
Ремонт кшм лада гранта
Добавил пользователь Евгений Кузнецов Обновлено: 04.10.2024
Ремонт кривошипно-шатунного механизма
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т и ДР-У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна. Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм. При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
Перед ремонтом коленчатый вал промывают в моечной машине ОМ-36000. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы. С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под. шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С. Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала. Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок 3A423, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер. Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.

Рис. Приспособление для установки вала при шлифовании шатунных шеек: 1 — призма; 2 — шатунная шейка; 3 — индикаторное устройство.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30 на установке ОР-26320 или на стенде 6749. На специализированных ремонтных предприятиях при больших программах ремонта для доводки шеек вместо полирования применяют суперфиниширование на специальном полуавтомате 3875К.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, наплавляют автоматической наплавкой под слоем флюса и обрабатывают до номинальных размеров.
Восстановленные коленчатые валы подвергают динамической балансировке на специальной машине КИ-4274 или БМ-У4.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам. Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
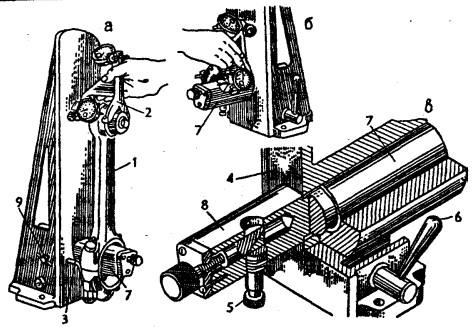
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Газотермическое напыление коренных шеек коленчатого вала ЯМЗ 238. Роботизированный комплекс
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Ремонт поршней и пальцев
В большинстве двигателей поршни изготовлены из сплавов алюминия. В процессе эксплуатации в них возможны следующие дефекта: износ наплавляющей части (юбки) поршня, канавок под поршневые кольца и отверстий в бобышках под поршневой палец; задиры и трещины. Основной дефект поршневых пальцев — износ наружной поверхности под втулку верхней головки шатуна и под отверстия бобышек поршня, возможны трещины, сколы и забоины.
Поршни и поршневые кольца, изношенные свыше допустимых пределов размеров, не восстанавливают. При текущем ремонте изношенные отверстия бобышек развертывают под палец увеличенного размера. Чтобы сохранить соосность отверстий, их разворачивают специальной длинной разверткой за один проход. После развертывания проверяют диаметр отверстия индикаторным нутромером и перпендикулярность оси отверстий к оси (или образующей) поршня на специальных приспособлениях.
Кап.ремонт двигателя Гранта 8 кл, Кпп, ревизия блоки (много полезных советов)
Приветствую. Началось все зимой еще, когда на холодную стал появляться стук в течении минуты.
Жор масла, но из трубы дыма не было, сапун в масле, как и заслонка. Типичные признаки износа поршней, колец, втулок шатуна, так как палец болтаясь в ней кривит поршень, от того кольца пропускают масло и набивается эллипс на рабочей поверхности цилиндров. Поэтому, вовремя меняйте масло, лейте только хорошее, не обязательно дорогие масла, можно наши, не уступают по качеству, если не подделка. Лукойл выдерживает заморозку при -25 и не густеет в кашу в отличии от тотачи. Самое лучшее масло это идемитсу конечно. Именитые бренды скупают его и под своей маркой продают в три дорого, добавляя присадки свои или еще что. Интервал замены у каждого свой, но оптимальным считаю пробег в 7 тысяч, учитывая пробки. Грязное масло способно ускорить истираемость деталей раньше срока, так как теряет свои свойства.
Разборка двс проста на первый взгляд, но есть нюансы, которые помогут облегчить этот процесс. Коллектора лучше не снимать по отдельности, , а отвинтить только три гайки на трубе снизу, где фланец. Вытащим всю гбц в сборе разом. Это если она исправна, то снимать не потребуется коллектора потом. Шкив лучше снять по месту, иначе он может покарябать кузов, если не аккуратно торопясь поднимать двс. Отверткой держа за зубья маховика, лучше с кем то. Будьте акукуратны с радиатором. Потек зараза слева, где шланг подходит, герметики и эпоксидка не помогают. Завтра куплю тракмен.
Доставая блок, вкрутите два болта старых гбц посередине, завернутых до конца, одев на них проволоку толстую, хорошо скрученную.
Поверку цилиндров на эллипс можно сделать самому, это просто, достаточно иметь набор щупов. Вставляем старое кольцо внутрь и мерим зазор в разных положениях высоты. 2 см от края, 6, 10. Не должен превышать 0.20мм. Норма 0.25. Если ниже, , то новые кольца нужно будет подпилить болгаркой или напильником, это говорит о низком качестве продукции. У меня были разные размеры. Сверху 0.40, , снизу 0.30. Поэтому сомнения о идеальной цилиндрической форме отпало.
Я снимал кпп, так как требовалось замена подшипников всех, прижимной пластины, так как старые подшипники наделали дел, набив очертания неровные, выдавины. И увеличить преднатяг блокировки. Разбирая ее, стоит уделить внимание всему, что там лежит, дабы не перепутать при сборке. Лучше всё заснять на видео.
Есть два вида блокировок похожих на друг друга. Это вал рейсинг и авто спринтер. Первая, не смотря на название, хуже по характеристикам деталей, чем вторая. А все вот почему. Разбирая свою валрейсинг, обнаружил шайбы меньшего диаметра внутреннего, чем лежат в спринтере, скорее они или от з.п или увеличенной мощности, так как чем больше металла, , тем медленнее он теряет свою упругость и стойкость к износу увеличивается. Мои уже просели, дали усадку, сплющились, поэтому переставил со спринтера… И главное мерить натяг нужно самому .сделать спец фикню из шруса, обрезать его, болгаркой сделать шестигранник под головку и вставив в блоку, зажатую в тисках, собранную на 4 болтах параллельно закрученных, покрутить динамоключом. на сухую кажет больше. маслом нужно смазать немного все равно. Сразу мерить удобнее, чем потом снова разбирать кпп. :)Собрал на этих шайбах, начал крутить, а натяг снова бешеный. за 12 кг уходит. начал разбираться и нашёл же косяк токаря! нижнюю шестерню сточил не правильно. Или автомат так делает, в общем углубление под центральное кольцо большое, куда вставляются сами кольца-шнеки, выточено выше на 1 мм., чем моё. поэтому решил ставить своё, а пробовал то, которое купил.
Когда уже устанавливал кпп, привода не заходили, пришлось постепенно применить кувалду, слегка бив по деревяшке. Но мой уставший моск не хотел верить в чудеса, что они не заходят и почему не знал ответа. кольца в порядке. Только потом понял, , что зубья не попали в пас. Колеса стояли на земле. Ошибка ппц, стояла мне 9 тысяч. Не снимал ни одну шаровую, так как стоит пром.вал. Поднимаешь привод правый вместе с кпп, на лебедке, и вынимаешь под углом. Так же и заносишь обратно его. Решил я проверить натяг, и не зря, иначе бы снова пришлось разбирать уже из готового варианта с двигом. А натяг то бешеный! Более 20кг. Разобрал снова, а шнеки то развалились от ударов(
заказывал у ребят токарей, шлицы выжигали, точили. Делалось все больше недели. Поэтому психанув, взял новую блоку спринтер и обнаружил там такие вот шайбы. С меньшим радиусом. У парней у нас в городе взял такие же до этого, когда собирал кпп. Если кому нужны шнеки, червяки, большое центральное кольцо нагрузки, в ком ходят те самые шнеки- кольца, то без проблем парни сделают. 3т.р оба. Сталь хвг. Расскажу подробно в другой записи обо всем этом.
И так, кпп готова, остался двигатель. Разборка показала, что хана и седлам, летом разбирая, меняв кольца, видел раковины на них. Кто то говорил, что это даром не пройдет и будь чему то хана, но он не знал, что было хана поршням и втулкам, так бы кольца прослужили долго, , вкупе с остальными деталями. Шатунами и пальцами. Клапана так же под замену, взял облегчённые польские — красавцы удалые.:)
делал так же и портинг коллектора впускного и самой гбц. Из шаровой от опеля фронтеры 25мм, сделал зубья, закалил их и принялся за дело
Если не закалить, то они быстро сточатся., и так приходилось болгаркой их затачивать иногда. Берем лампу паяльную, греем минут пять, опускаем в масло на 9 сек, после в воду, и так три раза повторяем примерно.
Замену седел впускных сделал плохой человек., выпуск не менял, прирезали все потом, притер сам, но тут увидел, что притирается то неровно! Ппц дядька женька с затонской 50, некий клуб 500! Не хотел признавать свою ошибку, не верил и все тут на слово, а ведь видно глазом, что с одной стороны седло имело фаску притертую 3 мм, с другой 0.5. ездить на велике каждый раз к нему с гбц, 8км, было для меня адским испытанием, хотя бывало и хуже. Требовал, чтоб в сервисе другом написали записку, что прирезаны криво, и тогда он вернет деньги. Но это еще мелочи, от чего я в бешенстве. Приехал в первый раз, привез гбц и седла волгопродукт какой то, он говорит, какой размер их, типа нужны такого же, как и старые. Мерит: 14.01. Бери такие же ищи, едь. Я поехал, новые вернул. В маге в шоке, ниже номинала нет, волговские вообще все разных диаметров!)) полная хрень за 250 руб. Бронза изнашивается быстро, поэтому взял мастер спорт, те же, что и до этого привозил. Помотал в общем меня, тот еще олень. Номинал идет 14.06 ! Мерим электронным штангелем. Выше уже под ремонтный размер. Плюсом на 22 сотки. Если поставить без натяга втулки, то выпадут. 5 соток допуск, не ваше. По отношению к извлеченным. По хорошему нужно нутромером проверить все отверстия посадочные, кольца стопорные одевать с верху, малого края, с другой нельзя, иначе поцарапаете, , будет сосать масло. Если же вы это уже сделали, то при установленных втулках намажьте герметиком серым места колец, положьте шайбу.
Развёртки привез ему покупные, так он своей одной развертывал втулки, ориентир держа на палец, глаз!(!). Как болтается, так и проверял болтая клапана, не нутромером, ни спец развертками, где выпуск делается чуть больше, так как нагрев выше, чем у впуска — 0.0029, впуск 0.0022, а рукою на ощупь, так делают только дилетанты или спецы "экстра" класса. После него я сам прошелся развертками своими и был конечно же не удивлен, что каждый раз, втулка нарезалась с разным усилием, если бы поставил так, то клапана бы заклинило и он вряд ли признал свою ошибку ! Так как все на словах было с ним. Как и гарантия в кавычках. Остерегайтесь этого места друзья. Делайте в проверенных местах, где и я после. Это в суриках — спортивная 52, Антон, и на Шевченко 81стр.6. Автоэлит, в углу мужики работают, грамотные мотористы, точат коленвалы, шлифуют гбц. Так же тут сделал мне развёртку рв, вк как старый болтался, если зажать в постели его и пошатать вверх вниз. Изза этого давление масла может теряться в системе, стуки посторонние могут быть. Так же фрезернул крышку рв, так как зазор был 0.50 (!), на старом рв, на новом стал 0.40. Убрал 0.20. Рв — Окб двигатель, подьем 10.8. На хх тарахтит, как будто троит двиг. Но это в порядке вещей. Так же заказал у Окб тарелки с роспуском и разрезную. Тарелки разной обработки, что недоволен! Клапана сидят по разному, видно глазом даже. А менеджер только свои втюхивал иначе гарантии не дает. Еще один олень. Их не видно, но они есть))
Все благополучно установил, шлифанул шайбы под углом края, полирнул гоя, рс так сказать технология. Легче крутиться рв, меньше шума, износа, и прочих приятностей.:) прежде стачиваем об наждачку 300 примерно фракцией, можно ниже, в руках держа шайбу.
ТАК ДЕЛАТЬ НЕЛЬЗЯ ! ПРАВИЛЬНЫЙ МЕТОД:
Берем коврик от компьютерной мышки (или пару сложенных газет).
На него кладем лист наждачной бумаги зернистостью 500-600 Микрон (лучше
использовать швейцарскую, желтую).
Регулировочную шайбу, установленную в серийный толкатель,
полируем круговыми движениями, ПЛОСКО (!) прижимая к наждачной бумаге.
Съем на краю рег шайбы происходит примерно со скоростью 0,01 мм в минуту.
следы доработки постепенно исчезают на ширине 4-5мм от края шайбы. Если сложить две шайбы вместе сторонами доработанными, то можно увидеть едва заметный просвет по краям.Испортить шайбу практически невозможно — шайба естественным образом заваливается только по периферии.
Гидротолкатель таким способом дорабатывать нельзя.
. В тисках нужно зажать шлиф.машину, удобно.
Налив масло на стаканы, накрываем крышкой и заводим мотор.
. Стаканы так же новые, износ посередине был, хотя по ощущениям одинаково шатались. Но это не дело конечно. Нужны приборы. С гбц все…
У блока.: коленвалу хана, на 1 коренном чувствовались волны аж!( под первый ремонтный сточены были все шейки. И шатунные так же. Допустимый размер эллипса в допуск к установке стоковых вкладышей не должен превышать 2 сотки. Было 3. Стука хотя не было. И это все последствия плохого масла. Тотачи лил как то. Восхваляясь его качеством почему то. Перешел потом на идемитсу. И стоит недорого. 1250 у нас. Прежде, чем одевать шатуны, нужно в коленвалу все отверстия под маслоканалы пройтись сверлом большим, снять фаску, иначе вкладыши задерутся и стружка вновь испортит вам двиг. И проверить сами шатуны в магазине с помощью нового пальца. они вообще идут одного размера. но есть разных цветов, меток. атк вот выяснил, что это для других моторов. сколько не промерял, одинаково шатались.
Одеваем два шатуна на один палец новый, смыкаем, смотрим зазор везде, он должен быть одинаков. переворачиваем один, снова смотрим. Индийские гавно, у них верхнее кольцо, где идёт соприкосновение с поршнем, сточено криво, виден металл снятый косо, и именно эти показали мне зазорр снизу в 1 мм! именно один почему то, или два, уже не важно. И втулка вставлена с зазором конским и по разному, смотря на другие шатуны. такие шатуны натворят дел. криво ходящий поршень в итоге снова набьёт эллипс, будет жор масла.
Шпг пришлось взять всю новую. Втулки не найти, изношены были, так оставлять нельзя, кольцам быстро пришел бы конец. Пальцы болтались ощутимо, что странно и у новых слегка так же. Но это в норме, на нагрев расчет. Дешевые шатуны за 6500 это Индия. Металл г, ломаются, лучше взять наши. За 8 почти что. Поршня взял Кострому. В комплекте с пальцами и кольцами. Что странно, так это то, что карточек внутри нет, снаружи теперь они клеят наклейки, дозвонился в итоге в тот город, , спросил у дядьки. А так на их сайте не указана эта инфа. Думал подделка и брать не хотел! Тем более номер для проверки подлинности, который стираем, в одном месте не стирался.
Помыть внутри обязательно коленвал, лучше, если это сделает на месте расточник, как и сам блок после расточки, так как у меня дядька халатный забыл. Стружки полна горница была в нутрях. И я заметил уже когда все было собрано и готовым к установке! Колено так же мыл обезжиривателем, грязь осталась всё же. Герметик лучше использовать серый Феликс, тот еще вещь! Мощь одним словом. Держит саляру даже. Собираем кольца зазорами буквой зю. То есть Y. 120 %, обращено маслосъемное должно быть зазором в противоположную сторону от маслофорсунке. Их так же меняют на новые, проверить не сложно новые. Вставляем в шланг с компрессором и дуем) на 1.5 очков, клапан внутри открывается.
Смазываем маслом поршня собранные, цилиндры, и сдавливаем оправку сильно до упора, стучим слегка кувалдой большой по поршню… Слегка не получается если, стучим посильнее, пока поршень не зайдет или не развалится. После этих процедур следует купить новые поршня) стучать конечно же нужно обухом молотка слегка.:) пока поршень не развалится…
Самое важное, это затяжка всех соединений по моменту!(!) особенно движущихся деталей, таких, как шатуны. Дурак не поймет только, , если затянуть сильно или не дотянуть, то при высоких оборотах болт потянутый или недотянутый, ломается, крышка отваливается, и настает полный пипец вашему всему(!) двигателю. Момент затяжки не должен превышать 4кг!
Момент постели рв 2-3кг. Но я тянул 2. Так как детали не притерты новые, при 3 он не крутился. Коренные 90н.м, крышка картера 2н.м. Выполняются работы спец ключом динамометрическим. Ставим гбц на обезжиренную прокладку железную, крутим болты в 4 этапа. В отверстиях болтовых не должно быть масла, оно не сжимаемо, и если не удалить его, то блок поломает. Слегка только мажется маслом болты. Прежде их проверяют на растяжение. Размер от основания шляпы до конца, не должен превышать 135мм. Выше, чем на 0.5 мм болты должны быть заменены! Или 1мм. На ваш риск все операции. Так как потом при обломе одного болта, придется вновь откручивать все и менять прокладку. Тянем первый прием до 20н.м, даем покурить гбц 15 мин, тянем до 80. Отдых час, , два, кто как, я не давал перерыва, в мануале этого нет, поэтому мои болты при 3 этапе — поворот на 90%, оставались на моменте в 100нм. И на последующем 4 так же. На 100. Скорее этот перерыв дается для усадки прокладки. Должно быть около 120. После 500 км на холодную гбц болты нужно протянуть слегка. И если будут тянуться, то им хана. Растянуты.( завтра это мне предстоит узнать, попадаю ли я на прокладку или все обойдётся. Обкатка проходит до 500км, кто то говорит что до 2000 нужно, каждый решает сам, , но мануал нужно слушать. Спасибо за внимание. Удачи с вашими двигами, берегите их и давайте иногда прокакаться до 5 об.мин.
Что такое КШМ и для чего нужен кривошипно-шатунный механизм?
Если есть что-то, что прочно ассоциируется с любым автомобилем, это механизм двигателя. Как ни странно, принцип его действия мало изменился с тех пор, как 120 лет назад Карл Бенц запатентовал свой первый автомобиль. Система усложнялась, обрастала сложной электроникой, совершенствовалась, но кривошипно-шатунный механизм (КШМ) остался самым узнаваемым “портретом” любого мотора.
Что такое КШМ и для чего он нужен?
Двигатель в процессе работы должен давать какое-то постоянное движение, и удобней всего, чтобы это было равномерное вращение. Однако силовая часть (цилиндро-поршневая группа, ЦПГ) вырабатывает поступательное движение. Значит, нужно сделать так, чтобы один тип движения преобразовался в другой, причем с наименьшими потерями. Вот для этого и был создан кривошипно-шатунный механизм.
По сути, КШМ – это устройство для получения и преобразования энергии и передачи ее дальше, другим узлам, которые уже эту энергию используют.
Устройство КШМ
Строго говоря, КШМ автомобиля состоит из самого кривошипа, шатунов и поршней. Однако говорить о части, не рассказав о целостной конструкции, было бы в корне неправильно. Поэтому схема и назначение КШП и смежных элементов будет рассматриваться в комплексе.
- Блок цилиндров – это начало всего движения в моторе. Его составляющие – поршни, цилиндры и гильзы цилиндров, в которых эти поршни движутся;
- Шатуны – это соединительные элементы между поршнями и коленвалом. По сути, шатун представляет собой прочную металлическую перемычку, которая одной стороной крепится к поршню с помощью шатунного пальца, а другой фиксируется на шейке коленвала. Благодаря пальцевому соединению поршень может двигаться относительно цилиндра в одной плоскости. Точно так же шатун охватывает посадочное место коленвала – шатунную шейку, и это крепление позволяет ему двигаться в той же плоскости, что и соединение с поршнем;
- Коленвал – коленчатый вал вращения, ось которого проходит через носок вала, коренные (опорные) шейки и фланец маховика. А вот шатунные шейки выходят за ось вала, и благодаря этому при его вращении описывают окружность;
- Маховик – обязательный элемент механизма, накапливающий инерцию вращения, благодаря которой двигатель работает ровней и не останавливается в “мертвой точке”.
Эти и другие элементы КШМ можно условно разделить на подвижные, те, что выполняют непосредственную работу, и неподвижные вспомогательные элементы.
Подвижная (рабочая) группа КШМ
Как понятно из названия, к подвижной группе относятся элементы, которые активно задействованы в работе двигателя.
-
Поршень. При работе двигателя поршень перемещается в гильзе цилиндра под действием выталкивающей силы при сгорании топлива – с одной стороны, и поворотом коленвала – с другой. Для уплотнения зазора между ним и цилиндром на боковой поверхности поршня находятся поршневые кольца (компрессионные и маслосъемные), которые герметизируют промежуток и препятствуют потере мощности во время сгорания топлива.
Неподвижная группа КШМ
Неподвижной группой можно назвать внешнюю часть двигателя, в которой находится КШП.
-
Блок цилиндров. По сути, это корпус, в котором располагаются непосредственно цилиндры, каналы системы охлаждения, посадочные места распредвала, коленвала и т.д. Он может выполняться из чугуна или алюминиевого сплава, и сегодня производители всё чаще используют алюминий, чтобы облегчить конструкцию. Для этой же цели вместо сплошного литья используются ребра жесткости, которые облегчают конструкцию без потери прочности. На боковых сторонах блока цилиндров располагаются посадочные места для вспомогательных механизмов двигателя.
Принцип работы КШМ
Работа механизма двигателя основана на энергии расширения при сгорании топливно-воздушной смеси. Именно эти “микровзрывы” являются движущей силой, которую кривошипно-шатунный механизм переводит в удобную форму. На видео, ниже, подробно описанный принцип работы КШМ в 3Д анимайии.
Принцип работы КШМ:
Интересно, что для старта двигателя нужно сначала раскрутить маховик. Для этой цели нужен стартер, который сцепляется с зубчатым венцом маховика и раскручивает его, пока мотор не заведется. Закон сохранения энергии в действии.
Остальные элементы двигателя: клапаны, распредвалы, толкатели, система охлаждения, система смазки, ГРМ и прочие – необходимые детали и узлы для обеспечения работы КШМ.
Основные неисправности
Учитывая нагрузки, как механические, так и химические, и температурные, кривошипно-шатунный механизм подвержен различным проблемам. Избежать неприятностей с КШП (а значит, и с двигателем) помогает грамотное обслуживание, но всё равно от поломок никто не застрахован.
Стук в двигателе
Один из самых страшных звуков, когда в моторе вдруг появляется странный стук и прочие посторонние шумы. Это всегда признак проблем: если что-то начало стучать, значит, с ним проблема. Поскольку в двигателе элементы подогнаны с микронной точностью, стук свидетельствует об износе. Придется разбирать двигатель, смотреть, что стучало, и менять изношенную деталь.
Основной причиной износа чаще всего становится некачественное ТО двигателя. Моторное масло имеет свой ресурс, и его регулярная замена архиважна. То же относится и к фильтрам. Твердые частички, даже мельчайшие, постепенно изнашивают тонко пригнанные детали, образуют задиры и выработку.
Стук может говорить и об износе подшипников (вкладышей). Они также страдают от недостатка смазки, поскольку именно на вкладыши приходится огромная нагрузка.
Снижение мощности
Потеря мощности двигателя может говорить о залегании поршневых колец. В этом случае кольца не выполняют свою функцию, в камере сгорания остается моторное масло, а продукты сгорания прорываются в двигатель. Прорыв газов говорит и о пустой растрате энергии, и это чувствует автовладелец как снижение динамических характеристик. Продолжительная работа в такой ситуации может только ухудшить состояние двигателя и довести стандартную, в общем-то, проблему до капремонта двигателя.
Проверить состояние мотора можно самостоятельно, измерив компрессию в цилиндрах. Если она ниже нормативной для данной модификации двигателя, значит, предстоит ремонт двигателя.
Повышенный расход масла
Если двигатель начал “жрать” масло, это явный признак залегания поршневых колец или других проблем с цилиндро-поршневой группой. Масло сгорает вместе с топливом, из выхлопной трубы идет черный дым, температура в камере сгорания превышает расчетную, и это не добавляет двигателю здоровья. В некоторых случаях может помочь очистка без демонтажа двигателя, но в большинстве случаев предстоит разборка и дефектовка двигателя.
Нагар
Отложения на поршнях, клапанах и свечах зажигания говорят о том, что с двигателем есть проблема. Если топливо не сгорает полностью, нужно искать причину неисправности и устранять ее. В противном случае мотору грозит перегрев из-за ухудшения теплопроводности поверхностей со слоем нагара.
Белый дым из выхлопной трубы
Появляется, когда в камеру сгорания попадает антифриз. Причиной чаще всего бывает износ прокладки ГБЦ или микротрещины в рубашке охлаждения двигателя, и для устранения проблемы необходима ее замена.
Медлить в этой ситуации нежелательно: маленькая протечка может обернуться гидроударом. Камера сгорания наполняется жидкостью, поршень движется вверх, но жидкость, в отличие от воздуха, не сжимается, и получается эффект удара о твёрдую поверхность. Последствия такой катастрофы могут быть любые, вплоть до “кулака дружбы” и продажи машины на запчасти.
Заключение
Несмотря на высокие нагрузки, критические условия работы и даже небрежность владельцев, кривошипно-шатунный механизм отличается завидной живучестью. Вывести его из строя можно неправильным обслуживанием, нештатными нагрузками, поломкой смежных элементов. Да, двигатель почти всегда можно починить, но эта услуга обойдётся в разы дороже, чем просто грамотное регулярное ТО. Недаром же есть двигатели “миллионники”, которые способны служить десятилетиями, не доставляя проблем владельцу машины.
Двигатель автомобиля Лада Гранта
Первые автомобили Лада Гранта седан имели 2 комплектации - стандарт и норма.
Под капотом гранты в основном устанавливается 8 клапанный двигатель с объемом 1,6 литра. Есть две его модификации - 80 л.с. и около 90 л.с.
Такой силовой агрегат разгоняет гранту до 100 км/ч за 12 секунд, что довольно таки не плохо для бюджетной машины. Расход в смешанном цикле составляет не более 7,3 литра на 100 км. В загородном цикле расход опускается до 5,5-6 л. при крейсерской скорости 100-110 км/ч. При всем при этом двигатель соответствует нормам экостандарта "Евро-4", причем постепенно начинается работа на освоение и "Евро-5".
С появление на Гранте комплектации "Люкс" будет доступна версия двигателя от Renault вкупе с автоматической коробкой передач. Такой двигатель будет обладать мощностью 98 л.с.
Двигатель старой модификации 11183
Двигатель 11183 устанавливается на Гранту "Стандарт". Он перекочевал сюда от автомобиля "Калина". Неприхотливый и уже проверенный временем двигатель достаточно надежен и не вызывает вопросов. Его мощности вполне достаточно для городской езды. Для трассы такой двигатель менее приспособлен, но вполне сносно повезет и Гранту. Преимущества у данного двигателя также есть - его эластичность. В отличие от двигателя Калины 1.4л 16кл. он с самых "низов" начинает неплохо разгонять автомобиль.
Двигатель новой модификации 21116

Данный силовой агрегат уже сейчас начинают устанавливать на некоторые автомобили Лада "Калина" и Лада "Приора".
В ближайшем будущем можно будет в полной мере оценить новую модернизацию двигателя, когда Лада Гранта появится в свободной продаже.
Двигатель для Гранта "Люкс": Модель 21126.
Данный двигатель уже устанавливается на автомобили "Приора" и обладает самой большой мощностью среди всей троицы. Его крутящий момент составляет порядка 145 Нм и имеет мощность около 98 л.с. Данный двигатель без каких либо изменений будет устанавливаться в некоторые версии "Люкс" автомобиля Лада Гранта.
Неисправности признаки причины способы устранения кшм
Техническое обслуживание двигателя состоит из проверки его технического состояния внешним осмотром и в процессе работы, выявления неисправностей, выполнения контрольно-регулировочных, смазочных и крепежных работ по кривошипно-шатунному и распределительному механизмам, системам охлаждения, смазки, питания и зажигания.
Неисправности кривошипно-шатунного механизма обусловливаются естественным изнашиванием сопряженных деталей.
Основными признаками неисправности кривошипно-шатунного механизма являются:
- уменьшение компрессии в цилиндрах;
- появление шумов и стуков;
- прорыв газов в картер и появление из маслоналивной горловины голубоватого дыма с резким запахом;
- увеличение расхода масла;
- разжижение масла в картере (из-за проникновения туда паров рабочей смеси при тактах сжатия);
- забрасывание свечей зажигания маслом, отчего на электродах образуется нагар и ухудшается искрообразование. В итоге повышается расход топлива и снижается мощность двигателя.
Неисправности газораспределительного механизма наиболее часто проявляются в нарушении зазоров между стержнями клапанов и толкателями. Это приводит к нарушению фаз газораспределения, ухудшению наполнения цилиндров (вследствие запаздывания открытия впускного или выпускного клапанов при увеличенных зазорах).
Увеличенные зазоры между стержнями клапанов и толкателями вызывают стуки и преждевременный износ деталей распределительного механизма. Малые зазоры или их отсутствие приводят к неплотной посадке клапанов и пропуску рабочей смеси во впускной и выпускной трубопроводы. В результате уменьшается компрессия в цилиндрах двигателя и его мощность. Признаками этих неисправностей служат появление вспышек в карбюраторе и хлопков в глушителе.
Техническое обслуживание кривошипно-шатунного (КШМ) и газораспределительного механизмов (ГРМ)
- проверка стабильности состояния и подтягивание креплений (крепежные работы) опоры двигателя к раме, головки цилиндров и поддона картера к блоку, фланцев впускного и выпускного трубопроводов и других соединений;
- проверка технического состояния или работоспособности (контрольные работы) кривошипно-шатунного и распределительного механизмов;
- регулировочные работы и смазка.
Крепежные работы
Для предотвращения пропуска газов и охлаждающей жидкости через прокладку головки цилиндров необходимо периодически проверять крепление головки ключом с динамометрической рукояткой с определенным усилием и последовательностью. Момент затяжки и последовательность подтягивания гаек устанавливают автомобильные заводы.
Чугунную головку цилиндров крепят, когда двигатель находится в нагретом состоянии, а головку из алюминиевого сплава – в холодном.
Необходимость подтягивания крепления головок из алюминиевого сплава в холодном состоянии объясняется неодинаковым коэффициентом линейного расширения материала болтов и шпилек (сталь) и материала головки (алюминиевый сплав). Поэтому подтягивание гаек на горячем двигателе не обеспечивает после его остывания необходимой плотности прилегания головки цилиндров к блоку.
Затяжку болтов крепления поддона картера во избежание деформации картера, нарушения герметичности проверяют также с соблюдением последовательности, т.е. поочередным подтягиванием диаметрально противоположных болтов.
Контроль состояния КШМ и ГРМ
Техническое состояние этих механизмов можно определять:
- по расходу (угару) масла в эксплуатации и падению давления в системе смазки;
- по изменению давления (компрессии) в цилиндрах двигателя в конце хода сжатия;
- по разрежению во впускном трубопроводе;
- по количеству газов, прорывающихся в картер двигателя;
- по утечке газов (воздуха) из цилиндров;
- наличию стуков в двигателе.
Угар масла в малоизношенном двигателе незначителен и может составлять 0,1-0,25 л/100 км пробега. При значительном общем износе двигателя угар может достигать 1л/100 км и более, что обычно сопровождается сильным дымлением.
Давление в масляной системе двигателя должно быть в пределах, установленных для данного типа двигателя и применяемого сорта масла. Снижение давления масла на малых оборотах коленчатого вала прогретого двигателя указывает на наличие недопустимых износов подшипников двигателя или неисправности в системе смазки.
Падение давления масла по манометру до 0 указывает на неисправность манометра или редукционного клапана.
Повышенное давление в системе смазки может возникнуть в результате большой вязкости или засорения масляной магистрали.
Компрессия служит показателем герметичности цилиндров двигателя и характеризует состояние цилиндров, поршней и клапанов. Герметичность цилиндров может быть определена компрессометром.
Компрессию проверяют после предварительного прогрева двигателя до 70-80 ºС при вывернутых свечах. Установив резиновый наконечник компрессометра в отверстие свечи, провертывают стартером коленчатый вал двигателя на 10-12 оборотов и записывают показания компрессометра. Проверку повторяют 2-3 раза для каждого цилиндра.
Если величина компрессии на 30-40 % ниже нормы, это указывает на наличие неисправностей (поломку или пригорание поршневых колец, негерметичность клапанов или повреждение прокладки головки цилиндров).
Разрежение во впускном трубопроводе двигателя замеряют вакуумметром. Величина разрежения у работающего на установившемся режиме двигателей может изменяться не только от изношенности цилиндро-поршневой группы, но и от состояния деталей газораспределения, установки зажигания и регулировки карбюратора.
Таким образом, данный метод контроля является общим и не позволяет выделить ту или иную неисправность по одному показателю.
Количество газов, прорывающихся в картер двигателя, изменяется в результате неплотности сопряжений цилиндр-поршень-поршневое кольцо, увеличивающейся по мере изнашивания указанных деталей. Количество прорывающихся газов замеряют при полной нагрузке двигателя.
Признаками неисправности КШМ могут быть посторонние стуки и шумы, снижение мощности двигателя, увеличение расхода топлива и масла, увеличение дымности и вредных выбросов с отработавшими газами.
Стуки и шумы в двигателе возникают в результате износа деталей КШМ и увеличения зазоров между сопряженными деталями цилиндр — поршень, палец — поршень — шатун, коленчатый вал — подшипники и др. Это влечет выход из строя цилиндра и поршня, выплавление антифрикционного сплава подшипников (двигатель «застучал»). Стуки, характеризующие износ подшипников, определяют на слух, приставляя к стенке блока стетоскоп. Износ шатунных подшипников определяют стетоскопом по стуку в области нижнего обреза гильз, коренных подшипников — в месте расположения оси коленчатого вала. Эту диагностику проводят при резком изменении частоты вращения двигателя.
Характерным признаком увеличения зазоров в подшипниках коленчатого вала также может быть постепенное падение давления масла в смазочной системе.
Падение мощности, повышение расхода топлива и масла, дымление из сапуна свидетельствуют о прорыве отработавших газов из цилиндра в картер и о попадании масла в камеру сгорания. Это происходит при закоксовывании (пригорании) поршневых колец.
Появление сизого дыма свидетельствует об износе компрессионных колец и цилиндра с поршнем. Кроме того, попадание масла в камеру сгорания вызывает увеличение концентрации основных токсичных компонентов в отработавших газах.
Для поддержания двигателей в работоспособном состоянии применяют планово-предусмотрительную систему (ППС) технического обслуживания (ТО) и ремонта. Назначение этой системы: систематический контроль условий эксплуатации; предупреждение преждевременного износа деталей; вы- явление неисправностей, дефектов и их устранение; проверка контрольно-измерительных приборов, предохранительных устройств и т. д.
Заводы-изготовители в инструкциях по эксплуатации оговаривают перечень работ по каждому ТО и правила их выполнения.
Кроме проведения технических обслуживании, в процессе эксплуатации ДВС необходимо соблюдать требования стандартов и технических условий по использованию топлив и масел, поддерживать во время работы двигателя оптимальные тепловые и нагрузочные режимы и т. д.
Вопросы выходного контроля:
1. Для чего предназначен кривошипно-шатунный механизм?
2. Перечислите составные части КШМ и назовите основные детали каждой из частей.
3. Какие неисправности могут возникать при нарушении порядка затяжки гаек головки цилиндров?
4. Какие требования предъявляют к комплектации цилиндропоршневой группы?
5. Для чего необходимы зазоры между поршнем и цилиндром, а также в замке поршневого кольца?
6. Как влияет закоксовывание поршневых колец на работу двигателя?
7. К каким последствиям могут привести повышенные зазоры в подшипниках коленчатого вала?
8. С какой целью устанавливают маховик?
9. По каким показателям определяют техническое состояние КШМ без разборки двигателя
Домашнее задание:И.П.Ксеневич «Трактор МТЗ-80 и его модификации», с 27-56.
Функциональная задача КШМ во время работы двигателя состоит в превращении возвратно-поступательного хода поршней во вращение коленвала.
При воспламенении топлива в камере сгорания в цилиндрах двигателя возникает давление от газообразных продуктов сгорания топливовоздушной смеси. Двигаемый расширяющимися газами поршень поступательно продвигается к коленвалу, в нижнюю мертвую точку. С помощью кинематических пар «поршень-шатун» и «шатун-вал» поступательное движение поршня преобразовывается во вращательное движение коленвала. Вращение вала через кинетическую связь коленвала, шатуна и поршня становится принуждением к совершению обратного движения поршня в верхнюю мертвую точку.
Неисправности кривошипно-шатунного механизма, их причины и способы устранения.
Износ коренных и шатунных шеек коленчатого вала и их подшипников.
глухие стуки, которые прослушиваются при переходе на большую частоту вращения.
Для устранения неисправности необходимо:
Износ поршневых пальцев, отверстий в бобышках поршней или бронзовых втулок в верхних головках шатунов.
звонкие металлические звуки при резком изменении частоты вращения коленчатого вала.
Для устранения неисправности необходимо:
заменить масло и изношенные детали.
Износ поршней и гильз цилиндров, уменьшение компрессии в цилиндрах.
Для устранения неисправностей необходимо:
Преподаватель отмечает, в какой степени отработаны учебные цели занятия. Указывает на характерные недостатки, отмечает порядок и дисциплину на занятии. Отмечает студентов, хорошо и слабо усвоивших материал занятия. Объявляет оценки за ответы студентов, выставляет их в журнал. Даёт указания командиру взвода на подготовку к следующему занятию.
Задание на самостоятельную подготовку:
Изучить материал по конспекту и рекомендованной литературе.
Преподаватель кафедры инженерных войск
Подполковник в запасе Волков Е.А.
Групповое занятие.
Тема №3: Механизмы дизельных двигателей.
Занятия 2: Клапанно-распределительный механизм. Механизм передач.
Учебные, методические и воспитательные цели:
| Содержание занятия | Время (мин) |
| 1. 2. 3. | ВВОДНАЯ ЧАСТЬ ОСНОВНАЯ ЧАСТЬ 1. Клапанно-распределительный механизм. Назначение и устройство распределительных валов, шестерен привода и клапанной группы. 2. Работа клапанно-распределительного механизма. Назначение и место зазора в механизмах газораспределения двигателя. 3. Механизм передач. Назначение, устройство деталей механизма передач и его работа. ЗАКЛЮЧИТЕЛЬНАЯ ЧАСТЬ |
3. Путепрокладчик БАТ-2 (ТО), ВИ, 1987 г, стр. 20
Методические рекомендации преподавателю для проведения занятия:
Вводная часть
Принять доклад командира взвода (дежурного).
Проверить наличие личного состава, подписать строевые записки и передать их в учебную часть.
Объявить название темы и занятия, учебные вопросы и цели, пути их достижения, высветит соответствующий электронный слайд. Указать взаимосвязь предлагаемого учебного материала с другими дисциплинами и актуальность изучаемых вопросов в свете предстоящей военно-профессиональной деятельности.
Основная часть
При отработке учебного вопроса особое внимание уделить следующим понятиям и определениям, которые необходимо дать под запись:
Работу студентов периодически контролировать, обходить аудиторию, проверять ведение конспектов, оценивать усвоение материала опросом 2 – 3 человек.
По окончании изложения материала вопросов подвести краткий итог по каждому вопросу.
Контрольные вопросы:
1. Кривошипно-шатунный механизм двигателя. Назначение и устройство неподвижных и подвижных частей.
2. Работа кривошипно-шатунного механизма, его неисправности, их причины и способы устранения.
Заключительная часть
Напомнить тему, учебные цели и степень их достижения. Объявить оценки за ответы студентов на вопросы. Дать задания на самостоятельную работу, высветить соответствующий слайд рекомендованной литературы для самостоятельной работы. При этом целесообразно дать предельно краткую аннотацию.
Ответить на вопросы студентов, для чего оставить 2 – 3 мин. При ответах на вопросы лучше не повторять дословно положений, о которых уже говорилось в ходе лекции, а дать им дополнительные доказательства и обоснования или в зависимости от характера вопроса сообщить новый материал.
Подать команду об окончании занятия.
Принять доклад командира взвода (дежурного).
Проверить наличие личного состава, подписать строевые записки и передать их в учебную часть.
Объявить название темы и занятия, учебные вопросы и цели, пути их достижения, высветит соответствующий электронный слайд. Указать взаимосвязь предлагаемого учебного материала с другими дисциплинами и актуальность изучаемых вопросов в свете предстоящей военно-профессиональной деятельности.
Вопрос №1. Клапанно-распределительный механизм. Назначение и устройство распределительных валов, шестерен привода и клапанной группы.
Механизм газораспределения (рис. 2.9) обеспечивает своевременный, в точном соответствии с рабочим циклом и порядком работы цилиндров впуск в надпоршневое пространство чистого воздуха и выпуск отработавших газов.
Механизм газораспределения — верхнеклапанный, с двумя впускными и выпускными клапанами на каждый цилиндр и верхним расположением распределительных валов.
Основные элементы механизма газораспределения:
Распределительные валы предназначены для привода в действие клапанных механизмов. По конструкции валы аналогичны, однако отличаются расположением кулачков. Валы установлены в подшипниках скольжения на специальных кронштейнах головок блоков. Валы — штампованные из стали 13Н2А, опорные шейки и кулачки цементируются и закаливаются токами высокой частоты. Внутренняя полость валов используется для подачи масла через радиальные отверстия к подшипникам скольжения и к сопряжению кулачок — тарель регулировочного винта. С торцов отверстия валов закрыты винтовыми пробками. На концах валов со стороны механизма передач нарезаны прямоугольные шлицы для установки приводных шестерен, которые жестко соединяются с валом с помощью регулировочных втулок 2. Непосредственное соединение втулок с шестернями производится 41 треугольным эвольвентным шлицем. Такая конструкция соединения позволяет осуществлять регулировку фаз газораспределения.
Каждый клапанный механизм состоит из собственно клапана, его направляющей, двух клапанных пружин, регулировочного винта, замковой шайбы и седла.
Клапан имеет тарель с фаской под углом 45° к плоскости тарели и направляющий стержень, в торце которого выполнено отверстие с резьбой, а на боковой поверхности три лыски для замковой шайбы. Клапанные пружины обеспечивают плотную посадку клапана в седло. Наличие двух пружин уменьшает габариты клапанного механизма, исключает возможность резонанса. Поломка одной из пружин не приводит к падению клапана в цилиндр, тем самым, исключая возможность поломки двигателя.
Регулировочный винт вворачивается в отверстие стержня, от самоотвинчивания удерживается замковой шайбой, надетой на лыски стержня.

Рис. 2.9. Механизм газораспределения
1 — гайка распределительного вала; 2 — регулировочная втулка; 3 — цилиндрическая шестерня распределительного вала выпуска; 4 — верхняя половина подшипника распределительных валов; 5 — кулачки распределительных валов; 6 — распределительный вал впуска; 7 — распределительный вал выпуска; 8 — пружины клапана; — тарелка клапана; 10 — коробка
наклонного валика; 11 — наклонный валик передачи к распределительным валам; 12 —
коническая шестерня распределительного вала впуска
Вопрос №2.Работа клапанно-распределительного механизма. Назначение и место зазора в механизмах газораспределения двигателя.
Коленвал приводит во вращение с помощью шестеренчатого привода распределительный вал. При повороте распредвала его кулачек воздействует на толкатель, поднимая его, далее на штангу, которая своим верхним концом упирается в регулировочный болт коромысла. Коромысло устанавливается на оси, поворачивается вокруг нее и отжимает клапан вниз. При этом открывается отверстие канала в головке цилиндра, а сжатые пружины еще сильнее сжимаются. Стержень клапана движется в направляющей втулке. Клапан в открытом положении, когда толкатель находится на вершине кулачка. В процессе поворота распределительного вала толкатель опускается и клапан под действием пружины движется вверх. Когда кулачек выходит из-под толкателя, давление на клапан прекращается и он садится плотно в седло.
Число клапанов на каждый цилиндр:
Впускные клапаны:
открытие до ВМТ, град 20+3
закрытие после НМТ, град 48+3
продолжительность впуска, град 248
максимальный подъем клапана, мм 13
зазор между тарелкой клапана и
затылком кулачка распределительного
Выпускные клапаны:
открытие до НМТ, град 48+3
закрытие после ВМТ, град 20+3
продолжительность выпуска, град 248
максимальный подъем клапана, мм 13
зазор между тарелкой клапана и затылком
кулачка распределительного вала, мм 2,34+0,1
Фазы газораспределения
(в градусах поворота коленчатого Вала)


Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.
Читайте также: