
Ремонт седла на камазе
Добавил пользователь Владимир З. Обновлено: 04.10.2024
1️⃣5️⃣ Установка седла
Наконец-то я вернулся к делам своего сиротинушки и в этой записи я расскажу об установке седла.
Из-за чего собственно все началось, при стыковке с хвостом были произведены замеры и высота передней части прицеп показали 4100мм, что превышает допустимые габариты. Ситуация типичная — не мной придумано устанавливать на Камаз иномарочное седло. Край у нас не транзитный, с грузовыми разборками напряг, так что неудивительно что искомый товар за адекватную цену я нашел аж за Новосибирском. Долго не рассусоливали — съездили и забрали. До недавнего времени все это лежало и ждало своего часа, правда седло было уже поэлементно разобрано и был куплен новый комплект втулок на замену убитым.
Далее был непростой поиск необходимых уголков, в планах было посадить их на все восемь болтов, а не на шесть, как на заводских. Причина проста — разница в прочности стали заводского и купленного уголка. По сути дела заводской крепеж вообще вряд ли является угловым профилем, я думаю это загнутый листовой. но это лишь мои предположения. Кхм. отвлекся немного) В качестве крепежа путем замеров и споров был выбран равнополочный уголок на 140мм с толщиной полки 10мм.
Найти его оказалось непросто, везде продают от плети, а в розницу такого формата металл в Новокузнецке я так и не отыскал. Но спасибо добрым людям — помогли выписать два необходимых куска с предприятия занимающегося изготовлением металлоконструкций. Таким образом у меня оказалось два куска уголка по 1250 мм каждый.
Потом был нелегкий этап разметки и сверловки уголков и плиты (той на которую крепятся лапы седла), сверлить ее пришлось по необходимости, ибо центра отверстий совпадают с краями рамы.
Описывать целиком всю это возню не буду, попробую сократить. Каталожными размерами я на обладал, поэтому все промерялось вручную при помощи своих рук, рук друга, а также штангенциркуля, рулетки и прочего немудреного инструмента.
Сверлилось все на станке и уже не моими кочупатками.
По итогам вся установка показала что разметка в целом была достаточно точна и все расхождения не вышли за 1.5мм. Я результатом вполне доволен.
После зацепа будет ясно насколько я выиграл в высоте. Размеры с родным седлом мной были зафиксированы в ненадежном источнике (на бумажке в гараже), который был утерян, но визуально разница видна.
В качестве исходного седла было использовано ССУ GF+ (Georg Fisher).
Понимаю что рассказ не ахти какой подробный вышел, может со временем и подредактирую (что вряд ли). Если кого-то интересуют конкретные цифры, то большая часть замеров у меня есть, а чего нет — могу померять, поэтому обращайтесь.
Хочу сказать спасибо людям за их участие и терпение:
1. Моему папе
2. Суздалеву Андрею Александровичу — другу-инженеру)
3. Багрецову Александру Сергеевичу — человеку, который выполнил сверловку деталей
4. Альберту — за то что катал меня с уголками
Всех остальных я не забыл, вы будете блистать в посте о запуске проекта)
Седельно-сцепное устройство КамАЗ
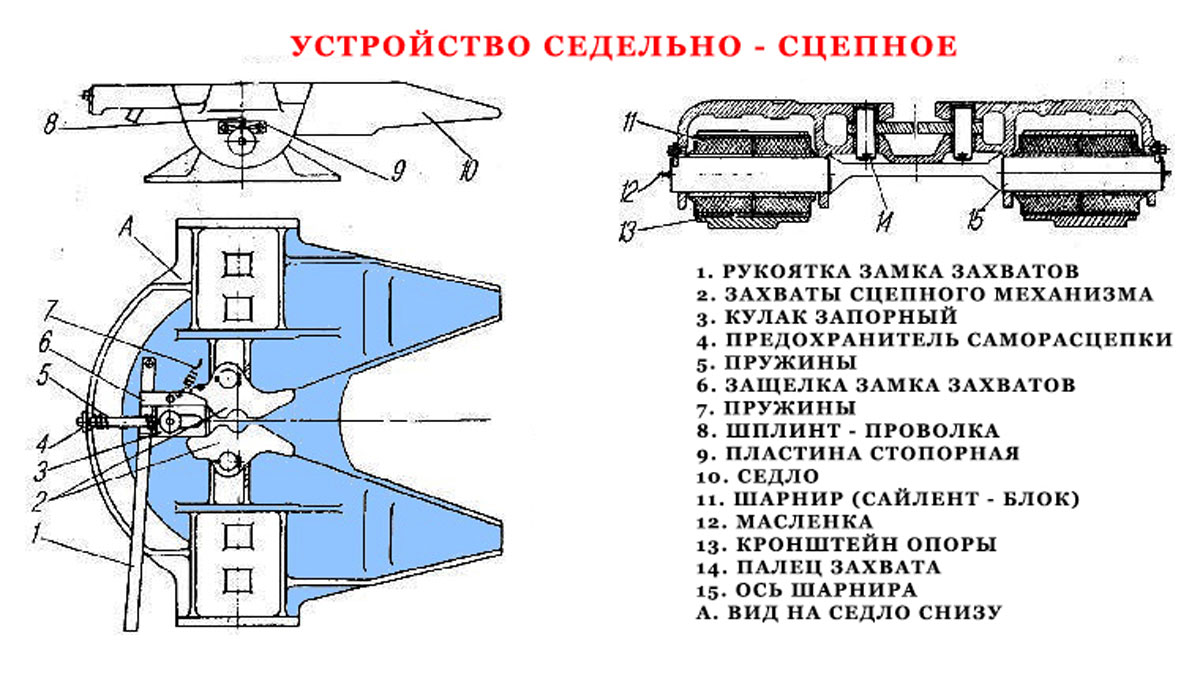
Седельно-сцепное устройство КамАЗ ( рис. 200 ) автомобилей-тягачей КамАЗ-5410 и КамАЗ-54112 служит для шарнирного соединения тягача с полуприцепом, передачи части веса полуприцепа на раму тягача и передачи тягового усилия от тягача к полуприцепу.
Седельно-сцепное устройство КамАЗ обеспечивает полуавтоматическую сцепку и расцепку тягача с полуприцепом. Сцепные шкворни полуприцепа должны иметь диаметр шейки 50,7…50,9 мм.
Седельное устройство монтируется на кронштейнах седельно-сцепного устройства, которые крепятся к раме автомобиля болтами. На этих кронштейнах закреплены два кронштейна 13 седла с резинометал-лическими шарнирами. Седло 16 устанавливается на кронштейнах с помощью двух осей 15, которые предохраняются от осевого перемещения стопорными пластинами с болтами. Седло свободно вращается в шарнирах кронштейнов, чем обеспечивается продольный наклон седла. Резинометаллические шарниры позволяют значительно снизить динамические нагрузки, передаваемые полуприцепом на раму тягача, а также обеспечивают некоторый наклон седла.
Рис. 200. Седельно-сцепное устройство: 1 – губка левая; 2 – пружина защелки; 3 – защелка; 4 – шток запорного кулака; 5 – пружина запорного кулака; 6- кулак запорный; 7 – губка правая; 8 – ось губки; 9, 14 – масленки; 10 – рычаг управления расцепкой; 11 – ось предохранителя саморасцепки; 12 – предохранитель саморасцепки; 13-кронштейн седла; 15 – ось шарнира; 16- седло; 17 -шпильки запорного кулака
Сцепной механизм, размещенный под опорной плитой седла, состоит из двух сцепных губок 1 и 7, запорного кулака 6 со штоком 4 и пружиной 5, защелки 8 с пружиной 2, рычага 10 управления расцепкой и предохранителя 12 саморасцепки.
Запорный кулак имеет два положения: заднее - губки закрыты, переднее — губки открыты. Шток 4 запорного кулака 6 удерживается от случайного перемещения в переднее положение предохранителем 12 саморасцепки. После предварительного поворота предохранителя саморасцепки кулак отводится в переднее положение рычагом 10 управления расцепкой и фикcиpyeтcя в этом положении защелкой 8. При введении сцепного шкворня в зев губок (кулак зафиксирован защелкой во взведенном положении) последние раскрываются и кулак, освобожденный от фиксации защелки, перемещается и упирается в затылок губок. При дальнейшем перемещении шкворня кулак под действием пружины 5 входит в паз губок и, таким образом обеспечивается надежное их запирание.
При сервисе 1 проверьте состояние седельно-сцепного устройства внешним осмотром.
- проверьте состояние и крепление пружин захватов, запорного кулака и пружины седельного устройства внешним осмотром;
- смажьте опорную плиту седельного устройства;
- смажьте седельное устройство через пресс-масленки до выдавливания свежей смазки.
- При износе поверхностей губок сцепного механизма, охватывающих шкворень полуприцепа, до размера отверстия 0 54 мм замените их новыми или восстановите наплавкой металла с последующей обработкой до размера 0 50,2… 50,4 мм.
- При износе поверхностей запорного кулака в месте захвата кулака с губками сцепного механизма до размера 71,5 мм замените его новым или восстановите наплавкой металла с последующей обработкой до размера 0 73,4… 73,8 мм.
- При поломке пружин замените их новыми.
- Проверьте целостность сварного шва в местах крепления шпилек запорного кулака с седлом и штока запорного кулака с запорным кулаком. При необходимости произведите сварку, при этом сварной шов не должен выступать над опорной поверхностью седла.
- Проверьте крепление предохранителя саморасцепки. При выводе его из положения равновесия в любую сторону он должен возвращаться в исходное положение под действием собственного веса.
Таблица 36. Возможные неисправности рамы и способы их устранения
Трещины в лонжеронах
и поперечинах
Заварите трещины. Перед сваркой трещину нужно разделать, а концы трещины засверлить сверлом 5 мм. После заварки трещины с внутренней стороны лонжерона или поперечины приваритьусиливающую полосу толщиной 6…7 мм, причем швы должны располагаться в продольном направлении
Регулировка седла полуприцепа: основные методы

Многим дальнобойщикам или хозяевам тягачей знакома ситуация, когда на дороге в зад машины словно что-то стучит. Стоит проверить подвески, рессоры и амортизирующие детали на тягачах. После чего нужно задуматься о проверке седельно-сцепного устройства (ССУ) или, как называют его профессионалы, – седла тягача. Если оно не в порядке, особенно в дороге, нужно знать, как самостоятельно отрегулировать узел, чтобы хотя бы добраться до ближайшей СТО.
Что это такое?
Седельно-сцепные устройства тягача – одни из разновидностей транспортно-соединительных деталей на тяговых машинах. Во время их изготовления непременно придерживаются всех технических требований, а при выполнении соединения – еще и требований правил уличного движения, техники безопасности. Если во время использования будет внесено любое изменение, право на эксплуатацию ТС прекращается. Поэтому, пытаясь наладить или отрегулировать ССУ на тягаче, необходимо придерживаться всех правил и рекомендаций.
Седло – основной компонент, который соединяет тягач с полуприцепом . По мере развития автостроительной сферы эти устройства совершенствуются и отвечают современным требованиям и нормам. Благодаря активному внедрению электронных систем и автоматизации на машинах использование тягачей стало максимально безопасным, ремонт – простым, а время, которое тратится на сцепку-расцепку, – минимальным.
Современные седельно-сцепные устройства включают целый перечень крайне важных компонентов, типа опорной плиты, разъемно-сцепного устройства и узла обеспечения гибкости.
Образование сцепной пары на тягаче происходит после того, как закрепленный на полуприцепе шкворень входит в прорезь плиты для опоры и фиксируется замковыми деталями.
В основном сегодня используется две разновидности механизмов для разъема и сцепления на ССУ тягача: одно- и двухзахватные. Первый вариант распространен на грузовиках европейских производителей (к примеру, Jost), второй – более характерный для автомобилестроения отечественного. Отличие в том, что двухзахватный механизм обеспечивает тяговые усилия, которые воспринимаются только захватами и пальцами, которые с ними сопряжены. А в однохватном еще и передаются на запорный кулак. Деталь, на которую возлагается максимальная ответственность, подвергается только сжимающим усилиям. Это, в свою очередь, обеспечивает дополнительную надежность и безопасность, которыми характеризуются седельно-сцепные устройства на тягаче.
Чтобы сцепление на тягаче было максимально гибким, у ССУ тягача позволено 3 степени свободы, которые обеспечат поворот полуприцепа, могут увеличивать качание и наклоны.
Виды устройств
Существует несколько разновидностей устройства, отличающихся разными характеристиками. Учитывая принцип соединения на автопоезде, они бывают следующими.
- Полуавтоматическими. Один этап сцепки проводится вручную.
- Автоматическими. Выполнение сцепления на машине полностью автоматизировано, осуществляется благодаря пневматическим и электронным устройствам.
Относительно количества захватов седла можно разделить на одно- и двухзахватные. О них мы говорили несколько выше. И последний параметр – разделение на степени свободы.
- С 2-мя. Благодаря такому строению, обеспечивается свободное продольное качение под определенным углом. Кроме того, полуприцеп на машине может поворачиваться в горизонтальной плоскости на 90 градусов (центр окружности – шкворень). Такое соединение на тягаче целесообразно использовать в условиях ровных дорог.
- С 3-мя. Дополнительно такой механизм на автомобиле имеет продольную ось, которая, кроме вышеперечисленных возможностей, дает тяжеловозу еще одну – выполнять поперечное качание. При этом угол отхождения не превышает 15 градусов. Подобная сцепка – обязательное условие на бездорожье.
Необходима ли регулировка?
Чаще всего о наличии проблемы в седле сигнализирует нехарактерный исходящий звук. Он появляется не только во время остановки, но и на протяжении всего движения. Регулировка требуется в обязательном порядке. Первое, что нужно сделать в этом случае, – снять седло, проверить резинки, втулки и при необходимости – заменить их. Не забываем о необходимости чистки места хождения клина.
В обязательном порядке стоит проверить, не изношены ли подушки седельно-сцепного устройства тягача. Для этого достаточно снять седло и определить, не лежит ли оно на подрамнике. Если да, пора менять старую подушку на новую.
Важное значение имеет состояние запорных деталей устройства. Если доступ к ним открыт, можно спокойно проводить регулировку. Почаще стоит осматривать ССУ на вероятность люфта, если он есть – седло либо регулируют, либо меняют на новое. Причиной люфта чаще всего выступают полимерные вкладыши на устройстве, которые находятся между основанием седла и кронштейнами. Ведь кто-то приобретает их новыми – в ремкомплектах тягача, а кто-то предпочитает экономить и покупает отработанные вкладыши, которые использовались на легковых автомобилях.
Во время эксплуатации, особенно длительной, внимания на тягачах заслуживают замки и сайлентблоки седла. Техническое обслуживание тягача всегда предполагает тщательную диагностику этих деталей на специализированной СТО.
Запомните! Эксплуатировать тягач и прицеп, если седло «бьет», ни в коем случае нельзя. Это грозит повреждением всех деталей замка седельно-сцепного устройства тягача. Специалисты уверяют, что обслуживаться седло должно каждые 5000 км пробега авто.
И еще. Регулировать ССУ необходимо вместе с полуприцепом. Регламент и все действия описаны в соответствующих руководствах к эксплуатации седельно-сцепного устройства разных производителей – некоторые нюансы могут меняться и не совпадать.
Если износились детали немонолитного седла тягача, и при этом гарантия на их эксплуатацию закончилась, используют проверенный годами способ – «наваривание» клина или губки, которые потом протачиваются. При износе цилиндрической поверхности опорной плиты наиболее верным решением будет обращение к токарю – он выточит новую «подковку» или наварит плиту и дальше обработает ее с помощью абразивного круга.
Основные неисправности, их причины и методы устранения
- ССУ тягача не закрывается. Причин такой поломки может быть несколько. К примеру, слишком высоко установленный шкворень. Проверьте, чтобы опорная плита находилась на одном уровне (или не более, чем на 50 мм отличалась по высоте) с ССУ. Среди других причин – неровно лежащая опорная плита, неправильный размер шкворня и так далее.
- Не получается открыть ССУ тягача. Чаще всего это происходит, если прицеп находится не на одном уровне с тягачом. Также подобная проблема может случиться при несвоевременном обслуживании устройства, когда его детали выходят из строя. В первом случае, чтобы поднять устройство, достаточно освободить замок ССУ, во втором – отогнать машину на СТО.
- ССУ тягача не остается в положении готовности. Скорее всего, деформирован запорный крюк или неисправна натяжная пружина. Детали подлежат срочной замене.
- ССУ тягача не остается в открытом положении. Причины – деформация стопора или неисправность пружины. Решение, как и в предыдущем варианте, замена деталей.
- ССУ тягача и полуприцеп взаимно перемещаются. При этом слышен характерный стук. Происходит это из-за излишнего люфта опоры или запорного механизма. Ситуацию должен оценить мастер и принять соответствующее решение.
Основные правила ухода за ССУ
Чтобы седельно-сцепные устройства тягача прослужили подольше, не выходя из строя, достаточно придерживаться простых правил ухода. Так, в обязательном порядке перед тем, как выезжать на линию, нужно проверять надежность крепления седельно-сцепного устройства тягача к раме авто. Также внимание обратить на то, в каком состоянии находятся захваты, запорный кулак и пружины защелки.
Обязательное условие – своевременное обслуживание машины на СТО. Детали, которые деформировались или износились в седельно-сцепном устройстве тягача, подлежат незамедлительной замене. Также не стоит забывать, что поверхность ССУ, захваты и кулаки необходимо чистить минимум раз в год. При этом старая смазка тщательно удаляется, а новая – наносится.
Ремонт сцепного устройства (седла)
Седельно-сцепное устройство требует особого отношения в эксплуатации и определенного подхода в ремонте.
Сервис грузовых автомобилей «САС№1» осуществляет подбор седельно-сцепного устройства (ССУ) для новых тягачей или взамен изношенным согласно предписаниям и допускам конкретного завода производителя.
На ремонт и сервисное обслуживание принимаются тягачи с седельно-сцепными устройствами таких компаний, как: SAF-Holland, Jost, Georg Fischer, Fontaine:

Седельно-сцепные устройства (ССУ) тягача
Зона риска
Практика показывает, что на ремонт седельно-сцепного устройства обращаются владельцы тягачей таскающие:
- чаще всего тяжелые цистерны,
- реже классический шторный трехосный полуприцеп, которые грузились с нарушениями.
Самостоятельная диагностика
Неисправная подвеска полуприцепа
Вывести седло из строя раньше положенного срока можно, если на полуприцепе неисправна или некачественно отремонтированная подвеска. Не соосные и перекошенные оси станут причиной того, что «телега» будет идти боком, из за чего седло будет испытывать большие нагрузки. Диагностировать это можно по чрезмерному износу рулевых шин, т.к. водитель при криволинейном движении будет стараться выровнять автопоезд.
Люфт в шарнирах седельно-сцепное устройства
Обнаружить проблему можно, если упереться ломом в зазор между основной и опорной плитами ССУ. Даже небольшой люфт будет чувствоваться и диагностироваться на слух. Также сигналом о данной неисправности является характерный щелчок в начале движения автопоезда.
Причины неисправности:
- изношенные корытообразные прокладки между основанием седла и кронштейнами, на которых оно качается,
- повышенный зазор в замковом механизме ССУ из-за истирания рабочих поверхностей,
- неверный подбор сцепного устройства для конкретных условий перевозок.
Последствия
Если не обращать внимания и не обратиться вовремя в сервис:
- цапфу может заклинить в замке,
- произойдет ослабление крепления из-за ударной нагрузки,
- возможен отрыв опорной площадки с цапфой от прицепа.
Замена плиты ССУ в автосервисе «САС№1»
Мастера станции технического обслуживания достаточно оперативно производят замену плит на разных типах полуприцепов:
- с узлами, которые привариваются к силовой конструкции полуприцепа,
- с прикручивающимися узлами к закладным гайкам.

Ремонт седла тягача
Техническое обслуживание седла
Для поддержания седла в исправном состоянии необходимо обращаться в сервис не реже одного раза в год или каждые 100 – 120 тыс. км. пробега.
По времени полная переборка седельно-сцепного устройства может занять не более двух часов.
Возможно изготовление опорных плит для регулировки высоты седла по индивидуальному заказу.
Адрес грузового сервиса: г. Подольск, проспект Юных Ленинцев, 59а
Как устроено седельно-сцепное устройство на тягаче
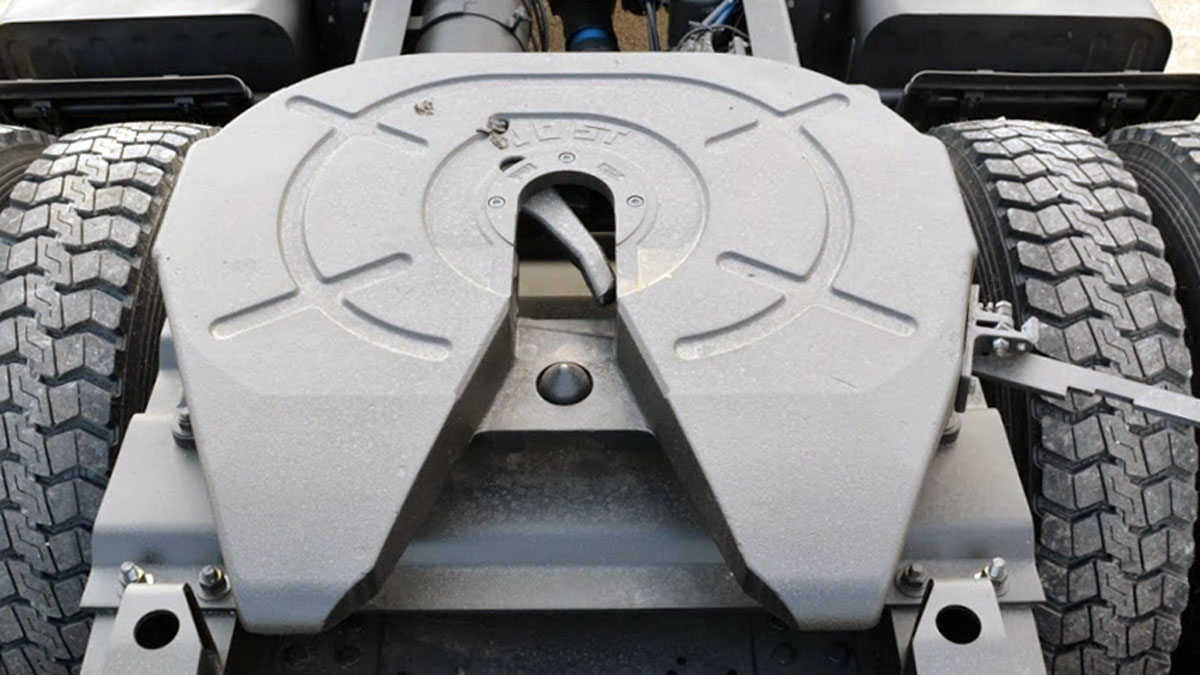
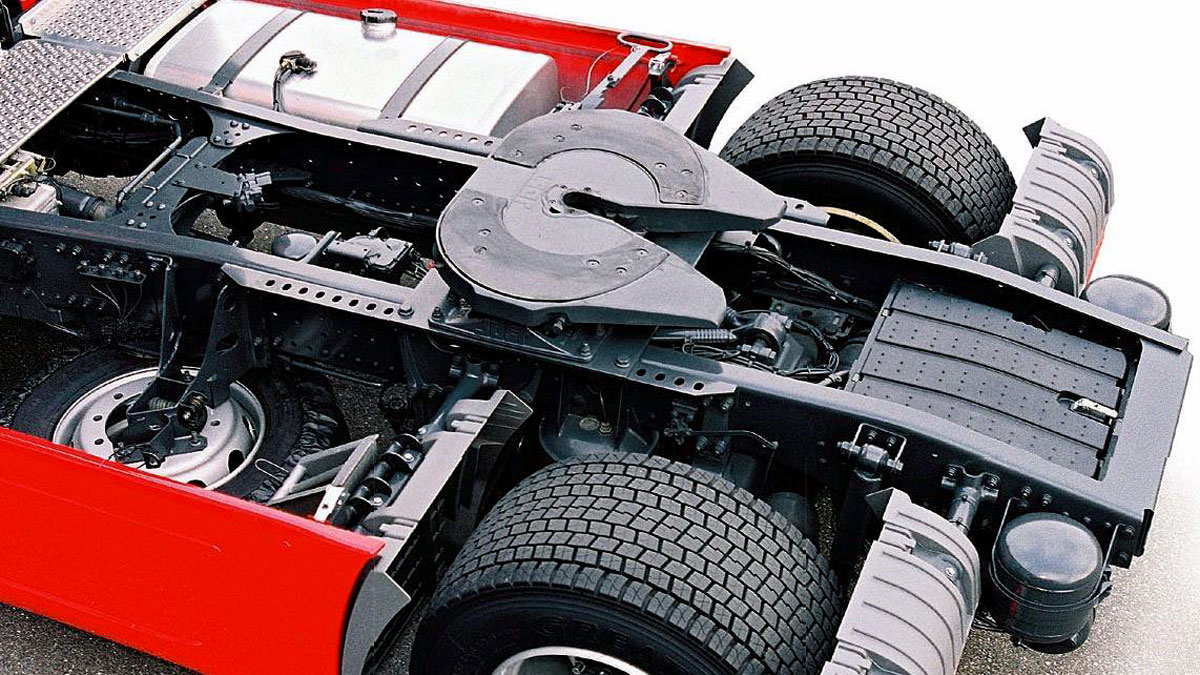
Седельно-сцепное устройство используют для сцепки тягача и полуприцепа. Безопасность движения фуры зависит от прочности крепления сцепки. Водители называют седельное устройство «пятым колесом». Это устройство крепится на тягач и передаёт часть нагрузки полуприцепа на оси грузовика.
Устройство ССУ

Грузонесущая плита в ССУ имеет простую структуру и принимает на себя часть веса груза. В детали есть прорезь входа шкворня полуприцепа, для установления прочной фиксации. Совместный механизм с тягачом при поворотах будет осью излома грузовика. В нижней части плиты расположена система — сцепка-фиксация. Автоматическое соединение деталей играет роль надежного замка. Различают два вида ССУ – шкворневое и бесшкворневое (роликовое).
Конструкция
Шкворневое устройство, расположенное на грузовике, представляет собой металлический массивный круг (плита) с прорезью посередине. На полуприцепе есть шкворень. Сцепная пара фиксируется шкворнем в прорези плиты (опора) и крепится захватами.
Разъемно-сцепная система необходима для подачи усилий между конструкциями автопоезда, что делает возможным маневр поворотов полуприцепа к тягачу и вокруг оси сцепного шкворня в горизонтальном положении.
Бесшкворневое устройство отличается от шкворневой подвески конструкцией и фиксированием поворотной стойки к поворотному кулаку, которые соединены шаровыми пальцами. Этот механизм значительно уменьшает нагрузку на действующие шарниры.
Элементы ССУ
Седельно-сцепное устройство грузового автомобиля состоит из нескольких элементов. Производители предлагают ССУ в следующей комплектации:
- Разъемно-сцепное устройство. Принцип работы: при торможении и повышения скорости берет на себя нагрузку грузовика, выполняет функции поворотов. Наибольшая безопасность у элементов с одним захватом крепежа.
- Плита опоры. Плита – основа для фиксации пальца. Литая металлическая конструкция имеет нужную жесткость.
- Элементы крепежа. Деталь сцепки закрепляют на раму тягача. Элементы классифицируют на две группы: плитки монтажные и уголковые. Детали имеют разный размер.
Когда тормозные системы передают усилия тяги опорной плите, палец находится в разгрузочном состоянии от продольно действующих нагрузок. А из-за захвата детали по верхнему поясу уменьшаются изгибающие моменты на шкворень.
Разновидности
Седельно-сцепное устройство бывает: шкворневым и бесшкворневым. Данные элементы различаются конструкцией и выносливостью.
Шкворневые
Шкворневое ССУ – механизм, обеспечивающий прочную связь полуприцепа с тягачом. Все шкворневые детали имеют полуавтоматический механизм регулирования, он предотвратит самопроизвольное отцепление груза. Один из замков должен иметь ручное управление. Грузоподъемность поездов, имеющих в составе полуавтоматические устройства, равна 100 тонн. Седельные механизмы авто выдерживают нагрузку от 3 до 50 тонн. А это помогает автопоездам, таким как, марки Даф, Мерседес или Вольво перевозить многотонные грузы на дальние расстояния.
Бесшкворневые
Бесшкворневое ССУ - устройство, совмещенное с седельно-сцепным механизмом и опорным звеном. Операция расцепки-фиксации элементов автопоезда и подключение электрических и тормозных магистралей делается автоматически. Кнопка, приводящая в действие автопоезд, находится в салоне водителя. Такие механизмы монтируются в агрегаты, выполняющие грузоперевозки по городу на небольших расстояниях со сменой нескольких полуприцепов в день. Масса автопоезда, имеющего в технической конструкции автоматически работающий цепляющий элемент, составляет не более 25 т. Автомобиль же перевозит груз весом более 1-2 тонны.
Этап фиксации шкворня в полуприцеп производят в следующем порядке: задним ходом, по траектории подгоняют тягач к полуприцепу. Перекатываясь, колесики, направляют прицеп к тягачу, и постепенно приподнимают полуприцеп, и катки опорного звена отходят от земли.
Обратите внимание: Когда автомобиль медленно двигается назад, шарнир опорного механизма выходит из второго крепежа (предварительно закреплен к стойкам). Во время подъема стоек опоры пружина (крепежа) растягивается. Запорные крюки присоединяются к работе направляющих роликов, в результате преобразуется движение крюков вокруг своей оси (в обратном направлении). Операция «движение» продолжается до тех пор, пока крюк не преодолеет сопротивление пружины и постепенно опустит фиксаторы вниз. Направляющие ролики плотно закрепляются крючками, создается прочный замок.
Варианты монтажа
Своевременный монтаж предотвратит быстрый износ плиты. Поэтому внешнюю поверхность запчасти покрывают пластичной смазкой. Известные бренды по производству седельных элементов Georg Fisher и Jost применяют аналогичный подход к продлению срока эксплуатации седла. Если на опоре есть антифрикционные накладки из полимера, то их периодически заменяют на новые. Это гарантирует бесперебойное использование седла в течение 20 лет.
Важно! Чтобы избежать динамических нагрузок, в ССУ между опорной плитой и кронштейнами мастера ставят резиновые подкладки, препятствующие механическим повреждениям при нагрузках. По мере износа материал меняется на новый.
Чтобы установить седельно-сцепное устройство, необходимо переместить устройство при помощи гидравлического или механического привода. Регулирование проводится из салона водителя. Затем устройство фиксируется сцепным механизмом.
В соответствии распоряжения 94/20 ЕС ССУ фиксируют по следующим правилам. На монтажную плиту необходимо закрепить не меньше 8 винтов М 16 с классом прочности – 8.8, которые должны плотно примыкать к поперечному и продольному валу ССУ. Рекомендуется пользоваться фиксирующими наборами компании JOST. При монтаже опорные стойки должны опираться на плиту. Для волнистых монтажных плит наряду с прилеганием в зоне резьбового соединения требуется опора в средней зоне.
Рекомендуется опорные стройки фиксировать в продольном или поперечном положении, монтажную плиту – только в продольном, предварительно приваренными упорными металлическими листами. При этом нужно использовать метод сварки, указанный изготовителем монтажной плиты или транспортного средства. ССУ, не имеющее в конструкции фланца, крепят корончатой гайкой со шплинтом, а устройство с фланцем — фиксируют к опорному листу заклепками.
От использования монтажной плиты можно отказаться, если гарантируется, что моменты затяжки болтов правильны, и фрикционное соединение безупречно. Поэтому крепеж болтов нужно выполнять так, чтобы предписанные моменты затяжки или силы предварительного натяжения можно было обеспечить надолго. В области зажима болтов толщина слоя лакокрасочного покрытия должна составлять не более 120 мкм на деталь. Болтовые соединения следует защищать от саморазвинчивания.
Самостоятельная диагностика

Чтобы не тратиться на СТО, можно провести проверку состояния на рабочем месте. Для чего потребуется:
- Расцепить автопоезд. Закрепить колеса прицепа противооткатными опорами. Во время расцепления нужно обратить внимание на портативное управление опорных стоек, на состояние механизма, который препятствует касанию полуприцепа земли.
- Визуально проверить детали сцепления полуприцепа грузового автомобиля на отсутствие повреждений.
- Осмотреть дышло, и шарниры в месте фиксации рамы полуприцепа.
- Сцепное оборудование должно во время работы двигаться легко, без пауз. Устройство закрепить, опору дышла поставить в нерабочий режим, затем провести контроль на прочность крепежа в данном положении.
Техническое обслуживание седла

Контроль состояния «пятого колеса» проводится минимум 2- 3 раза в месяц. Частый осмотр продлит эксплуатационные свойства ССУ. Поэтому рекомендуют:
- Оценить надежность пружин крепления захватов к запорному кулаку.
- Периодически плиту нужно обрабатывать маслом.
Надо ли регулировать
Регулировка седла на тягаче – одно из условий поддержания работоспособности механизма. Во время перевозок седло быстро изнашивается. Правильную работу плиты определить визуально невозможно, поэтому нужно знать некоторые причины и перечень частых поломок узлов грузовика. Характерный признак для проведения регулировки – появление стука при остановке и движения автопоезда.
Обратите внимание: Регулировка проходит быстро: нужно снять седло и при необходимости поменять резинки и втулки; тщательно промыть почистить место клина от грязи и засохшего масла.
Устранение зазоров
Вертикальные силовые опоры тягача не всегда под воздействием на каркас большого давления груза подвержены прогибам. Во время поворотов на седло идет большое давление, в перпендикулярном направлении, что сильно травмирует верхнюю часть плиты, на поверхности которой образуются небольшие зазоры. В процессе эксплуатации быстро изнашивается сцепной шкворень. Эта деталь требует отдельного ремонта у специалистов.
Зазоры седла марки York и Jost устраняются после поджимания клинов запора к шкворню. Манипуляции по удалению просветов проводят при помощи винтового управления или автоматической металлической пружиной.
Управление сцепкой

Производители предлагают несколько вариантов автоматизации сцепки-расцепки для обеспечения функций пневматической системы и датчиков.
Например, Georg Fisher – сенсорная система, которая обеспечивает безопасность. Процесс регулируют 2 датчика, которые следят за прочностью крепежа. Возникновение неполадок отображается при помощи сигналов, передающихся в автосалон машиниста, на панели авто загорается лампочка. Водитель может сам следить и регулировать состояние крепежа, ориентируясь по боковым зеркалам.
Высота седла у тягачей, положение замка, состояние сцепки – все операции регулируются датчиками, которые расположены в салоне.
Как продлить срок службы ССУ
Нет водителей, которые бы не мечтали исключить из профессиональных будней проведение капитального ремонта. Для продления срока эксплуатации и машины, и ССУ рекомендуют ежедневно соблюдать правила:
- Перед движением после сцепления в прицеп удостовериться в плотной фиксации шкворня.
- На поверхности седла перед сцеплением всегда должна быть смазка.
- Покупать качественные смазочные вещества.
- Один раз в 5 дней нужно проводить профилактику: отсоединить прицеп, почистить и смазать плитку, палец и системы запора. Использовать в обработке только густые, вязкие смазки.
- Периодически нужно контролировать состояние механизмов и узлов (искать коррозии, вмятины и трещины); болты должны быть прочно натянуты.
- Опорная часть седла очищается от старой смазки минимум раз в год.
Своевременное техническое обслуживание ССУ - основной фактор, продлевающий срок эксплуатации, как самой детали, так и автопоезда.
Ремонт седла на камазе
Седельно-сцепное устройство (рис. 200) автомобилей-тягачей Камаз-5410 и Камаз-54112 служит для шарнирного скрепления тягача с полуприцепом, передачи секции веса полуприцепа на раму тягача и передачи тягового усилия от тягача к полуприцепу.
Седельное устройство гарантирует полуавтоматическую сцепку и расцепку тягача с полуприцепом. Сцепные шкворни полуприцепа обязаны иметь диаметр шейки 50,7. 50,, мм.
Седельное устройство монтируется на кронштейнах седельно-сцепного устройства, которые прикрепляются к раме автомобиля болтами. На этих кронштейнах зафиксированы 2 кронштейна 13 седла с резинометал- лическими шарнирами. Седло 16 размещается на кронштейнах с участием двух осей 15, которые предохраняются от осевого движения стопорными пластинами с болтами. Седло легко прокручивается в шарнирах кронштейнов, чем гарантируется продольный крен седла. Резинометаллические шарниры разрешают гораздо снизить динамические нагрузки, передаваемые полуприцепом на раму тягача, а также обеспечивают некий крен седла
Сцепной механизм, размещенный под опорной плитой седла, состоит из двух сцепных губок 1 и 7, запорного кулака 6 со штоком 4 и пружиной 5, защелки 8 с пружиной 2, рычага 10 управления расцепкой и предохранителя 12 саморасцепки.
Запорный кулак содержит 2 положения: заднее — губки закрыты, переднее — губки открыты. Шток 4 запорного кулака 6 удерживается от случайного движения в переднее расположение предохранителем 12 саморасцепки. После предварительного поворота предохранителя саморасцепки кулак отводится в переднее расположение рычагом 10 управления расцепкой и фиксируется в этом позиционировании защелкой 8. При введении сцепного шкворня в зев губок (кулак зафиксирован защелкой во взведенном положении) последние раскрываются и кулак, освобожденный от крепления защелки, передвигается и упирается в затылок губок. При дальнейшем перемещении шкворня кулак под влиянием пружины 5 входит в углубление губок и, таким образом гарантируется надежное их запирание.
Техническое обслуживание
При сервисе 1 проконтролируйте состояние седельно- сцепного механизма автомобиля Камаз окружающим осмотром.
При сервисе 2:
— проверьте состояние и крепление пружин захватов, запорного кулака и пружины седельного механизма окружающим осмотром;
— смажьте опорную плиту седельного механизма;
— смажьте седельное устройство через пресс- масленки до выдавливания новой смазки.
Ремонт
При износе плоскостей губок сцепного механизма, охватывающих шкворень полуприцепа, до размера отверстия 0 54 мм подмените их новыми или восстановите наплавкой металла с последующей обработкой до размера 0 50,2. 50,4 мм.
При износе плоскостей запорного кулака в месте захвата кулака с губками сцепного устройства до размера 71,5 мм подмените его новым или восстановите наплавкой металла с последующей обработкой до размера 0 73,4. 73,8 мм.
Седельно-сцепное устройство КамАЗ
Седельное устройство служит для шарнирного соединения тягача с полуприцепом, передачи тягового усилия от тягача к полуприцепу, передачи части веса полуприцепа на раму тягача. Оно позволит седельному тягачу изменить положение относительно полуприцепа при движении на поворотах. Седельное устройство обеспечивает полуавтоматическую сцепку и расцепку тягача с полуприцепами, диаметр шейки сцепных шкворней которых равен 50,8 ± 0,1 мм. Седельное устройство воспринимает вертикальную нагрузку не более 13 т.
Седельное устройство смонтировано на подставе, которая болтами прикреплена к раме автомобиля. На подставе закреплены два кронштейна 3 с резинометаллическими втулками. Седло установлено на кронштейнах с помощью двух осей, которые предохраняют от осевого перемещения стопорные пластины с болтами. Седло свободно вращается во втулках, чем обеспечивается продольный его наклон. Резинометаллические втулки позволяют значительно снизить динамические нагрузки, передаваемые полуприцепом на раму тягача, а также обеспечивают поперечный наклон седла до 3°. Сцепной механизм, размещенный под опорной плитой седла, состоит из двух захватов 11 и 13, установленных на осях 8 запорного кулака 15 со штоком и пружиной 16, защелки 17 с пружиной 7, рычага 14 управления расцепкой и предохранительной планки 2, установленной на оси 1.
Запорный кулак 15 имеет два положения: заднее — захват закрыт; переднее — захват открыт. Шток запорного кулака удерживается от случайного перемещения в переднее положение предохранителем. После предварительного поворота предохранителя саморасцепки кулак 15 отводится в переднее положение рычагом 14 управления расцепкой и фиксируется в этом положении защелкой 17.
Когда сцепной шкворень входит в зев захватов 11 и 13 (кулак зафиксирован защелкой во взведенном положении), они раскрываются, кулак, освобожденный от фиксации защелкой, перемещается и упирается в затылок захватов.
При дальнейшем перемещении шкворня кулак упирается в кромки рабочего отверстия захватов и закрывает их. При этом кулак под действием пружины входит в пазы захватов и надежно запирает их.


Рис. 152. Седельное устройство:
Ремонт седел клапанов камаз

Если Вы любите свой КамАЗ и взялись собственноручно оказывать ему неотложную техпомощь, не забывайте, что при обслуживании грузовой техники нужно соблюдать определенные правила и последовательность действий, особенно если это касается ее двигателя или съемных элементов двигателя.
Притирка клапанов двигателя
Чтобы обеспечить притирку клапанов, необходимо разобрать клапанный механизм. Теперь нужно провести процедуру приготовления специальной пасты. Она будет состоять из трех компонентов в определенном соотношении. Половину пасты составит микропорошок карбида кремния зеленого, 1/3 объема – дизельное масло и 1/6 – дизельное топливо. Непосредственно перед применением уже готовую притирочную пасту нужно хорошенько перемешать, чтобы расшевелить микропорошок, который имеет свойство осаждаться.
Теперь на фаску седла клапана нужно аккуратно и равномерно нанести тонкий слой пасты. Не забудьте обработать стержень клапана тряпочкой, которая предварительно была пропитана моторным маслом. Притирка осуществляется благодаря возвратно-вращательным движениям клапана, используя для этого дрель, оснащенную присоской или подобным приспособлением. При нажатии клапана, он поворачивается круговыми движениями сначала на 1/3 оборота, а потом – на ¼ оборота, только уже в противоположном направлении. Процесс притирки не прекращается, пока на фасках клапана и седла не появится равномерный матовый поясок, ширина которого не менее 1,5 мм.
Проверка качества притирки клапанов
По завершению процедуры притирки, клапаны и головка цилиндра промываются с помощью дизельного топлива и обдуваются воздухом. Теперь клапанный механизм можно обратно собрать. При этом следует определить качество притирки клапанов, используя стандартную проверку на герметичность.

Такая проверка начинается с того, что поочередно устанавливается головка цилиндра, впускными и выпускными окнами вверх с заливанием в них дизельного топлива. Если клапаны притерты хорошо, то они не пропускают топливо в местах уплотнения на протяжение 30 секунд. Если же топливо всё-таки подтекает, возьмите резиновый молоток и постучите им по торцу клапана. В случае, если это не поможет и подтекание продолжается, притирка клапанов осуществляется повторно.
Также качество притирки можно проверить, нанеся мягким графитовым карандашом перпендикулярно фаски клапана пометки (штук 5, максимум 8) на примерно одинаковом расстоянии друг от друга. Теперь клапан аккуратно вставляется в седло с нажимом и проворачиванием на ¼ оборота. Необходимо, чтобы стерлись все пометки, если же этого не случилось, притирка клапанов также требует повторной процедуры.
Техническое обслуживание головки цилиндра двигателя КамАЗ
В случае немедленной необходимости починить двигатель, Вы можете сделать это своими руками, руководствуясь некоторыми пособиями или инструкциями, .
Ремонт топливных баков двигателя с турбонаддувом КамАЗ
Ремонтные работы с двигателем КамАЗа состоят из множества процедур и хитростей, которые помогут продлить жизнь Вашему авто. Ниже представлены .
Ремонт центробежного фильтра и полнопоточного привода КамАЗ
Когда барахлит двигатель можно провести уйму работы по налаживанию его неисправностей. Главное – сперва разобраться, в чем причина этих .
Признаки и причины неисправностей двигателя
Своевременное выявление неисправностей двигателя грузовой техники, а также знание причин конкретных признаков повреждений деталей помогают .
Техническое обслуживание масляного насоса двигателя КамАЗ
При определенной неисправности в двигателе КамАЗ есть возможность самостоятельно предоставить агрегату всё необходимое техническое обслуживание, .
Ремонт карданной передачи КамАЗ
Производить разборку карданных валов рекомендуется только, если они неисправны и требуется замена деталей. Запрещено использовать молоток для .
Ремонт Камаза своими руками — советы и руководство по ремонту
Так как по роду деятельности водителям грузовиков часто нужно преодолевать большие расстояния, то ремонт Камаза приходиться совершать .
Ремонт водяного насоса в КамАЗ
В процессе сборки водяного насоса не должно быть попадания посторонних частиц на поверхности трущейся пары, (она выполняет функцию торцового .
Ремонт головки блока цилиндров
Основные дефекты головки блока
Общая трудоемкость ремонта — 57,0 чел. мин.
Оборудование и инструмент для ремонта головки блока
Разборка головки блока цилиндров двигателя КамАЗ
Трудоемкость — 17,0 чел. мин
1. Установить головку блока цилиндров в сборе на приспособление для разборки.
2. Разогнуть усики стопорной шайбы крепления стойки коромысел.
3. Отвернуть гайки 18 (Рис. 1) крепления стоек оси коромысел. (Головка сменная 17 мм).
Рис. 1. Механизм газораспределения:
1 — распределительный вал; 2 — толкатель: 3 — направляющая толкателей; 4 — штанга; 5 — прокладка крышки головки; 6 — коромысло; 7 — контргайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10 — сухарь; 11 —втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина; 15 — направляющая клапана; 16 — шайба; 17 — клапан выпускной; А — тепловой зазор; 18 — гайка крепления стоек оси коромысел
4. Снять стойку коромысел, стопорные шайбы и фиксатор коромысел.
5. Снять коромысла 8 (Рис. 2) клапанов со стойки коромысел.

Рис. 2. Газораспределительный механизм:
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга толкателя в сборе; 5 — винт регулировочный коромысла; 6 — коромысло клапана со втулкой в сборе; 7 — гайка регулировочного винта; 8 — коромысло клапана в сборе; 9 — тарелка пружины со втулкой в сборе;10 — внутренняя пружина клапана; 12 — пружинная шайба клапана; 13 — сухарь клапана; 14 — клапан; 15 — корпус подшипника распределительного вала в сборе; 16 — шестерня распределительного вала; 17 — шпонка сегментная.
6. Отвернуть и снять гайку 7 с регулировочного винта и вывернуть регулировочный винт 5 коромысла. (Ключ гаечный 17 мм, отвертка 10,0 мм).
7. Снять головку блока цилиндров с приспособления для разборки.
8. Установить головку блока цилиндров на приспособление для снятия-установки клапанов.
9. Вращением рукоятки 2 отжать тарелку 12 (Рис. 1) пружины вместе со втулкой 11, и снять сухари 10 клапанов, втулки 11 тарелок пружин клапанов, тарелки 12 пружин клапанов, наружные 13 и внутренние 14 пружины и шайбы 16 пружин клапанов. (Отвертка 10,0 мм).
10. Снять уплотнительную манжету 15 (Рис. 4) впускного клапана в сборе с кольцом 16 манжеты с направляющей втулки 18 впускного клапана. (Отвертка 10,0 мм).

Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы форсунки; 24 — шпилька крепления прижимной скобы форсунки; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; 28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка
11. Вынуть впускные 20 и выпускные 1 клапана.
12. Отвернуть ввертыш 29 крепления впускного коллектора и ввертыш 30 крепления водяной трубы.
Работу выполнять при необходимости замены ввертышей
(Ключ для выворачивания ввертышей).
13. Вывернуть шпильки 21 крепления патрубка выпускного коллектора, шпильки 26 крепления стоек коромысел и шпильки 24 крепления скобы форсунки.
Работу выполнять при необходимости замены шпилек. (Приспособление для отворачивания шпилек).
14. Снять головку 31 блока цилиндра с приспособления.
Мойка
15. Промыть снятые детали и головку блока цилиндров, очистить от нагара клапана, седла клапанов, направляющие втулки клапанов, головку блока и обдуть их сжатым воздухом.
Дефектовка
16. Продефектовать детали головки блока цилиндров. Дефектовку производить согласно карты дефектовки № 1.3.
17. Установить головку блока цилиндров на стенд для опрессовки головки, проверить герметичность головки и при необходимости устранить нарушение герметичности. Проверять при давлении 0,4 МПа (4 кгс/см2) в течение 2 мин. Течь жидкости и подтекание не допускаются. (Стенд для опрессовки, секундомер).
Сборка головки блока цилиндров
18. Установить головку 31 блока цилиндра со втулками 22 в сборе на приспособление для сборки.
19. Завернуть шпильки 21 крепления патрубка выпускного коллектора (при необходимости замены шпилек).
Высота выступания шпилек должна быть 52±1.
20. Завернуть шпильки 24 крепления скоб форсунок до упора. Работу выполнять при необходимости замены шпилек.
21. Завернуть шпильки 26 крепления стоек коромысел до упора. Работы выполнять при необходимости замены шпилек.
22. Завернуть ввертыш 29 крепления впускного коллектора. Работу выполнять при необходимости замены ввертышей. (Патрон для заворачивания ввертышей, пневмогайковерт).
23. Завернуть ввертыши крепления водяной трубы до упора. Работу выполнять при необходимости замены ввертышей.
24. Снять головку блока цилиндров с приспособления для сборки и установить ее на стенд для притирки клапанов. Головку блока цилиндров установить в положение седла клапанов «вверх».
25. Нанести на рабочую поверхность седел клапанов притирочную пасту. Состав пасты: электрокорунд зернистый — 81%, парафин ГОСТ 16360-71 — 13%. Состав развести в моторном масле М10Г,К ГОСТ 8581-78 до сметанообразного состояния.
26. Установить выпускной 1 и впускной 20 клапаны в головку цилиндров.
27. Притереть клапана к седлам. Притирку продолжать до тех пор, пока на фаске клапана и седла не появится непрерывный матовый поясок шириной менее 1,5 мм (Рис. 5.). Необходимо не допускать разрывов в пояске и риски.
28. Установить клапаны и головку цилиндров в тару для отправки на моечную машину. Гнезда кассеты для клапанов должны быть пронумерованы порядковыми номерами расположения клапанов в головках цилиндров, гнезда тары для головок цилиндров должны быть пронумерованы порядковыми номерами расположения головок цилиндров. Нумерация гнезд тары и кассеты должны соответствовать.
29. Промыть головку цилиндров и клапана после притирки. Применять моющий раствор КМ-1 с пеногасителем ЭАП-40. Концентрация КМ-1 — 5 г/л ЭАП-40 — 0,2—0,3%. Состав моющего раствора: карбонат натрия — 22,5% тринатрийфосфат —18,9% триполифосфат натрия — 50,6% сульфонол — 2,3% синтанол ДГ-7 — 5,7%. Температура моющего раствора 70-80°С. Время выдержки — 2 мин.
30. Установить головку блока цилиндров на стенд для сборки головки с клапанами.
31. Смазать стержни клапанов 1 и 20 (Рис. 4) рабочие поверхности направляющей втулки 18 клапанов чистым моторным маслом.
32. Установить впускной 20 и выпускной 1 клапаны в головку блока цилиндров согласно нумерации.
33. Установить уплотнительную манжету 15 впускного клапана в сборе с кольцом 16 на направляющую втулку 18 впускного клапана 20.
34. Установить шайбы 4 пружин клапанов.
35. Установить внутренние 6 и наружные 5 пружины.
36. Установить тарелки 14 пружин клапанов и втулки 7 тарелок пружин клапанов.
37. Установить головку блока цилиндров на приспособление для установки клапанов и сжать пружины 5 и 6 с тарелкой 14 и втулкой 7.
38. Установить сухари 8 клапанов и отпустить пружины, чтобы сухари вошли во втулку 7.
39. Снять головку блока цилиндров с приспособления, проверить герметичность притирки клапанов и, при необходимости, устранить неисправность.
Порядок выполнения работы следующий: установить головку блока цилиндров поочередно впускными и выпускными окнами вверх и залить в них дизельное топливо. Притертые клапана не должны пропускать топливо в местах уплотнения в течение 30 сек. При подтекании топлива постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притереть повторно, повторив работы 24-29.
При необходимости качество притирки проверить на карандаш: для чего поперек фаски клапана на равном расстоянии нанести им 6-8 черточек. Осторожно вставить клапан в седло и, сильно нажав, повернуть на 1/4 оборота все черточки должны быть стертыми; в противном случае повторить притирку повторив работы 24-29. При правильной притирке матовый поясок на седле головки должен начинаться у большого основания конуса седла, как показано на рис. 5.;
40. Установить головку блока цилиндров на приспособление для сборки головки.
41. Завернуть в коромысла клапана регулировочный винт 5 (Рис. 2). (отвертка на 10).
42. Навернуть гайку 7 регулировочного винта на винт 5 не затягивая гайку 7Ч (ключ на 17 , отвертка 10,0 мм).
43. Установить коромысла 8 клапанов в сборе на стойку коромысел.
44. Установить фиксатор коромысел на головку блока цилиндров.
45. Установить стойку коромысел в сборе с коромыслами клапанов на головку блока цилиндров.
46. Установить стопорную шайбу крепления стойки коромысел.
47. Завернуть гайки 18 (Рис.1) крепления стойки оси коромысел. Момент затяжки гаек 42-54 Н. м (4,2—5,4 кгс. м). (Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131М).
48. Загнуть усики стопорной шайбы крепления стойки коромысел.
Ремонт головки, только без замены направляющей клапана, еще не пробовал.
Замена масло съёмных колпачков,и протирка клапанов.
Притирка клапана на головке цилиндров автомобиля КАМАЗ
Покупайте запчасти у нас :
Ремонт седел клапанов камаз
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1.4.
РЕМОНТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 57,0 чел. мин
РАЗБОРКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 17,0 чел. мин
1. Установить головку блока цилиндров в сборе на приспособление для разборки. (Верстак слесарный, приспособление для разборки-сборки головки).
2. Разогнуть усики стопорной шайбы крепления стойки коромысел. (Молоток, зубило).
3. Отвернуть гайки 18 (Рис. 1) крепления стоек оси коромысел. (Головка сменная 17 мм, ключ с п. к.).
4. Снять стойку коромысел, стопорные шайбы и фиксатор коромысел.
5. Снять коромысла 8 (Рис. 2) клапанов со стойки коромысел.
6. Отвернуть и снять гайку 7 с регулировочного винта и вывернуть регулировочный винт 5 коромысла. (Ключ гаечный 17 мм, отвертка 10,0 мм).
7. Снять головку блока цилиндров с приспособления для разборки. (Верстак слесарный, приспособление для разборки-сборки головки).
8. Установить головку блока цилиндров на приспособление для снятия-установки клапанов).
9. Вращением рукоятки 2 отжать тарелку 12 (Рис. 1) пружины вместе со втулкой 11, и снять сухари 10 клапанов, втулки 11 тарелок пружин клапанов, тарелки 12 пружин клапанов, наружные 13 и внутренние 14 пружины и шайбы 16 пружин клапанов. (Отвертка 10,0 мм).
10. Снять уплотнительную манжету 15 (Рис. 4) впускного клапана в сборе с кольцом 16 манжеты с направляющей втулки 18 впускного клапана. (Отвертка 10,0 мм).
11. Вынуть впускные 20 и выпускные 1 клапана.
12. Отвернуть ввертыш 29 крепления впускного коллектора и ввертыш 30 крепления водяной трубы.

Работу выполнять при необходимости замены ввертышей. (Ключ для выворачивания ввер-тышейт
вернуть шпильки 21 крепления патрубка выпускного коллектора, шпильки 26 крепления стоек коромысел и шпильки 24 крепления скобы форсунки. Работу выполнять при необходимости замены шпилек. (Приспособление для отворачивания шпилек).
14. Снять головку 31 блока цилиндра с приспособления. (Приспособление для снятия клапанов).
МОЙКА ДЕТАЛЕЙ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
Трудоемкость — 4,0 чел мин
15. Промыть снятые детали и головку блока цилиндров, очистить от нагара клапана, седла клапанов, направляющие втулки клапанов, головку блока и обдуть их сжатым воздухом. (Установка для мойки деталей мод. 196 М или «Тайфун», щетка металлическая; ерши металлические, бумага наждачная № 280-320, пистолет для обдува деталей сжатым воздухом мрд С-417).
ДЕФЕКТОВКА ДЕТАЛЕЙ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
16. Продефектовать детали головки блока цилиндров. Дефектовку производить согласно карты дефектовки № 1.3.
17. Установить головку блока цилиндров на стенд для опрессовки головки, проверить герметичность головки и при необходимости устранить нарушение герметичности. Проверять при давлении 0,4 МПа (4 кгс/смг) в течение 2 мин. Течь жидкости и подтекание не допускаются. (Стенд для опрессовки, секундомер).
Читайте также: