Добавил пользователь Алексей Ф.
Обновлено: 04.10.2024
Сборка двигателя Ваз-21213
Установка поршня с поршневыми кольцами при помощи втулки для обжима колец и центрирующие втулки головки цилиндров (показаны стрелками)
Установка поршня с поршневыми кольцами
Установка поршня с поршневыми кольцами при помощи втулки для обжима колец и центрирующие втулки головки цилиндров (показаны стрелками)
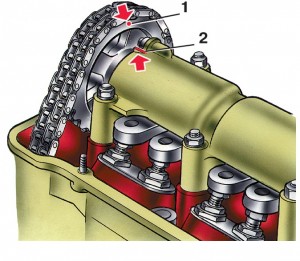
Проверка совпадения установочной метки на звездочке распределительного вала с меткой на корпусе подшипников
1 – метка на звездочке;
2 – метка на корпусе подшипников
Установка масляного насоса
1 – масляный насос;
2 – фиксатор сливной трубки;
3 – сливная трубка маслоотделителя Метки на крышках коренных подшипников
Cчет опор ведется от передней части двигателя.
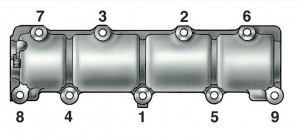
Порядок затягивания болтов головки цилиндров
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Установите на стенд чистый блок и заверните в него отсутствующие шпильки. 2. Смажьте моторным маслом вкладыши подшипников и упорные полукольца коленчатого вала, а также поршни и сальники. При сборке двигателя после ремонта устанавливайте новые сальники коленчатого вала. 3. Уложите в гнездо среднего подшипника и в его крышку вкладыши без канавки на внутренней поверхности. В остальные гнезда блока цилиндров уложите вкладыши с канавкой, а в соответствующие крышки – вкладыши без канавки.
4. Уложите в коренные подшипники коленчатый вал и вставьте в гнезда задней опоры два упорных полукольца.
Предупреждение Полукольца должны быть обращены канавками в сторону упорных поверхностей коленчатого вала (со стороны канавок на поверхность полукольца нанесен антифрикционный слой).
С передней стороны задней опоры ставьте сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
5. Установите крышки коренных подшипников в соответствии с метками, которые нанесены на их наружной поверхности (см. рис. Метки на крышках коренных подшипников). Затяните болты крепления крышек.
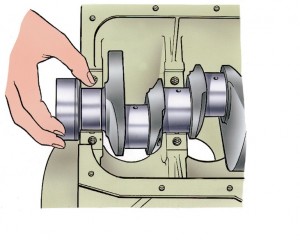
6. Проверьте осевой свободный ход коленчатого вала. Для этого установите индикатор на магнитной подставке и вставьте концы двух отверток, как показано на рисунке. 7. Перемещая вал отвертками замерьте индикатором осевой свободный ход вала. Он должен быть в пределах 0,06–0,26 мм. 8. Если свободный ход больше, то приведите его в норму, заменив старые полукольца новыми или установив полукольца увеличенной толщины.
9. Наденьте на фланец коленчатого вала прокладку держателя заднего сальника, а в гнезда держателя вложите болты крепления передней крышки картера сцепления. 10. Наденьте держатель с сальником на оправку 41.7853.4011, и, передвинув его с оправки на фланец коленчатого вала, прикрепите к блоку цилиндров.
Предупреждение Отверстие для пальца на поршне смещено от оси на 1,2 мм, поэтому при установке поршней в цилиндры стрелка на днище поршня должна быть обращена в сторону привода распределительного вала.
15. Установите вкладыши в шатуны и крышки шатунов. 16. Установите шатуны и крышки на шейки коленчатого вала и затяните шатунные болты. Крышки шатунов необходимо устанавливать так, чтобы номер цилиндра на крышке находился против номера цилиндра на нижней головке шатуна. 17. Установите на коленчатый вал звездочку. 18. Установите валик привода масляного насоса и закрепите упорным фланцем. 19. Вставьте в блок цилиндров две центрирующие втулки и установите по ним прокладку головки цилиндров.
Предупреждение При сборке двигателя необходимо всегда устанавливать новую прокладку под головку цилиндров. Использование бывшей в употреблении прокладки не допускается.
Перед установкой прокладки необходимо удалить все масло с сопрягаемых поверхностей блока и головки цилиндров. Прокладка должна быть чистой и сухой. Попадание масла на поверхность прокладки не допускается. При попадании масла – обезжирить прокладку.
20. Поверните коленчатый вал так, чтобы поршни находились в средней части цилиндров. 21. Установите по двум центрирующим втулкам на блоке головку цилиндров в сборе с клапанами, выпускным коллектором и впускной трубой. 22. Затяните болты крепления головки цилиндров в определенной последовательности (см. рис. Порядок затягивания болтов головки цилиндров). 23. Чтобы обеспечить надежное уплотнение и исключить подтяжку болтов при техническом обслуживании автомобиля, болты крепления головки цилиндров затягивайте в четыре приема: – 1-й прием – затяните болты 1–10 моментом 20 Н·м (2 кгс·м); – 2-й прием – затяните болты 1–10 моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м), а болт 11 – моментом 31,36–39,1 Н·м (3,2–3,99 кгс·м); – 3-й прием – доверните болты 1–10 на 90°; – 4-й прием – снова доверните болты 1–10 на 90°;
Предупреждение Болты крепления головки цилиндров допускается повторно применять только в том случае, если стержень болта вытянулся не более, чем до 120 мм. Если длина болта больше, то замените его новым.
Перед сборкой двигателя заблаговременно смажьте резьбу и головки болтов, окунув их в моторное масло. Затем дайте стечь излишкам масла, выдержав болты не менее 30 мин. Удалите масло из отверстий под болты в блоке цилиндров.
24. Поверните маховик в такое положение, чтобы метка на звездочке коленчатого вала совпала с меткой на блоке цилиндров.
25. Проверьте, на месте ли установочные втулки корпуса подшипников распределительного вала. 26. Установите звездочку на распределительный вал, собранный с корпусом подшипников, и поверните вал так, чтобы метка на звездочке находилась против метки на корпусе подшипников . 27. Снимите звездочку и, не изменяя положения вала, установите корпус подшипников на головку цилиндров так, чтобы установочные втулки вошли в гнезда корпуса подшипников.
28. Закрепите корпус подшипников, затягивая гайки в последовательности, указанной на рисунке. 29. Установите на головке цилиндров успокоитель цепи. 30. Наденьте цепь на звездочку распределительного вала и введите в полость привода, устанавливая звездочку так, чтобы метка на ней совпала с меткой на корпусе подшипников. Болт звездочки не затягивайте до упора. 31. Установите звездочку на валик привода масляного насоса, также не затягивая окончательно болт крепления. 32. Установите звездочку на валик привода масляного насоса, также не затягивая окончательно болт крепления 33. Установите башмак натяжителя цепи и натяжитель, не затягивая колпачковую гайку, чтобы пружина натяжителя могла прижать башмак; заверните в блок цилиндров ограничительный палец цепи. 34. Поверните коленчатый вал на два оборота в направлении вращения, что обеспечит нужное натяжение цепи; проверьте совпадение меток на звездочках с метками на блоке цилиндров и на корпусе подшипников 35. Если метки совпадают, то заблокировав маховик фиксатором А.60330/R , окончательно затяните болты звездочек, колпачковую гайку натяжителя цепи и отогните стопорные шайбы болтов звездочек; если метки не совпадают, то повторите операцию по установке цепи. 36. Отрегулируйте зазор между кулачками распределительного вала и рычагами привода клапанов.
37. Установите крышку привода распределительного вала с прокладкой и сальником на блоке цилиндров, не затягивая окончательно болты и гайки крепления. 38. Оправкой 41.7853.4010 отцентрируйте положение крышки относительно конца коленчатого вала и затяните окончательно гайки и болты ее крепления. 39. Установите шкив привода генератора и насоса и закрепите его гайкой. 40. Установите масляный фильтр с прокладкой, вручную привернув его к штуцеру на блоке цилиндров. 41. Установите маслоотделитель вентиляции картера, крышку сапуна и закрепите фиксатор сливной трубки маслоотделителя. 42. Установите масляный насос и масляный картер с прокладкой. 43. Установите насос охлаждающей жидкости, кронштейн генератора и генератор. 44. Наденьте ремень на шкивы и отрегулируйте его натяжение. 45. Установите на головке цилиндров подводящую трубку радиатора отопителя и выпускной патрубок охлаждающей рубашки. 46. Прикрепите к насосу охлаждающей жидкости и выпускному коллектору отводящую трубку радиатора отопителя. 47. Установите датчики контрольных приборов. 48. Установите шестерню привода масляного насоса и датчика-распределителя зажигания, а затем датчик-распределитель зажигания. Заверните свечи зажигания, установите на них ключ 67.7812.9515 и затяните динамометрическим ключом. 49. Установите топливный насос в соответствии с указаниями подраздела 2.14.3. 50. Установите карбюратор и присоедините к нему шланги. Закройте карбюратор сверху технологической заглушкой.
Предупреждение Не допускается крепление (или подтягивание гаек) нагретого карбюратора.
51. Установите крышку головки цилиндров с прокладкой и кронштейном топливопровода. 52. Установите воздушный фильтр, для чего закрепите на корпусе воздушного фильтра шланги, установите на карбюратор корпус фильтра с прокладкой, затем установите опорную пластину и закрепите корпус гайками. 53. Установите фильтрующий элемент и закрепите крышку фильтра. 54. Подключите провода высокого напряжения к датчику-распределителю зажигания и к свечам зажигания. 55. Залейте моторное масло в двигатель через горловину на крышке головки цилиндров.
Как заменить поршня и кольца на автомобиле Нива ВАЗ-21213, ВАЗ-21214
При необходимости демонтаж ШПГ двигателя можно выполнить на автомобиле, не снимая двигатель. Работу проводим на смотровой канаве или подъемнике.
Головкой «на 14» отворачиваем две гайки крепления крышки шатуна (поршень при этом должен находиться в НМТ).
Молотком с пластмассовым бойком (или молотком с бойком из мягкого металла) наносим легкие удары по боковым поверхностям крышки, чтобы ослабить ее посадку на шатунных болтах.
Снимаем крышку шатуна
Сдвигаем шатун вверх
Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем шатун вверх до выхода поршня из цилиндра и вынимаем поршень с шатуном в сборе.
Аналогично демонтируем поршни с шатунами других цилиндров
Зажимаем шатун в тиски с накладками губок из мягкого металла.
Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца и снимаем верхнее компрессионное кольцо.
Таким же образом снимаем нижнее компрессионное кольцо
Извлекаем два диска масляного кольца.
Снимаем расширитель маслосъемного кольца.
Для снятия поршня с шатуна поддеваем отверткой стопорное кольцо поршневого пальца и извлекаем его из кольцевой канавки поршня.
Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец, извлекаем его из отверстия в поршне.
Снимаем поршень с верхней головки шатуна.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы.
Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр
Проверка и сборка шатунно-поршневой группы
1. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника).
2. Очистите от нагара канавки под поршневые кольца, обломком старого компрессионного кольца, вращая его.
3. Осмотрите поршни, шатуны, крышки: на них не должно быть трещин.
4. Осмотрите вкладыши. Если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми.
Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 52,4 мм от днища поршня.
По результатам замеров определите зазор между поршнем и цилиндром и при необходимости подберите новые поршни к цилиндрам.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм.
Его определяют промером цилиндров и поршней и обеспечивают установкой поршней того же класса, что и цилиндры.
Максимально допустимый зазор (при износе деталей) 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни к цилиндрам: зазор должен быть максимально приближен к расчетному.
Вставьте смазанный моторным маслом палец в отверстие бобышки поршня.
Палец свободно вращается в бобышках поршня и в верхней головке шатуна.
По наружному диаметру пальцы делятся на три категории через 0,004 мм.
Категория указывается краской на торце пальца:
1-я (синяя метка) – 21,982–21,986 мм;
2-я (зеленая метка) – 21,986–21,990;
3-я (красная метка) – 21,990–21,994.
Палец должен плотно, но без заедания входить в отверстия бобышки и шатуна от усилия большого пальца.
Поверните поршень осью пальца вертикально.
Палец не должен выпадать из бобышки.
Выпадающий из бобышки палец замените другим, следующей категории.
Если в поршне палец третьей категории, замените поршень с пальцем.
Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку
Номинальный (расчетный) зазор составляет:
– для верхнего (первого) компрессионного кольца 0,04–0,07 мм;
– для второго компрессионного кольца 0,03–0,06 мм;
– для маслосъемного кольца 0,02–0,05 мм.
Предельно допустимые зазоры при износе – 0,15 мм.
Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.
Чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем
Зазор должен составлять 0,25–0,45 мм для всех новых колец.
Предельно допустимый при износе зазор – 1,0 мм. Если зазор недостаточный, спилите стыковые поверхности кольца.
Если зазор превышает допустимый, замените кольцо.
Поршни к цилиндрам подбираются по классам.
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).
Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца. (Не путать со сборкой ШПГ на классике, где применяется подогрев шатуна при запрессовке поршневого пальца!).
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
Наденьте поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием в верхней головке шатуна.
Усилием руки протолкните смазанный моторным маслом палец в отверстия поршня и шатуна
Если нужно заменить поршня, то нужно проверить массу поршней.
Вес поршней не должен отличаться друг от друга более чем на ± 2,5 г.
Можно подогнать их по массе удалением металла в показанном месте с обеих сторон поршня.
Глубина снятия металла не должна превышать 4,5 мм, считая от номинальной высоты поршня 59,4 мм.
По ширине съем металла ограничивается диаметром 70,5 мм.
Измерьте нутромером внутренний диаметр Dв посадочного места шатуна в сборе с крышкой.
Перед измерением нужно затянуть гайки шатунных болтов моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Вставьте в проточки бобышек поршня стопорные кольца и дополнительно смажьте палец моторным маслом через отверстия в бобышках поршня.
Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Набором плоских щупов проверяем зазор в замке поршневого кольца.
Смазываем моторным маслом канавки на поршнях. Устанавливаем на поршни кольца.
Если на кольце около замка нанесена метка «ВЕРХ» или «ТОР», то кольцо устанавливаем меткой вверх. Кольца должны проворачиваться в канавках свободно без заеданий. Располагаем кольца следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
- замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
- замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Проверка на деформацию шатуна
Перед установкой собранной шатунно-поршневой группы на двигатель, нужно проверить параллельность осей группы специальным прибором или подобным, показанным на рисунке.
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4.
Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты — углом или верхним концом).
Зазор не должен превышать 0,4 мм. Если зазор больше — замените шатун.
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.
Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр. Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.
При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна.
Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик с выемкой на шатуне.
Головкой на 17 отворачиваем три болта крепления к блоку цилиндров кронштейна редуктора переднего моста.
. и снимаем кронштейн.
Головкой на 13 отворачиваем четыре гайки крепления к блоку цилиндров кронштейна левой опоры силового агрегата.
. и снимаем кронштейн в сборе с подушкой. После снятия кронштейнов на их крепежные шпильки и резьбовые отверстия в блоке цилиндров монтируем плиту разборочного стенда и закрепляем двигатель на стенде. Снимаем сцепление (см. Замена ведомого и ведущего дисков сцепления). Снимаем маховик и крышку картера сцепления (см. Замена заднего сальника коленчатого вала).
Головкой на 13 отворачиваем четыре гайки крепления к блоку цилиндров кронштейна правой опоры силового агрегата.
. и снимаем кронштейн с подушкой.
Головкой на 17 отворачиваем три болта крепления к блоку цилиндров кронштейна генератора.
. и снимаем кронштейн.
Круглогубцами ослабляем хомут крепления к патрубку отводящей трубки радиатора отопителя шланга отвода охлаждающей жидкости от дроссельного узла (двигатель ВАЗ-21214) или от блока подогрева карбюратора (ВАЗ-21213).
Снимаем шланг с патрубка отводящей трубки.
Головкой на 10 отворачиваем две гайки крепления фланца отводящей трубки радиатора отопителя к корпусу насоса охлаждающей жидкости.
Отвернув гайку крепления кронштейна трубки к выпускному коллектору (см. Замена прокладки впускной трубы и выпускного коллектора впрыскового двигателя).
. снимаем отводящую трубку радиатора отопителя и ее уплотнительную прокладку.
Головкой на 13 отворачиваем три болта крепления насоса охлаждающей жидкости к блоку цилиндров.
. и снимаем насос охлаждающей жидкости в сборе и его прокладку.
На впрысковом двигателе демонтируем головку блока цилиндров в сборе с ресивером, впускной трубой и выпускным коллектором (см. Снятие и разборка головки блока цилиндров впрыскового двигателя). На карбюраторном двигателе головку блока цилиндров снимаем в сборе с карбюратором, впускной трубой и выпускным коллектором (см. Снятие и разборка головки блока цилиндров карбюраторного двигателя). Снимаем маслоотделитель системы вентиляции картера, поддон картера и масляный насос (см. соответствующие разделы).
Головкой на 10 отворачиваем шесть болтов крепления держателя заднего сальника коленчатого вала к блоку цилиндров.
Поддеваем отверткой за приливы держатель заднего сальника.
. и снимаем держатель в сборе с сальником.
Из пазов держателя сальника извлекаем два специальных болта (с квадратными головками) крепления крышки картера сцепления.
Снимаем прокладку держателя заднего сальника.
Снимаем крышку привода распределительного вала, демонтируем цепь, звездочку коленчатого вала, валик привода масляного насоса, башмак натяжителя цепи (см. соответствующие разделы). Накидным ключом на 10 отворачиваем болт крепления кронштейна сливной трубки маслоотделителя системы вентиляции картера двигателя.
Головкой на 14 отворачиваем две гайки крепления крышки шатуна (поршень при этом должен находиться в НМТ).
Постучав по боковым поверхностям крышки молотком с пластмассовым бойком.
. снимаем крышку шатуна.
Вынимаем нижний вкладыш шатунного подшипника из крышки.
Опираясь на торцы стержней шатунных болтов, сдвигаем нижнюю головку шатуна с шатунной шейки коленчатого вала.
Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем поршень в цилиндр.
. и вынимаем поршень с шатуном из цилиндра.
Вынимаем верхний вкладыш подшипника из головки шатуна. Аналогичным образом извлекаем поршни с шатунами из других цилиндров. Зажимаем шатун в тиски с накладками губок из мягкого металла.
Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца.
Таким же образом вынимаем второе стопорное кольцо пальца. Сдвинув поршневой палец.
. извлекаем его из отверстия в поршне.
Снимаем поршень с верхней головки шатуна.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы. Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр.
Головкой на 17 отворачиваем два болта крепления крышки коренного подшипника коленчатого вала.
Снимаем крышку коренного подшипника.
Вынимаем из крышки нижний вкладыш коренного подшипника.
Таким же образом снимаем еще четыре крышки коренных подшипников.
Вынимаем коленчатый вал из блока цилиндров.
Вынимаем из проточек задней опоры блока цилиндров упорные полукольца.
После разборки двигателя тщательно промываем бензином и очищаем от нагара детали для проверки их технического состояния. Для определения износа цилиндров.
. нутромером измеряем диаметр цилиндра в четырех поя-сах и двух плоскостях (параллельно и перпендикулярно оси коленчатого вала).
Для определения износа юбки поршня.
. микрометром измеряем диаметр в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 55 мм от днища поршня.
Микрометром измеряем диаметры.
. и коренных шеек коленчатого вала.
Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если их износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски. После шлифования шеек коленчатого вала.
. необходимо удалить заглушки масляных каналов.
. тщательно промыть каналы для удаления остатков абразива и продуть сжатым воздухом. Шлифовку шеек коленчатого вала, удаление и установку новых заглушек проводим на СТО. Собираем двигатель в обратной последовательности. Устанавливаем новые вкладыши подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек). В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем верхние вкладыши коренных подшипников с проточками.
. а в третью опору — вкладыш без проточки на внутренней поверхности (такой же, как в крышках коренных подшипников).
Смазываем вкладыши коренных подшипников моторным маслом и укладываем коленчатый вал в опоры.
Вставляем в проточки пятой опоры упорные полукольца, смазанные моторным маслом.
С передней стороны пятой опоры устанавливаем сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
Поверхности полуколец с антифрикционным покрытием (на них выполнены пазы) должны быть обращены к упорным поверхностям коленчатого вала.
Устанавливаем крышки коренных подшипников в соответствии с метками, нанесенными на их наружной поверхности (счет ведется со стороны привода распределительного вала).
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).
Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище.
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала. При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца. Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Набором плоских щупов проверяем зазор в замке поршневого кольца.
Смазываем моторным маслом канавки на поршнях. Устанавливаем на поршни кольца.
Если на кольце около замка нанесена метка ВЕРХ или ТОР, то кольцо устанавливаем меткой вверх. Кольца должны проворачиваться в канавках свободно без заеданий. Располагаем кольца следующим образом: замок верхнего компрессионного кольца ориентируем под углом 45 к оси поршневого кольца; замок нижнего компрессионного кольца — под углом 180 к оси замка верхнего кольца; замок маслосъемного кольца — под углом 90 к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку). Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.
Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку.
. и, стягивая оправку, сжимаем поршневые кольца. Устанавливаем поршень с шатуном в цилиндр.
Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.
При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна.
Гайки крепления шатуна затягиваем предписанным моментом (см. Моменты затяжки резьбовых соединений). Дальнейшую сборку проводим в последовательности обратной разборке. Уплотнительные прокладки и сальники заменяем новыми.
При установке маховика ориентируем его так, чтобы установочная (конусная лунка), расположенная на задней плоскости маховика рядом с зубчатым венцом, располагалась напротив шатунной шейки четвертого цилиндра.
Разборка двигателя Нивы ВАЗ 21213 для ремонта
Сборка двиг. 21213 Нивы. На запчасти 5800 руб. Всего-То.
Так двигатель ВАЗ для нивы никто еще не собирал
Разборка двигателя 21213 Нива.
Переборка двигателя ВАЗ 21213.
Блок цилиндров внедорожника Нива 21213
На вкладышах нельзя производить никаких подгоночных операций. При задирах, рисках или отслоениях замените вкладыши новыми.
Зазор между вкладышами и шейками коленчатого вала проверяют расчетом (промерив детали). Удобно для проверки зазора пользоваться калиброванной пластмассовой проволокой. В этом случае метод проверки следующий:
тщательно очистите рабочие поверхности вкладышей и соответствующей шейки и положите отрезок пластмассовой проволоки на ее поверхность;
установите на шейке шатун с крышкой или крышку коренного подшипника (в зависимости от вида проверяемой шейки) и затяните гайки или болты крепления. Гайки шатунных болтов затягивайте моментом 51 Н·м (5,2 кгс·м), а болты крепления крышек коренных подшипников — моментом 80,4 Н·м (8,2 кгс·м);
снимите крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определите величину зазора (рис. 2-38).
Номинальный расчетный зазор составляет 0,02-0,07 мм для шатунных и 0,026-0,073 мм для коренных шеек. Если зазор меньше предельного (0,1 мм для шатунных и 0,15 мм для коренных шеек), то можно снова использовать эти вкладыши.
При зазоре, большем предельного, замените на этих шейках вкладыши новыми.
Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины).
Коленчатый вал — шлифовать или ремонтировать?
Данная статья универсальна и информативна для любой марки автомобиля.
Коленчатый вал автомобильного двигателя, безусловно, является одной из самых нагруженных деталей, работая в условиях знакопеременных нагрузок — сил давления газов, передаваемых через шатуны от поршней при сгорании топлива, и сил инерции при их возвратно-поступательном движении. Все эти условия и вызывают естественный износ. Но на практике чаще всего причиной выхода из строя коленвала является нарушение условий эксплуатации двигателя.
Основные дефекты — задиры шеек, которые приводят к увеличению зазора в подшипнике, перегрев и расплавление вкладышей, которые приводят к тяжелым разрушениям коленвала, а также блока цилиндров и шатунов. Вот эти дефекты на фотографиях (фото 1,2, 3).
Задиры шеек легко устраняются шлифовкой вала на ближайший ремонтный размер. Обычно шаг ремонтных размеров — 0,25; 0,5; 0,75; 1,0; 1,25; 1,50 мм, т.е. вал имеет шесть ремонтных размеров. Встречается шаг 0,5; 1,0; 1,5; 2.0 мм, а также 0,75; 1,5; 2,25; 3.0 мм. (размеры коленвала НИВЫ и его допустимые биения указаны здесь) По нашему заказу были изготовлены вкладыши межремонтных размеров, т.е. если шаг между ремонтами равен 0,50мм, то мы заказали 0,25мм, тем самым увеличив количество ремонтов. Вал автомобиля КАМАЗ после перешлифовки на размер 1.0 мм требует азотирования или закалки ТВЧ, что в условиях мастерской невыполнимо.
При расплавлении вкладышей ремонт становится более трудоемким. Потребуется не только шлифовка шеек, но и рихтовка вала.
Теперь попробуем разобраться, что такое ремонт коленчатого вала. Проследим, так сказать, путь коленвала по нашей мастерской. Театр, как известно, начинается с вешалки, а мы начнём с поста приемки деталей в работу. Прежде всего, важно наличие грузоподъемного механизма. Наше предприятие специализируется на валах грузовых автомобилей, а у них и вес соответствующий (фото 4). (Снятие коленатого вала с НИВЫ показано здесь)
После выгрузки вал поступает на магнитный дефектоскоп для выявления трещин. Метод магнитной дефектоскопии довольно прост: через вал пропускается напряжение не более 3 вольт, но с силой тока 1200 — 1500 А. Проходя по проводнику, ток создает магнитное поле. Если присутствует разлом металла (а это и есть трещина, которую мы ищем), появляется разность магнитных полюсов. Одна сторона трещины станет «севером», а другая «югом» магнитной системы. После намагничивания нанесем на вал магнитный порошок, смешанный с дизельным топливом или керосином. Магнитное поле на месте трещины притянет порошок — и трещина как на ладони. Данный метод позволяет выявить трещины шириной менее 1 мкм, даже под слоем наплавленного на шейку вала баббита после расплавления подшипника. Широко применяется данный метод дефектоскопии в машиностроении и ремонте. В железнодорожном депо таким способом дефектуют колесные пары подвижного состава (фото 5-9).
Возникает вопрос: а какие трещины допустимы? Некоторые двигатели отечественного производства допускают работу с трещинами длиной до 7 — 10мм. Руководства по ремонту современных моторов запрещают эксплуатацию вала, если трещины на валу видны в лупу 4-х кратного увеличения. Иногда клиенты просят сделать вал с трещинами, под их ответственность. Делаем, но только валы отечественного производства. Иномарка трещину не простит.
После проверки вал необходимо размагнитить, во избежание остаточной намагниченности. Дефектоскоп мы делали сами. Для удобства оснастили его тельфером.
Итак, вал проверили на трещины, размагнитили, пора проверить прогиб вала и размеры шеек. Раньше прогиб вала мы проверяли, используя поверочную плиту и призмы. Но для определения прогиба вала оказалось достаточно и нашего дефектоскопа. На снимке видно, как происходит предварительная проверка прогиба. Если величина прогиба не превышает половины припуска на шлифовку (для припуска 0.25мм — 0.05…0.10мм; для припуска 0.50мм — 0.10…0.15мм), то вал мы не рихтуем, при условии, что максимальное биение имеет средняя коренная шейка, и минимальное биение — у крайних коренных шеек. Если двигатель не «стучал», то прогиб вала
практически отсутствует. В случае расплавления вкладышей, особенно когда вкладыш «приварился» к шейке, прогиб может составлять 1 мм и более (было и 3,5 мм). Такой вал необходимо рихтовать. Если и получится перешлифовать на ремонтный размер, то как быть с посадочными местами шестерён привода распредвала и маслонасоса, мест работы сальников, посадочным местом маховика и отверстием подшипника первичного вала КПП (фото 10, 11)?
Размер шеек вала измеряем микрометром. Сверяем с таблицей размеров, определяем, на какой ремонтный размер будет шлифоваться вал. Далее осматриваем вал на наличие других дефектов: износ мест работы сальников, разрушение посадочных мест шестерён и балансиров, разрушение посадки подшипника КПП, обрыв болтов крепления маховика, целостность шпоночных пазов. Составляем акт приемки вала в ремонт и приступаем к работе. Вал очищен от грязи и устанавливается на станок для шлифовки. Мы используем отечественные станки 3A423 и ЗД4230л, производства Украины, город Дубны. Много идёт дискуссий о данных станках. Называют их по-разному: «динозавр», «мастодонт» и просто «грудой железа». Но при правильной наладке, надлежащем уходе, применении соответствующих СОЖ, станок радует своей отличной работой.
Устанавливаем вал для шлифовки коренных шеек, проверив индикаторным приспособлением биение шеек. При шлифовке рядных шестицилиндровых и некоторых восьмицилиндровых V-образных валов применяем поддерживающий люнет, во избежание прогиба вала под собственным весом и силой давления шлифовального круга. Обязательно при шлифовке контролируем радиус галтели вала. Если нарушить радиус, то неизбежна поломка вала .
При шлифовке шатунных шеек необходимо выдержать два важных параметра: радиус кривошипа и параллельность оси шатунных шеек относительно коренных шеек. Контролируем всё при помощи приспособлений (фото 12, 13, 14).
Места под сальник восстанавливаем установкой колец. Снимаем 1- 1.5мм металла с вала и устанавливаем кольцо методом горячей посадки. Посадочные места шестерён и балансиров можно восстановить наплавкой. Но этот метод не даёт гарантий от нерегламентных разрушений. Восстановление шпоночного паза наплавкой даёт хорошие результаты: малый термоудар, по сравнению с наплавкой шейки. В случае обрыва болтов маховика, необходимо удалить остатки последних, с последующей калибровкой резьбы (пройти метчиком).
Наличие прибора для проверки твердости металла является необходимым. После шлифовки коленвалов на размер более 1 мм от номинального, наблюдается снижение твёрдости, особенно на автомобилях отечественного производства. На валах автомобиля КАМАЗ, при стандартном размере шеек, твердость 54…58 HRC,после шлифовки на второй ремонт -твёрдость 40..44 HRC. После расплавления подшипника, происходит нагрев коленвала и отпуск шейки ниже допустимого предела (фото 15, 16).
Немного о рихтовке вала. Выпускается много типов гидравлических прессов для рихтовки. На таком прессе невозможно отрихтовать чугунный вал. Да и процесс работы со стальным валом превращается в лотерею: лопнет или нет? Эксплуатируя пресс в течение нескольких лет, и чего скрывать, поломав несколько валов, стали искать другой путь устранения прогиба. Метод чеканки или «метод зубила и кувалды» снял большинство проблем. Суть метода заключается в следующем: находится место, где вал максимально прогнут вниз, и наносится удар зубилом. Это создаёт в материале напряжение сжатия, в результате чего вал распрямляется. Таким способом рихтуются даже чугунные валы, на прессе они ломаются пополам (фото 17).
Полировка шеек и притупление острой фаски масляных каналов производится на шлифстанке. Притупление кромки должно производиться обязательно, во избежание задира вкладыша.
Вот, собственно, и всё. Вал перешлифован, отполирован, острые кромки сняты, вкладышами укомплектован, клиенту рекомендовано проверить постель вала в блоке и в шатунах. Так, а что же такое шлифовка и ремонт? Разные вещи? Нет. Шлифовка — это одна из главных операций в технологической карте РЕМОНТА коленчатого вала, потому что проверка на трещины, проверка прогиба, установка вала на станок, настройка радиуса кривошипа, шлифовка, полировка, притупление кромок — это уже технологический прогресс.
И имя ему — РЕМОНТ КОЛЕНЧАТОГО ВАЛА.
P.S. До сих пор вызывают улыбку слова клиентов: «Мы вал хотим расточить. И блок под вал шлифануть!»
Сергей ГОРШКОВ АвтоМастер
Упорные полукольца
Также, как и на вкладышах, на полукольцах нельзя производить никаких подгоночных операций. При задирах, рисках или отслоениях заменяйте полукольца новыми.
Полукольца заменяются также если осевой зазор коленчатого вала превышает максимально допустимый — 0,35 мм. Новые полукольца подбирайте номинальной толщины или увеличенной на 0,127 мм, чтобы получить осевой зазор в пределах 0,06-0,26 мм.
Осевой зазор коленчатого вала проверяется с помощью индикатора, как описано в главе «Сборка двигателя» (рис. 2-14).
Осевой зазор коленчатого вала можно проверять также на двигателе, установленном на автомобиле. При этом осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина зазора определяется по перемещению переднего конца коленчатого вала.
Плюсы и минусы силового агрегата
Рассматривать блок цилиндров вне всей конструкции двигателя фактически невозможно. Поэтому ниже будут представлены самые популярные среди владельцев и пользователей сети положительные и отрицательные моменты ДВС ВАЗ 21213. Объективно, плюсов больше, если заниматься плановым ТО, тюнинг проводить не в кустарных условиях и использовать качественные запчасти.
Плюсы:
качественный карбюратор, который при профессиональной настройке не требует постоянной регулировки;
повышенные характеристики (мощность/крутящий момент, оборотистость, приемистость) в сравнении с более ранними моделями;
простой ремонт.
Минусы:
шумность ДВС;
большой расход ГСМ, антифриза и других жидкостей;
произвольная заводская сборка (к примеру, втулки пальцев шатунов могут быть впрессованы в произвольном направлении).
Товар добавлен в закладки!
Описание
Отзывы
Стандартный коленчатый вал от двигателя ВАЗ 2130 1.8L (ОПП ВАЗ).
Коленчатый вал с ходом 84 мм (чугунный) устанавливается в блок ВАЗ 21213 (Нива) и ВАЗ 2123 (Нива-Шевроле, CHEVROLET NIVA) совместно с
поршнями «ТДМК» (82,0 мм — 82,4 мм — 82,8 мм — 84,0 мм), со штатными или облегчёнными шатунами.
Данный коленвал возможно установить в блок ВАЗ 2103 (1.5L) и ВАЗ 2106 (1.6L) без замены шатунов и поршней (потребуется точный расчёт степени сжатия и корректировка камеры сгорания).
Увеличить рабочий объём двигателя можно: заменив коленвал на другой с большим ходом, увеличив диаметр цилиндра или то и другое одновременно. Не надо забывать, что при изменении объёма двигателя, необходимо увеличить объём камеры сгорания — для компенсации увеличения объёма цилиндра.
При установке коленвала с большим ходом необходимо заменить поршни.
К расточке цилиндров блока на значительную величину (2 мм) нужно подходить осторожно. Например, при расточке серийного блока ВАЗ 21083 с 82 мм до 84 мм у двигателя наблюдается повышенный расход масла. Это происходит за счёт потери жёсткости блока. В этом случае лучше использовать специальную толстостенную отливку блока. Такие блоки ВАЗ выпускает мелкими сериями.
Увеличение объёма двигателя приводит к увеличению максимального крутящего момента, но при этом происходит снижение оборотов максимальной мощности. Это происходит из-за уменьшения механического КПД. Если повышение объёма происходит за счёт увеличения диаметра цилиндров, то возрастает площадь контакта между стенками цилиндра и поршнем с поршневыми кольцами. Как следствие повышается трение. Если повышение объёма происходит за счёт увеличения хода коленвала, то возрастает средняя скорость поршня, что приводит к тем же результатам.
В любом случае повышение объёма приводит к падению общего КПД двигателя.
Объём двигателя ВАЗ (в куб. см) в зависимости от диаметра цилиндра и хода поршня.
Технические характеристики блока цилиндров ВАЗ-21213
Блок цилиндров двигателя ВАЗ-21213 имеет следующие габариты:
Размер, мм
Предельный допуск, мм
Диаметр одного цилиндра
82
0.05 мм
Высота блока (от верхней плоскости до оси коленвала)
214.58
0.15
Межцилиндровое расстояние
95
—
Диаметр расточки опор коленвала
54.52
0.013
Существует пять размерных классов, каждой из которых присваивается определенная буква латинского алфавита – от А до E. Для ВАЗ-21213 каждый из классов имеет зазор в 0.010 мм – от 82.0 .. 82.010 мм для класса А до 82.040…82.050 для класса Е.
Для поршней используется стандартная буквенно-циферная маркировка с обозначением размерной группы (А-Е), классом диаметра отверстия под поршневой палец (от 1 до 3), а также стрелка – она указывает направление к передней части двигателя.