
Приспособление для установки поршневых колец камаз
Добавил пользователь Алексей Ф. Обновлено: 05.10.2024
Замена гильз и деталей шатунно-поршневой группы двигателя КАМАЗ
Как ремонтировать шатунно-поршневую группу КАМАЗ-740?
Наша задача освоить приемы разборочно-сборочных работ и основы комплектации деталей при замене изношенного гильзо-поршневого комплекта.
Содержание работы:
1 Выполнение необходимых разборочных работ применительно к деталям гильзо-поршневого комплекта.
2. Комплектование деталей гильзо-поршневой группы с учетом требований ТУ на сборку.
3. Выполнение сборочных работ при установке гильзо-поршневого комплекта на двигатель.
Замена поршневых колец
своими руками.
Как узнать, что надо
менять поршневые кольца?

Комплект гильз цилиндров и деталей шатунно-поршневой группы на двигателе КамАЗ-740 заменяют в условиях автомастерской без снятия двигателя с автомобиля в объеме работ текущего ремонта.
Перед началом разборочно-сборочных работ должны быть опорожнены системы охлаждения двигателя и системы смазывания.
1) Жидкость из системы охлаждения сливают через три краника (5320-8105010, 5320-1305010), открыв крышку расширительного бачка (5320-1304010).
2) Для слива масла необходимо вывернуть сливную пробку из поддона картера (870886). После слива ввернуть ее на место вместе с прокладкой (870625). Масло сливать только из прогретого двигателя!

Ремонт автомобиля своими руками
для настоящих автомобилистов,
как ремонтировать двигатель самому
После проведения разборочных работ на рабочем месте для повторного использования остаются следующие сборочные единицы и детали (при условии годности для дальнейшей эксплуатации):
- коллекторы выпускные в сборе (740.1008020);
- фильтр тонкой очистки топлива (740.1117010);
- компрессор пневматического тормоза в сборе (5320-3509015);
- коллектор впускной правый в сборе (740.1115012) с расширительным бачком и трубками (5320-1311010);
- коллектор впускной левый в сборе (740.1115014);
- стойки коромысел с коромыслами в сборе (740.1007091-10, 740.1007140);
- штанги толкателей в сборе (740.1007176);
- болты головок цилиндров (740.1003016-02);
- головки цилиндров с клапанами в сборе (740.1003010-11);
- крышки головок цилиндров (740.1003264-21);
- форсунки в сборе (33.1112010);
- скобы крепления форсунок (740.1009010);
- картер масляный в сборе. (740.1009010);
- картер масляный в сборе с шестерней ведомой привода насоса масляного (740.10110101-02), трубкой всасывающей (740.1011398) и трубкой подводной клапана системы смазывания (740.1011538).
Указанные сборочные единицы и отдельные детали должны быть тщательно очищены, вымыты и подвергнуты дефектации. Детали, непригодные к дальнейшей эксплуатации, необходимо заменить новыми или восстановленными.
Все прокладки, снятые при разборке двигателя, независимо от их состояния, подлежат замене новыми прокладками. Допускается отжиг медных шайб уплотнения топливных трубопроводов. Все снимаемые при разработке нормали (болты, гайки, шайбы и др.) сортируют по типам и размерам и хранят в соответствующих ячейках сборника нормалей. Не допускаются к сборке болты и гайки с изношенными или помятыми гранями, а также имеющие повреждение более двух ниток резьбы.
В процессе разборочно-сборочных работ рекомендуется применять гайковерты (пневматические или электрические). При недостаточном крутящем моменте гайковерта для трогания с места (или нормированного момента затяжки) болта, гайки следует применять динамометрический ключ с торцовыми головками.
Последовательность проведения работ
по капитальному ремонту двигателя
своими руками
Для проведения сборочных работ дополнительно к повторно используемым рабочее место должно быть обеспечено следующими сборочными единицами и деталями:
- гильза цилиндра (740.1002021) - 8 шт.;
- кольцо уплотнительное гильзы (740.1002024) - 16 шт.;
- кольцо уплотнительное верхнее гильзы (740.1002031) - 8 шт.;
- поршень с шатуном и кольцами в сборе (740.1004010-10) - 8 шт.;
- вкладыш нижней головки шатуна (740 1004058 «или 740.1004058Р)- 16 шт.;
- прокладка заднего фланца трубки клапана (740.1011091) - 1 шт.;
- прокладка (740Л 009040) - 1 шт.;
- прокладка головки цилиндра (740.1003213) - 8 шт.;
- прокладка уплотнительная головки цилиндра(740Л003213-11) -8 шт.;
- прокладка крышки головки цилиндра (740.1003270-10) - 8 шт.;
- прокладка фланца водяной трубы (740.1303268) - 8 шт.;
- прокладка впускного коллектора (740.1115026) - 8 шт.;
- прокладка соединительного патрубка (740 1115036-01) - 2 шт.;
- прокладка корпуса компрессора (740.3509403-10) - 1 шт.;
- прокладка патрубка (740.1008050) - 8 шт.;
- прокладка (864420) - 2 шт.
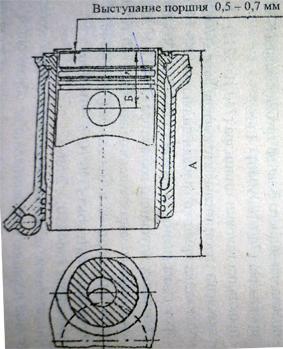
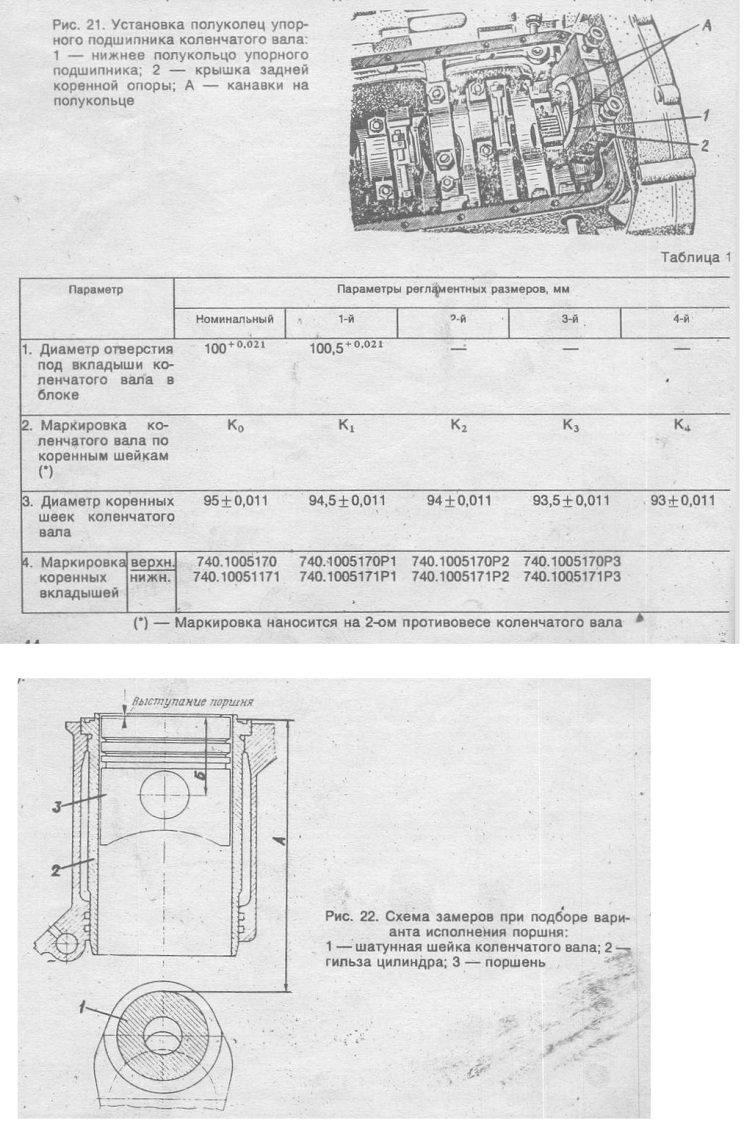
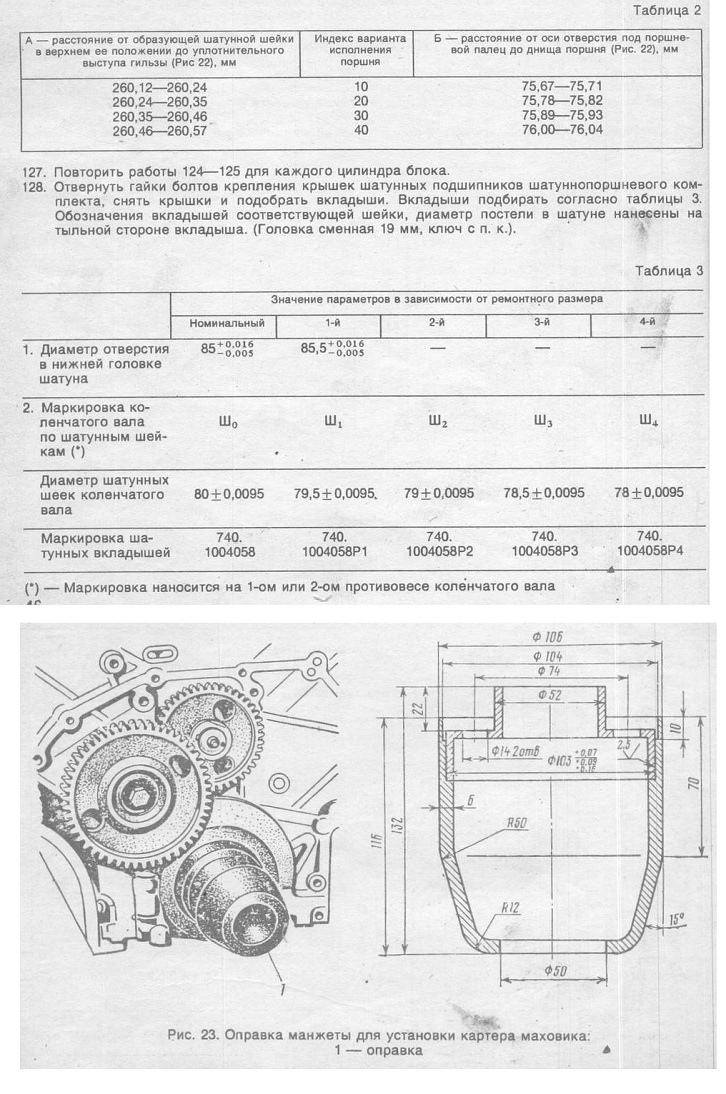
При установке поршней в гильзы цилиндров необходимо проверить соответствие поршня по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до уплотнительного бурта гильзы цилиндра (индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы). Поршни с индексом 10 можно устанавливать в любые гильзы (КЭ 20).
После проведения сборочных работ регулируют зазоры между клапанами и коромыслами, заправляют двигатель свежим моторным маслом, охлаждающей жидкостью и обеспечивают поступление топлива к форсункам. Производят запуск двигателя.
Двигатель должен работать устойчиво, без перебоев, стуков и посторонних шумов. После прогрева двигателя проверяют герметичность соединений. В соединениях не должно быть следов подтекания охлаждающей жидкости, моторного масла и топлива. Прорыва газа через прокладки не допускается.
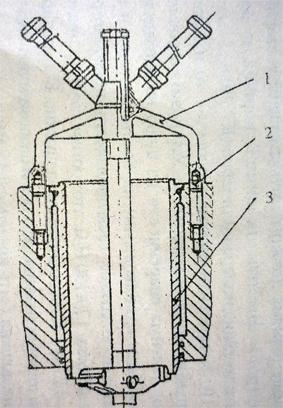
1 - съемник, 2 - опора, 3 - гильза цилиндра.
![]()
Обработку деталей под ремонтный размер
проводят во время
капитального ремонтаа двигателя
1. Стенд лабораторный для крепления двигателя КамАЗ-740.
2. Верстак слесарный с тисками слесарными ГОСТ 4045-75.
3. Линейка измерительная с пределом измерения 300 мм (линейка - 300 ГОСТ 427-75).
4. Штангенциркуль ШЦ-П-250-0,05 ГОСТ 166-89.
5. Микрометр МК-125-1 ГОСТ 6507-78
6. Щуп № 2 ГОСТ 882-75.
7. Ключ динамометрический с предельным крутящим моментом 240Н*м.
9. Отвертка 175x0,7 ГОСТ 24437-80.
10. Плоскогубцы ГОСТ 7236-86.
11. Ломик для поворота коленчатого вала.
12. Приспособление специальное инерционное для снятия крышки шатуна.
13. Съемник специальный для снятия гильз.
14. Приспособление специальное для запрессовывания гильз цилиндров.
15. Обойма для установки поршня в гильзу цилиндра.
Порядок выполнения работы по замене гильз цилиндров и шатунно-поршневой группы двигателя КАМАЗ-740

Комплектование деталей для
ремонта головки блока цилиндров.
Как ремонтировать головку блока
цилиндров самому.
1. Повторить все разборочные операции по ремонту головки блока цилиндров.
2. Вывернуть 22 болта крепления картера масляного к блоку и шесть гаек. Снять болты, гайки и 28 шайб пружинных. Снять масляный картер (740 1009010) и прокладку (740.1009040).
3. Вывернуть болт крепления трубки всасывающей масляного насоса, два болта крепления к блоку трубки подводной клапана системы смазки, три болта крепления масляного насоса к блоку. Снять болты с пружинными шайбами. Снять масляный насос в сборе с ведомой шестерней привода масляного насоса (740.10110101-02) всасывающей трубкой (740.1011398) и подводной трубкой клапана системы смазывания (740.1011538), прокладкой заднего фланца трубки клапана (740.1011091). Уложить на верстак, предохранив от попадания пыли и грязи.
4. Установить 1-ю шатунную шейку коленчатого вала в нижнее крайнее положение. Отвернуть четыре гайки болтов крепления крышек шатунов 1-го и 5-го цилиндров, снять крышки с вкладышами (740.1004055, 740.1004058)7 вынуть вкладыши, уложить крышки на верстак.
Вытолкнуть поршни с шатунами в сборе из 1-го и 5-го цилиндров. Установить соответственно крышки 1-го и 5-го шатунов на шатуны (разукомплектование шатунов и крышек не допускается). Убедиться в правильности постановки клейм спаренности на шатуне и его крышке. Совместить обе части шатуна по клеймам, установить болты и навернуть гайки без затяжки. Уложить поршни с шатунами и кольцами в сборе на верстак.

Как ремонтировать блок цилиндров двигателя?
Восстановление блока цилиндров заваркой,
способ заделки трещины блока цилиндров эпоксидкой
6. Произвести комплектацию новых и восстановленных деталей для обеспечения установки гильзо-поршневого комплекта на двигатель:
- гильза цилиндра (740.1002021) - 8 шт.;
- кольцо уплотнительное гильзы (740.1002024) - 16 шт.;
- кольцо уплотнительное гильзы верхнее (740.1002031) - 8 шт.,
- поршень с шатуном и кольцами в сборе (740.1004010-10) - 8 шт.,
- вкладыш нижней головки шатуна (740.1004058 или 740.1004058Р)
7. Зачистить от забоин и ржавчины и протереть посадочные пояски в блоке цилиндров Смазать посадочные пояски в блоке и у гильзы моторным маслом, применяемым для смазывания двигателя. Установить в кольцевые проточки блока два уплотнительных кольца (740 1002024); и под бурт гильзы - уплотнительное верхнее кольцо (740.1002031) При установке колец не допускать их скручивания. Запрессовать последовательно восемь гильз в блок цилиндров.
8. Установить 1-ю шатунную шейку коленчатого вала в нижнее крайнее положение. Протереть и смазать моторным маслом гильзы 1-го и 5-го цилиндров и 1-ю шатунную шейку коленчатого вала.
Отвернуть гайки, крепящие крышки шатунов 1-го и 5-го цилиндров, снять крышки. Установить вкладыши нижней головки шатуна (740.1004058 или 740.1004058Р) в постели крышки и стержня шатуна. Обеспечить соответствие размеров вкладышей размерам шатунных шеек коленчатого вала.
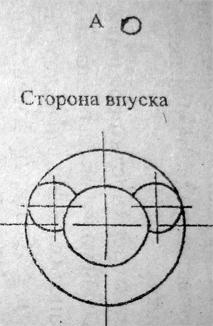
9. Установить смежные поршневые кольца на поршнях 1-го и 5-го цилиндров замками в противоположные стороны. Вставить последовательно поршень 1-го и 5-го цилиндров в сборе с шатуном и кольцами в гильзы соответствующего цилиндра (выточки под клапаны на днище поршня должны быть смещены в сторону развала блока цилиндров). Выбить на днище поршня и на торце гильзы соответствующие номера цилиндров (КЭ 40).
10. Установить нижние головки 1-го и 5-го шатунов на 1-ю шатунную шейку коленчатого вала. Установить соответствующие крышки шатунов (клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми) на болты шатунов и навернуть гайки. Окончательную затяжку гаек произвести динамометрическим ключом, момент затяжки 120-130 Н*м, что соответствует удлинению стержня болта на 0,25-0,27 мм. Контролировать удлинение. Контролировать зазор между торцами нижних головок шатунов и щеками коленчатого вала Суммарная величина должна быть не менее 0,15 мм.
Проверить свободу проворачивания коленчатого вала.
11. Обеспечить комплектацию новых и работоспособных деталей для обеспечения установки масляного насоса и масляного картера в сборе на двигатель:
- насос масляный с шестерней в сборе (740.1011010-02) - 1 шт.;
- трубка всасывающая масляного насоса (740.1011398) - 1 шт.;
- трубка подводная клапана системы смазывания (740.1011538) -1 шт.
- прокладка заднего фланца трубки клапана (740.1011091) - 1 ш
- картер масляный в сборе (740.1009010) - 1 шт.;
- прокладка (740 1009040) - 1 шт.
13. Нанести на поверхность прокладки масляного картера (740.1009040) тонкий слой уплотнительной пасты, установив прокладку нашесть шпилек. Установить масляный картер (740.1009010), навернуть шесть гаек и ввернуть 22 болта, предварительно надеть на болты и шпильки пружинные шайбы. Окончательную затяжку болтов и гаек произвести динамометрическим ключом с моментом 15-17 Н*м.
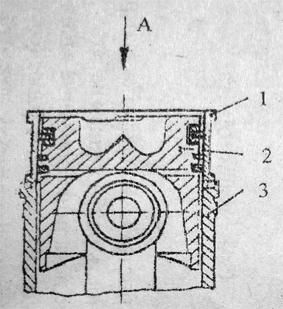
1 - обойма, 2 - поршень, 3 - гильза цилиндра.
14. Повторить комплектацию и сборочные операции по замене головки цилиндра (работа 1).
Приспособление для установки поршневых колец камаз
СБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 640,0 чел. мин
96. Установить блок цилиндров на стенд и проверить герметичность масляных каналов блока цилиндров. Нарушение герметичности не допускается.
(Стенд для проверки герметичности, кран-балка, подвеска).
97. Установить блок цилиндров на стенд для разборки-сборки двигателя в горизонтальное положение. (Стенд для разборки-сборки двигателя, кран-башка, подвеска).
98. Продуть тщательно все внутренние полости блока цилиндров сжатым воздухом. (Пистолет для обдува деталей сжатым воздухом С-417).
99. Смазать нижние 26 (Рис. 1) и верхние 25 уплотнительные кольца гильз цилиндров моторным маслом М10Г2К ГОСТ 8581-78. (Емкость, кисть).
100. Установить нижние уплотнительные кольца 26 гильз в блок цилиндров.
101. Надеть верхние уплотнительные кольца 25 на гильзы 24 цилиндров, установить гильзы в блок цилиндров и запрессовать их. Перед установкой гильз, заходные фаски гильз и блока цилиндров смазать моторным маслом М10Г2К ГОСТ 8581-78. (Приспособление для установки гильз, емкость для масла, кисть).
102. Установить блок цилиндров на стенд для проверки герметичности и проверить герметичность водяной рубашки блока цилиндров. Нарушение герметичности не допускается. (Стейд, кран-балка, подвеска).
103. Установить блок цилиндров на стенд для разборки-сборки в вертикальное положение. (Стенд, кран-балка, подвеска).
104. Установить направляющие 31 (Рис. 15) толкателей на блок цилиндров, завернуть болты крепления со стопорными шайбами и уплотнительными кольцами и загнуть усы стопорных шайб. Величина момента затяжки болтов 85—95 Н. м (8,5—9,5 кгс. м). (Головка сменная 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
105. Смазать толкатели 2 маслом и установить их в направляющие 3 толкателей. Применять масло М10Г2К ГОСТ 8581—78. (Емкость, кисть).
106. Смазать опорные шейки распределительного вала 1 маслом и установить распределительный вал 1 в сборе в блок цилиндров. Применять масло М10Г2К ГОСТ 8581-78. (Емкость, кисть).
107. Установить на вал корпус 15 подшипника, завернуть болты 18 крепления с замковыми шайбами 19 корпуса подшипника распределительного вала и отогнуть усы замковых шайб 19 на грани головок болтов.
Болты крепления затянуть крутящим моментом 25 Н. м (2,5 кгс. м).
(головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток, зубило).
108. Отвернуть болты 40 (Рис. 1) крепления с шайбами крышек 39 и 36 коренных подшипников коленчатого вала. (Головка сменная 24 мм, ключ с п. к.).
109. Отвернуть стяжные болты 37 и 41 блока цилиндров и снять крышки 36 и 39 коренных подшипников 43 блока цилиндров и уложить их по порядку на верстак. (Верстак слесарный, головка сменная 19 мм, ключ с п. к., съемник).
110. Подобрать вкладыши коренных подшипников. Вкладыши коренных подшипников выбирать согласно таблицы 1. Обозначение вкладышей наносится на тыльной стороне вкладыша.
111. Проверить вкладыши, постели блока, установить последовательно верхние вкладыши коренный подшипников в постели блока цилиндров и нижние вкладыши коренных подшипников в крышки. При установке вкладышей необходимо совместить выточки во вкладыше с выточками соответственно в постели блока и в крышке. (Салфетка).
112. Смазать вкладыши коренных подшипников маслом. Применять масло М10Г2К ГОСТ 8581-78. (Емкость, кисть).
113. Установить в блок цилиндров коленчатый вал в сборе. (Кран-балка, подвеска).
114. Установить нижние и верхние полукольца упорного подшипника коленчатого вала (Рис. 21) и проверить осевой зазор в упорном подшипнике. Канавки А на полукольцах должны прилегать к упорным торцам вала.
Нижние полукольцо устанавливать одновременно с крышкой заднего коренного подшипника. Выступы на нижних полукольцах 14 (Рис. 12) при установке крышки 15 необходимо совместить с выточками в крышке 15.
115. Установить крышки коренных подшипников с вкладышами, совместив крышки с перегородками блока по порядковым номерам, выбитым на нижней поверхности крышек (отсчет перегородок блока, вести начиная с переднего торца двигателя).
116. Завернуть и затянуть болты 40 крепления крышек в два приема: первый с величиной момента затяжки 96—120 Н. м (9.6—12,0 кгс. м) второй 210—235 Н. м (21,0—23,5 кгс. м). Болты заворачивать сначала со стороны Правого ряда цилиндров, а затем со стороны левого ряда цилиндров. (Головка сменная 24 ^м, удлинитель, ключ с соединительным квадратом, ключ динамометрический ПИМ-1754).
117. Замерить осевой зазор коленчатого вала. Он должен, быть в пределах 0,100—0,195 мм. При необходимости осевой зазор отрегулировать установкой полуколец упорного подшипника другой толщины. (Набор щупов № 2).
118. установить завернуть и затянуть стяжные болты 37 и 41 с шайбами блока цилиндров. Болты затягивать с величиной момента затяжки 82—92 Н. м (8,2—9,2 кгс. м). (Головка сменная 19 мм, ключ с присоединительным квадратом, рукоятка динамометрическая мод. 131 М).
119. Проверить легкость вращения коленчатого вала. Коленчатый вал должен свободно поворачиваться от руки.
120. Установить ось 16 (Рис. 2) ведущей шестерни привода распределительного вала на блок цилиндров, завернуть болты 18 крепления с замковыми шайбами 17 оси и загнуть усы замковых шайб на грани головок болтов. Величина момента затяжки болтов 50—60 Н. м (5—6 кгс. м).
(Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, зубило, молоток).
121. Установить на ось ведущую шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распределительного вала. Шестерню установить так, чтобы метки «О» на промежуточной шестерне 2 привода распределительного вала и на распределительной шестерне 24 коленчатого вала совпала. Также должны совпасть риски на ведущей шестерне 21 привода распределительного вала и на шестерне 27 распределительного вала. (Оправка, молоток).
122. Проверить окружной зазор в зацеплении шестерен 2, 24, 21 и 27.
Зазор проверять не менее, чем в трех точках. Зазор должен быть 0,1—0,3 мм (Набор щупов V № 2).
123. Завернуть болт 1 крепления с замковой 25 и упорной 26 шайбами ведущей шестерни 2 привода t распределительного вала и загнуть усы замковой шайбы 25 на грани головки болта. Величина момента затяжки болта крепления 90—100 Н. м (9—10 кгс. м). (Головка сменная 19 мм, ключ с j п. к., рукоятка динамометрическая мод. 131 М, зубило, молоток).
124. Повернуть коленчатой вал так, чтобы шатунная шейка 1-го цилиндра находилась в верхнем I положении. (Рычаг для поворота коленчатого вала).
125. Заменить расстояние А (Рис. 22) от образующей шатунной шейки 1 в верхнем ее положении до торца уплотнительного выступа гильзы 2 при вертикальном положении гильзы. Замеряемое расстояние — это превышение над размером 260,13 мм. (Приспособление для замера).
126. Нанести на не рабочем выступе торца гильзы номер цилиндра и индекс варианта поршня на стороне, обращенной к вентилятору в соответствии с таблицей 2. На поршне индекс выбивать на днище поршня. Старая маркировка на гильзе и на поршне должна быть удалена или забита. (Молоток, набор клейм). В запасные части для ТО и ТР поступают поршни только группы 10, которые можно устанавливать в любую группу гильз.
129. Смазать вкладыши 12 (Рис. 10) шатунных подшипников и установить их в крышки 10 шатунов и в нижние головки шатунов. Смазать маслом М10Г2К ГОСТ 8581-78. Выступы на вкладышах должны совпасть с выточками на крышке и на шатуне. (Емкость с маслом, кисть).
130. Повернуть коленвал для установки первой шатунной шейки в нижнее положение. (Рычаг).
131. Развести замки поршневых колец поршня с шатуном и кольцами в сборе первого цилиндра на 180° относительно друг друга и установить поршень с шатуном и кольцами в сборе в соответствующий цилиндр с помощью оправки. Индекс поршня должен быть одинаковым с индексом гильзы. Поршни с индексом 10 можно устанавливать в любые гильзы. При установке поршней выточки под клапаны на днище поршня сместить в сторону развала блока цилиндров. (Оправка для установки поршня, деревянный молоток).
132. Установить крышку 10 шатуна на соответствующий шатун и предварительно закрепить болтами 9 с гайками 11 с величиной момента затяжки 29—31 Н. м (2,9—3,1 кгс. м). Клейма спаренности из цифр на шатуне и на его крышке должны быть одинаковыми. Канавка на шатуне должна совпасть при установке с замковым усом на крышке шатуна. (Головка сменная 19 мм, ключ с п. к., удлинитель, рукоятка динамометрическая мод. 131 М).
133. Повторить работы 130—132 для последовательной установки поршней с шатунами и кольцами в сборе в 8, 2, 7, 3, 4, 5 и 6 цилиндры.
134. Повернуть коленчатый вал так, чтобы первая шатунная шейка оказалась в нижнем положении. Отсчет нумерации вести от передней части блока цилиндров. (Рычаг).
135. Произвести окончательную затяжку гаек шатунных болтов первой шатунной шейки. Затяжку гаек производить до удлинения шатунных болтов 0,25—0,27 мм. Гайки шатунных болтов М 13 х 1,25 изготавливаемых с июля 1985 г. затягивать с величиной момента затяжки 120—130 Н. м (12—13 кгс. м). (Головка сменная 19 мм, ключ с п. к., приспособление для контроля удлинения, рукоятка динамометрическая мод. 131 М).
136. Проверить зазор между торцами нижней головки шатуна и щеками коленчатого вала. Зазор должен быть не менее 0,15 мм. (Набор щупов № 2).
137. Повернуть блок цилиндров в горизонтальное положение. (Стенд).
138. Смазать прокладку 1 (Рис. 9) картера маховика, установить прокладку 1, с помощью оправки (Рис. 23) картер 2 (Рис. 9) маховика на блок цилиндров, совместить отверстия в картере, прокладке и блоке, установить в совмещенные отверстия болты 7 и 9 крепления с пружинными 6 и 10 и плоскими 5 и 11 шайбами и завернуть их. Применять смазку 1—13 ГОСТ 1631-61 или ЦИАТИМ-201 ГОСТ 6267-74. Величина момента затяжки болтов крепления картера маховика 90—110 Н. м (9—11 кгс. м). (Емкость, кисть, оправка, головка сменная 17 мм и 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
139. Установить на двигатель М&хрвик 8 (Рис. 7) в сборе и совместить отверстия под болты крепления маховика. Маховик устанавливать таким образом, чтобы установочный штифт на коленчатом валу вошел в отверстие в маховике. (Кран-балка, подвеска для снятия — установки маховика).
140. Установить и завернуть болты 11 крепления с замковыми пластинами 12 маховика и загнуть
141. Проверить биение торца маховика относительно оси коленчатого вала. Величина биения должна быть не более 0,25 мм. Биение замерять на максимальном диаметре. (Приспособление с индикатором мод. ПРИ-1П).
142. Установить вал привода гидромуфты.
143. Смазать прокладку передней крышки блока. Применять смазку 1-^13 ГОСТ 1631-61 или ЦИАТИМ-201 ГОСТ 6267-74. (Емкость, кисть).
14’4. Установить прокладку 44 (Рис. 1) и гидромуфту привода вентилятора с передней крышкой блока 6 в сборе на передний торец блока цилиндров и завернуть болты 3,49 и 50 крепления с пружинными 4 и 48 и плоскими шайбами 5 и 47. Величина моментов затяжки болтов крепления М10 50—62 Н. м (5,0—6,2 кгс. м), а болтов М12 90—110 Н. м (9,0—11,0 кгс. м). (Кран-балка, подвеска, головки сменные 17 и 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
145. Установить штанги толкателей в сборе первого цилиндра в толкатели штанг.
146. Установить прокладку 2 (Рис. 24) головки блока цилиндров и уплонительную прокладку 4, Материал прокладки уплотнительной: резина.
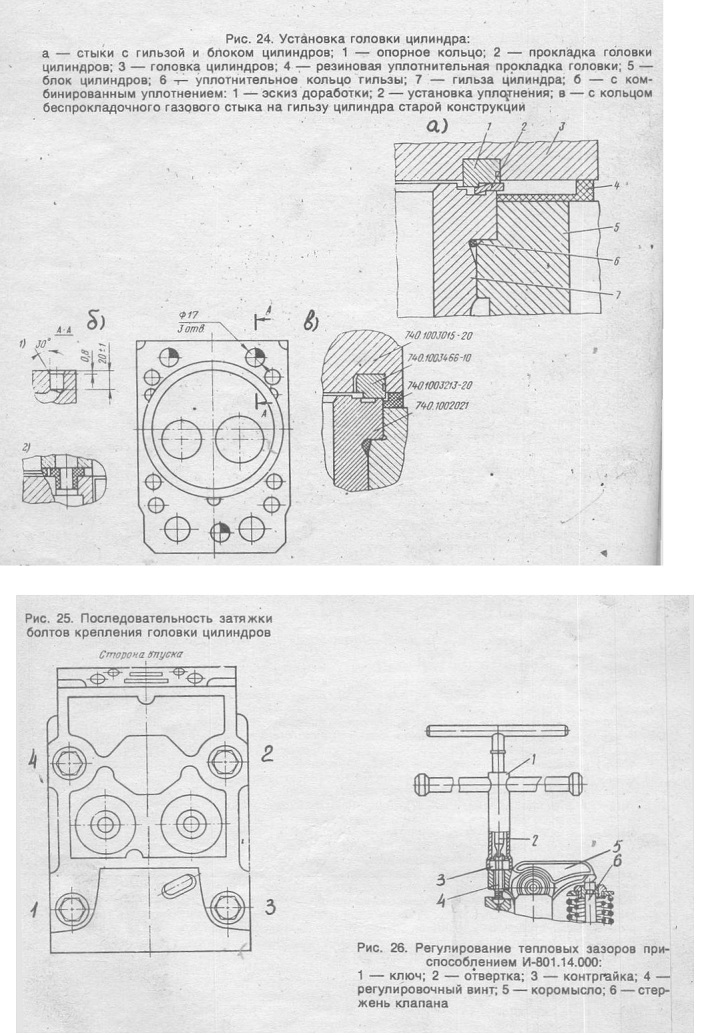
147. Установить головку 31 блока (Рис. 4) цилиндров с клапанами 1 и 20 в сборе на блок цилиндров и завернуть болты 13 крепления с шайбами.
Перед заворачиванием резьбу болтов крепления головки цилиндров смазать тонким слоем графитовой смазки. Перед установкой головки блока необходимо вывернуть на несколько оборотов регулировочные винты коромысел. Болты крепления головки блока цилиндров затягивать по схеме (Рис. 25). Величина момента затяжки болтов 40—50 Н. м (4—5 кгс. м). (Головка сменная 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, емкость с графитной смазкой (УСсА) ГОСТ 3333-80, кисть).
148. Повторить работы 145—147 для каждого цилиндра блока цилиндров.
1.49. Затянуть окончательно болты крепления головок цилиндров в два приема. Порядок затяжки болтов крепления см. рис. 25. Величина момента затяжки болтов крепления для 1 приема 120—150 Н. м (12—15 кгс. м); для 11 приема 160—180 Н. м (16—18 кгс. м). (Головка сменная 19 мм, ключ динамометрический мод. ПИМ-1754).
150. Повернуть коленчатый вал так, чтобы шток фиксатора маховика вошел в паз маховика, а метка — «0» шестерни 27 (Рис. 2) распределительного вала находилась в верхнем положении. (Рычаг).
151. Установить ведомую шестерню 12 привода ТНВД в сборе с валом 9 на двигатель. Ведомую шестерню 12 устанавливать так, ч+обы метка — «0» ведомой шестерни 12 совпала с аналогичной меткой шестерни 27 распределительного вала.
152. Установить прокладку 7, корпус 6 заднего подшипника в сборе с манжетой 5 и завернуть болты 3 крепления с пружинными шайбами 4. Величина момента затяжки болтов 45—50 Н. м (4,5—5,0 кгс. м). (Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток)
153. Вывести фиксатор из паза маховика и повернуть коленчатый вал на 60° по ходу вращения, установив его тем самым в положение 1 (см. таблицу 4). Поворот маховика на угловое расстояние между двумя соседними отверстиями на выступах, соответствует повороту коленчатого вала на 30°. (Рычаг).
Углы поворота коленчатого вала при регулировке тепловых зазоров
154. Отрегулировать зазоры в клапанных механизмах первого и пятого цилиндров. Величина зазоров: для впускного клапана 0,25—0,30 мм для выпускного клапана 0,35—0,40 мм. Величина момента затяжки гаек регулировочных винтов 34—42 Н. м (3,4—4,2 кгс. м).
Регулировку тепловых зазоров производить в следующем порядке:
— проверить момент затяжки гаек крепления стоек коромысел регулируемых цилиндров, при необходимости подтянуть;
— проверить щупом зазор между носками коромысел 5 (Рис. 26) и стержней клапанов 1-го и 5-го цилиндров. Щуп толщиной 0,3 мм для впускного и 0,4 мм для выпускного клапанов должен входить с усилием (передние клапаны первого ряда цилиндров — впускные, левого ряда — выпускные);
— установить приспособление для регулировки зазоров при необходимости регулировки, ослабить гайку 3 винта, установить в зазор щуп и вращая винт 4 отверткой 2, установить требуемый зазор. Придерживая винт 4 отверткой 2, затянуть гайку 3 ключом 1 и проверить величину зазоров.
(Приспособление для регулировки тепловых зазоров, набор щупов № 2, головка сменная 13 мм, рукоятка динамометрическая мод. 131 М).
155. Повернуть коленчатый вал на 180° по ходу вращения в положение 11. (Рычаг).
156. Отрегулировать зазоры в клапанных механизмах второго и четвертого цилиндров. Величина зазора для впускного клапана 0,25—0,30 мм, для выпускного клапана 0,35—0,40 мм. Величина момента затяжки гаек регулировочных винтов 34—42 Н. м (3,4—4,2 кгс. м). (Набор щупов № 2, головка сменная 13 мм, рукоятка динамометрическая мод. 131 М, приспособление для регулировки зазоров).
157. Повторить работы 155—156 для клапанных механизмов шестого и третьего цилиндров и седьмого и восьмого цилиндров соответственно.
158. Установить прокладку 27 (Рис. 4), крышку 12 головки первого цилиндра и завернуть болт 9 крепления с плоскими шайбами 10 и 11. Момент затяжки болта 17—22 Н. м (1,7—2,2 кгс. м). (Головкасменная 13 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
159. Повторить работу 158 для оставшихся семи крышек головок цилиндра.
160. Надеть на передний рым-болт 16 (Рис. 1) регулировочные шайбы 15 и завернуть рым-болт в блок цилиндров. Регулировочных шайб должно быть не более четырех. Болт навернуть относительно продольной оси двигателя на 15°. (Вставка специальная).
161. Повернуть двигатель картерной частью вверх. (Стенд).
162. Установить прокладку 12 (Рис. 27) переднего фланца трубки 13 клапана системы смазки, масляный насос 4 в сборе с трубками, завернуть болты 6 и 7 крепления с замковыми шайбами масляного насоса и болта 20 кронштейна всасывающей трубки к блоку цилиндров и загнуть усы замковых шайб на грани болтов. Момент затяжки болтов крепления 50—60 Н. м (5,0—^6,0 кгс. м). На двигателях с № 163856 произведена замена замковых шайб на пружинные 7 (крепления масляного насоса) и плоские 19 (крепление кронштейна). (Головкасменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток, зубило).
164. Наклеить прокладку 12 (Рис. 28) поддона на блок цилиндра, смазав ее поверхность тонким слоем смазки или пасты уплотнителя. Применять смазку Литол-24 ГОСТ 21150-75 или пасту «Герметик» ТУ 6-10-1796-71 или УН-25 ТУ МХП 3336-52. Материал прокладки: резина. (Емкость, лопатка деревянная).
165. Проверить тщательно чистоту внутренних поверхностей двигателя, установить поддон 3 и завернуть болты 20 крепления и гайки 1 с пружинными шайбами 2 и 19. (Пневмогайковерт мод.
ИП-3113, головка сменная 13 мм).
166. Повернуть двигатель на стенде головками блока цилиндров вверх. (Стенд).
Ремонт шатунно-поршневой группы КАМАЗ, руководство

Шатунно-поршневая группа КАМАЗ, детали, запчасти (рис. 5.13):
1 — кольцо поршневое маслосъемное; 2 — кольцо поршневое компрессионное; 3 — кольцо поршневое компрессионное верхнее; 4 — кольца поршневого пальца; 5 — палец поршневой; 6 — поршень со вставкой в сборе; 7 — втулка шатуна; 8 — шатун; 9 — болт крепления крышки шатуна; 10 — крышка шатуна; 11 — гайка; 12 — вкладыш нижней головки шатуна; 13 — кольцо маслосъемное в сборе; 14 — расширитель маслосъемного кольца
Нагрев поршень в течение 10 мин в масляной ванне до температуры 80. 100 ° С, выпрессовывают с помощью выколотки поршневой палец. Детали шатунно-поршневой группы моют и дефектуют.
Поршень бракуют при наличии трещин, прогаров, разрушении днища, вкраплении инородных частиц, а также при износе:
- юбки поршня в плоскости, перпендикулярной оси пальца, на расстоянии 104 мм от днища — до размера менее 119,81 мм;
- отверстия под поршневой палец — до диаметра более 45,02 мм;
- канавки верхнего компрессионного кольца — до размера, измеряемого по вложенным в канавку роликам диаметром 2,96 мм, менее 120,25 мм;
- канавки нижнего компрессионного кольца — до размера, измеряемого аналогично, менее 120,7 мм;
- канавки маслосъемного кольца — до высоты более 5,1 мм;
- наружной поверхности — до диаметра менее 44,99 мм.
Шатун в сборе бракуют при наличии трещин или обломов, износе торцов нижней головки по ширине до размера менее 33,23 мм. Изгиб и скручивание шатуна определяют с помощью приспособления 30701. При непараллельности осей отверстий головок шатуна на длине 100 мм более 0,06 мм шатун бракуют или направляют на восстановление.
При износе отверстия во втулке верхней головки шатуна до диаметра более 45,04 мм втулку выпрессовывают и устанавливают новую бронзовую втулку таким образом, чтобы масляные отверстия во втулке и шатуне совпадали. Перед установкой втулку охлаждают до температуры минус 50 ° С. Запрессовка втулки не допускается. Отверстие в установленной втулке растачивают до диаметра 45+(0,024 - 0.01) мм при частоте врашения расточной головки 1600 об/мин и подаче 0,06 мм/ оборот. Восстановленный шатун промывают и обдувают сжатым воздухом.
При износе отверстия в верхней головке шатуна под втулку до диаметра более 49,02 мм шатун бракуют или направляют на восстановление. При износе отверстия нижней головки шатуна до диаметра более 85,02 мм его обрабатывают до ремонтного размера 85,5 +(0,01) мм, а при диаметре более 85,535 мм — бракуют или направляют на восстановление.
Перед сборкой шатунно-поршневой группы поршневые пальцы подбирают к шатунам. Поршень нагревают в масле до температуры 80. 100 ° С, помещают в приспособление для сборки и соединяют с шатуном поршневым пальцем, установив шатун так, чтобы выточки под клапаны в поршне и пазы под усы вкладышей на шатуне были расположены с одной стороны. Запрессовка поршневого пальца не допускается.
Перед сборкой сопрягаемые поверхности поршневого пальца и отверстий в поршне смазывают тонким слоем чистого мотороного масла.
В канавки поршня устанавливают стопорные кольца поршневого пальца. На поршень с помощью приспособления для снятия и установки колец последовательно устанавливают маслосъемное и компрессионные кольца. При монтаже маслосъемного кольца в канавку поршня устанавливают расширитель 14 (см. рис. 5.13) и затем надевают маслосъемное кольцо так, чтобы стык расширителя находился диаметрально противоположно замку кольца. Компрессионные кольца устанавливают на поршень скошенной стороной и клеймом "верх" к днищу поршня. Замки соседних колец располагают под углом 120 ° . Перед установкой колец удаляют нагар из канавок поршня, а после установки проверяют легкость перемещения колец в канавках.
Шатун также должен свободно перемещаться вокруг оси поршневого пальца. При соблюдении этих требований поршень в сборе с шатуном снимают с приспособления и передают на сборку двигателя.
Приспособление для установки поршневых колец камаз
Авторизуясь в LiveJournal с помощью стороннего сервиса вы принимаете условия Пользовательского соглашения LiveJournal
- April 2021
| 1 | 2 | 3 | ||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| 25 | 26 | 27 | 28 | 29 | 30 |
_____________________________________
Берём старое кольцо если оно целое и опускаем в наш цилиндр располагаем его ровно с помощью поршня. Замеряем зазор в торце кольца с помощью щупов. Теперь вставляем наш поршень и замеряем зазор между поршнем и зеркалом цилиндра он должен составлять не больше 0.6мм. Теперь вставляем наши новые кольца, также с помощью поршня продвигаем их до середины цилиндра и меряем зазор он должен составлять для компрессионных колец: 0,1-0,25 мм (максимально допустимый 0,4мм) для маслосъемных колец 0,1-0,4мм. Торцевой зазор "компрессионное кольцо - поршневая канавка": номинальный 0,03-0,05мм, максимальный 0,1мм. Всё совпало? Значит продолжаем дальше если нет в перёд в магазин за новыми кольцами или за новым поршнем. Нужно убрать весь нагар из канавок поршня.
Итак вы решили заменить поршневую, либо просто поршень с кольцами, а может только кольца. Важно знать, как правильно одевать кольца на поршень четырехтактного двигателя. Перед вами 5 штук, два тонких и двухфункциональный пружинный расширитель (маслосъемные) и два компрессионных.На поршне три канавки. В самую нижнюю, ту что возле отверстия, куда вставляется палец, должны встать три кольца, пружинный расширитель и два фиксирующих тонких.
Предварительно смазав кольца и поршень маслом, надо аккуратно одень Первым в соответствующую канавку должен ставиться двухфункциональный пружинный расширитель- гофрированное кольцо, а потом уже верхнее и нижнее фиксирующие. Все три кольца должны встать в одну канавку, так чтобы маслосьемное прижимается не столько сверху и снизу, сколько в торец (по направлению от кромки к центру поршня), с помощью специальных «ступенек» на гофрированном кольце (оно шире, чем фиксирующие на ширину «ступеньки»). С этими закончили.На верхних кольцах обычно стоит слово ТОР (вершина). Этой стороной кольцо должно быть обращено к днищу поршня.Теперь одеваем компрессионные, таким же образом на верхние канавки. Одевайте кольца очень аккуратно, пальцами, без каких либо сторонних металлических предметов. Если профиль компрессионных колец не одинаковый, то одно обычно имеют закругленную форму, второе форму трапеции. В этом случае закругленное кольцо устанавливается вверх, а то, что в форме трапеции устанавливается ниже, так чтобы скос расширялся сверху вниз, то есть внизу канавки оно должно быть шире, чем вверху. ВЕРХНЕЕ КОЛЬЦО СЕРОГО ОТТЕНКА, НИЖНЕЕ ЧЕРНОГО ЦВЕТА НАДПИСЯМИ ВВЕРХ . Замки колец не в коем случае нельзя устанавливать друг над другом, они должны обязательно отходить в плоскости на 2 см в разные стороны, в итоге расстояние между ними, если привести в параллель, должно быть 4 см. Кольцо должно утапливаться в канавке.
СБОРКА ПОРШНЕВОЙ ГРУППЫ
Поршневую группу собирают в определенном порядке. Сначала в канавку одной из бобышек поршня вставляют стопорное кольцо (замок). Поршень надевают на шатун, совместив отверстия бобышек с отверстием верхней головки шатуна. На поршне есть маркировка "IN", т.е. ВПУСК. Впуск находится вверху, значит и эта маркировка должна быть вверху. В отверстие бобышки поршня, где нет стопорного кольца, вставляют смазанный маслом поршневой палец в отверстие шатуна до упора в ранее вставленное стопорное кольцо.
Если палец слишком туго входит в бобышки, можно дослать его на место легкими ударами выколотками. Но делать это надо достаточно осторожно, чтобы не повредить бобышки поршня. Вставив в бобышку поршня следующее замочное кольцо, на поршень надевают поршневые кольца. После этого на шпильки крепления цилиндра надевают фасонную бумажную прокладку, предварительно смазанную маслом, и опускают её на фланец картера.
Надев на шпильки цилиндр со смазанным маслом зеркалом, его медленно опускают вниз до тех пор, пока нижняя часть не наденется на головку поршня. После этого верхнее поршневое кольцо сжимают пальцами в замке, и легко ударяя по верхней части цилиндра - проталкиваем до следующего кольца. так же поступаем и с остальными кольцами.
Посмотреть все изображения



Кольца компрессионные, маслосъемные, установка
Поршневые кольца формируют уплотнение между стенкой цилиндра и поршнем. Должны обеспечивать хорошее уплотнение по всей плоскости цилиндра в широком диапазоне температур. В четырех тактных двигателях чаще применяется три кольца, из них два компрессионных и нижнее маслосъемное.
- Компрессионные кольца обеспечивают надежное уплотнение между цилиндром и поршнем для герметизации камеры сгорания.
- Отвод тепла от поршня к стенкам цилиндра.
- Маслосъемные кольца удаляют излишки масла со стенок цилиндра предотвращая его попадания в камеру сгорания. Однако удаляют не полностью, а регулируют, оставляя необходимое количество масла для компрессионных колец.
Первое компрессионное кольцо
Предназначено исключительно для предотвращения прорыва расширяющихся газов в камере сгорания. Во время цикла «рабочий ход» нарастающее давление в камере сгорания прижимает первое компрессионное кольцо ко дну канавки поршня и сильнее прижимает к стенкам цилиндра, тем самым обеспечивая достаточную изоляцию камеры сгорания. Давление в канавке кольца сохраняется на последующих тактах не
успевая снизиться. Зазор между кольцом и канавкой составляет 0.04-0.08 мм

Защищает второе кольцо от высокой температуры сгорания и уменьшает нагрузку. Имеет наибольший теплоотвод от поршня к цилиндру, примерно 50-60% отводимого тепла от поршня к цилиндру приходится на компрессионные кольца. Некоторая часть газов прорывается, второе кольцо приступает к выполнению своих функций, об этом чуть позже.
Первое компрессионное кольцо изготавливается из высокосортного чугуна или стали, способного выдерживать высокие температуры и нагрузку при этом имея не большой коэффициент теплового расширения. Во время работы двигателя температура кольца достигает 180-210°C, в верхней мертвой точке где практически нет смазки из-за трения, достигается еще большая температура. На внешней рабочей поверхности кольца часто присутствует специальное покрытие для снижения трения. Это может быть плазменная наплавка молибдена, металлокерамики, керамики. Чаще встречается хромовое покрытие, имеющее серый матовый цвет (наносится гальваническим метолом) и своеобразную пористую структуру, позволяющую задерживать масло для большего снижения трения. Остальные поверхности имеют черный цвет в результате фосфатирования. Покрытие обеспечивает антифрикционные и антикоррозийные свойства.
Компрессионные кольца производятся не совсем круглыми, а имеют сложную форму дуги в свободном состоянии и достаточно большой концевой зазор. Когда кольцо займет свое место в поршне и будет вставлено в цилиндр, оно будет обеспечивать равномерную прижимную силу в любой точке окружности.

Второе компрессионное кольцо
Работает в более благоприятных условиях и выполняет функцию дополнительного уплотнения так же из-за специальной формы помогает маслосъемному снять излишки масла, оставляя только масленую пленку на поверхности цилиндра. Средняя температура кольца 150 — 170 °C в режиме работы. Зазор между кольцом и канавкой поршня немного ниже чем у первого 0.03-0.06 мм. Выполненно из чугуна и очень хрупкое. Разнообразие форм колец обуславливает выполнение определенных функций. Таких как распределение нагрузки в канавке, уменьшение трения юбки поршня методом аквопланирования по маслу, удаление излишек масла.

Фаска на внутренней стороне кольца определяет в какую сторону будет изгибаться кольцо. Если фаска снизу, то кольцо после нагрева будет выворачиваться наружной поверхностью вниз, как показано на картинке. И соответственно если фаска сверху, то и выворачиваться рабочая поверхность кольца будет вверх.
Маслосъемное кольцо
Под компрессионными кольцами располагается маслосъемное кольцо, выполняющее функцию удаления излишек масла со стенок цилиндра.
Большое количество масла, проникающее через компрессионные кольца в камеру сгорания, плохо сказывается на работе двигателя. В процессе работы сгорающее масло откладывается на стенках клапанов, камере сгорания, свечах, дне поршня. Большой нагар сильно разогревается, повышается вероятность детонации. Выпускные клапана подвергаются увеличенной температурной нагрузке.
Тонкий слой масленой пленки, оставляемый маслосъемными кольцами, снижает силу трения компрессионных колец, увеличивая их долговечность. В отличии от компрессионных маслосъемные не прижимаются рабочим давлением газа к плоскости канавки в поршне и стенкам цилиндра, поэтому имеют специальные осевые и радиальные расширители.
По конструкции можно выделить два типа колец: коробчатые и наборные те и другие могут иметь различные расширители.

При движении поршня вниз маслосъемные кольца соскребают со стенок цилиндра излишки масла направляя их по дренажным отверстиям в поршне обратно в картер. Масляный клин перед кольцом помогает эффективно смазывать скользящую юбку поршня. Стенки цилиндра имеют шероховатость, так называемый хон, который позволяет задерживать тончайший слой масла, для компрессионных колец.


Большее распространение получили наборные кольца, состоящие из двух тонких стальных пластин, (часто имеющих различные покрытия для снижения терния) и тангенциального расширителя, выполняющего одновременно осевое и радиальное расширение. Используются в современных двигателях.
Особенности установки маслосъемных колец
Хочу обратить ваше внимание на установку именно маслосъемных колец. С компрессионными не должно возникнуть проблем если соблюдать простые правила, устанавливать надписями вверх (надписи, точка) и пользоваться специальным инструментом.

При установки маслосъемных могут возникнуть трудности при отсутствии надписей, или правильность установки замка расширителя. Разберемся в этом подробнее. Если надписи отсутствуют, то не имеет значения какой стороной вы поставите кольцо и какое из них будет сверху, а какое снизу (наборные).
Часто ошибки возникают при установке поршня в цилиндр, даже если используется специальных хомут для стяжки колец на поршне. Особенность состоит в следующем. При сборке маслосъемного кольца стоит обратить внимание на замок расширителя и правильность его стыковки. Для наглядности смотрим изображение ниже.

Во время сжатия колец на поршне замок расширителя маслосъемного кольца может соскочить с правильного положения и лечь в нахлест собираясь по спирали, таким образом пластины проваливаются через расширитель и это приведет к задиру стенок цилиндра, и канавок поршня. Чтобы этого избежать стягивающий хомут следует располагать таким образок как показано на изображении.
Компрессионные кольца двигателей КамАЗ 740.11-240, 740.13-260, 740.14-300
Компрессионные кольца (рис. Поршень с кольцами в сборе с шатуном) изготавливаются из высокопрочного, а маслосъемное из серого чугунов. На двигателе 740.11 форма поперечного сечения компрессионных колец односторонняя трапеция, при монтаже наклонный торец с отметкой "верх" должен располагаться со стороны днища поршня. На двигателях 740.13 и 740.14 верхнее компрессионное кольцо имеет форму сечения двухсторонней трапеции с выборкой на верхнем торце, который должен располагаться со стороны днища поршня.
Поршень с шатуном и кольцами в сборе: 1 — поршень; 2 — маслосъемное кольцо; 3 — поршневой палец; 4, 5 — компрессионные кольца; 6 — стопорное кольцо.
Рабочая поверхность верхнего компрессионного кольца 4 покрыта молибденом и имеет бочкообразную форму. На рабочую поверхность второго компрессионного 5 и маслосъемного колец 2 нанесен хром. Ее форма на втором кольце представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название "минутное". Минутные кольца применены для снижения расхода масла на угар, их установка в верхнюю канавку не допустима.
Маслосъемное кольцо двигателей КамАЗ 740.11-240, 740.13-260, 740.14-300
Маслосъемное кольцо коробчатого типа с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в замке кольца. На двигателе модели 740.11 высота кольца - 5 мм а на двигателях 740.13 и 740.14 высота кольца 4 мм.
Установка поршневых колец с других моделей двигателей КАМАЗ может привести к увеличению расхода масла на угар.
Для исключения возможности применения не взаимозаменяемых деталей цилиндро-поршневой группы при проведении ремонтных работ рекомендуется использовать ремонт-комплекты:
740.13.1000128 и 740.30-1000128 - для двигателей 740.13-260 и 740.14-300.
Читайте также: