,5;
2) - Износ торцевых поверхностей паза под сухарь отжимного рычага
1. Технологический раздел
1.1 Конструктивно-технологическая характеристика детали
Конструктивно-технологическая характеристика маховика КАМАЗ представлена в таблице 1
Таблица 1 - Конструктивно-технологическая характеристика маховика КАМАЗ
Класс детали и материал
Диски, Маховик -СЧ21 ГОСТ1412-85
Зубчатый обод сталь 35 ГОСТ 1050-88
Способ получения заготовки при изготовлении
Отжиг с отпуском в печи
Твердость ремонтируемых поверхностей
Маховик - НВ 200…241
Зубчатый обод - НВ 167…212
Основные конструктивные элементы
Втулка, обод зубчатый, втулка установочная, сухарь отжимного рычага
Основные операции, применяемые при изготовлении
Сверлильные, токарные, фрезерные и шлифовальные
Требования к точности ремонтируемых поверхностей:
Разность размеров М между соседними пазами не более 0,1 мм, а размеры между двумя любыми пазами не более 0,15 мм
Шероховатость ремонтируемых поверхностей
Установочные базы для обработки
Стоимость новой детали
1.2 Условия работы детали
Условия работы - это совокупность факторов, обуславливающих протекание вредных процессов и появление дефектов на поверхностью.
Условия работ характеризуются видом и родом трения, характером нагрузки, агрессивностью среды.
Условия работы детали представлены в таблице 2
Таблица 2 - Условия работы детали
Род и вид трения
Отверстия гладкие под сухарь
1.3 Технические требования на дефектацию
1.3.1 Технические требования на дефектацию и ремонт маховика КАМАЗ
Технические требования на дефектацию и ремонт маховика КАМАЗ представлены в виде таблицы 3.
Таблица 3 - Технические требования на дефектацию и ремонт маховика КАМАЗ
Маховик а/м КамАЗ
Маховик - СЧ21 ГОСТ1412-85 Зубчатый обод - сталь 35 ГОСТ 1050-88
Отличие картеров маховика камаз
Коленчатый вал (рисунок 1) изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, связанные щеками и сопряженные переходными галтелями
Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.

К каждой шатунной шейке присоединяются два шатуна (рисунок 2) - один для правого и один для левого рядов цилиндров.

Упрочнение коленчатого вала производится азотированием на глубину 0,5. 0,7 мм, твердость упрочненного слоя не менее 600 HV.
Подвод масла к шатунным шейкам производится через отверстия в коренных шейках 6 и отверстия 5 (рисунок 1).
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть противовесов, отштампованных заодно со щеками коленчатого вала.
Кроме основных противовесов, имеется дополнительный съемный противовес 1, напрессованный на вал, его угловое расположение относительно коленчатого вала определяется шпонкой 4.
Для обеспечения требуемого дисбаланса, на маховике выполняется выборка 6 (рисунок 5).
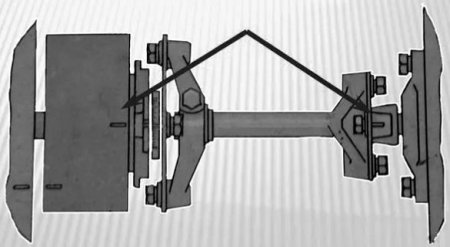
На хвостовике коленчатого вала выполнена шейка 9 (рисунок 3), по которой центрируется шестерня коленчатого вала 8 и маховик 1 (рисунок 6).
На заднем торце коленчатого вала выполнено десять резьбовых отверстий М16х1,5-6Н для крепления шестерни коленчатого вала и маховика, на переднем торце выполнено восемь резьбовых отверстий М 12x1,25-6Н для крепления гасителя крутильных колебаний.
В полость носка коленчатого вала установлена заглушка 3 (рисунок 1), через калиброванное отверстие которой осуществляется смазка шлицевого валика переднего привода отбора мощности.
От осевых перемещений коленчатый вал зафиксирован двумя верхними полукольцами 1 и двумя нижними полукольцами 2 (рисунок 3), установленными в проточках задней коренной опоры блока цилиндров, так, что сторона с канавками прилегает к упорным торцам вала.
На носке коленчатого вала (рисунок 1) установлены шестерни привода масляного насоса 2 и привода газораспределительного механизма 8 (рисунок 3).
Уплотнение коленчатого вала осуществляется резиновой манжетой 8 (рисунок 6), с дополнительным уплотняющим элементом - пыльником 9. Манжета размещена в картере маховика 4.
Манжета изготовлена из фторкаучука по технологии формования рабочей уплотняющей кромки непосредственно в прессформе.
Номинальные диаметры шеек коленчатого вала:
Для восстановления двигателя предусмотрены восемь ремонтных размеров вкладышей.
Обозначение вкладышей подшипников коленчатого вала, диаметр коренных шеек коленчатого вала, диаметр отверстия в блоке цилиндров под эти вкладыши указаны в таблице 1

Обозначение вкладышей нижней головки шатуна, диаметр шатунных шеек коленчатого вала, диаметр отверстия в кривошипной головке шатуна под эти вкладыши указаны в таблице 2.
Вкладыши 7405.1005170 Р0, 7405.1005171 Р0, 7405.1005058 Р0 применяются при восстановлении двигателя без шлифовки коленчатого вала. При необходимости шейки коленчатого вала заполировать.
При шлифовке коленчатого вала по коренным шейкам до 94 мм и менее или по шатунным шейкам до 79 мм и менее, необходимо коленчатый вал подвергнуть повторному азотированию.
Пределы допусков по диаметрам шеек коленчатого вала, диаметру отверстия в блоке цилиндров и диаметру отверстия в кривошипной головке шатуна при восстановлении двигателя должны быть такими же, как у номинальных размеров.
Коленчатый вал для двигателей 740.50-360 и 740.51-320 имеет значительные отличия от коленчатых валов других моделей двигателей, эти отличия делают невозможным использование коленчатых валов двигателей КАМАЗ других моделей.
Маркировка коленчатого вала, выполненная в поковке на третьем противовесе, должна быть 740.50-1005020.

Коренные и шатунные подшипники (рисунки 2 и 3) изготовлены из стальной ленты, покрытой слоем свинцовистой бронзы толщиной 0,3 мм, слоем свинцовооловянистого сплава толщиной 0,022 мм и слоем олова толщиной 0,003 мм.
Верхние 3 и нижние 4 вкладыши коренных подшипников не взаимозаменяемы. В верхнем вкладыше имеется отверстие для подвода масла и канавка для его распределения.
Оба вкладыша 4 нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока и шатуна, а также крышках подшипников.
Вкладыши имеют конструктивные отличия, направленные на повышение их работоспособности при форсировке двигателя турбонаддувом, при этом изменена маркировка вкладышей на 7405.1004058 (шатунные), 7405.1005170 и 7405.1005171 (коренные).
Не рекомендуется замена вкладышей при ремонте на серийные с маркировкой 740, так как при этом произойдет существенное сокращение ресурса двигателя.

Крышки коренных подшипников (рисунок 4) изготовлены из высокопрочного чугуна.
Крепление крышек осуществляется с помощью вертикальных и горизонтальных стяжных болтов 3,4,5, которые затягиваются по определенной схеме с регламентированным моментом Моменты затяжки крепежа дизеля КАМАЗ 740.11-240, 740.13-260, 740.14-300, 740.30-260, 740.50-360, 740.51-320
Шатун (рисунок 2) стальной, кованый, стержень I имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым и плоским разъемом.
Шатун окончательно обрабатывают в сборе с крышкой 2, поэтому крышки шатунов невзаимозаменяемы.
В верхнюю головку шатуна запрессована сталебронзовая втулка 3, а в нижнюю установлены сменные вкладыши 4.
Крышка нижней головки шатуна крепится с помощью гаек 6, навернутых на болты 5, предварительно запрессованные в стержень шатуна.
На крышке и стержне шатуна нанесены метки спаренности - трехзначные порядковые номера. Кроме того,
на крышке шатуна выбит порядковый номер цилиндра.
Маховик (рисунок 5) закреплен десятью болтами 7 (рисунок 6), изготовленными из легированной стали, на заднем торце коленчатого вала и зафиксирован штифтом 10 (рисунок 6) на центрирующей шейке коленчатого вала 9 (рисунок 3).
С целью исключения повреждения поверхности маховика, под головки болтов устанавливается шайба 6 (рисунок 6).
Величина момента затяжки болтов крепления маховика указана в статье Моменты затяжки крепежа дизеля КАМАЗ
На обработанную цилиндрическую поверхность маховика напрессован зубчатый обод 3 (рисунок 5), с которым входит в зацепление шестерня стартера при пуске двигателя.
Под манжету уплотнения коленчатого вала устанавливается кольцо 1 с наружной хромированной поверхностью.
Маховик выполняется под одно или двух дисковое диафрагменные сцепления.
Во внутреннюю расточку маховика установлен подшипник 5 первичного вала коробки передач.

При регулировках угла опережения впрыска топлива и тепловых зазоров в клапанах, маховик фиксируется фиксатором (рисунок 7).
Конструкция маховика имеет следующие основные отличия от маховиков двигателей 740.10 и 7403.10:
- изменен угол расположения паза под фиксатор на наружной поверхности маховика;
- увеличен диаметр расточки для размещения шайбы под болты крепления маховика;
- введена серповидная выборка для обеспечения требуемого дисбаланса;
- крепление маховика к торцу коленчатого вала осуществляется десятью болтами М16х1,5;
Перечисленные изменения делают невозможной установку маховиков двигателей других моделей при проведении ремонтных работ.
Гаситель крутильных колебаний (рисунок 8) закреплен восемью болтами 2 (рисунок 9) на переднем носке коленчатого вала.

Гаситель состоит из корпуса 1 (рисунок 8) в который установлен с зазором маховик гасителя 2. Снаружи корпус гасителя закрыт
крышкой 3. Герметичность обеспечивается сваркой по стыку корпуса гасителя и крышки.
Между корпусом гасителя и маховиком гасителя находится высоковязкая силиконовая жидкость, дозировано заправленная перед заваркой крышки. Центровка гасителя осуществляется шайбой 6, приваренной к корпусу.
Гашение крутильных колебаний коленчатого вала происходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика в среде силиконовой жидкости. При этом энергия торможения выделяется в виде теплоты.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ при проведении ремонтных работ деформировать корпус и крышку гасителя. Гаситель с деформированным корпусом или крышкой к дальнейшей эксплуатации не пригоден.
После установки гасителя проверить наличие зазора между гасителем и противовесом.

Поршень 1 (рисунок 10) отлит из алюминиевого сплава со вставкой из износостойкого чугуна под верхнее компрессионное кольцо.
В головке поршня выполнена тороидальная камера сгорания с вытеснителем в центральной части, которая смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие.
В нижней части юбки поршня выполнен паз, исключающий, при правильной сборке, контакт поршня с форсункой охлаждения при нахождении его в нижней мертвой точке.
Поршень комплектуется двумя компрессионными и одним маслосъемным кольцами.
Отличительной его особенностью является уменьшенное расстояние от днища до нижнего торца верхней канавки, которое составляет 17 мм.
На двигателе аналогично другим моделям двигателей КАМАЗ, с целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища.
По указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм.
В запасные части поставляются поршни наибольшей высоты - для двигателей 740.50-360 и 740.51 -320 размер от оси поршневого пальца до днища поршня 40 группы (наибольшей) составляет 71,04-0,04 мм.
Во избежание возможного контакта между ними и головками цилиндров, в случае замены, необходимо контролировать надпоршневой зазор.
Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм, необходимо подрезать днище поршня на недостающую до этого значения величину.
Установка поршней с двигателей КАМАЗ других моделей недопустима. Маркировка поршня 740.51-1004015 выполняется в литье на внутренней полости поршня.
Компрессионные кольца (рисунок 10) изготавливаются из высокопрочного, а маслосъемное - из серого чугунов.
Верхнее компрессионное кольцо имеет форму двухсторонней трапеции, с внутренней выборкой со стороны верхнего торца, а второе имеет форму односторонней трапеции. При монтаже торец с отметкой "верх” должен располагаться со стороны днища поршня.
Рабочая поверхность верхнего компрессионного кольца 4 покрыта молибденом и имеет бочкообразную форму.
На рабочей поверхности второго компрессионного 5 и маслосъемного колец 2 нанесен хром. Ее форма на втором кольце представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название "минутное".
Минутные кольца применены для снижения расхода масла на угар, их установка в верхнюю канавку недопустима.
Маслосъемное кольцо коробчатого типа, высотой 4 мм, с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность.
Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в замке кольца.
Установка поршневых колец с других моделей двигателей КАМАЗ может привести к увеличению расхода масла на угар и, как следствие, ухудшению экологических показателей.

Форсунки охлаждения (рисунок 6) устанавливаются в картерной части блока цилиндров и обеспечивают подачу масла из главной масляной магистрали, при достижении в ней давления 80. 120 кПа (0,8. 1,2 кг/см 2 ), на внутреннюю полость поршней.
На такое давление отрегулирован клапан, расположенный в каждой из форсунок.
При сборке двигателя необходимо контролировать правильность положения трубки форсунки относительно гильзы цилиндра и поршня. Контакт с поршнем недопустим.
Поршень с шатуном (рисунок 10) соединяется пальцем 3 плавающего типа, его осевое перемещение ограничено стопорными кольцами 6.
Палец изготовлен из хромоникелевой стали, диаметр отверстия 16 мм. Применение пальцев с диаметром отверстия 22 и 25 мм недопустимо, так как это нарушает балансировку двигателя.

Привод отбора мощности передний (рисунок 11) осуществляется с носка коленчатого вала через полумуфту отбора мощности 2, прикрепленную к носку коленчатого вала 13 восемью специальными болтами Ml2x1,25.
Центрирование полумуфты относительно коленчатого вала осуществляется по внутренней расточке выносного противовеса. Крутящий момент от полумуфты передается посредством вала привода агрегатов 1 и вала отбора мощности 3 на шкив 4.
Вал отбора мощности 3 устанавливается на двух шариковых подшипниках 11 и 12.
Уплотнение полости осуществляется манжетой 8 и заглушкой 10 с резиновым кольцом 14. Для уменьшения износа шлицевых соединений, вал привода агрегатов удерживается от осевых перемещений пружиной 9.
Маховик двигателей КамАЗ 740.50-360, 740.51-320
Маховик ( рисунок 12 ) закреплен десятью болтами 7 ( рисунок 13 ), изготовленными из легированной стали, на заднем торце коленчатого вала и зафиксирован штифтом 10 (рисунок 13) на центрирующей шейке коленчатого вала 9. С целью исключения повреждения поверхности маховика , под головки болтов устанавливается шайба 6 ( рисунок 13 ).
Величина момента затяжки болтов крепления маховика указана в приложении А . На обработанную цилиндрическую поверхность маховика напрессован зубчатый обод 3 (рисунок 12 ), с которым входит в зацепление шестерня стартера при пуске двигателя . Под манжету уплотнения коленчатого вала устанавливается кольцо 1 с наружной хромированной поверхностью.
Рисунок 12. Маховик: 1 — кольцо; 2 — втулка дистанционная; 3 — обод зубчатый маховика; 4 — штифт установочный; 5 — подшипник; 6 — выборка под дисбаланс.
Рисунок 13. Установка маховика: 1 — маховик; 2 — блок цилиндров; 3 — коленчатый вал; 4 — картер маховика; 5 — подшипник первичного вала коробки передач; 6 — шайба; 7 — болт; 8 — манжета уплотнения коленчатого вала; 9 — пыльник манжеты; 10 — штифт установочный маховика.
Маховик выполняется под одно или двух дисковое диафрагменные сцепления. Во внутреннюю расточку маховика установлен подшипник 5 первичного вала коробки передач.
При регулировках угла опережения впрыска топлива и тепловых зазоров в клапанах, маховик фиксируется фиксатором ( рисунок 14 ).
Конструкция маховика имеет следующие основные отличия от маховиков двигателей 740.10 и 7403.10:
- изменен угол расположения паза под фиксатор на наружной поверхности маховика;
- увеличен диаметр расточки для размещения шайбы под болты крепления маховика;
- введена серповидная выборка для обеспечения требуемого дисбаланса;
- крепление маховика к торцу коленчатого вала осуществляется десятью болтами М16х1,5;
Перечисленные изменения делают невозможной установку маховиков двигателей других моделей при проведении ремонтных работ.
Рисунок 14. Положение ручки фиксатора маховика: а) — при эксплуатации; б) — при регулировке, в зацеплении с маховиком.
Новые турбодизели КАМАЗа: перспективный ряд
Это обычная для КАМАЗа практика — дать зарубежному партнеру техзадание и совместно с ним разрабатывать новый узел или агрегат.
Что-то подобное было в начале 70‑х годов прошлого века — в период строительства Камского автозавода, когда дизель для челнинских грузовиков разрабатывал Ярославский моторный завод.
Сейчас работают над КАМАЗом нового поколения, и очень важно получить современный дизель, удовлетворяющий требованиям норм Евро‑5, а в перспективе — и Евро‑6.
P5ZV7385_новый размер
Но ведь в Челнах готовят к производству свои двигатели уровня Евро‑5 — традиционные V‑образные «восьмерки» КАМАЗ‑740.735–400 и КАМАЗ‑750.10–400. Зачем же тратить лишние деньги и время, разрабатывать рядный шестицилиндровый мотор — только ради того, чтобы он был?
Дело в том, что давние приверженцы V‑образных дизелей для грузовиков Mercedes-Benz и Scania тоже неспроста планируют сворачивать их производство в пользу рядных «шестерок». Это связано в первую очередь с особенностями компоновки двигателей уровня Евро‑6 и выше. Для нейтрализации отработавших газов, для оптимизации настроек электронно-управляемых топливных систем дизелей будет недостаточно сочетания рециркуляции отработавших газов (EGR), впрыска водного раствора мочевины (SCR) и регенерируемого сажевого фильтра. Специалисты сходятся во мнении, что эти системы придется дополнять турбокомпаундом. То есть установкой еще одной турбины, которая через вязкостную муфту и понижающий редуктор дополнительно, причем без затрат топлива, подкручивает коленвал. Дармовая мощность позволяет без особых проблем придушить двигатель в угоду экологии.
Шведы и немцы из фирмы Daimler говорят, что очень сложно скомпоновать дополнительную громоздкую турбину с редуктором на блоке V‑образного мотора, не увеличив ширину и высоту двигателя. А на рядной «шестерке» турбокомпаунд легко монтируется сбоку блока, рядом с маховиком.
НОВАЯ РАЗМЕРНОСТЬ
Компания Liebherr знаменита не только холодильниками и подъемными кранами: с 1984 года она выпускает и дизели, которые стали устанавливать на краны, экскаваторы и бульдозеры марки Liebherr. К тому времени в Челнах уже восемь лет как выпускали V‑образную «восьмерку» КАМАЗ‑740…
Новый мотор КАМАЗа будут строить на основе 12‑литрового дизеля Liebherr D946, который стоит на конвейере всего два года и используется только на строительной технике, но не на автомобилях. И одна из главных составляющих адаптации этих моторов к челнинским грузовикам — уменьшение массы и габаритов.
Конструктивно Liebherr D946 схож со многими рядными дизелями: у него чугунный блок, мокрые гильзы (это традиционно для любых дизелей Liebherr), распредвал находится в блоке, привод клапанов — штангами, шестерни ГРМ и насосов — со стороны маховика. Точный рабочий объем 11,95 литра, размерность 130×150 мм, то есть КАМАЗ отходит от привычного диаметра поршня 120 мм.
Часто говорят, что современный 11-13-литровый дизель должен быть короткоходным. На самом деле и среди легковых дизелей можно по пальцам пересчитать даже «квадратные» моторы, а уж тем более с «коротким ходом».
У больших дизелей для повышения механического КПД тем более выгодно уменьшать обороты максимальной мощности — короткоходность не нужна.
У дизеля КАМАЗ‑910.10.550 должен быть очень хороший показатель удельной литровой мощности — 33,75 кВт/л и, что важно, удельный эффективный расход топлива — 183 г/кВт·ч.
Оказывается Liebherr, как Scania и Mercedes-Benz, даже сейчас применяет раздельные головки блока. Раньше считалось, что уже при соответствии нормам Евро‑5 у двигателей с раздельными головками из-за увеличения давления в цилиндрах поплывет геометрия блока.
Однако у Скании этого не произошло и на моторах уровня Евро‑6, поскольку силовой каркас блока изначально был рассчитан на давление в камере сгорания до 200 бар. У дизеля Liebherr головки чугунные, а не алюминиевые, поэтому здесь маловероятно возникновение термических трещин в зоне перемычки седел клапанов. Крепление головки надежное — шестью болтами, у мотора D946 четыре клапана на цилиндр.
Главное достоинство раздельных головок: они удобнее в ремонте и надежнее — ведь нереально, чтобы сразу пробило все шесть прокладок. Да и каждая прокладка значительно дешевле, чем единая под общую головку.
Раздельные головки дешевле и в производстве — КАМАЗу не придется серьезно перестраивать обрабатывающие линии. Совокупность подобных «мелочей» неизбежно сказывается на конечной цене мотора.
Обычно корпус крышек коренных подшипников выполнен в единой отливке. Такое конструктивное решение называют «рамой», или bedplate. К блоку «рама» крепится не только силовыми шпильками, но и «мелкими» болтами по периметру этих двух деталей; при этом отказываются от поперечных болтов, традиционно крепящих коренные крышки у многих дизелей. Но у дизеля Liebherr D946 ничего подобного нет. Возможно, позже у серийного дизеля КАМАЗ‑910.10 появится и «рама» коренных подшипников, и общая для шести цилиндров головка. Возможно, единую головку блока оснастят механизмом изменения фаз газораспределения.
Кстати, большое внимание обращают на ремонтопригодность мотора: кроме мокрых гильз, удобных при ремонте, будут введены и ремонтные размеры шеек коленвала. Это при том, что вал может быть и практически вечным. Например, азотированным, то есть с очень твердой поверхностью (но без «ремонтов»). Или же поверхность шеек будет подвергаться двойному упрочнению ТВЧ — такой вал можно перешлифовывать.
P5ZV7378_новый размер
Вкладыши из свинцовистой бронзы будут иметь дополнительный антифрикционный износостойкий слой (PVD-покрытие), который нанесут ионно-вакуумным напылением. Причем такие подшипники скольжения изготовят на Димитровградском заводе вкладышей, который недавно приобрела компания Federal-Mogul.
На основе нового мотора КАМАЗ‑910.10 будут созданы различные модификации — мощностью 380, 400, 450, 500 и 550 л. с. при 1900 об/мин. Крутящий момент — от 1700 до 2540 Н·м, с полкой в диапазоне 1100–1400 об/мин.
В Европе, а тем более в России, наиболее востребован мощностной диапазон 440–480 л. с. — и на машинах для магистральных перевозок, и на грузовиках строительного назначения, вплоть до четырехосников.
Покрытие поршневых колец — хромоалмазное, износостойкое. Ожидаемый ресурс до капремонта — около полутора миллионов километров. Периодичность замены масла — 150 000 км. Да, именно 150 000 — это не опечатка. Для современных дизельных моторов объемом 11–13 литров производители декларируют как раз такую периодичность. Но это при благоприятных условиях эксплуатации — в Европе (хотя там тоже наблюдаются огромные температурные перепады, все же территория — от Норвегии до Испании), на магистральных перевозках (не для самосвалов и не на гонках по бездорожью), на синтетических маслах премиум-класса, с нормальными фильтрами. Сейчас европейские производители грузовиков в основном устанавливают замену в 90–120 тысяч, но часто говорят именно о 150 тыс. км.
Топливная аппаратура (разработка Liebherr) — Common Rail. В зависимости от эконорм, давление впрыска будет достигать 1500 бар и выше. Есть система SCR (для версии под Евро‑5), а для достижения уровня Евро‑6 придется применить рециркуляцию отработавших газов (EGR), причем с сажевым фильтром.
КОГДА?
Первая партия моторов планируется к выпуску во втором полугодии 2017 года. Сразу же будут налаживать собственные литье, ковку, мехобработку. В дальнейшем планируется практически 100‑процентная локализация двигателя КАМАЗ‑910.10 — в отличие от производимого в Набережных Челнах дизеля Cummins ISBe, который, похоже, никогда не станет полностью российским.
Читайте также: