
Порядок работы цилиндров газ 3309 д245
Обновлено: 02.07.2024
Зазоры клапанов Д-245, регулировка двигателя
Двигатели модели Д-245 – это 4-тактные силовые установки, оборудованные 4 цилиндрами, которые размещаются вертикально в ряд. Мотор оборудуется системой непосредственного впрыска, что обеспечивает повышенный уровень сгорания топлива, а соответственно и более высокий КПД. Однако для корректной работы силовой установки требуется своевременная регулировка клапанов двигателя Д-245.
Двигатель Д-245
С целью обеспечения лучшего уровня приемистости применяется турбинный компрессор с возможностью корректировки потока воздуха. Благодаря этому обеспечиваются повышенный уровень крутящего момента даже при минимальном количестве оборотов коленвала. При этом подобный двигатель с турбиной выводит отработанные газы, которые соответствуют европейским стандартам Евро 3. Но вся серия подобных моторов предназначена для использования только в условиях температуры окружающей среды, находящейся в пределах -45 – +45 градусов. Главным местом использования этих агрегатов является их установка в дорожную, строительную, а также колесную технику.

Регулировка затяжки головки блока цилиндров
Порядок затяжки болтов ГБЦ определяет последовательность и силу, с которой проводится закручивание в резьбовых соединениях болтов маховика. Важно помнить, что момент затяжки ГБЦ должен находиться в пределах 190-210 Нм. При этом гайки шпилек и болты требуется затягивать до отказа.
Процесс регулировки выполняется следующим образом:
- Сначала нужно провернуть коленвал посредством коренных подшипников, а также шатунов пока не перекроются клапаны первого цилиндра. В этот момент впускной в первом цилиндре только открывается, а вот выпускной закрывается. После этого выполняется регулировка зазоров в 4, 6, 7 и 8 клапанах (отсчет ведется со стороны вентилятора).
- После этого проворачивается коленвал на 1 оборот так, чтобы перекрылся 4 цилиндр. В этот момент проводится регулировка 1, 2, 3, а также 5 клапанов.
По завершении этого процесса по указанной схеме требуется поставить в первоначальное положение ось коромысел, после чего провести регулировку зазоров клапанов Д-245, присутствующих между ними и коромыслами.
Регулировка клапанов Д-245
Отдельно стоит рассмотреть порядок регулировки клапанов Д-245. До того, как приступать к этому процессу рекомендуется изучить особенности этого узла. Так, распредвал имеет сразу 5 опор, а в движение приводится за счет коленвала, а также шестерней распределения. Специальные 5 втулок применяются в виде подшипников, установленных методом прессовки. При этом фронтальная сделана из алюминия и находится в области вентилятора и оборудована упорным буртом, который отвечает за фиксацию распредвала и предотвращает его осевые сдвиги. Все остальные втулки выполнены из чугуна.
С целью корректной регулировки клапанов требуется принимать во внимание, что для создания штанг толкателей применяется стальной прут. У него имеется сферическая часть, входящая непосредственно в толкатель. Сам процесс регулировки происходит следующим образом:
- Сначала требуется открутить все гайки, которые фиксируют стойки осей, после чего их самих вместе с пружинами и коромыслами необходимо снять.
- Дальше проводится отвинчивание крепления головки с последующим её демонтажем. Сами клапаны рассухариваются, когда проводится удаление пружин, шайбы, различных уплотнителей, а также тарелки.
- Теперь выполняется притирка клапанов, используя для этого специальные станки либо же стенды. Для этого сначала на фаску запчастей наносят притирочную пасту и дополнительно добавляют стеариновую кислоту.
- Процесс регулировки клапанов (он же притирка) выполняется до того момента, пока не появится сплошная матовая окантовка. При этом её ширина должна составлять не меньше 0,015 см. Важно не допускать разрыва поясков, а любые отклонения по ширине допускаются в пределах 0,5 мм.
По завершении регулировки следует промыть головку цилиндра и сами клапаны. Дальше рабочие элементы смазываются маслом для силовой установки. Процесс притирки возможно провести вручную за счет применения обычных слесарных инструментов. Но в этом случае время, а также трудозатраты на эту операцию существенно повысятся.
Двигатель Д-245 представляет собой дизельную силовую установку, часто применяемую в различной строительной, дорожной либо иной подобной технике.
Для корректной работы при длительной эксплуатации требуется выполнять регулировку клапанов и затяжки ГБЦ.
3.1.3. Дизели Д-245.7Е3, Д-245.9Е3, Д-245.30Е3, Д-245.35Е3. Руководство по эксплуатации. Техническое обслуживание дизеля и его составных частей. Головка блока цилиндров, клапана, стартер, компрессор, генератор, турбокомпрессор
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
- снимите колпак и крышку головки цилиндров;
- снимите ось коромысел с коромыслами и стойками;
- динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 22, и, при необходимости, произведите подтяжку.
Момент затяжки - 220±10 Н.м.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.

Рисунок 22 — Схема последовательности затяжки болтов крепления головки цилиндров
ПРОВЕРКА ЗАЗОРА МЕЖДУ КЛАПАНАМИ И КОРОМЫСЛАМИ
Проверка зазора между клапанами и коромыслами.
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле ( температура воды и масла не более 60°С) должен быть:
- впускные клапаны — 0,25 +0,05 -0,10 мм;
- выпускные клапаны — 0,45 +0,05 -0,10 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
- впускные клапаны — 0,25-0,05 мм;
- выпускные клапаны — 0,45-0,05 мм.
Регулировку производите в следующей последовательности:
- снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
- проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 23 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.

1 — винт регулировочный; 2 — щуп; 3 — контргайка.
Рисунок 23 — Регулировка зазора в клапанах.
ПРОВЕРКА СОСТОЯНИЯ СТАРТЕРА ДИЗЕЛЯ
Через каждые 120 тыс. км пробега:
Проверьте затяжку крепежных болтов, при необходимости подтяните их.
Зачистите наконечники проводов к клеммам стартера и аккумуляторной батареи и подтяните их крепления.
Снимите крышку со стороны коллектора и проверьте состояние щёточно-коллекторного узла. Рабочая поверхность коллектора должна быть гладкой и не иметь значительного подгара. Если коллектор загрязнен или имеет следы значительного подгара, протрите его чистой салфеткой, смоченной в бензине. При невозможности устранения грязи или подгара протиркой, зачистите коллектор мелкой шлифовальной шкуркой. При значительных подгарах коллектора, не поддающихся зачистке, проточите коллектор на станке.
Щётки должны свободно перемещаться в щеткодержателях и плотно прилегать к коллектору. При предельном износе щёток, а также при наличии значительных сколов замените их новыми.
Продуйте щёточно-коллекторный узел и крышку со стороны коллектора сжатым воздухом.
Проверьте состояние контактной системы реле стартера. При значительном подгаре зачистите контактные болты и пластину контактную шлифовальной шкуркой или напильником, сняв неровности, вызванные подгаром, не нарушая при этом плоскостности контактных поверхностей медных болтов. При значительном износе пластины и болтов, переверните контактную пластину, а контактные болты разверните на 180°.
Проверьте легкость перемещения привода по валу якоря. При включении и отключении реле привод должен без заеданий перемещаться по шлицам вала якоря.
Удалите с внутренних поверхностей направляющей втулки привода (шлицевой и гладкой), прилегающих к ней частей вала попавшую из картера загрязненную загустевшую смазку с продуктами износа, которая значительно затрудняет осевое перемещение привода по шлицам вала при вводе шестерни в зацепление с зубчатым венцом маховика. На очищенные поверхности нанести тонкий слой смазки ЦИАТИМ-221 (ЦИАТИМ-203, ЦИАТИМ-201).
Состояние шестерни привода и упорных шайб проверьте визуально. Зазор между торцом шестерни и упорными шайбами при включенном положении должен быть 2 - 4 мм.
ОБСЛУЖИВАНИЕ ТУРБОКОМПРЕССОРА
ОБСЛУЖИВАНИЕ КОМПРЕССОРА
Порядок работы цилиндров газ 3309 д245
Проверка затяжки болтов крепления головки цилиндров
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
- снимите колпак и крышку головки цилиндров;
- снимите ось коромысел с коромыслами и стойками;
- динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 1, и, при необходимости, произведите подтяжку.
Момент затяжки -220±10 Нм.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.

Рисунок 1 - Схема последовательности затяжки болтов крепления головки цилиндров
Проверка зазора между клапанами и коромыслами
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле (температура воды и масла не более 60°С) должен быть:
1) впускные клапаны - 0,25 мм;
2) выпускные клапаны - 0,45 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
впускные клапаны - 0,25 мм;
выпускные клапаны - 0,45 мм.

Рисунок 2 - Регулировка зазора в клапанах.
Регулировку производите в следующей последовательности:
- снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
- проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 2 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
Регулировка клапанов Д-245

Двигатели Д-245 представляют собой мощные 4-тактные установки с 4 расположенными в ряд цилиндрами. Агрегат оборудован системой прямого впрыска. Благодаря этому обеспечивается повышенный уровень сгорания топлива и, соответственно, повышается производительность мотора.
Однако этот двигатель, как и любая другая техника, подвержен периодическим поломкам. Чтобы агрегат работал корректно, требуется своевременно регулировать его клапаны. Обладая определенной теоретической подготовкой, эту процедуру можно провести самостоятельно.
Общая информация о двигателе Д-245
В двигателе используется внутренний турбинный компрессор с корректируемым воздушным потоком. Он дает возможность создавать оптимальную приемистость во время работы (рисунок 1).
Все моторы данной группы ориентированы на использование в достаточно суровых температурных условиях (от -40 до +40 градусов).

Рисунок 1. Д-245 - мощный мотор, который устанавливают на крупную технику
Как правило, эти мощные агрегаты устанавливают на строительную и дорожную технику, а также крупные колесные трактора, которые используются в сельском хозяйстве.
Регулировка клапанов в моторе
Перед началом самостоятельной регулировки клапанов двигателя Д-245, следует изучить техническое устройство и особенности этой части мотора (рисунок 2).
У вала есть 5 опор, а движение он приводится посредством коленвала и распределительных шестеренок. Вместо рабочих подшипников применяются 5 втулок, помещенные в участки блока.

Рисунок 2. Этапы регулировки клапанов
Фронтальная втулка находится возле вентилятора. Дополнительно она оснащена буртом, который фиксирует распредвал осевых сдвигов. Другие втулки изготовлены из чугуна. Толкатели изготовлены из стали, но также усилены чугуном. Кулаки на распределительном валу имеют небольшой уклон.
Регулировка клапанов в моторах Д-245 проводится в четкой последовательности:
- Сначала снимают колпак с крышки цилиндров и определяют крепление стоек на оси коромысел.
- Далее поворачивают коленвал до перекрытия в первом цилиндре, и регулируют зазоры 4, 6, 7 и 8 клапанах.
- После этого вал поворачивают на один оборот и устанавливают перекрытие возле четвертого цилиндра и регулируют зазоры в первом, втором и третьем клапанах.
Для завершения регулировки контргайку на коромысле клапана опускают и проворачивают винт, чтобы между стержнем клапанам и бойком образовался зазор необходимого размера.
Далее контргайку затягивают и ставят на место колпак крышки цилиндров. После завершения обкатки дополнительно проверяют затяжку болтов головки цилиндра.
Для этого колпак и крышку снимают, убирают ось коромысел и с помощью динамометрического ключа проверяют затяжку болтов крепления головки цилиндров. Если они ослаблены, проводят дополнительную подтяжку.
Советы по притирке клапанов Д-245
У опытных механиков есть несколько секретов, которые помогают провести технологически правильную и качественную притирку клапанов (рисунок 3).
Во-первых, притирать клапаны Д-245 принято на специальных стендах и станках. На фаски деталей наносят специальную пасту, разведенную в дизельном топливе до консистенции жидкой сметаны. Чтобы повысить качество пасты, в нее обычно добавляют олеиновую или стеариновую кислоту.
Во-вторых, необходимо провести качественный демонтаж детали. Для этого сначала отворачивают гайки крепления стоек оси коромысел, а затем демонтируют его вместе с пружинами.

Рисунок 3. Притирку лучше проводить на станке
Аналогичным образом отворачивают болты и снимают головку. С клапанов тоже нужно снять дополнительные детали: тарелку пружин, сами пружины с шайбами, уплотнительную манжету и втулки направляющей.
В-третьих, необходимо научиться определять продолжительность притирки клапанов. Ее продолжают до тех пор, пока на фаске седла и фаске самого клапана не появится непрерывный матовый поясок, толщиной минимум 1,5 мм. Любые разрывы или черточки не допускаются, полоска должна быть сплошной и равномерной.
После завершения притирки головку блока и сами клапаны промывают. При сборке стержень клапана обязательно смазывают машинным маслом.
В целом, притирку можно проводить как вручную, так и с помощью слесарного оборудования, но трудоемкость ручных работ гораздо выше.
Проверка зазоров
Чтобы двигатель Д-245 работал корректно, проверку частей зазор проводят после каждых 15 тысяч километров пробега. Внеочередной контроль требуется после снятия головки цилиндров или в том случае, если в отсеке с клапанами появился посторонний стук (рисунок 4).
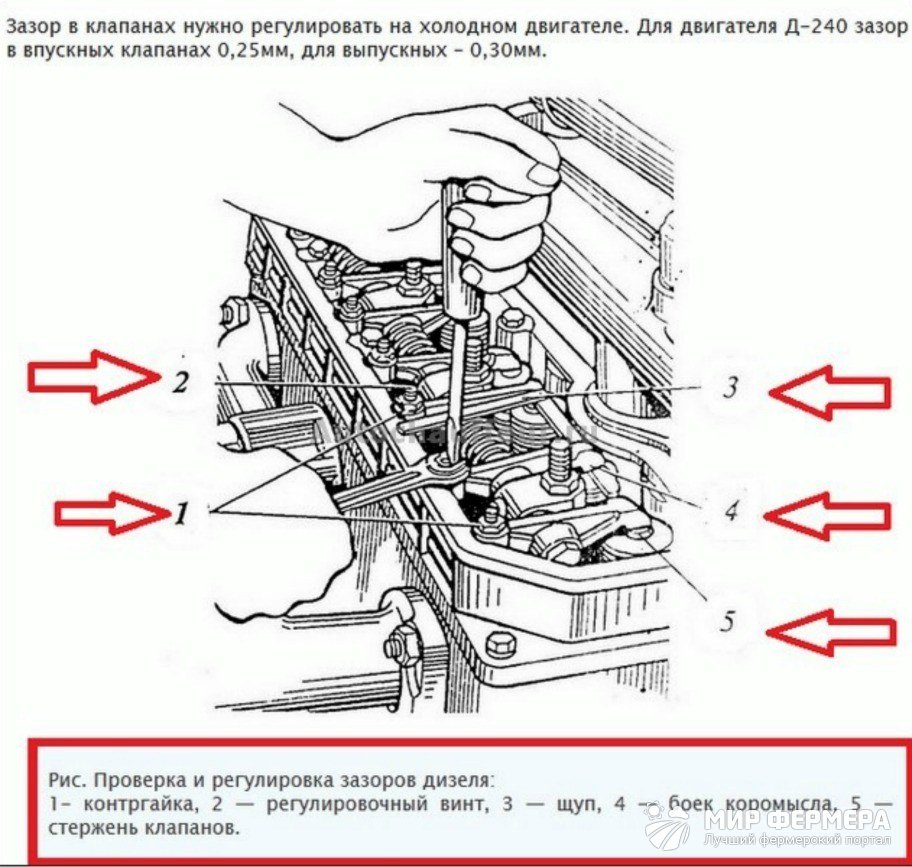
Рисунок 4. Проверка зазоров схематически
Оптимальная величина зазора холодного двигателя должна составлять 0,25 мм на впускном клапане и 0,45 мм на выпускном.
Для регулировки зазоров контргайку коромысла конкретного клапана опускают, и начинают проворачивать винт, пока не будет достигнута требуемая величина. Для проверки используют специальный ищущий щуп между бойком стержня. В конце процедуры контргайки затягивают и устанавливают на место колпак крышки.
Затяжку следует проверить после первой обкатки, а в дальнейшем – через каждые 50 тысяч километров пробега при прогретом двигателе. После контрольной обкатки регулируют зазор между клапанами и коромыслом, и затягивают фиксаторы.
Детальная пошаговая инструкция по регулировке клапанов Д-245 приведена в видео.
Как отрегулировать клапана на 245 двигателе
Тракторные двигатели МТЗ оснащаются съемной головкой, которая устанавливается на блоке цилиндров и крепится болтами. От корректности установки деталей и соблюдения момента затяжки ГБЦ МТЗ зависит надежность работы силового агрегата. При прорыве выхлопных газов или охлаждающей жидкости снижается мощность, разрушаются компоненты поршневой группы и газораспределительного механизма мотора.

Во всех тракторных двигателях МТЗ имеется съемная головка.
Важность правильной затяжки ГБЦ
Головка блока удерживается на картере болтами, которые равномерно распределяют усилие сжатия деталей, предотвращая разрушение прокладки раскаленными газами. Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
При превышении момента затяжки происходит деформация болта и резьбы, нарезанной в теле блока. Из-за растяжения стержня соединительной детали нарушается равномерность сопряжения плоскостей головки и блока, что приводит к пробою прокладки потоком газов. Аналогичная проблема возникает, если затянуть болты крепления головки цилиндров к блоку с недостаточным усилием.
Ослабление усилия затяжки.
Затяжка болтов ГБЦ д 240 на тракторах МТЗ 80-МТЗ-82 производится после установки ГБЦ или периодической протяжки. Периодически необходимо потягивать головку блока цилиндров через каждые 1000 м/часов пробега трактора. В процессе эксплкатации происходит постоянное тепловое расширение деталей двигателя. Они подвергаются возникающим нагрузкам. Это приводит к ослаблению крепления ГБЦ.
- Прокладка головки блока сдавливается
- Просаживаются посадочные места головок крепежных болтов.
- Крепежные болты растягиваются.
В результате происходит ослабление прижатия ГБЦ к блоку цилиндров. И как следствие происходит прорыв отработанных газов из камеры сгорания. Газы имеют высокую температуру, Она может достигать выше 1000 градусов. Прокладка в местах прорыва газов прогорает. В результате приходится снимать головку блока для замены прокладки.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии. При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня.
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Нормативное усилие не должно превышать 60 Н/м, при повышенном сопротивлении вращению необходимо найти причину неисправности.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.

Установка прокладки и гбц на блок.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.

Порядок затяжки головки цилиндров двигателей Д-240, Д-243, Д-245
Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
Дизельные двигатели грузовых автомобилей и тракторов. Запасные части, регулировки и ремонт
ГРМ и клапаны дизеля Д-245
Распределительный механизм ГРМ Д-245 автомобилей ЗИЛ-5301 Бычок, ГАЗ-3309, МАЗ-4370 Зубренок состоит из распределительного вала, впускных и выпускных клапанов, а также деталей их установки и привода: толкателей, штанг, коромысел, регулировочных винтов с гайками, тарелок с сухариками, пружин, стоек и оси коромысел.
Распредвал – пятиопорный, приводится в действие от коленчатого вала через шестерни распределения. Подшипниками распределительного вала служат пять втулок, запрессованных в расточки блока.
Передняя втулка (со стороны вентилятора) из алюминиевого сплава имеет упорный бурт, удерживающий распредвал Д-245 от осевого перемещения, остальные втулки из специального чугуна. Толкатели клапанов – стальные.
Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм).
В результате того, что кулачки распредвала изготовлены с небольшим наклоном, толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Коромысла клапанов — стальные, качаются на оси, установленной на четырех стойках. Крайние стойки — повышенной жесткости.
Ось коромысел полая, имеет восемь радиальных отверстий для подвода масла к коромыслам. Перемещение коромысел вдоль оси ограничивается распорными пружинами.
Впускные и выпускные клапаны Д-245 изготовлены из жаропрочной стали. Они перемещаются в направляющих втулках, запрессованных в головку цилиндров. Каждый клапан закрывается под действием двух пружин: наружной и внутренней, которые воздействуют на клапан через тарелку и сухарики.
Уплотнительные манжеты, установленные на направляющие втулки клапанов, исключают попадание масла в цилиндры дизеля и выпускной коллектор через зазоры между стержнями клапанов и направляющими втулками. Согласованная работа топливного насоса высокого давления и механизма газораспределения обеспечивается установкой шестерен распределения по меткам в соответствии с рисунком 1.

- Рис. 1 — Схема установки шестерен ГРМ двигателя Д-245
- Основные указания по притирке клапанов дизелей Д-245
- Проверка затяжки болтов крепления головки блока цилиндров дизеля Д-245
- Проверку затяжки болтов крепления головки блока цилиндров Д-245 производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
1 — шестерня распределительного вала; 2 — промежуточная шестерня; 3 — шестерня коленчатого вала; 4 – шестерня привода топливного насоса. Отверните гайки крепления стоек оси коромысел и демонтируйте ось коромысел с пружинами и коромыслами. Отверните болты крепления головки, снимите головку. Рассухарьте клапан, снимите тарелку пружин клапана, пружины клапана, шайбы пружин клапана; с втулки направляющей клапана снимите уплотнительную манжету. Притирать клапаны на специальных станках или на стендах. На фаски клапанов или на фаски гнезд головки цилиндров нанести пасту, приготовленную из специального состава. Состав разводят в дизельном масле до сметанообразного состояния. Для повышения качества рекомендуется добавлять олеиновую или стеариновую жирную кислоту. Притирку клапанов Д-245 автомобилей ЗИЛ-5301 Бычок, ГАЗ-3309, МАЗ-4370 Зубренок продолжайте до тех пор, пока на фаске клапана и на фаске седла клапана не появится непрерывный матовый поясок шириной не менее 1,5 мм, разрывы полоски или наличие рисок не допускаются. Допускается разность ширины пояска не более 0,5 мм. После притирки клапаны и головку блока двигателя рекомендуется промыть. При сборке головки стержень клапана смазать моторным маслом. Притирку клапанов возможно производить вручную, с помощью слесарного приспособления, но трудоемкость операции притирки при этом значительно увеличивается.
— снимите колпак и крышку головки цилиндров; — снимите ось коромысел с коромыслами и стойками; — динамометрическим ключом проверьте затяжку всех болтов крепления головки блока цилиндров в последовательности, указанной на рисунке 2, и, при необходимости, произведите подтяжку. Момент затяжки — 220±10 Нм. После проверки затяжки болтов крепления головки блока цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
В двигателе используется внутренний турбинный компрессор с корректируемым воздушным потоком. Он дает возможность создавать оптимальную приемистость во время работы (рисунок 1).
Примечание: Этот показатель обеспечивает усиленный параметр крутящего момента, даже если обороты вала находятся на минимальном уровне.
Все моторы данной группы ориентированы на использование в достаточно суровых температурных условиях (от -40 до +40 градусов).
Как правило, эти мощные агрегаты устанавливают на строительную и дорожную технику, а также крупные колесные трактора, которые используются в сельском хозяйстве.
ГАЗ 53 2007, двигатель дизельный 4.0 л., 117 л. с., задний привод, механическая коробка передач — плановое ТО
Модификации
Порядок регулировки клапанов идентичен и для других модификаций серии. Среди них также Д-245-06. Двигатель имеет показатели мощности 105 лошадиных сил, четыре цилиндра и свободный атм. впуск. Модель ставится на тракторы МТЗ 100/102. В комплектации мотор оснащен СТ-142Н стартером, генератором, а также компрессором, насосом шестеренчатого типа, помпой и муфтой сцепления.
Данная установка имеет рядное местоположение цилиндров и турбинную систему наддува. Мотор устанавливается на машины МАЗ-4370 и оборудован стартером на 24 вольта, компрессором с турбиной, водяным, масляным и шестеренчатым насосом.
Муфта – однодисковая. Модификация имеет мощность 108 «лошадок» и рядное расположение цилиндров. Монтируется на ЗИЛ 130. Мотор Д-245 оснащен топливным насосом и пневматическим компрессором. В комплектацию ГРМ входят крепежные элементы, шайбы, гайки, толкатели, распредвалы, тарельчатые фиксаторы. —
Регулировка клапанов в моторе
Перед началом самостоятельной регулировки клапанов двигателя Д-245, следует изучить техническое устройство и особенности этой части мотора (рисунок 2).
У вала есть 5 опор, а движение он приводится посредством коленвала и распределительных шестеренок. Вместо рабочих подшипников применяются 5 втулок, помещенные в участки блока.
Рисунок 2. Этапы регулировки клапанов
Фронтальная втулка находится возле вентилятора. Дополнительно она оснащена буртом, который фиксирует распредвал осевых сдвигов. Другие втулки изготовлены из чугуна. Толкатели изготовлены из стали, но также усилены чугуном. Кулаки на распределительном валу имеют небольшой уклон.
Регулировка клапанов в моторах Д-245 проводится в четкой последовательности:
- Сначала снимают колпак с крышки цилиндров и определяют крепление стоек на оси коромысел.
- Далее поворачивают коленвал до перекрытия в первом цилиндре, и регулируют зазоры 4, 6, 7 и 8 клапанах.
- После этого вал поворачивают на один оборот и устанавливают перекрытие возле четвертого цилиндра и регулируют зазоры в первом, втором и третьем клапанах.
Для завершения регулировки контргайку на коромысле клапана опускают и проворачивают винт, чтобы между стержнем клапанам и бойком образовался зазор необходимого размера.
Далее контргайку затягивают и ставят на место колпак крышки цилиндров. После завершения обкатки дополнительно проверяют затяжку болтов головки цилиндра.
Для этого колпак и крышку снимают, убирают ось коромысел и с помощью динамометрического ключа проверяют затяжку болтов крепления головки цилиндров. Если они ослаблены, проводят дополнительную подтяжку.
Характеристики
Прежде чем изучить регулировку клапанов на двигателе Д-245, рассмотрим его технические параметры:
- Производитель – ММЗ (Минск).
- Тип – четырехтактный рядный дизельный мотор с рядным расположением 4 цилиндров.
- Подача топливной смеси – непосредственный впрыск.
- Компрессия – 15,1.
- Перемещение поршня – 125 мм.
- Цилиндр в диаметре – 110 мм.
- Объем рабочий – 4,75 л.
- Охлаждение – жидкостная система.
- Оборотистость – 2200 вращений в минуту.
- Средний расход топлива – 236 г/кВтч.
- Показатель мощности – 77 кВт.
- Шестерня распредвала.
- Промежуточная шестеренка.
- Зубчатый элемент коленвала.
- Колесо привода ТН.
Советы по притирке клапанов Д-245
У опытных механиков есть несколько секретов, которые помогают провести технологически правильную и качественную притирку клапанов (рисунок 3).
Во-первых, притирать клапаны Д-245 принято на специальных стендах и станках. На фаски деталей наносят специальную пасту, разведенную в дизельном топливе до консистенции жидкой сметаны. Чтобы повысить качество пасты, в нее обычно добавляют олеиновую или стеариновую кислоту.
Во-вторых, необходимо провести качественный демонтаж детали. Для этого сначала отворачивают гайки крепления стоек оси коромысел, а затем демонтируют его вместе с пружинами.
Рисунок 3. Притирку лучше проводить на станке
Аналогичным образом отворачивают болты и снимают головку. С клапанов тоже нужно снять дополнительные детали: тарелку пружин, сами пружины с шайбами, уплотнительную манжету и втулки направляющей.
В-третьих, необходимо научиться определять продолжительность притирки клапанов. Ее продолжают до тех пор, пока на фаске седла и фаске самого клапана не появится непрерывный матовый поясок, толщиной минимум 1,5 мм. Любые разрывы или черточки не допускаются, полоска должна быть сплошной и равномерной.
После завершения притирки головку блока и сами клапаны промывают. При сборке стержень клапана обязательно смазывают машинным маслом.
В целом, притирку можно проводить как вручную, так и с помощью слесарного оборудования, но трудоемкость ручных работ гораздо выше.
Проверка зазоров
Чтобы двигатель Д-245 работал корректно, проверку частей зазор проводят после каждых 15 тысяч километров пробега. Внеочередной контроль требуется после снятия головки цилиндров или в том случае, если в отсеке с клапанами появился посторонний стук (рисунок 4).
Рисунок 4. Проверка зазоров схематически
Оптимальная величина зазора холодного двигателя должна составлять 0,25 мм на впускном клапане и 0,45 мм на выпускном.
Для регулировки зазоров контргайку коромысла конкретного клапана опускают, и начинают проворачивать винт, пока не будет достигнута требуемая величина. Для проверки используют специальный ищущий щуп между бойком стержня. В конце процедуры контргайки затягивают и устанавливают на место колпак крышки.
Затяжку следует проверить после первой обкатки, а в дальнейшем – через каждые 50 тысяч километров пробега при прогретом двигателе. После контрольной обкатки регулируют зазор между клапанами и коромыслом, и затягивают фиксаторы.
Детальная пошаговая инструкция по регулировке клапанов Д-245 приведена в видео.
Особенности
Впускные и выпускные клапаны Д-245, регулировку которых рассмотрим далее, сделаны из жаропрочной стали. Размещены они в направляющих втулках, которые запрессованы в головке цилиндров. На каждый элемент воздействует пара пружин, обеспечивая его закрытие при помощи тарелок и сухарей. Попадание масла в цилиндры исключается благодаря уплотнительным манжетам, которые имеются на направляющих втулках клапанов. Также конструкция предохраняет от заливания выпускной коллектор, не давая прохода маслу через зазоры стержней клапанов и направляющих втулок.
Регулировка клапанов МТЗ: порядок работ, регулировка механизма газораспределения
Регулировка клапанов на МТЗ входит в список регламентных операций, проводимых при обслуживании сельскохозяйственной техники. От корректности настройки зависит легкость запуска, стабильность функционирования и тепловой режим работы силовой установки. Производитель рекомендует выполнять регулировку после обкатки мотора (нового или после проведения капитального ремонта), а затем повторять процедуру спустя 240-480 часов эксплуатации (зависит от модификации машины) либо при проведении ТО-2.

Зазоры клапанов Д-245, регулировка двигателя
Двигатели модели Д-245 – это 4-тактные силовые установки, оборудованные 4 цилиндрами, которые размещаются вертикально в ряд. Мотор оборудуется системой непосредственного впрыска, что обеспечивает повышенный уровень сгорания топлива, а соответственно и более высокий КПД. Однако для корректной работы силовой установки требуется своевременная регулировка клапанов двигателя Д-245.
Основные ориентиры
Помимо того, что регулировка клапанов выполняется каждые отработанные 480 моточасов и после капремонта, проводить эту операцию нужно и при каждом снятии или разборке цилиндров. Обязательно требуется процедура при образовании стука в узле, это является сигналом надвигающейся серьёзной поломки.
Важно: под процессом регулировки подразумевается выставление зазора между стенкой клапанов и бойком. На «МТЗ-80» при холодном моторе этот параметр не должен быть выше номинального параметра на 0,25 мм.
Специфика выставления зазора
Эта процедура подразумевает регулирование расстояния между торцевой поверхностью клапанов и бойком. Для работы используется специальный измерительный прибор – щуп. Вся суть операции заключается во вкручивании или выкручивании болтов. Их регулируют, пока щупы не станут входить в образовавшийся зазор при совершении небольшого физического усилия.
Важно: нельзя, чтобы измерительные приборы туго зажимались. В сервисе для регулировки цилиндровых элементов трактора «МТЗ-80» используются щупы 0,35 мм
Двигатель Д-245: Технические характеристики

Все модификации дизельного двигателя «Д-245» Минского моторного завода – это 4-х тактные поршневые четырехцилиндровые моторы. Расположение цилиндров в них рядное, вертикальное, впрыск дизтоплива непосредственный, с воспламенением от сжатия. Первоначально это был типично тракторный двигатель – для тракторов «Беларус МТЗ-100, -102, -890, -892», виброкатков «ВГ-1201» рыбинского завода «Дормаш», прочей дорожной техники. Силовыми агрегатами «Д-245» укомплектована продукция Орловского завода погрузчиков и Тверского экскаваторного завода, Петрозаводского Онежского тракторного завода. Но форсированные версии данного мотора нашли широкое применение в среднетоннажных грузовиках, начиная с «ЗИЛ-5301 «Бычок», и в автобусах.
Об истории модели
«Д-245» – разработка начала 80-х годов ХХ века конструкторского бюро Минского моторного завода. При создании данного мотора специалисты опирались на богатый опыт производства и эксплуатации двигателей «Д-240», для самой массовой в истории модели колёсного трактора – «МТЗ-80». В серийное производство мотор «Д-245» поступил в 1984-м году. В этот знаменательный для ММЗ год с его конвейера сошёл трёх миллионный дизельный двигатель.

Трактор «Беларус МТЗ-102».
С приватизацией московского Завода имени Лихачёва и началом производства на нём грузовиков нового формата – «ЗИЛ-5301 «Бычок», именно тракторный «Д-245» был выбран в качестве двигателя для этой модели. В течение 1992-1993 годов на ММЗ была разработана первая автомобильная версия простого, надёжного, выносливого и недорогого «Д-245». Первая автомобильная модификация «Д-245.1» была предназначена именно для поставок на АМО «ЗИЛ».
В последующие 90-е годы в конструкцию данной версии вносились различные изменения и доработки, с учётом опыта эксплуатации, и выпускались новые авто-модификации для грузовиков и автобусов: «Д-245.9», «Д-245.12», «Д-245.20»

В 1999 году был запущен в серийное производство тракторный дизель «Д-245.16», специально для тракторов-трелёвочников «Онежец» Петрозаводского ОТЗ. В 2000 году – освоили серийный выпуск тракторного двигателя «Д-245.2». В 2001-м году администрация УП «ММЗ» получила на автомобильные версии «Д-245» сертификаты соответствия стандартам «Евро-2» (правилам ЕЭК ООН 24-03, 85, 49-02В). В том же году договор на поставку двигателей «Д-245» был заключён с Днепропетровским Южным машиностроительным заводом. А на престижном Московском автосалоне в августе 2001 года были представлены моторы «Д-245.11 Е2» и «Д-245.30 Е2» для грузовиков и автобусов.
На параде победы 2005 года, посвященном 60-летию победы в Великой Отечественной войне, по Красной площади прошли стилизованные под военное время автомобили. Все они были изготовлены на Лихачёвском автозаводе и укомплектованы силовыми агрегатами «Д-245.9».

В том же 2005-м году первые опытные образцы двигателей «Д-245», отвечающих экологическим стандартам уже «Евро-3», были поставлены «ГАЗ»у, «ЗИЛ»у, «МАЗ»у.
В 2016 двигатель «Д-245.35Е5» экологического стандарта «Евро-5» выдержал соответствующую сертификацию, результаты которой признаются во всех европейских странах, присоединившихся к Женевскому соглашению.
Устройство дизельного двигателя «Д-245»
Основные сборочные единицы, системы, узлы и детали дизеля «Д-245» таковы:
- корпус (блок цилиндров и подвеска);
- газораспределительный механизм (головка цилиндров, клапаны и толкатели клапанов, крышка головки цилиндров, выпускной тракт (коллектор), распределительный механизм);
- кривошипно-шатунный механизм (поршни, шатуны, коленчатый вал и маховик»;
- система смазки (сапун, масляный картер, приёмник маслонасоса и сам масляный насос, фильтр масляный с жидкостно-масляным теплообменником, маслопроводы турбокомпрессора);
- система питания (топливные трубопроводы и топливная аппаратура, фильтры тонкой и грубой очистки, воздухоочиститель и воздухоотводящий тракт);
- система охлаждения (насос, термостат, вентилятор).

В целях повышения технико-экономических показателей мотора, в системе впуска был применён турбонаддув с промежуточным охлаждением наддувочного воздуха. Добавление в конструкцию наддува турбокомпрессора с регулируемым давлением наддува позволило получить лучшую приёмистость, которая обеспечена усиленным значением крутящего момента, при малом значении частоты вращения коленвала; а также должный уровень соответствия стандартам содержания вредных выбросов в выхлопных газах.
Для гарантии бесперебойного запуска мотора при низких температурах на улице в головке дизеля смонтированы свечи накаливания, плюс имеющийся на данных двигателях жидкостно-масляный теплообменник обеспечивает быстрое достижение оптимальной температуры масла в системе смазки, с поддержанием её на нужном уровне во время работы.
Блок цилиндров
Это основная корпусная деталь дизеля – жёсткая чугунная отливка. В вертикальных расточках БЦ размещены четыре гильзы, съёмные, изготовленные из чугуна специальной марки. Между стенками блока цилиндров и гильзами происходит циркуляция охлаждающей жидкости.
Конструкция блока цилиндров предусматривает наличие приливов с крышками для пяти подшипников распредвала; масляного канала, от которого смазка поступает к этим подшипникам и подшипникам коленвала; форсунки в н части 2-й и 4-й опор – для охлаждения поршней масляными струями.

Наружные поверхности БЦ имеют привалочные плоскости – для крепления масляного фильтра, водяного насоса, топливных фильтров, щита распределения.
Головка блока цилиндров
Это чугунная отливка, имеющая во внутренних полостях клапаны впускные и выпускные. Впускные – с винтовым профилем. Для осуществления отвода тепла в головке цилиндров предусмотрены внутренние полости, для циркуляции охлаждающей жидкости. Сёдла клапанов головки цилиндров выполнены из сплава, имеющего жаропрочные и износостройкие свойства.

Сверху на головке цилиндров смонтированы стойки, ось коромысел + коромысла, крышка головки, впускной коллектор, и закрывающий клапанный механизм колпак крышки. Слева (со стороны топливного насоса) находятся четыре форсунки в головке, а также четыре свечи накаливания; справа – закреплён выпускной коллектор. Уплотняет соединение головки и блока цилиндров прокладка из безасбестового полотна, которое армировано перфорированным стальным листом.
Кривошипно-шатунный механизм
На стальном коленчатом валу имеется 5 коренных и 4 шатунные шейки. В шатунных шейках коленвала есть полости для дополнительно-центробежной очистки масла. Полости шеек прикрываются резьбовыми заглушками.

Шатун стальной, двутаврового сечения, с втулкой, запрессованной в верхнюю головку. Верхняя головка шатуна и втулка имеют отверстия для смазки поршневого пальца. Вкладыши коренных и шатунных подшипников коленвала выполнены из биметаллической полосы. Маховик изготавливается из чугуна и крепится к фланцу коленвала болтами.
Газораспределительный механизм
В его составе – распределительный вал, впускные и выпускные клапаны, и элементы их установки и привода: толкатели, штанги, коромысла, регулировочные винты с гайками, тарелки с сухариками, пружины, стойки и оси коромысел.
Распредвал является пятиопорным, и приводится в действие от коленвала через шестерни распределения. Функции подшипников распредвала выполняют 5 втулок, которые запрессованы в расточки блока. Втулка передняя (со стороны вентилятора), из алюминиевого сплава,снабжена упорным буртом, который удерживает распределительный вал от осевого перемещения, остальные втулки сделаны из специального чугуна.

Толкатели, штанги и коромысла – стальные. Впускные и выпускные клапаны сделаны из жаропрочной стали. Клапаны выполняют перемещения в направляющих втулках, которые запрессованы в головку цилиндров. Закрывается каждый клапан под действием 2-х пружин: наружной и внутренней, воздействующих на него через тарелку и сухарики.
Система смазки
Система смазки дизеля «Д-245» является комбинированной: часть деталей и механизмов смазывается под давлением, и часть – разбрызгиванием.Под давлением, нагнетаемым маслонасосом, смазываются подшипники коленчатого и распределительного валов, втулка промежуточной шестерни, шатунный подшипник коленвала компрессора, механизм привода клапанов (коромысла) и подшипник вала турбокомпрессора. Гильзы и поршни, поршневые пальцы и штанги, толкатели и кулачки распредвала, а также привод насоса топливного смазываются разбрызгиванием масла.
Топливный насос высокого давления
ТНВД дизеля «Д-245» – блочная конструкция, которая состоит из четырёх насосных секций в одном корпусе. Он имеет кулачковый привод плунжеров и золотниковое дозирование цикловой подачи топлива. Топливный насос высокого давления подаёт дозированные порции дизтоплива в камеры сгорания цилиндров. Привод кулачкового вала ТНВД осуществляется от коленвала через шестерни распределения.

Система охлаждения
Система охлаждения на двигателях «Д-245» – закрытого типа, с принудительной циркуляцией охлаждающей жидкости от центробежного насоса. Водяной насос приводится в действие клиновым ремнём от шкива коленвала. Температура охлаждающей жидкости в системе контролируется дистанционным термометром, датчик которого расположен в головке цилиндров. В крышке корпуса термостата имеется датчик светового сигнализатора аварийной температуры охлаждающей жидкости.
Есть 2 варианта установки вентилятора на дизеле «Д-245»: без проставки, либо с проставкой. Возможна установка вентилятора с электромагнитной или вязкостной муфтой его отключения.
Устройство пуска, генератор, компрессор, насос шестерённый, муфта сцепления
Устройство пуска дизельного двигателя «Д-245» состоит из электростартера номинальным напряжением 24 или 12 V. Стартер является электродвигателем постоянного тока со смешанным возбуждением, с электромагнитным реле и механизмом привода.
Есть блокировка стартера после пуска силового агрегата – он автоматически отключается при частоте вращения коленчатого вала 900-1000 об/мин и не включается при работающем дизеле.

На дизелях «Д-245» устанавливают одноцилиндровый воздушного либо 2-х цилиндровый водяного охлаждения компрессор поршневого типа. Компрессор нагнетает сжатый воздух в пневматическую систему привода тормозов и других потребителей транспортного средства.Воздух в цилиндр(ы) компрессора поступает из впускного патрубка двигателя.
Для обеспечения системы гидрофицированного управления транспортным средством служит на силовом агрегате шестерённый насос. Он приводится в действие от распределительных шестерён двигателя.
Муфта сцепления на моторах«Д-245» используется фрикционная, однодисковая сухая, постоянно-замкнутого типа.
Модификации двигателя «Д-245»
В официальном каталоге – прайс-листе Минского моторного завода значатся следующие серийные двигателя «Д-245», которые производятся в настоящее время для комплектования как выпускаемых, так и снятых с производства тракторов, грузовиков, автобусов:
- «Д-245.5-664» (ТУ 23.1.365-84, модель «Д-245.7Е2»);
- «Д-245.7-363» (ТУ РБ 05786459.097-98, модель «Д-245.7Е2»);
- «Д-245.7-364» (ТУ РБ 05786459.097-98, модель «Д-245.7Е2»);
- «Д-245.7Е2-254» (ТУ BY 101326441.126-2005, модель «Д-245.7Е2»);
- «Д-245.7Е3-1049» (ТУ BY 101326441.150-2007, модель «Д-245.7Е3»);
- «Д-245.7Е3-1062» (ТУ BY 101326441.150-2007, модель «Д-245.7Е3»);
- «Д-245.7Е3-1137» (ТУ BY 101326441.150-2007, модель «Д-245.7Е3»);
- «Д-245.7Е3-1138» (ТУ BY 101326441.150-2007, модель «Д-245.7Е3»).

Модификации «Е3» оснащены системой турбонаддува с охлаждением наддувочного воздуха. Их масса меньше, 455 кг.
Технические характеристики «Д-245» в цифрах (общие для всех модификаций)
- Число и расположение цилиндров – 4L;
- Рабочий объём – 4,75 л;
- Диаметр цилиндра – 110 мм, ход поршня – 125 мм;
- Тип системы газообмена – ТW;
- Степень сжатия – 17,1;
- Номинальная мощность – 90 кВт, или 122,4 л.с.;
- Номинальная частота вращения – 2400 об/мин;
- Максимальный крутящий момент – 422 Н.м, или 43,1 кгс м;
- Частота вращения при максимальном крутящем моменте – 1500об/мин;
- Удельный расход топлива – 210 г/кВт ч, или 154 г/л.с.ч;
- Масса – от 600 до 640 кг

Отзывы владельцев техники с «Д-245»
В интернете немало отзывов о эксплуатации техники с двигателями «Д-245» (в основном – среднетоннажных грузовиков «ЗИЛ Бычок» и «ГАЗ Валдай». Отмечается, что в плане надёжности и долговечности мотор хороший, но качество обработки и сборки деталей, а также запасных частей к «Д-245» зачастую не дотягивает до должного уровня. В итоге – повышенные шумность и вибрация, постоянные потёки масла («шумит, трясётся как паралитик и разбирает сам себя»; «менять прокладки и уплотнители практически бесполезно, проще забить на сопли и тупо доливать масло»).

Моторы «Д-245 Е3» с «КоммонРэйлом» неплохо показали себя на «МАЗ»ах 5-тонниках, автобусах и «Валдаях». Эти турбированные двигатели едут довольно бодро, демонстрируя расход дизтоплива 17-18 литров на 100 км, при скорости около 90 км/ч. Могут ехать и быстрее, но тогда расход горючего будет больше. Прежние автомобильные «Д-245» на «Бычках», по отзывам владельцев, были, конечно, довольно «унылыми» в работе, особенно в сочетании с ЗИЛовской КПП. Не всегда хватало тяги и крутящего момента при загруженной машине. Те движки все были очень шумными и дающими сильную вибрацию на кузов автомобиля.

Современные «Д-245» с турбонаддувом успешно конкурируют с аналогами зарубежных компаний – четырёхцилиндровыми двигателями «Камминз» и «Дойтц», причём не только по цене, но и по качеству.
Стоимость двигателя «Д-245» в 2018 году
Новый двигатель «Д-245» «тракторный» стоит в районе 180 000 рублей, «автомобильный» – от 220 000 до 280 000 рублей, в зависимости от комплектации. Подержанный или после капитального ремонта мотор «Д-245» можно приобрести за 90-150 тысяч рублей.
Читайте также: