
Схема затяжки поддона ваз 2110
Обновлено: 05.07.2024
Замена прокладки поддона картера на ВАЗ 2110 своими руками
Собственно, для чего необходима эта самая прокладка картера? Двигатель «десятки» включает в себя множество агрегатов, узлов и систем. Картер является корпусом двигателя и играет важнейшую роль. Ведь именно он вмещает все основные элементы двигателя внутри себя и обеспечивает им необходимую защиту, позволяет циркулировать маслу.

Картер включает в себя два разборных элементы, между которыми и располагается прокладка. Она отвечает за герметизацию соединения двух элементов картера, не дает маслу вытекать из системы, которое, кстати, находится под высоким давлением.
Основные причины для замены

На самом деле замена прокладки поддона картера у ВАЗ 2110 может потребоваться в случае ее повреждения. Причин не так уж и много:
- Удары по поддону картера;
- Деформация прокладки;
- Воздействие высокого внутреннего давления, которое нарушает целостность прокладки;
- Стечение сразу нескольких факторов одновременно.
Признаки неисправности
Замена картера — это сложная и ответственная процедура, которая должна выполняться при строгом соблюдении технологических норм. Допускать ошибки категорически не рекомендуется.
Если неправильно выполнить замену, разрыв может произойти вновь, внутрь картера попадут инородные частицы, герметизация будет недостаточной, что приведет к поломке двигателя или его отдельных компонентов.

Казалось бы, простая прокладка, но какой груз ответственности лежит на ней.
Чтобы определить необходимость замены прокладки, стоит обратить внимание на характерные признаки подобной проблемы:
- Течет масло.
- В масляной системе наблюдается снижение давления.
- Уровень масла падает интенсивнее обычного.
Подготовка к работе

Большую роль в удачно проведенной замене прокладки поддона картера играет подготовка. Собственно, большого труда это мероприятие не составит.
- Загоните автомобиль на яму или поднимите при помощи подъемника;
- Обеспечьте качественный свет, чтобы вы имели возможность внимательно осмотреть состояние поддона;
- Снимите защиту картера, если предварительно вы ее установили на свой ВАЗ 2110;
- Поддон картера необходимо очистить, поскольку на нем скапливается большое количество грязи и масла. Также рекомендуется очистить прилегающие к поддону картера участки;
- Обнаружить течь проще всего на разогретом двигателе, но только при холостых оборотах. Это повысить давление в масляной системе, и покажет, насколько серьезная проблема с утечкой масла через прокладку поддона картера.
Замена прокладки поддона
Сейчас достаточно популярными стали различного рода герметики и добавки, которые позволяют устранять течи. Но это все происки маркетинговых компаний. На самом деле толку в этих средствах мало. Герметик может дать только временный результат, чтобы вы успели доехать до гаража или СТО, где можно будет поменять прокладку.

Попытки использовать подобные методы порой заканчиваются печально. Давление повышается, разрыв становится еще больше, масло вытекает чуть ли не полностью. Если подобная проблема застанет вас в пути, далеко от СТО, никто вам не позавидует.
При первых же признаках, загоняйте автомобиль в гараж и выполняйте замену прокладки. Это можно сделать самостоятельно.
Сейчас мы вам расскажем, как именно это делается.
Обратите особое внимание на то, какую прокладку для поддона картера двигателя вы покупаете. Это должно быть изделие высокого качества. Не пожалейте на него денег. К тому же, прокладка обойдется достаточно дешево, даже если это продукция ведущего производителя автозапчастей.
Как видите, процедура замены прокладки поддона картера у отечественного автомобиля ВАЗ 2110 не представляет собой ничего сложного. Постарайтесь совместить выполнение сразу нескольких процедур, раз вы решились снимать поддон.Будем надеяться, что ремонтировать двигатель вам не придется, «десятка» послужит верой и правдой еще много лет.
Но раз снимаете картер и сливаете масло, не лишним будет его заменить на новое, свежее. Двигатель вам будет только благодарен за это.
Схема затяжки поддона ваз 2110
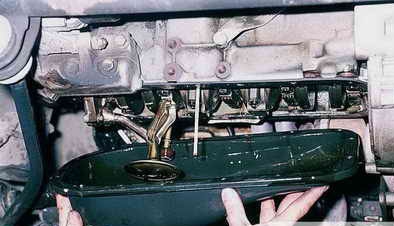
Снимать маслоприемник необходимо для очистки его сетки, замены уплотнительного кольца трубки или демонтажа масляного насоса
Работу проводим на смотровой канаве или подъемнике.
Снимаем брызговик двигателя.


Отворачиваем три болта крепления нижней крышки картера сцепления и снимаем ее


Головкой на 10 отворачиваем 16 болтов крепления поддона картера и снимаем его.


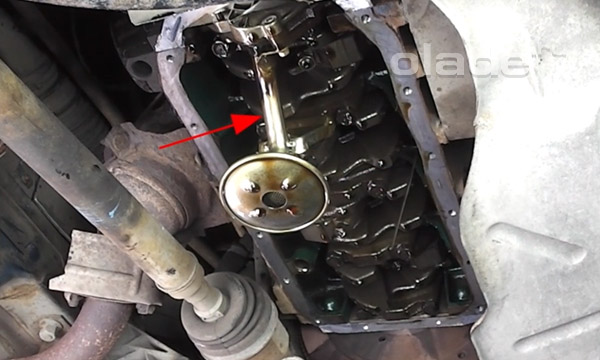
Стык уплотнен прокладкой
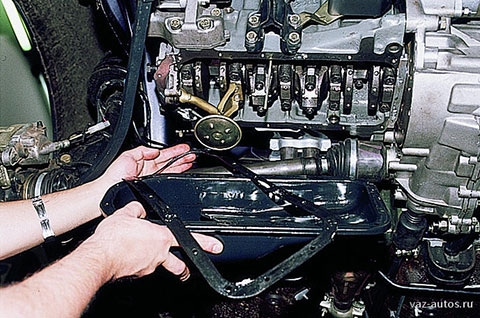
Ключом на 10 отворачиваем два болта крепления маслоприемника ко второй коренной крышке и один болт – к корпусу масляного насоса

При установке поддона картера прокладку заменяем новой, а места стыка корпуса масляного насоса и держателя заднего сальника с блоком смазываем герметиком.
Замена прокладки поддона картера на ВАЗ 2110 своими руками
Основные причины для замены

На самом деле замена прокладки поддона картера у ВАЗ 2110 может потребоваться в случае ее повреждения. Причин не так уж и много:
- Удары по поддону картера;
- Деформация прокладки;
- Воздействие высокого внутреннего давления, которое нарушает целостность прокладки;
- Стечение сразу нескольких факторов одновременно.
Признаки неисправности
Если неправильно выполнить замену, разрыв может произойти вновь, внутрь картера попадут инородные частицы, герметизация будет недостаточной, что приведет к поломке двигателя или его отдельных компонентов.
Казалось бы, простая прокладка, но какой груз ответственности лежит на ней.
Чтобы определить необходимость замены прокладки, стоит обратить внимание на характерные признаки подобной проблемы:
- Течет масло.
- В масляной системе наблюдается снижение давления.
- Уровень масла падает интенсивнее обычного.
Подготовка к работе
Большую роль в удачно проведенной замене прокладки поддона картера играет подготовка. Собственно, большого труда это мероприятие не составит.
- Загоните автомобиль на яму или поднимите при помощи подъемника;
- Обеспечьте качественный свет, чтобы вы имели возможность внимательно осмотреть состояние поддона;
- Снимите защиту картера, если предварительно вы ее установили на свой ВАЗ 2110;
- Поддон картера необходимо очистить, поскольку на нем скапливается большое количество грязи и масла. Также рекомендуется очистить прилегающие к поддону картера участки;
- Обнаружить течь проще всего на разогретом двигателе, но только при холостых оборотах. Это повысить давление в масляной системе, и покажет, насколько серьезная проблема с утечкой масла через прокладку поддона картера.
Замена прокладки поддона
Сейчас достаточно популярными стали различного рода герметики и добавки, которые позволяют устранять течи. Но это все происки маркетинговых компаний. На самом деле толку в этих средствах мало. Герметик может дать только временный результат, чтобы вы успели доехать до гаража или СТО, где можно будет поменять прокладку.
Попытки использовать подобные методы порой заканчиваются печально. Давление повышается, разрыв становится еще больше, масло вытекает чуть ли не полностью. Если подобная проблема застанет вас в пути, далеко от СТО, никто вам не позавидует.
Сейчас мы вам расскажем, как именно это делается.
3.10 Снятие и установка поддона картера
Инжекторный и карбюраторный двигатели имеют разную конструкцию поддона картера. На карбюраторном двигателе используется обычный поддон картера который уже был изображен на иллюстрации. На инжекторном двигателе поддон картера состоит из двух частей, верхней части из алюминия и нижней части из стальной пластины. В соответствии с этим различаются снятия и установка.
- Отвинтите панели под передней частью автомобиля.
- Слейте двигательное масло.
- Установите переднюю часть автомобиля на опоры.
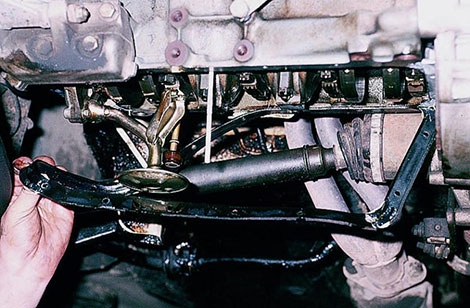
- Снимите среднюю балку двигателя. При этом подоприте двигатель соответствующим образом.
- Снимите приемную трубу глушителя.
- Отвинтите и снимите поддон картера. Если он сидит прочно, не вставляйте между уплотнительными поверхностями отвертку. Попытайтесь ослабить соединение резиновым молотком.
- Тщательно очистите поверхности поддона и блока цилиндров. Осторожно соскоблите остатки старого уплотнения шабером. Поддон картера устанавливается на герметик, который можно приобрести в торговых точках Nissan. Герметик поставляется в тюбиках, чей конец нужно срезать чтобы получить полоску шириной 4.5 мм. Равномерно нанести герметик по окружности на поддон картера, а именно на внутреннюю сторону отверстий болтов. Следите, чтобы отверстия болтов не были заполнены герметиком. Поддон картера должен быть привинчен к блоку цилиндров в течение 5 минут после нанесения герметика. Равномерно затяните болты с соответствующим Спецификациям усилием. После затяжки болтов должно пройти 30 минут, прежде чем можно будет залить масло или запустить двигатель. Установите снятые детали в обратной последовательности и залейте требуемое количество двигательного масла, после того как пройдет 30 минут после затяжки болтов поддона.
- Запустите двигатель и проверьте, чтобы на уплотнительных поверхностях не выступало масло.
Работы по снятию поддона картера на инжекторных двигателях немного сложнее. На иллюстрации ниже изображены детали поддона.
Детали поддона картера инжекторного двигателя
Как правильно поменять прокладку поддона ваз 2109
На днях поменял прокладку,вроде сухо,поездил,на стоянке заметил подтёк у поддона в районе под шкива генератора.Как правильно менять?Герметиком промазал у насоса и кпп,затягивал 0.8 кг,динамометрическим ключом,но по периметру сразу.Как понял надо начинать от центра,и далее по спирали к краю.Прокладка вытеснилась,полагаю тоже не хорошо,значил нарушил технологию.Кто ставил,отпишитесь.
Сам герметиком никогда не пользовался. Примыкающие плоскости чистил очистителем карбюратора и вытирал насухо, так же как и сам поддон изнутри. Прикручивал постепено, сначала наживил все болтики, потом затягивал понемногу черз одного и так по периметру и постепенно притягивал)) У меня не было динаметрического ключа и затягивал на глаз)) Чтобы и болт не сломать(сорвать) и прокладка хорошо держала. Во время всего прцесса следил чтобы эта резиновая штука не смещалась.
ты уверен что у тебя снизу подтекает?
у переднеприводных вазов есть болезнь, масло сочит из верхней прокладки, оно стекает и создается видимость, что течет снизу.
универсальные советы по прокладкам поддона обычно таковы:
1. Тщательно обезжириваем поверхность привалочную на двигателе - для дешевезны можно хоть ацетоном даже. Но не вайтспиритами всякими.
2. прокладка должна быть сухой и чистой.
3. герметик наносится тонким слоем только на одну из поверхностей - я лично мажу на двигателе - и наносить надо только в местах перелома, перегиба прокладки. всё мажем если по второму разу используем и т.п. - обычно это лишнее и скорее вредно.
4. после нанесния герметика, перед установкой крышки выждать сколько на герметике написано - обычно 5 минут. только потом начинаем монтаж
5. тянем всегда в несколько этапов - наживляем от руки, потом по схеме обтягиваем указанным моментом в первый раз. Дальше курим - минут 10 минимум. Потом еще раз протягиваем этим же моментом. Курим минут 20 и еще раз этим же моментом. Если не ленивые то через полчасика еще разок.
6. момент затяжки соблюдаем. НО если резьба старая, грязная или много раз откручивалась и затягивалась то момент надо немного увеличить от указанного - в мануалах его пишут для новой чистой резьбы.
7. не заводить и не кататься несколько часов - пока герметик не полимеризуется нормально
Обычно если следовать этим советам то ни на одной машине проблем не замечал.

Может подтекать сальник коленчатого вала. симптом - масляные разводы с внутренней стороны шкива привода генератора.
Прокладка: Сам не люблю использовать герметики там где не надо (поддон в том числе). Затягиваю "по диагонали". Динамометром в этом случае не пользуюсь.
Желательно (не обязательно) подтянуть винты крепления поддона через недельку .
Была когда-то похожая проблема на ваз 21099. Купил новую прокладку, всё зачистил, промазал где только можно герметиком(тонким слоем), ничего не ждал, как тут выше написали несколько часов, сразу завел и поехал. Проблема исчезла.
Подписаться на тему
Уведомление на e-mail об ответах в тему, во время Вашего отсутствия на форуме.
Момент затяжки поддона картера ваз 2110 – . 2110, 2111, 2112 ()
Моменты затяжки основных резьбовых соединений ВАЗ 2110 2111 2112
Деталь
Резьба
Момент затяжки,
Н·м (кгс·м)
Двигатель
см. примечание 2
Сцепление
Коробка передач
Передняя подвеска
Задняя подвеска
Тормоза
Рулевое управление
Завернуть до отрыва головки
Электрооборудование
ВАЗ 2110 | Моменты затяжки
Моменты затяжки, Н·м
Болты крепления крышки головки блока цилиндров:
довернуть на угол 90–94°
довернуть на угол 58–62°
довернуть на угол 43–47°
Верхний болт крепления масляного поддона:
ВАЗ 2110 / 2111 / 2112 Моменты затяжки резьбовых соединений
Прокладка поддона картера на ВАЗ 2110: замена своими руками, признаки неисправности (фото, видео)
- Причины для замены прокладки
- Признаки неисправности
- Подготовка к работе
- Замена прокладки
Собственно, для чего необходима эта самая прокладка картера? Двигатель «десятки» включает в себя множество агрегатов, узлов и систем. Картер является корпусом двигателя и играет важнейшую роль. Ведь именно он вмещает все основные элементы двигателя внутри себя и обеспечивает им необходимую защиту, позволяет циркулировать маслу.

Картер включает в себя два разборных элементы, между которыми и располагается прокладка. Она отвечает за герметизацию соединения двух элементов картера, не дает маслу вытекать из системы, которое, кстати, находится под высоким давлением.
Основные причины для замены

На самом деле замена прокладки поддона картера у ВАЗ 2110 может потребоваться в случае ее повреждения. Причин не так уж и много:
- Удары по поддону картера;
- Деформация прокладки;
- Воздействие высокого внутреннего давления, которое нарушает целостность прокладки;
- Стечение сразу нескольких факторов одновременно.
Признаки неисправности
Замена картера — это сложная и ответственная процедура, которая должна выполняться при строгом соблюдении технологических норм. Допускать ошибки категорически не рекомендуется.
Если неправильно выполнить замену, разрыв может произойти вновь, внутрь картера попадут инородные частицы, герметизация будет недостаточной, что приведет к поломке двигателя или его отдельных компонентов.

Казалось бы, простая прокладка, но какой груз ответственности лежит на ней.
Чтобы определить необходимость замены прокладки, стоит обратить внимание на характерные признаки подобной проблемы:
- Течет масло.
- В масляной системе наблюдается снижение давления.
- Уровень масла падает интенсивнее обычного.
Подготовка к работе

Большую роль в удачно проведенной замене прокладки поддона картера играет подготовка. Собственно, большого труда это мероприятие не составит.
- Загоните автомобиль на яму или поднимите при помощи подъемника;
- Обеспечьте качественный свет, чтобы вы имели возможность внимательно осмотреть состояние поддона;
- Снимите защиту картера, если предварительно вы ее установили на свой ВАЗ 2110;
- Поддон картера необходимо очистить, поскольку на нем скапливается большое количество грязи и масла. Также рекомендуется очистить прилегающие к поддону картера участки;
- Обнаружить течь проще всего на разогретом двигателе, но только при холостых оборотах. Это повысить давление в масляной системе, и покажет, насколько серьезная проблема с утечкой масла через прокладку поддона картера.
Замена прокладки поддона
Сейчас достаточно популярными стали различного рода герметики и добавки, которые позволяют устранять течи. Но это все происки маркетинговых компаний. На самом деле толку в этих средствах мало. Герметик может дать только временный результат, чтобы вы успели доехать до гаража или СТО, где можно будет поменять прокладку.

Попытки использовать подобные методы порой заканчиваются печально. Давление повышается, разрыв становится еще больше, масло вытекает чуть ли не полностью. Если подобная проблема застанет вас в пути, далеко от СТО, никто вам не позавидует.
При первых же признаках, загоняйте автомобиль в гараж и выполняйте замену прокладки. Это можно сделать самостоятельно.
Сейчас мы вам расскажем, как именно это делается.
Обратите особое внимание на то, какую прокладку для поддона картера двигателя вы покупаете. Это должно быть изделие высокого качества. Не пожалейте на него денег. К тому же, прокладка обойдется достаточно дешево, даже если это продукция ведущего производителя автозапчастей.
Как видите, процедура замены прокладки поддона картера у отечественного автомобиля ВАЗ 2110 не представляет собой ничего сложного. Постарайтесь совместить выполнение сразу нескольких процедур, раз вы решились снимать поддон.Будем надеяться, что ремонтировать двигатель вам не придется, «десятка» послужит верой и правдой еще много лет.
Но раз снимаете картер и сливаете масло, не лишним будет его заменить на новое, свежее. Двигатель вам будет только благодарен за это.
ВАЗ 2110 | Моменты затяжки резьбовых соединений, Н·м
Болты крепления головки блока цилиндров:
Приводной шкив коленчатого вала:
Крепление двигателя к коробке передач:
Сцепление и коробка передач
Крепление подшипника рычага переключения
Привод колес
Рулевое управление
Передняя подвеска
Крепление поперечного рычага подвески к кузову:
Задняя подвеска
Тормозная система
ВАЗ 2110 | Снятие и установка поддона картера
Момент затяжки, Н•м (кгс•м)
Винт крепления головки цилиндров
М12х1,25 М10х1,25 (ВАЗ-2112)
См. раздел Двигатель
Гайка шпильки крепления впускного и выпускного коллекторов
Гайка крепления натяжного ролика
Гайка шпильки крепления корпуса подшипников распределительного вала
Болт крепления шкива распределительного вала
Винт крепления корпуса вспомогательных агрегатов
Гайка крепления выпускного патрубка рубашки охлаждения
Болт крепления крышек коренных подшипников
Болт крепления масляного картера
Гайки болта крышки шатуна
Болт крепления маховика
Болт крепления насоса охлаждающей жидкости
Болт крепления шкива коленчатого вала
Болт крепления подводящей трубы насоса охлаждающей жидкости
Гайка крепления приемной трубы глушителя
Болт крепления фланца дополнительного глушителя
Гайка крепления троса сцепления к кронштейну
Болт крепления подушки левой и правой опор силового агрегата к кронштейну
Гайка шпильки крепления подушки левой и правой опор к кронштейнам силового агрегата
Болт крепления кронштейна левой опоры силового агрегата к картеру коробки пердач
Болт крепления кронштейна правой опоры силового агрегата к блоку цилиндров
Гайка шпильки крепления к кузову подушки задней опоры силового агрегата с двигателем ВАЗ-2110, -2111, -21114
Болт крепления подушки к кронштейну задней опоры силового агрегата с двигателем ВАЗ-2110, -2111, 21114
Болт крепления к блоку цилиндров кронштейна передней и задней опор силового агрегата с двигателем ВАЗ-2112, -21124
Болт (гайка) крепления штанги передней и задней опоры силового агрегата с двигателем ВАЗ-2112, -21124
Болт крепления маслоприемника к крышке коренного подшипника
Болт крепления маслоприемника к насосу
Болт крепления масляного насоса
Болт крепления корпуса масляного насоса
Пробка редукционного клапана масляного насоса
Штуцер масляного фильтра
Датчик контрольной лампы давления масла
Гайки крепления карбюратора
Гайка крепления крышки головки цилиндров
Гайка крепления картера сцепления к блоку двигателя
Болт крепления картера сцепления к блоку двигателя
Болт крепления фланца направляющей втулки муфты подшипника выключения сцепления
Болт крепления кожуха сцепления к маховику
Гайка крепления картера сцепления к коробке передач
Болт крепления нижней крышки к картеру сцепления
Винт конический крепления шарнира тяги привода
Болты крепления механизма выбора передач
Болт крепления корпуса рычага переключения передач
Гайка крепления хомута тяги привода и реактивной тяги
Гайка заднего конца первичного и вторичного валов
Выключатель света заднего хода
Болт крепления вилок к штоку
Болт крепления ведомой шестерни дифференциала
Гайка крепления корпуса привода спидометра
Болт крепления оси рычага выбора передач
Гайка крепления задней крышки к картеру коробки передач
Пробка фиксатора вилки заднего хода
Винт конический крепления рычага штока выбора передач
Болт крепления картера сцепления и коробки передач
Пробка сливного отверстия
Гайка крепления верхней опоры к кузову
Гайка крепления шарового пальца к рычагу
Гайка эксцентрикового болта крепления телескопической стойки к поворотному кулаку
Гайка болта крепления телескопической стойки к поворотному кулаку
Гайка болта крепления рычага подвески к кузову
Гайка крепления растяжки
Гайка болта крепления стойки стабилизатора поперечной устойчивости к рычагу
Гайка крепления штанги стабилизатора к кузову
Болт крепления поперечины передней подвески к кузову
Гайка крепления штока телескопической стойки к верхней опоре
Болт крепления шаровой опоры к поворотному кулаку
Гайка подшипника ступицы переднего колеса
Болт крепления колеса
Гайка крепления нижнего конца амортизатора
Гайка крепления рычага задней подвески
Гайка крепления кронштейнов рычагов подвески
Гайка крепления верхнего конца амортизатора
Болт крепления оси ступицы к балке
Гайка подшипника ступицы заднего колеса
Гайка крепления картера рулевого механизма
Гайка крепления кронштейна вала рулевого управления
Болт крепления кронштейна вала рулевого управления
Завернуть до отрыва головки
Болт крепления вала рулевого управления к шестерне
Гайка крепления рулевого колеса
Болт стяжной наконечника рулевой тяги
Гайка крепления шарового пальца тяги
Болт крепления тяги рулевого привода к рейке
Гайка подшипника шестерни рулевого механизма
Винт крепления цилиндра тормоза к суппорту
Болт крепления направляющего пальца к цилиндру
Болт крепления направляющей колодки к поворотному кулаку
Гайка крепления кронштейна вакуумного усилителя к кузову
Гайка крепления главного цилиндра к вакуумному усилителю
Гайка крепления вакуумного усилителя к кронштейну
Штуцер соединений тормозных трубопроводов
Наконечник гибкого шланга переднего тормоза
Гайка болта крепления генератора
Гайка шпильки крепления генератора
* При затяжке гаек и болтов допускается округлять моменты затяжки до десятых значений кгс•м в пределах допуска.
Затяжка колесных болтов усилие таблица
После этого можно продолжить сборку мотора в штатном режиме.
Схема крепления маховика
Для удобства пользователя авто производители смещают ось одного резьбового отверстия для болтов маховика на несколько градусов, поэтому установить эту деталь неправильно невозможно физически. Тем не менее, водители обычно перестраховываются дополнительно, ставя метки краской при демонтаже.

Метка при демонтаже маховика
По аналогии с фланцевыми соединениями здесь использовано 6 болтов, вкручиваемых в тело коленвала, расположенных через 60 градусов, кроме одного смещенного специально. Для данной формулы резьбового соединения применяется затяжка по специальной схеме, так как полноценного «креста» здесь нет:
- два болта напротив друг друга по оси диаметра;
- два болта рядом с предыдущими в той же последовательности;
- оставшиеся два болта по тому же принципу.

Схема для шести болтов
Внимание: Запрещено применять трубчатые «усилители» и наращивать ключи. Вместо этого следует использовать динамометрический ключ.

Ключ динамометрический
Почему болты срезает?
На вопрос, нужно ли менять болты для фиксации на коленвале маховика, каждый производитель отвечает заранее, в инструкции по эксплуатации – по возможности при каждой разборке этого узла. Срезать болт может по нескольким причинам:
- возникновение люфта при откручивании, увеличение рычага для срезающих усилий;
- неверный выбор класса прочности болта.

Срезанные болты маховика
При перетяжке резьбы срезать болт рабочие усилия не могут, так как крепеж просто выпадает наружу из-за срезанных ниток.
Выбор крепежа
Чтобы крепежный элемент не оборвало при эксплуатации двигателя, конструкторы рассчитывают болты по нагрузкам. Известными данными являются:
- нагрузка осевая и поперечная;
- температурные режимы эксплуатации;
- количество болтов в соединении.
В зависимости от марки стали рассчитывается усилие среза резьбы и тела болта, растяжение. Поскольку болты являются стандартными деталями, их выпускают и классифицируют согласно стандарту ГОСТ, а для конкретных соединений сборочных единиц выбирают по следующим критериям из таблиц этих ГОСТ:
- класс прочности;
- марка стали;
- способ изготовления;
- тип и количество шлицов;
- габаритные размеры (диаметр резьбы и длина).
Усилие затяжки определяется автоматически, но уже из других таблиц по классу прочности. Дополнительно в зависимости от количества болтов в сборочном соединении и их взаимного расположения в пространстве применяются различные схемы протягивания.
Самой популярной схемой служит «крест», когда болты протягиваются напротив друг друга на одной оси до конкретного значения усилия, затем другие, но уже по оси, под прямым углом к предыдущей.
В формуле болтового соединения фланца с 6 болтами схема «крест» не работает, поскольку оси сдвинуты, не на 90, а на 60 градусов относительно друг друга, поэтому выбирается другая последовательность, указанная выше и далее по ходу этого руководства.
Класс прочности
Традиционно в любое изделие, выпускаемое промышленным способом, закладываются материалы с минимально возможной себестоимостью изготовления, обеспечивающие необходимый запас надежности.
Другими словами, мостовые и крановые болты, считающиеся самыми надежными, сделанные из высокопрочных сталей, обойдутся слишком дорого для ненагруженных соединений. Это экономически не целесообразно, на практике не используется.
Хотя, при желании любой пользователь может использовать эти стандартные детали, чтобы они гарантированно не были срезаны маховиком при эксплуатации.

Крановый болт
По классификации ГОС 1759.4 существует 11 классов прочности болтов: 3.6, 4.6, 5.6, 5.8, 6.6, 6.8, 8.8, 10.9 и 12.9. Две цифры маркировки через точку обозначают:
- первая – умножается на 100, указывает предел прочности растяжения металла в Н/мм2;
- вторая – умножается на 10, указывает отношение предела текучести к началу необратимой пластической деформации в процентах.
При выборе стандартной резьбовой детали в соединение закладывается минимум двукратный запас прочности по последнему значению, в идеале трехкратный запас надежности. Например, в башенных и мостовых кранах применяются болты класса 8.8 и выше.
Способ изготовления и материалы
Класс прочности определяется двумя факторами – маркой стали и способом изготовления болта. Практически невозможно сорвать резьбу или срезать болт, изготовленный методом холодной/горячей высадки. Резьба формируется на теле заготовки на автомате накаткой, проходит термообработку, покрывается защитным составом.
Содержание углерода в прутках при этом не может превышать 0,4% – легированные и низкоуглеродистые стали 40Х, 65Г, 20Г2Р, 20КП, 10КП и другие. Термообработка производится в слое защитного газа, чтобы полностью сохранить содержание углерода.
Сталь 35 считается универсальным материалом, позволяющим получать разные классы прочности за счет применения неодинаковых технологий:
- на токарно-винторезных станках из нее изготавливают болты класса 5.6;
- объемной штамповкой на прессах высадочных получают класс 6.6 либо 6.8;
- после закаливания деталей, произведенных предыдущими способами, достигается класс 8.8.

Выточенный болт
Изготовление болтов штамповкой

Закаленные болты
Для остальных сталей справедлива таблица классов прочности:

Зависимость класса прочности от материала
Для фиксации маховика используются болты М8 – М12, а маркировка является обязательной для стандартных изделий от М6 и выше. Однако изделия, выточенные на станке, клеймятся очень редко для сокращения себестоимости. На штампованных и произведенных методом накатки болтах маркировка присутствует на торце или гранях головки.

Расположение на болтах маркировки
Что собой представляет ГБЦ
Для того чтобы проводить какие-то манипуляции с этим узлом, необходимо понимать предназначение и принцип работы устройства. Головка блока цилиндров на рассматриваемой нами модели ВАЗ-2112 выполняется из двух вариантов: чугун, алюминий. По сути, сухо говоря, это крышка движка.
Один из самых важных узлов транспортного средства, который отвечает за:
- сгорание бензина в движке;
- отвод отработанных газов во время процесса сгорания топлива.
Второстепенные функции, выполняемые ГБЦ:
- функциональная опция осуществляется благодаря работе опорных шайб, втулок клапанов и прочих деталей, расположенных в головке;
- благодаря отверстию в нем, устанавливается цепной натяжитель и привода шкивного распределителя.
Аббревиатура ГБЦ используется чаще в терминологии автомобильных узлов, так как выговаривать длинные и сложные названия не всегда есть время. Но понятно, что необходимо знать все расшифровки. Особенно если это ДВС (двигатель внутреннего сгорания) и ГБЦ (головка блока цилиндров).
Поэтому момент натяжения всегда должен быть настроен и не спустя рукава, а правильно, иначе нарушится его функционал. В первую очередь это необходимо во избежание скопления влаги в месте соединения компонентов в блоке и местах их соединений. Благодаря такой защите, конденсат собирается на специальной плоскости для утечки жидкости из двигателя.
Особенности процесса

У каждого двигателя свой момент, как и схема затяжки штифтов. На показатель этого момента влияют не только тип двигателя, а и другие факторы, которые необходимо знать, если вы решили самостоятельно произвести эту процедуру.
Те самые факторы:
- насколько хорошо смазаны отверстия штифтов и само состояние элементов;
- качество болтов играет большую роль – плохие или старые могут не пережить затяжку;
- если резьба или сам штифт имеют деформации – лучше не затягивать. Потому что через короткий период времени все не соответствующие нормам эксплуатации элементы выйдут из строя.
Самая острая необходимость процедуры натяжения возникает при демонтаже головки блока цилиндра, а также при его повторной установке.
Некоторые автолюбители заворачивают сильно вытянутые болты в 4 этапа. В таком случае на втором шаге момент равен 70-85 Н*м, что абсолютно недопустимо в работе с мотором Лады Приора на 16 клапанов.
Правильная последовательность натяжения ключей очень важна. Только в таком случае головка будет правильно выполнять свои перво- и второстепенные функции.
Перед монтажом необходимо обязательно очистить все резьбовые под втулочные отверстия. Потом все втулки размещаются по местам, а сверху укладывается прокладка. Все металлические элементы должны быть обезжиренными.
Во время установки прокладки не применяются герметики или другие смазочные масла.
Порядок проведения монтажа и демонтажа
Блок цилиндра является основой крепления головки, которая держится на 10 винтах. Отворачивание осуществляется особым торцевым ключом – «десяткой».
На фото продемонстрирован правильный порядок отворачивания:
- Верхний правый угловой.
- Нижний правый угловой.
- Верхний левый угловой.
- Нижний левый угловой.
- Верхний второй слева.
- Верхний второй справа.
- Второй нижний справа.
- Второй нижний слева.
- Верхний посередине.
- Нижний посередине.
Соблюдая исключительно такую последовательность можно избежать деформации болтов и резьбы, а также других неприятных моментов.
Конструкция узла довольно сложная, хоть на первый взгляд и кажется примитивной.
Головка крепится болтами или шпильками к блоку и закрывает сверху цилиндры. Посадочная площадь у верхнего элемента весьма большая, потому правильная последовательность затягивания резьбовых соединений с конкретным усилием очень важна. Раньше на старых моделях авто ставили чугунные элементы данного узла, с которыми было проще работать. Сейчас же преимущественно используют более мягкий, легкий и пластичный алюминий, при работе с которым очень легко повредить какой-то цилиндр. Еще чугун гораздо устойчивее к термоусадке и деформациям, что не позволяет пока полностью от него отказаться.
Стандартный размер винтов в рассматриваемой нами модели – 93 мм. Если хоть один вытягивается даже на пару миллиметров, он тут же подлежит замене.
Последовательность монтажа отличается от вышеуказанного порядка и есть на фото:
- Средний нижний.
- Верхний нижний.
- Нижний второй слева.
- Нижний второй справа.
- Верхний второй справа.
- Верхний второй слева.
- Нижний угловой слева.
- Верхний угловой слева.
- Нижний угловой справа.
- Верхний угловой справа.
Нормы момента натяжения:
- Усилие на первом этапе – 20 Н*м.
- Каждый элемент стоит доворачивать вправо на 90 о .
- После 20 минут ожидания необходимо доворачивать еще на 90 о .
Первоначальное усилие – небольшое. Но с третьего этапа работа становится труднее, потому используется рычаг. Если у вас возникли какие-то сложности с процессом натяжки, просмотрите видеоурок, в котором все подробно показано и объяснено.
Установка ГБЦ под турбину на ДВС мало чем отличается от выше рассмотренного варианта, но в случае возникновения несоответствий или других проблем, лучше обратиться за советом или помощью к квалифицированным специалистам.
МОМЕНТЫ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Наименование деталей Момент затяжки, Нм
Сливная пробка 35
Болты крепления каркаса селектора к кузову 5
Болты крепления корпуса механизма переключения передач 20
Болты крепления коробки передач к блоку цилиндров 60
Болты крепления коробки передач к поддону картера двигателя 40
Болты крепления кронштейна нижней штанги силового агрегата 90
Болты крепления кронштейна левой опоры силового агрегата 48
Порядок проведения монтажа и демонтажа
Блок цилиндра является основой крепления головки, которая держится на 10 винтах. Отворачивание осуществляется особым торцевым ключом – «десяткой». На фото продемонстрирован правильный порядок отворачивания:
- Верхний правый угловой.
- Нижний правый угловой.
- Верхний левый угловой.
- Нижний левый угловой.
- Верхний второй слева.
- Верхний второй справа.
- Второй нижний справа.
- Второй нижний слева.
- Верхний посередине.
- Нижний посередине.
Соблюдая исключительно такую последовательность можно избежать деформации болтов и резьбы, а также других неприятных моментов. Конструкция узла довольно сложная, хоть на первый взгляд и кажется примитивной.
Головка крепится болтами или шпильками к блоку и закрывает сверху цилиндры. Посадочная площадь у верхнего элемента весьма большая, потому правильная последовательность затягивания резьбовых соединений с конкретным усилием очень важна. Раньше на старых моделях авто ставили чугунные элементы данного узла, с которыми было проще работать.
Сейчас же преимущественно используют более мягкий, легкий и пластичный алюминий, при работе с которым очень легко повредить какой-то цилиндр. Еще чугун гораздо устойчивее к термоусадке и деформациям, что не позволяет пока полностью от него отказаться.
Стандартный размер винтов в рассматриваемой нами модели – 93 мм. Если хоть один вытягивается даже на пару миллиметров, он тут же подлежит замене. Последовательность монтажа отличается от вышеуказанного порядка и есть на фото:
- Средний нижний.
- Верхний нижний.
- Нижний второй слева.
- Нижний второй справа.
- Верхний второй справа.
- Верхний второй слева.
- Нижний угловой слева.
- Верхний угловой слева.
- Нижний угловой справа.
- Верхний угловой справа.
Нормы момента натяжения:
- Усилие на первом этапе – 20 Н*м.
- Каждый элемент стоит доворачивать вправо на 90 о .
- После 20 минут ожидания необходимо доворачивать еще на 90 о .
Видео
На видео (канал Авто_Ремонт) подробно расписан процесс установки и сборки ГБЦ на ВАЗ 2112.
Самый «маленький» из 16-клапанных двигателей Волжского автозавода – ВАЗ-11194 рабочим объемом 1,4 л. Производятся и две модели объемом 1,6 л – уже несколько устаревший ВАЗ-21124 и его более современный и мощный вариант ВАЗ-21126, постепенно вытесняющий на конвейере предшественника. Обратите внимание на график с характеристиками двигателей: при частотах вращения коленвала, близких к максимальным, характеристики мощности и крутящего момента ВАЗ-11194 и ВАЗ-21124 практически совпадают – и лишь при более низких оборотах «малыш» уступает старшему собрату. А вот двигатель 21126 существенно – примерно на 10% – мощней и тяговитей двух других.
Давайте же знакомиться с их начинкой.
Блоки цилиндров 21124 и 21126 отлиты из чугуна. По сравнению с прежним, полуторалитровым аналогом 2112 они на 2,3 мм выше (расстояние от оси коренных подшипников до верхней плоскости блока). Диаметр цилиндров двигателей 21124 и 21126 одинаковый – 82 мм. Для селективной сборки двигателя блоки 21124 по диаметру цилиндра поделены на пять классов через 0,01 мм (А, В, С, D, Е). У блока 21126 три класса через те же 0,01 мм (А, В, С). Клеймо класса цилиндра расположено на нижней плоскости блока.
Прочие размеры блоков идентичны. Но есть отличия в требованиях к обработке стенок цилиндров. Хонингование цилиндров 21124 выполняется по технологии и требованиям АВТОВАЗа, а 21126 – в соответствии с более жесткими требованиями фирмы Federal Mogul, обусловившими ужесточение требований к шероховатости рабочих поверхностей. Чтобы не перепутать блоки, кроме маркировки, сделанной в отливке на левой стенке блока, серийный номер нанесен на задней стенке рядом с четвертым цилиндром. Блок 21124 окрашен в синий цвет, а 21126 – в серый.
Блок цилиндров двигателя 11194 по конструкции аналогичен блоку 21126, но диаметр цилиндра меньше – 76,5 мм против 82 мм. Обработка стенок цилиндров – тоже в соответствии с требованиями фирмы Federal Mogul. Маркировка на тех же местах, окрашен блок в синий цвет. Кроме этого, в блоке 11194 между цилиндрами есть протоки рубашки охлаждения, а у двигателей 1,6 л их нет. Для селективной сборки двигателя блоки 11194 по диаметру цилиндра поделены на три класса через 0,01 мм (А, В, С).
Замена прокладки поддона двигателя
Для того чтобы заменить прокладку поддона двигателя, поднимаем авто на подъемнике или загоняем на яму. Снимаем защиту двигателя.

Откручиваем пробку против часовой стрелки. Сделать это можно ключом №17. Делаем это аккуратно, чтобы не обжечься горячим маслом и не испачкаться.

Подготовим чистую тару, чтобы если масло не нуждается в замене, залить слитое масло назад. Сливаем масло из двигателя.

Зажимаем сливную пробку поддона.

Откручиваем три болта защиты маховика на КПП ключом №10. Вынимаем её.
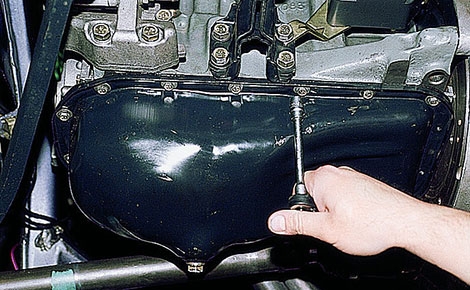
Далее откручиваем 16 болтов крепления поддона головкой №10 с длинным удлинителем. Будьте осторожны, так как поддон может упасть вместе с последним открученным болтом.


Удаляем старую прокладку.

Внутри поддона находится маслоприёмник. Иногда он забивается различным мусором. Это препятствует забору масла из поддона в масляный насос и двигатель. После снятия поддона можно почистить приёмную трубку, продув её воздухом.
Для её снятия нужно открутить 2 болта крепления возле коренной шейки коленвала ключом №10 и 1 болт на масляном насосе.
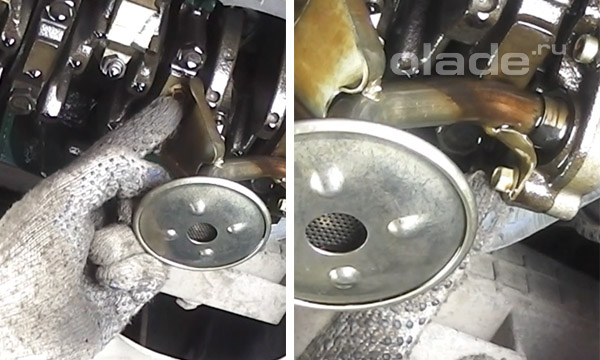
Поддон или маслоприёмник промываются в керосине или бензине, после чего насухо вытираются. Обезжириваем и вытираем насухо плоскость прилегания на поддоне и на блоке двигателя. Смазываем плоскость прилегания поддона к двигателю тонким слоем прокладочного герметика.
Спасибо за подписку!

Укладываем новую прокладку.

Прокладку также смазываем тонким слоем прокладочного герметика. Прикладываем поддон с новой прокладкой к блоку двигателя. Делаем это аккуратно, чтобы точно приложить с первого раза.

Вкручиваем болты крепления поддона. Для равномерного распределения усилия зажимаем поддон от центра к краям. Болты зажимаем плотно, но не слишком сильно. Прикручиваем защиту маховика. Теперь ждём минут 5, чтобы герметик застыл и заливаем слитое ранее масло.

Целесообразно произвести замену прокладки поддона двигателя вместе с заменой масла. Если Вам необходимо залить новое масло, смотрите статью «Замена масла и масляного фильтра».
Читайте также: