
Поршни иж юпитер 2 ремонт
Добавил пользователь Morpheus Обновлено: 05.10.2024
Ремонт двигателя ИЖ Юпитер-2К
Добрый! Откатав один сезон на своем Юпитере, понял, дальше лучше не тянуть, а залезть и перебрать двигатель.
Двигатель был благополучно снят.
Основная проблема была в том, что высохли все сальники. Двигатель не стабильно работал, и очень сильно дымил. Если кто менял сальники на Юпитере, знает, что придется разбирать весь двигатель.
Все представленные фото наверное будут интересны только тем, кто разбирал ИЖи…, но все таки:
Чтобы располовинить двигатель, пришлось высверлить практически все винты.
За 45 лет туда никто не лазил.
. Снимаются крышки поочередно с каждых сторон.
Жуткая грязь в картере.
В общем, были заменены все сальники. Заменены все подшипники на коленвалах. Подшипники ставил новые, ещё Советские.
Коробка совсем не потребовала ремонта. Потихоньку собирается, согласно заводской инструкции. Ставится на раму.
Поршневая в принципе была в норме, поменял только кольца.
Далее все собрал, завел. Двигатель действительно стал работать правильно. Шумов поубавилось и дыма меньше стало. Первые километров 200 сильно не разгонялся, прикатывал. Второй сезон откатал без поломок. Спасибо.
Комментарии 5
подскажи как определить состояние цилиндра и поршней? может копрессию измерить, или какие размеры должны быть? сначала он у меня на горячую плохо заводился, а сейчас вообще не заводиться. искра есть. машины делаю давно, а вот мото в новинку.
Добрый! Можете компрессию померить, 9-12 норма. Меньше 6, можно не завести. Состояние цилиндров и поршней определяется разбором и осмотром. Посмотрите задиры на стенках цилиндров, состояние колец. Размеры цилиндров и поршней есть в литературе. В двух тактниках важно ещё чтобы подсоса воздуха нигде не было.
А где приобретались новые советские подшипники? В благе их где-то продают?
Я у дедов брал. Про магазины не знаю, вероятно есть. Только не в подшипник центре. Есть старые запасы авто запчастей в магазине на Конной-Шимановского. Надо спрашивать.
Поршни иж юпитер 2 ремонт
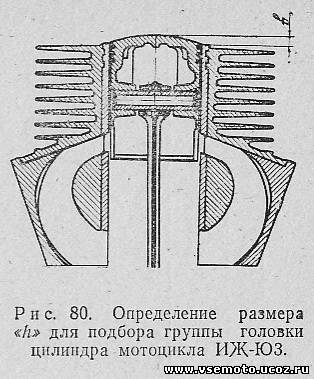
Осмотреть состояние плоскости разъема головок и цилиндров. При наличии забоин или неровностей на плоскостях разъема (определяется по следам пропуска газов) удалить их шабером и при необходимости плоскости притереть на плите. Удалить нагар, поверхность сферы зачистить мелкой наждачной шкуркой и промыть.
ПОРШНИ И ЦИЛИНДРЫ. Для определения величины износа производится микрометраж (замер) поршней и цилиндров. Если зазор между поршнем и цилиндром у ИЖ-ЮЗ больше 0,25÷0,3 мм, пару поршень-цилиндр необходимо отремонтировать. На ИЖ-ПЗ допустимый зазор составляет 0,3÷0,4 мм.
Ремонту также подвергаются цилиндры, имеющие на зеркале глубокие риски и задиры. Ремонт производится двумя способами:
1) подбором и установкой комплектов новых (нормальных) цилиндров, поршней и поршневых колец взамен изношенных;
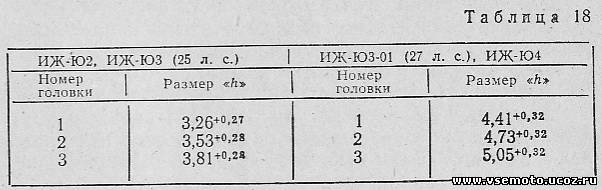
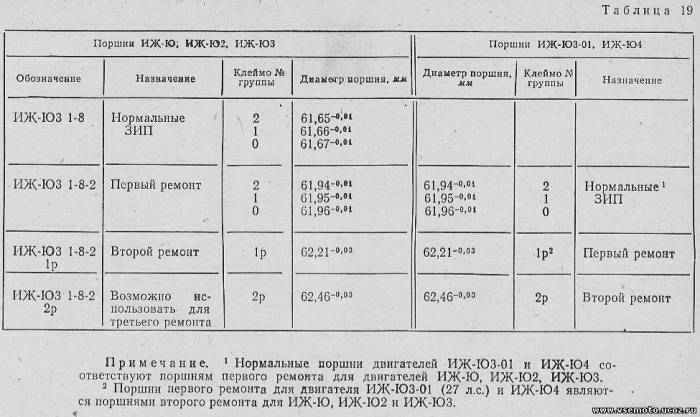
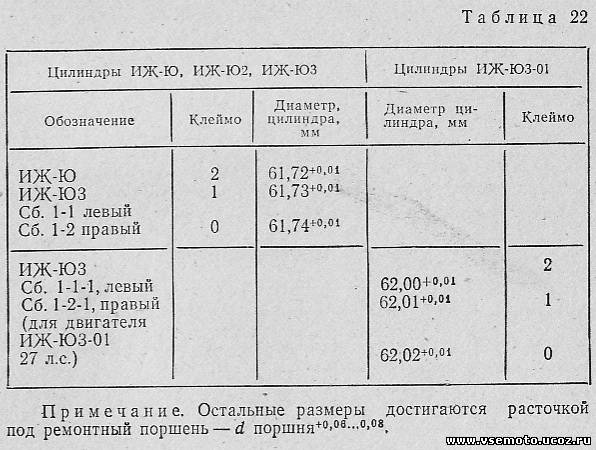
2) расточкой и хонингованием цилиндров с установкой ремонтных колец и поршней. При одновременной замене поршня и цилиндра они подбираются одной группы. В торговлю поставляются поршни и цилиндры ИЖ-ЮЗ трех размерных групп (табл. 19 и 22). Клеймение группы поршня производится на головке поршня и в верхней части цилиндра (рис. 82).

Замер приведенных в таблице 19 диаметров Д2 (рис. 14) производится на высоте Н=42 мм от нижнего торца поршня. Необходимо учитывать, что диаметр днища - Д1 и юбки - Д3 отличается от диаметра Д2. Д1=Д2 факт.-0,14 мм. Д3=Д2 факт.+0,01 мм.
Поршневые кольца в этом случае устанавливаются нормальные. Диаметр нормального кольца равен 61,75+0,15 мм при зазоре в замке 0,2÷0,35 мм.
Для ИЖ-П3 в торговую сеть поставляются поршни и цилиндры нормального размера четырех размерных групп (табл. 21). Клеймение номера группы производится на головке поршня и фланце цилиндра.
Замер приведенных в таблицах 21 и 23 фактических -диаметров поршней производится на высоте Н = 55 мм от нижнего торца поршня. Диаметр днища Д1 и юбки Д3 составляет: Д1=Д2 факт.-0,24мм; ДЗ=Д2 факт.+0,08мм.
Поршневые кольца в данном случае устанавливаются также нормального размера. Диаметр такого кольца равен 72+-0,03 мм при зазоре в замке 0,3 - 0,45 мм.
При втором способе ремонта устанавливаются ремонтные кольца и поршни взамен изношенных, а цилиндры обрабатываются под размер поршней.
В торговлю поставляются ремонтные поршни и поршневые кольца двух размеров (табл. 19 й 20).
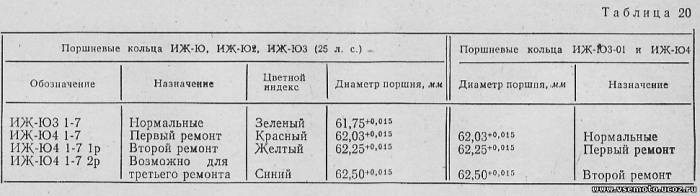
Маркировка номера ремонтной группы поршня производится клеймением на головке поршня, а цветной индекс поршневого кольца наносится на внутренний диаметр вблизи стыка.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,07- 0,09 мм, овальность и конусность по всей длине не более 0,01 мм, частота зеркала цилиндра - 9-10 класс.
Обработка цилиндров под ремонтный размер производится следующими способами:
а) растачивание цилиндра с последующей доводкой хонингованием или на притире;
б) двукратное хонингование (предварительное и окончательное).
Цилиндры растачиваются на специальных расточных или токарных станках. При закреплении цилиндра нужно базироваться относительно нижней плоскости фланца цилиндра и по наружному диаметру гильзы. Для растачивания на токарном станке цилиндр крепится на планшайбе так же, как на картере двигателя.
Припуск на последующую доводку - 0,025÷0,03 мм на сторону. Растачивание проводится за один проход, скорость резания не менее 100 м/мин.; подача при этом - 0,03 - 0,1 мм на оборот.
Доводят цилиндры на хонинговальных станках карборундовыми брусками с зернистостью 300÷500 единиц. При этом бруски подбираются по длине так, чтобы расстояние между торцами брусков в крайних (верхнем и нижнем) положениях доводочной головки было равно 4 - 6 мм, а выход брусков из цилиндра - 15 - 20 мм. Если отсутствует специальное оборудование для хонингования, доводку можно провести на токарном станке чугунным или деревянным притиром с использованием корундового порошка или вручную разжимным притиром. При этом необходим периодический контроль размеров цилиндра, а припуск на доводку должен быть минимальным.
Обработку цилиндра под ремонтный размер также можно осуществить двукратным хонингованием.
Предварительным хонингованием необходимо вывести бочкообразную форму изношенного цилиндра и удалить следы задиров и рисок поврежденного цилиндра. Для предварительного хонингования применяются бруски с зернистостью 150÷200, для окончательного - с зернистостью 300÷500. Припуск на окончательное хонингование - 0,03 - 0,04 мм на сторону.
Ремонт цилиндро-поршневой группы ИЖ-ПЗ производят аналогично ремонту ИЖ-ЮЗ. В торговлю поставляются ремонтные поршни и поршневые кольца ИЖ-ПЗ двух размеров (табл. 23).
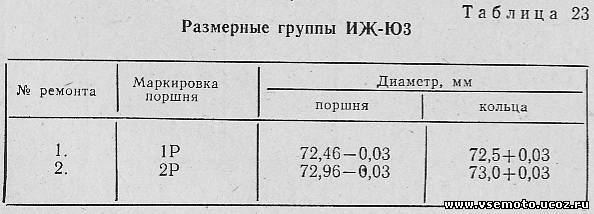
Клеймение группы делают на головке поршня: первый ремонт - 1Р, второй ремонт - 2Р. Маркировка группы колец указана на ярлычке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,05÷0,07 мм, чистота обработки зеркала цилиндра - 9 - 10 класса, овальность и конусность по всей длине - не более 0,01 мм. Величина припуска на последующую доводку - 0,05 - 0,1 мм на сторону. Скорость, подача и способ доводки цилиндра ИЖ-ПЗ аналогичны обработке цилиндра ИЖ-ЮЗ.
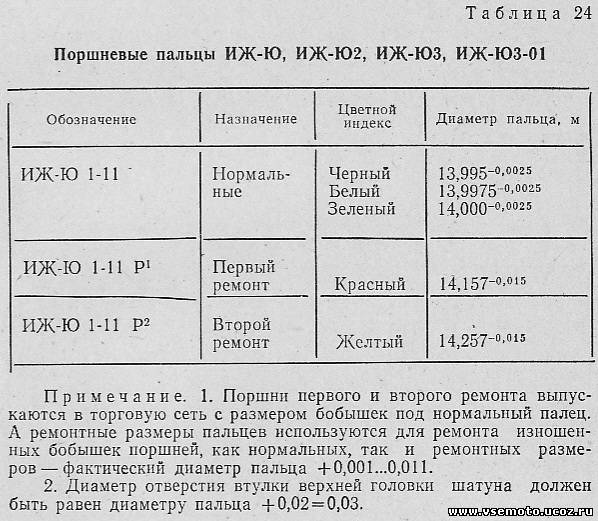
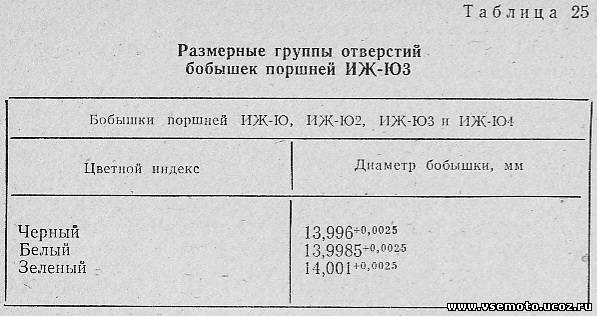
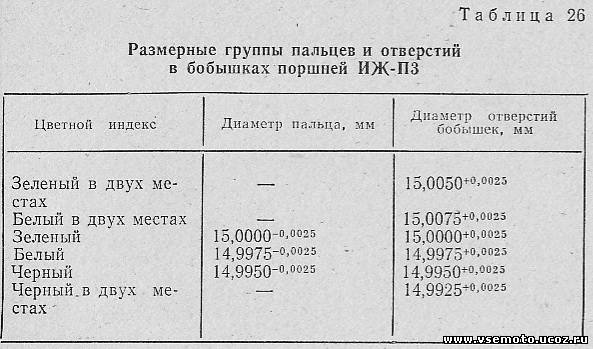
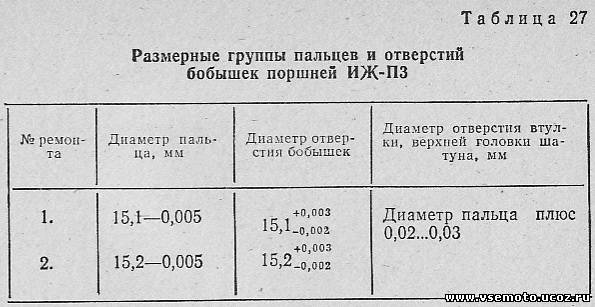
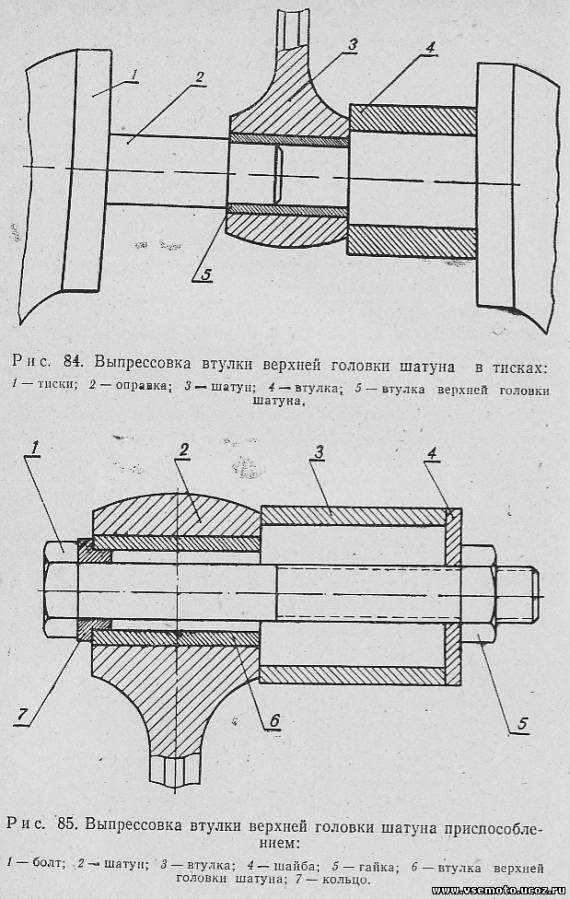
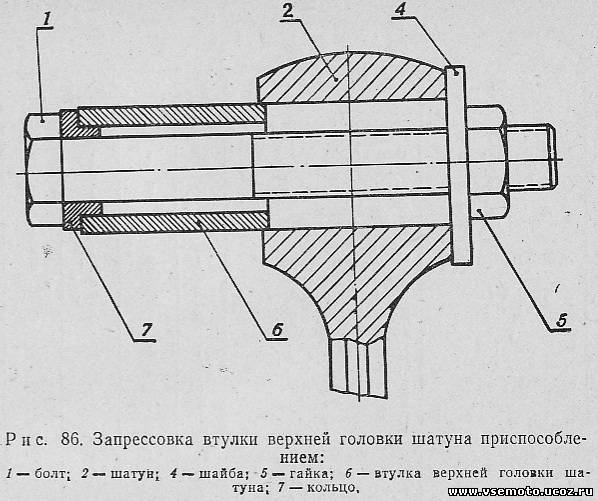
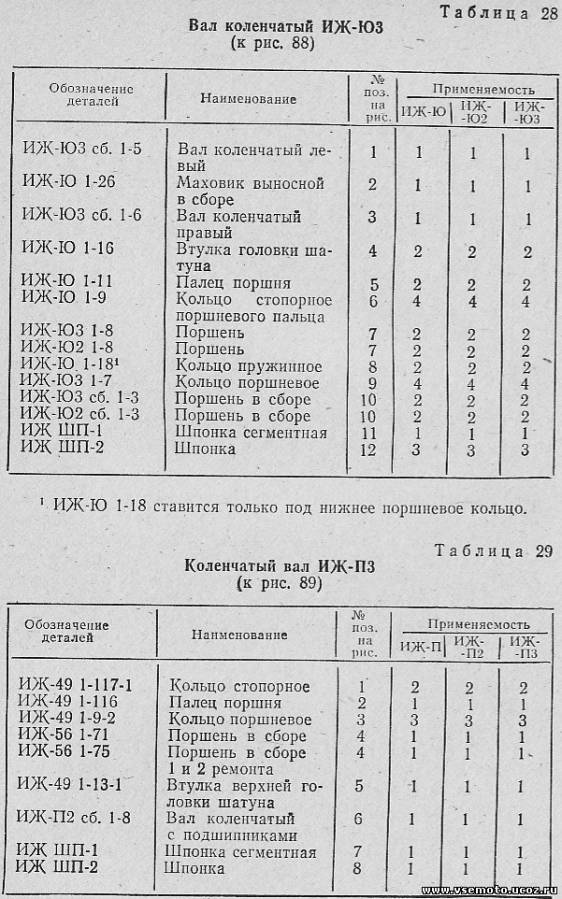
ПОРШНЕВЫЕ ПАЛЬЦЫ, ОТВЕРСТИЯ БОБЫШЕК ПОРШНЕЙ И ВТУЛКИ ВЕРХНИХ ГОЛОВОК ШАТУНОВ. При установке нового поршня (нормального или ремонтного) поршневой палец подбирается по отверстиям в бобышках. Пальцы и отверстия в бобышках поршней ИЖ-ЮЗ и ИЖ-ПЗ имеют несколько размерных групп (табл. 24, 25, 26).
Сборку поршня с кольцами производить в такой последовательности:
1. Используя пластинки, надеть кольца на поршень (рис. 77), сориентировав стыки колец на стопорные штифты поршня (на ИЖ-ЮЗ предварительно в нижние канавки поршней установить пружинные кольца).
2. Проверить подвижность кольца в канавке поршня, зазор между торцевой поверхностью кольца и канавкой должен находиться в пределах 0,065÷0,1 мм, кольцо должно передвигаться в канавке свободно, без заеданий.
3. Вставить в одну из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки- смазанный маслом поршневой палец.
4. Поршень ИЖ-ЮЗ надеть на верхнюю головку шатуна стрелкой, имеющейся на головке поршня, назад (в сторону, обратную движению мотоцикла). Поршень ИЖ-ПЗ установить стрелкой вперед или разрезом юбки вперед по ходу мотоцикла. Совместить отверстия бобышек и втулки верхней головки шатуна; при помощи оправки, придерживая поршень рукой, легкими ударами молотка запрессовать палец. Установить второе стопорное кольцо. Таким же методом установить второй поршень.
5. Перед установкой цилиндра проверить плоскости разъема цилиндров, картера и при необходимости зачистить. На фланец картера установить уплотнительные прокладки из картона или, паронита.
6. Установить стыки колец против штифтов, сжать их обжимкой (рис. 90).
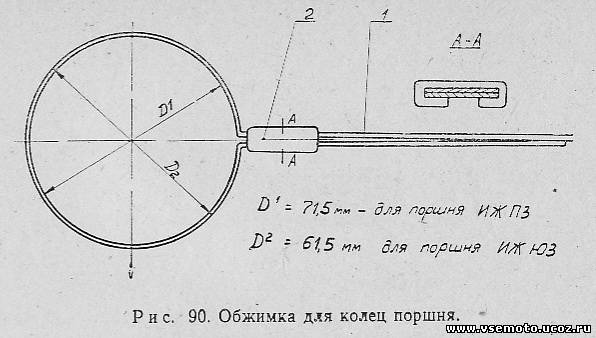
8. Снять обжимку, убрать подставку и, продвигая цилиндр, установить его на место.
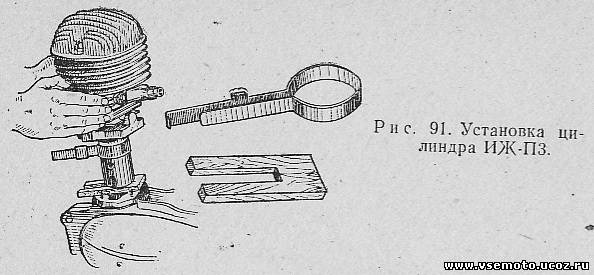
9. Соблюдая указанный порядок, установить второй цилиндр; установить и закрепить патрубок карбюратора с прокладкой, надеть на шпильки головки цилиндров и только после этого закрепить цилиндры гайками. Установить свечи зажигания.
На ИЖ-П3 цилиндр крепится гайками на 4-х шпильках. Головка крепится к цилиндру шестью шпильками без уплотнительной прокладки.
Глава 1
Силовой агрегат включает в себядвигатель (цилиндропоршневая группа), моторную передачу, механизм сцепления и коробку передач, конструктивно объединённые в один блок.
Двигатель
Кривошипно-шатунный механизм
Состоит из цилиндра, головки цилиндра, поршня с поршневым пальцем и поршневыми кольцами, коленчатого вала с шатуном и кривошипной камеры (картер). Смазка кривошипно-шатунного механизма осуществляется маслом, добавленым к топливу в пропорции 1:25. Охлаждается двигатель за счёт потока воздуха, который обдувает рёбра цилиндра, головки и наружные поверхности картера.
Цилиндр
В цилиндре4 (рис.2) происходит сгорание рабочей смеси. Его внутренняя поверхность служит напровляющей для поршня 6 и имеет низкую шероховатость и высокий класс точности обработки поверхности. Возвратно-поступательное движение поршня преобразует во вращательное движение коленчатого вала 12 при помоши шатуна24. Поскольку в двухтактном двигателе рабочий цикл происходит не только над поршнем, но и под ним, в картере, цилиндр имеет соответствующие окна, а в его теле отлиты перепускные каналы 7. Головка цилиндра 3 образует камеру сгорания. Цилиндр двигателя "Иж-49" отливался целиком из чугуна. Герметично в сопряжении между цилиндром и чугунной головкой достигалась за счёт устоновки прокладки. На мотоцикле "Иж-56" цилиндр для уменьшения массы и улучшения охлаждения сделан "слоёным". Чугунная гильза залита в алюминиевую рубашку, имеющую оребрение. К картеру цилиндр крепится на четырёх коротких шпильках гайками.
В верхней части в рубашку ввёрнуты шесть шпилек. На них крепитсяголовка. Прокладка между головкой и цилиндром неустанавливалась. Надёжность соединения достигалась за счёт высокой точности обработки сопрягаемых поверхностей и некоторой деформации более мягкой, по сравнению с чугунной гильзой, головки. По тойже схеме выполнены цилиндры "Ижей""планетного"ряда.
Двигатель "Иж-Юпитер" отличается количеством цилиндров: их два. В связи с этим работа двигателя более равномерна, ниже уровень вибрации.
Поршень
В любом двигателе поршень - это тот элемент, который воспринимает давление газов, образующихся при сгорании топливной смеси, и передаёт усилие на шатун.
Рис.3 Поршень:
1-днише; 2-канавка; 3-юбка; 4-окно; 5-бобышка;
В двухтактном же двигателе поршень выполняет ещё роль механизма газо распределения. Поэтому форма его довольно сложна: в нижней части юбки 3 (рис. 3) имеются окна 4, открывающие перепускные каналы и точно соответствующие по форме окна в цилиндре. Поршень должен распологаться в цилиндре строго ориентировано, чтобы стыки поршневых колец не попадали в проёмы, иначе их поломка неизбежна. От проворачивания на поршне кольца фиксируются стопорными штифтами.
Поршень 6 (см. рис. 2) соединён с верхней головкой шатуна 24 при помоши пальца 8, которыйфиксируется от осевого смещения в бобышках стопорными кольцами.
На поршнях одноцилиндровых двигателей устанавливаются по три компрессионных кольца, двухцилиндровых - подва. Долговечность работы сопряжённой пары цилиндр-поршень зависит от того насколько точно подобрана эта пара. По технологическим причинам невозможно изготовить все цилиндры и все поршни совершенно одинаковыми (существуют определённые допуски на размеры). Поэтому цилиндры и поршни после выхода их с последней операции тщательно измеряются и сортируются на группы. Детали в каждой из груп отличаются между собой не более, чем на 0,01 мм. Каждая из групп имеет определённую маркировку. При сборке необходимо подбирать поршни и цилиндры из соответствующих юдруг другу групп (табл 1, 2)
Размеры группы поршней и цилиндров мотоциклов "Иж-П3","Иж-П4","Иж-П5"
| Маркировка | Диаметр поршня, мм | Диаметр цилиндра, мм |
| 1 | 71,94-0,01 | 71,99 +0,01 |
| 0 | 71,95-0,01 | 72,00 +0,01 |
| 00 | 71,96-0,01 | 72,01 +0,01 |
| 000 | 71,97-0,01 | 72,02 +0,01 |
Размеры группы поршней и цилиндров мотоциклов
"Иж-Юпитер"
| Маркировка | Диаметр поршня, мм | Диаметр цилиндра, мм |
| 2 | 61,98 +0,01 | 62,00 +0,01 |
| 1 | 61,99 +0,01 | 62,01 +0,01 |
| 0 | 62,00 +0,01 | 62,02 +0,01 |
| 00 | 62,01 +0,01 | 62,03 +0,01 |
| 000 | 62,02 +0,01 | 62,04 +0,01 |
Если поршень не имеет маркировки или она нанесена недостаточно ясно, измерить диаметр следует на строго определённой высоте. Для поршня "Иж-Ю" она состовляет 42мм, для поршня "Иж-П" -55мм, а для поршня "Иж-ПС" -35мм от края юбки поршня в плоскости перпендикулярной оси пальца. Для мотоцикла "Иж-Планета-Спорт" изготавливаются цилиндры и поршни нормальногоразмера трёх групп и двух ремонтных размеров (таблица 4).
Поршневой палец
Служит для соединения поршня с шатуном.
Поршневые пальцы подбираются к поршням по размеру отверстия в бобышках (таблица 5). На бобышках и на торцах пальцев должны быть метки одногоцвета. Следует иметь в виду, что палец в бобышки устанавливается по плавающей посадке, т.е. в сопряжении может быть от 0,002 мм натяг до0,008 мм зазор. Иными словами, смазаный палец обычно входит в бобышки под усилием руки, особенно если поршень слегка нагрет.
Размеры группы пальцев и отверстий бобышек поршней
"Иж-П3"
| Цветной индекс | Диаметр пальцев, мм | Диаметр отверстия бобышке, мм |
| Зелёный Белый Черный | 15,003-0,005 14,998-0,005 14,993-0,005 | 15,003 +0,005 14,996 +0,005 14,991 +0,005 |
Размеры группы ремонтных пальцев и отверстий бобышек поршней "Иж-П3"
| Ремонт | Цветнаи индекс | Диаметр пальца, мм | Диаметр отверстия бобышки | Диаметр отверстия втулки верхней головки шатуна, мм |
| Первый | Красный с одной стороны | 15,1-0,05 | 15,1-0,002 | Диаметр пальца плюс 0,02. 0,03 |
| Первый | Красный с обеих стороны | 15,2-0,05 | 15,2-0,002 |
Размерные группы пальцев и отверстий бобышки поршней
"Иж-ПС"
| Цветной индекс | Диаметр пальца, мм | Диаметр отверстий бобышек, мм |
| Белый Черный Красный Зелёный | 18,0000. 17,9975 17,9975. 17,9950 17,9950. 17,9925 17,9925. 17,990 | 18,0030. 18,0005 18,0005. 17,9980 17,9980. 17,9955 17,9955. 17,9930 |
Поршневые кольца
Размеры ремонтных колец мотоциклов
"Иж-Ю3-01" и "Иж-Ю4"
| Группа ремонта | Поршень | Поршневые кольца | ||
| Маркировка | Диаметр, мм | Маркировка цветом | Диаметр, мм | |
| 1 2 | 1P 2P | 62,26-0,03 52,51-0,03 | Жёлтый Синий | 62,25 +0,03 62,50 +0,03 |
Размеры ремонтных колец мотоциклов
"Иж-П3" и "Иж-П5"
| Группа ремонта | Поршень | Диаметр поршневого кольца, мм | |
| Маркировка | Диаметр, мм | ||
| 1 2 | 1P 2P | 72,46-0,03 72,96-0,03 | 72,5 +0,03 73,0 +0,03 |
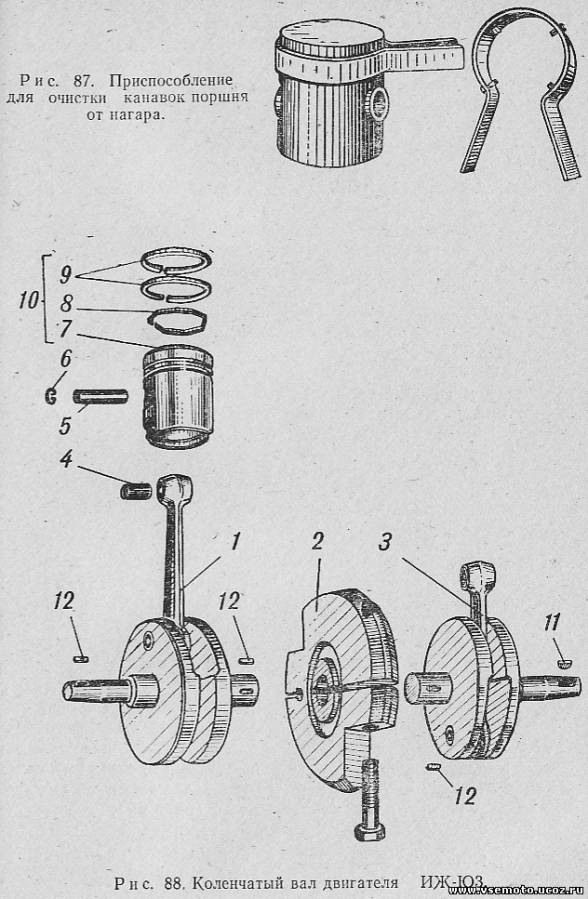
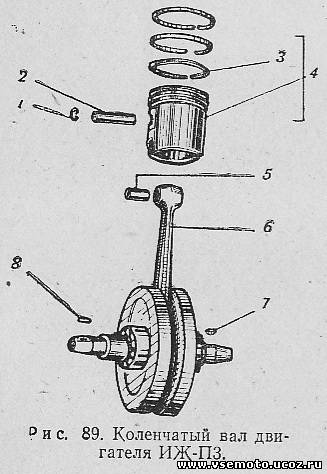
Коленчатый вал
Коленчатый вал (см. рис.2.2) одноцилиндровых двигателей неразборный. Он состоит из двух щёк 16, кривошипного пальца 17, двух полуосей и шатуна 24. Полуоси запрессовываются в маховик с большим натягом, и это обеспечивает неоюходимую прочность соединения7 Палец 17 служит одновременно обоймой, по которой работают ролики подшипника нижней головки шатуна. Второй (наружной) обоймой является втулкой из специальной стали, запрессованная в нижнюю головку. Втулка термических обработана и имеет высокую твёрдость. Ролики подшиники нижней головки короткие, распологаются в два ряда сепораторе. В порцессе работы смазка кним поступает через щели, прорезанные в головке.
В верхнюю головку шатуна запресовывается бронзовая тонкостенная, свёрнутая из листа, втулка. Она служит подшипником для поршневого пальца 8. Необходимая точность сопряжения достигается обработкой втулки и подбором пальца. Смазка к пальцупроникает через сверления в головке и втулке.

Рис. 4 Поршень и вал коленчатый мотоциклов Иж-Ю (Наименования приведены в таблице 11).
Поршни иж юпитер 2 ремонт
А вот что я действительно утверждаю, та это то, что и изготовленный хрен-его-знает-где поршень будет нормально работать, если его правильно подобрать и поставить. За исключением тех случаев, когда поршень льют из алюминиевых ложек. Но это действительно редкость. Однако некоторый внешний осмотр при покупке не помешает. Первым делом загляните внутрь поршня. Клейма и так далее пропускаем, а смотрим на ровность поверхности и отсутствие облоя. Ровная поверхность внутренней стороны дна и юбки, а также отсутствие острых краев от литья - это хорошо. Если поверхность юбки бугристая, поршень откладываем. Дно может быть неровным, это не критично, а вот раковины не допускаются. Острые края от литейной формы также нежелательны, хотя, в крайнем случае, можно взять и с ними. Наружная поверхность поршня должна быть по возможности менее ребристой. Чем выше класс обработки поршня, тем поверхность ровнее. А где лучше обрабатывают? Понятно, что не в левых конторах. Выводы делайте сами. Ради интереса посмотрите на фотографию поршня для Ю4. Он однозначно не заводской, но вполне пригоден для эксплуатации. Обратите внимание на низкую чистоту обработки поверхности юбки и следы некачественного литья внутри поршня. Все это плохо, но допустимо. Лучше поставить не заводской, но правильно подобранный поршень, нежели заведомо качественный, но не подходящий по размерам.

Теперь перейдем к тому, что получается с поршнем в результате его износа. Понятно, что на высоте поршневого пальца износа практически нет. Нет износа и в тех местах, где поршень перекрывает выпускное и перепускные окна. Изнашивается головка поршня. Но сильнее всего изнашивается низ юбки. В итоге поршень получается не конический, а бочкообразный. Из-за изношенной юбки появляется характерный звон поршня "Юпитеров". У "Планет" это сглаживается разрезным поршнем, но лишь до какого-то уровня. Отсюда вывод: выяснение износа поршня, измеряя зазор между головкой поршня и цилиндром - явная глупость. Это лишь косвенно свидетельствует об износе поршня. Правильнее всего измерить сам поршень микрометром. Которого, как мы условились, у нас нет. Отсюда следует два других метода: внешний осмотр и проверка герметичности.

Что есть внешний осмотр - понятно. Поршень ни в коем случае не должен болтаться в цилиндре. Особенно низ юбки - ее диаметр должен быть самым большим. Косвенным свидетельством износа можно считать и звон при работе, при условии исправных шатунных подшипников. Но значительно точнее будет проверка герметичности. Для этого берется цилиндр и поршень. У "Планет" цилиндр берется с головкой, у "Юпитеров" он сверху заклеивается скотчем для создания герметичности. Затем поршень (без колец) вставляется в цилиндр, причем он должен быть ориентирован так же, как и при работе. При герметичном цилиндре наблюдаем, как поршень падает под своим весом в цилиндре. Изношенный поршень опускается максимум за 2-3 секунды, нормальный - намного медленнее. Но: если поршень был взят ошибочно более полный и приработался до нормального размера, то герметичность будет в норме, а низ юбки - изношен. Это отлично видно при внешнем осмотре.

Теперь самое главное. Выяснив, что поршень требует замены и, отбраковав заведомо "левые" поршни, приступим к подбору поршней. Для литых и точеных поршней эта процедура несколько отличается. Причина этого состоит в том, что "ребра" на точеных поршнях потом сгладятся, а на литых их уже нет. Следовательно, точеный поршень должен быть заведомо полнее, с учетом износа при обкатке. Надо крепко запомнить: поршень подбирается под цилиндр. Каждый поршень под каждый цилиндр, индивидуально. Методика определения полноты поршня до банального проста: вставляем поршень в цилиндр и проталкиваем его пальцем насквозь. Если поршень падает под своим весом - он мал. Если он легко проходит - это годится для литого и не годится для точеного поршня. Если поршень идет туго, но вполне проталкивается одним пальцем без значительных усилий - это нужный размер для точеного поршня и большой - для литого. Если поршень клинит в цилиндре или его приходится проталкивать, прилагая значительные усилия - он явно велик. Все кажется простым, но точность подбора достигается лишь практикой.
Как быть, если цилиндр шлифован? Можно взять заведомо полный поршень. Лучше всего поступить следующим образом. Берем нормальный поршень, а после обкатки цилиндра (когда появится зеркало) его меняем вместе с кольцами и вновь обкатываем. Это получится намного проще, нежели довольно нудная обкатка заведомо полного поршня. Особенно это относится к "Юпитерам", которые больше "Планет" склонны к клину поршня.
Остались еще несколько вопросов: подбор пальца, колец и обкатка поршня. Это - в следующий раз."
Пилим поршня и картер

После допила цилиндров и холодосов на поршнях в допил пошли юбки поршней и картер.
Поршень ставим на место, одеваем цилиндр на шпильки, и между ним и картером ставим проставку из дерева 1-1,5 см и смотрим на продувочные окна. Лишнее отмечаем маркером.
На юбках как оказалось не мало мяса.

Вид на один поршень с 2х сторон.

Картер тоже нуждается в доработке.
Немного сглаживаем острые края и пойдёт. ФанатизЬм включать не будем.
В идеале еще бы сточить тот острый угол возле щеки вала, но это уже при полной разборке двигателя. Оставим это на какую нибудь из следующих зим. Процесс увлекательный приятный и даже затягивающий)
- Мне нравится Мне нравится 3
Другие записи в этом бортжурнале

Снова редкость. Замок зажигания, поддон в бардачек.
Время идет, а я все так же потихоньку продолжаю комплектовать мотоцикл оригинальными запчастями. На этот раз на просторах авито были найдены. Читать далее

Крепление воздушного фильтра.
Я как всегда, охотник за редкими деталюхами) Заходя на рынок, случайно обратил внимание на мотор от иж юпитер 2, на нем то я и увидел э. Читать далее

Собрал мотор.
После дозапила прошневой и мелких доработок началась сборка мотора. Прокладки были вырублены самостоятельно. Под цилиндра запханы лат. Читать далее
Комментарии
Только авторизованные пользователи могут оставлять комментарии
__vorbik__
Астраханская область, Астрахань
ИЖ Юпитер 5 "МРАЗОТА"
Этот мотоцикл купили мои родители на свадебные деньги в 1988г. а в 1994 поставили в гараж так как в семье появилась машина. В 2007 он достался мне, таи начались наши отношения. А по другому и не назвать) мы с ним как кошка с собакой, любим испытывать наши нервы на прочность. 2007г. Вытащил из сарая рядом с курятником. Отмыл от гОвен, завёл, и с небольшими ремонтами ездил. 2009г. Мотор умер а средств на ремонт не было. 2010г. Полная разборка, покраска, капиталка мотора с заменой валов, подшипников, сальников, прокладок, поршневой. Спустя месяц поршневая сгорела (ибо тогда я еще не был наномехаником и про тепловой зазор ничего не слышал) По итогу была куплена поршневая комплектом с новыми цилиндрами в сборе короч. 2011г. Апрель. в 13км от дома раскрылся замок цепи и распотрошил задний кожух звезды (в простонародье гитара) и это было последней каплей. После этого мотоцикл был ногой запихан в сарай со словами: ИЗЫДИ ИСЧАДИЕ СОВЕТСКОГО МОТОПРОМА! И был куплен новый YBR125. 2015г. Душа затосковала по другу, старые обиды были забыты, а товарисЧ был перевезён от бабушки ко мне в гараж. 2016г. Попытки оживить этот сарай были тчетны. День танцев с бубном у контактного зажигания утомили в край. Куплено оптическое зажигание и ЗАВЕЛОСЬ! и не просто завелось а ПОЛЕТЕЛО. 2017г. Решил доработать мотор а раму не трогать. Но потом всё как всегда, решил упороться по полной. Снова полная разборка и тут Остапа понесло!
Паспортные данные
Понравилась статья?
Расскажи друзьям!
куда ставить стрелкой поршень на иж юпитер 3.
В данном случае стрелки оказались назад а стопора вперёд,нонсенс,на пятёрке стрелки вперёд и стопора туда-же,вот и разница.
А что у тебя поршни в цилиндр не лезут ?
ты втираешь какую-то дичь, с завода стоят на выпуск на выпуск и ставить надо
Молодец хоть показал.Но всеравно многие не поверят, напишут про какой-то нонсенс))))
а почему так у меня стрелочка на випуск
Книжка-"Советы водителю мотоцикла Иж" 1976г "Поршни следует устанавливать стрелкой против хода движения".
Не знаю как на третьем юпитере, на пятом в руководстве написано что поршни должны стоять направленные стрелкой в сторону противоположную движению мотоцикла. Кстати если кому-то надо руководство по эксплуатации можно взять здесь https://yadi.sk/i/m7kV4Ov3rREo7
Всё верно ! И не только Иж но и Ява. Проверил на собственным опыте. И ещё хочу добавить какой косяк в Юпитерах.: Поршневые окна Юпитера не совпадают с окнами цилиндра. Так как для 5-юпитера поршней не существует. Их взяли на заводе с 4-ки. Где продувочные окна картера другой конфигурации. Вот такая шляпа ! Но это можно устранить с помощью проточки задних стенок поршня на 3-4 мм. Но если вы захотите что-бы было в идеале. То стоит перенести замки колец поршня на 180 град. соответственно развернуть поршень на столько-же при установки. Ёщё маленькая подсказка. карб- к 62/65/68 Д. не куда не годен для Юпитера (задыхается). Нужен как минимум от Планеты. Косяк номер 2-а. у Юпитера это переходная вилка с карба на цилиндры. Распределение топлива в результате на каждый цилиндр по разному ( этому дала этому не дала) Устойчивая работа двигателя улучшится если установить на каждый цилиндр карб. У всех японцев именно так. Лучше всего из популярных и надёжных подойдёт . " Ikov " дифузор на 28.
на стрелки смотреть вообще не стоит , нужно смотреть на штифты, которые должны смотреть в сторону переднего колеса , всееееее ни чего заумного
Хоть бы один написал,что мот у него завелся (и как завелся).
Всю жизнь,на всех юпитерах поршни ставятся стрелкой на карбюратор. Замки колец всегда на выхлоп.Читайте мануалы.Есть дельцы,которые ставят замками на впуск,ни нормальной работы двигателя,ни нормального запуска им не видать. А они грешат на зажигание,крутят карбюратор,вобщем бестолковые и упертые люди,для которых мануал не писан. То есть они умнее,чем инженеры,создавшие мотоцикл.
ЧУВАКИ ПОДСКАЖИТЕ ЧЕЛОВЕЧЕСКИМ ЯЗЫКОМ ЧТО ОЗНАЧАЕТ НА ПОРШНЕ 0. 00. 000. В ЧЕМ ИХ РАЗНИЦА. ))))))))))))
не знаю ставил стрелками на выпуск после обката после 5ти месяцев езды с дровами разбирал смотрел все в порядке зеркало идеальное так что смотрите сами
все верно показывает, стрелкой к карбюратору, учите мат. часть
стояли на впуск, думал не правильно.. поставил на выпуск. кольцо вырвало, поршневую продрало, пол поршня сорвало..
На Юпитер-4 надо смотреть, что бы стыки колец не находились против вентиляционных окон цилиндра, в противном случае кольцо вырвет и поцарапает цилиндр! А поршень там можно разместить только в одном положении! Смотрите внимательно!
А на мотоцикл восход 3 ставить так же надо ?
нахрен вообще эти стрелки , взял посмотрел где окна и поставил как надо
a u menya planeta I ya fsiggna stavil na vipusk.i pritenziy u menya ne bilo.xarasho I rabotal ..
стрелкой до карба надо если на выпуск кольца въебуца
я ставлю стрелкой в бок
Если нет поршней к ИЖ-Ю, на двигатель можно устанавливать поршни от мотоцикла К-175. Но имейте в виду, что их посадка в цилиндрах по сравнению с поршнем ИЖ-Ю будет несколько свободнее. Это не отразится на работе двигателя, но в отдельных случаях может появиться стук, подобный тому, что возникает при изношенном цилиндре. Устанавливаемый на ИЖ-Ю поршень К-175 должен иметь ту же группу, что и цилиндр. Поршень располагают в цилиндре так, чтобы стрелка, выбитая на его головке, была направлена назад по ходу мотоцикла — тогда кольца не будут западать в окна. В. АБРАМЯН, В. ЗАБЕЛИН, инженеры г. Ижевск
Стрелки на заводе чертят как попало! А правильно ставить надо так, чтобы замки колец смотрели на ВЫХЛОП!! Потому-что этот штифт выполнен из другого материала чем поршень.. От температуры они расширяются по разному. Соответственно они очень часто вылетают. И чтобы не повредить целиндр то летят сразу в глушак.
автор если ты хотел объяснить правильно,то просто сними кольца с поршня,поставь риски на донышке где стопора стоят и опусти поршень стрелкой сначала на выхлоп потом на впуск,и всё будет ясно как ставить.
А на минске тоже так?
Павел,ну шо ты суетишься. это не видос,а"пила для нервов". не возюкай цилиндр по земле !
Благодарю всех за нужную и правильную инфу.
привет я знаю что на планете на выпуск, а юпитер не знай
Принято считать что стрелка смотрит на выхлоп так как проктически на всей мототех-ке так и ставятся поршни стрелкой в глушитель но только не на ЮПИТЕРЕ. лайк
Тема уже эта надоела. вроде взрослые люди, а ведёт себя как школьники. Забудь о том что на юпитере стрелки на выпуск. Всю жизнь именно на юпитерах стрелками на впуск. А пионеров посылай в жопу. А если смотреть по окнам то вообще не ошибёшься.
Размер втулки шатуна иж юпитер 5
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.
7. Снимаем головку.
8. Накидным ключом на 14 мм отворачиваем четыре гайки крепления цилиндра к картеру.
9. Снимаем гайки с пружинными шайбами.
10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.
13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.
Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
17. Аналогично осматриваем резьбу отверстия под декомпрессор.
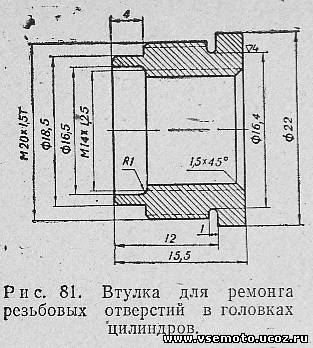
При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.
19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.
20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.
21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.
При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.
23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).
24. Снимаем поршень.
25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.
26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Если принято решение о замене деталей, то следует подобрать поршень и кольца к цилиндру и поршневой палец к поршню.
В запасные части поставляются "номинальные" поршни и цилиндры четырех размерных групп:
Диаметр цилиндра, мм
Диаметр поршня, мм
Кроме того, выпускаются ремонтные поршни и поршневые кольца двух размерных групп, предназначенные для установки в расточенные и отхонингованные цилиндры:
Диаметр поршня, мм
Диаметр цилиндра, мм
Маркировка поршневых колец нанесена на их упаковке. Диаметр обработанного цилиндра должен быть на 0,05-0,07 мм больше диаметра поршня соответствующей группы.
При сборке следует использовать поршень и цилиндр одной группы. Маркировка группы нанесена клеймением на днище поршня и фланце цилиндра под карбюратором.
Новый поршневой палец перед сборкой следует отполировать пастой ГОИ или подобным средством до зеркального состояния (на заводе этого почему-то не делают). Это увеличит ресурс и надежность работы двигателя.
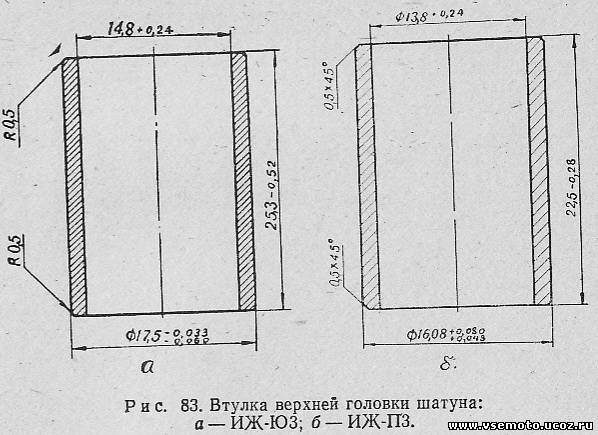
При сильном износе бронзовой втулки шатуна ее следует выпрессовать и заменить. Втулку можно изготовить из бронзы БрАЖМцЮ-3-1,5 или оловянистой бронзы (но не латуни!) по приведенному эскизу.
Втулка верхней головки шатуна
1. Собственно сборку начинаем с установки поршневых колец на поршень (с помощью полосок из пластиковой бутылки). Одно из колец имеет покрытие пористым хромом (оно более светлое), устанавливаем его в верхнюю канавку.
2. Смазываем зеркало цилиндра и боковую поверхность поршня с кольцами тонким слоем пластичной смазки с дисульфидом молибдена или моторным маслом. Смазываем также паронитовую прокладку под цилиндр.
3. Вставляем поршень снизу в цилиндр до отверстия под поршневой палец и ориентируем его меткой вперед по ходу движения мотоцикла (в сторону выхлопных окон, или окна при однотрубном варианте выпускной системы двигателя).
4. Наживляем поршневой палец до выхода пальца из бобышки поршня. Смазываем моторным маслом отверстия в бобышках поршня и в шатуне.
5. Уложив прокладку под цилиндр, поднимаем его и аккуратно совмещаем отверстие в поршне с отверстием в шатуне. Легкими ударами загоняем палеи в поршень до нужного положения и стопорим его с обеих сторон кольцами.
6. Дальнейшая сборка выполняется в последовательности обратной разборке. На резьбу шпилек крепления цилиндра и головки наносим немного смазки. Гайки крепления головки затягиваем постепенно, крест-накрест.
После замены (ремонта) цилиндра, поршня или поршневых колец двигатель необходимо подвергнуть обкатке.

Когда в 2009г я перебирал мотор, в него были установлены новые вала фирмы "Мотомир". Конструкция головок шатуна у советских и этих отличалась. В советском был пропил а тут высверлено отверстие. Ну да и ладно сказал я себе тогда. В те времена знаний было ещё не так много, да и искра доработок не разгорелась в тот пожар, что бушует сейчас.
Когда разбирал мотор для доработки поршневой обнаружил слегка посиневшие пальцы. При детальном осмотре головки шатуна оказалось, что в шатуне просверлено отверстие диаметром 4мм, а во втулке отверстие 2мм.
(На фото я уже увеличил отверстие во втулке, до этого оно было в 2 раза меньше чем основное)

Вспомнились шатуны с пропилом. Увеличением отверстия во втулке решил не ограничиваться. Сделал разметку и хоть в оригинале пропилы смотрят в одну сторону мне почему то захотелось развести их порознь. Приобрёл 125й диск на болгарку толщиной 1мм, но план не удался. Внешний диаметр слишком большой и достаточно углубиться не получается. 
В ход пошли маленькие диски из набора гравировальной машинки с гибким валом. Но и они оказались слегка великоваты. Пришлось их немного уменьшать на точильном камне.
Затем пропиливаем отверстия на пару мм в стороны.
Не забываем закрыть камеру кривошипа тряпочкой, иначе срань там, грязь и прочие пакости.

Заусенцы и шероховатости убираем алмазными шарошками. В верху головки делаем треугольное углубление, чтоб затекало лучше, да побольше. И зашлифовываем наждачными кругами на насадке шлиф машинки. 
На выхлопе получаем это.

Далее изготавливаем прокладки. Впрочем это уже совсем другая история.
Более менее ровно вручную можно сделать только если вращать развертку вдумя руками (типа как плашкой при нарезке резьбы) и меняя стороны шатуна.
_________
Нас невозможно сбить с пути, нам пофигу, куда идти!
"но стоит только совместить 2 шатуна и вставить пальцы не в какую не идут т.е. соосность нарушена."
Если я правильно понял, то вставляя палец в один шатун, выходя из него, в другой не входит. Интересный вопрос, раньше не задумывался. А если, на предпоследних проходах(при чём настолько "крайне мало", чтобы не было необходимости зажимать в тисках) в один приём оба шатуна проходить?
Живу не так уж далеко от Екб, у нас в магазинчике продаются уже "почти" развёрнутые втулки, но, конечно, разворачивать их нужно, и причём прилично. Разворачивал без всяких станков, одной рукой держу шатун, другой кручу ключом развёртку, держу ключ так, чтобы держать ещё и развёртку ))))
Вроде всё нормально, не первый раз так разворачиваю. А так про: "но стоит только совместить 2 шатуна и вставить пальцы не в какую не идут т.е. соосность нарушена." тоже не замарачивался никогда =))))
Читайте также: