
Замена втулок коромысел камаз своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 04.10.2024
Установка ГБЦ Камаз- момент затяжки

Снятие установка ГБЦ на автомобиле Камаз происходит довольно часто. По причинам связанным с неисправностями двигателя. Причины могут быть самые разные. Прорыв газов через уплотнительное кольцо. Прогорание клапанов. Утечка охлаждающей жидкости через уплотнения в гильзах. Утечка охлаждающей жидкости через уплотнения между ГБЦ и блоком двигателя. Замена вкладышей. Их рекомендуют менять через каждые 125000 км. И так далее.
Снятие ГБЦ Камаз
Снятие гбц начинается стого что необходимо снизить уровень охлаждающей жидкости в системе. Для этого достаточно слить 10- 15 литов жидкости. Затем откручиваются коллектора впускной, водяной выпускной.
Выпускной коллектор
Выпускной коллектор на двигателе евро прикручен непосредственно к головкам через прокладки. Трудность его снятия заключается в том что иногда не удаётся открутить болты. Для этого необходимо применять усилие. А сами болты легко обламываются. Если резьба прикипела. И понять когда болт начинает ломаться очень тяжело. Поэтому необходимо при возникновении усилия постоянно проверять, что болт откручивается а не заламывается. При откручивании и возникновении усилия провернуть болт в обратную сторону. Это делать необходимо постоянно потому что болты обламываются практически не заметно. Впускной коллектор полностью снимать не нужно достаточно того что он отойдет немного от головок. Потом просто необходимо будет подставить прокладки между ним и головками
Водяной и впускной коллектора
Прежде чем снимать водяной и впускной коллектор необходимо открутить трубки высокого давления от ТНВД и форсунок. Трубки потом следует устанавливать на свои места . Путать их не желательно потов очень тяжело будет их подобрать по местам где они стояли. Лучше всего их положить в отдельное место по порядку. Сложность снятия коллекторов заключается в неудобстве раскручивания крепёжных болтов. Проще снять компрессор. Он не очень сложно устанавливается а заодно поменять на нем уплотнительные резинки. Но если очень постараться, то компрессор можно и не трогать.
После того как коллектора удалены откручиваются клапанные крышки. Снимать их желательно. Потому что прежде чем вытаскивать головки требуется вынуть штанги толкателей. Если снимать головки со штангами, они могут упасть внутрь двигателя и достать будет тяжело. Сняв клапанные крышки следует раскрутить крепление коромысел. Они прикручены двумя гайками на шпильках. Предварительно необходимо разогнуть концы стопорной пластины. Коромысла снимаются со шпилек и вынимаются штанги толкателей клапанов.
Болты головки блока цилиндров
Болты крепления головки блока цилиндров необходимо раскручивать поочередно согласно схемы затяжки ГБЦ. Поэтапно в несколько приёмом. Если сразу ослабить один из болтов то это может вызвать перепад натяжения болтов такт остальные будут находиться в напряжение. Это может привести в дальнейшем к обрыву головки крепежного болта. На камазах это болезнь. Незначительный перекос приводит к обрыву болта. Поэтому и нужно раскручивать болты в несколько приёмов. Собственно говоря также как их затягивали. После того как болты раскручены головки можно снимать.
Осмотр головки
Прежде чем произвести установку ГБЦ Камаз на место после проведенного ремонта их обязательно необходимо осмотреть. По следующим причинам.

Состояние компрессионного кольца
Газовое компрессионное кольцо может просесть. Или появится люфт и кольцо будет двигаться на своем месте. В результате того что разбито посадочное место. На это обязательно необходимо обратить внимание. Кольцо должно выступать выше уровня головки 0,122-0,230 мм и разность показаний замеров по длине кольца не должна превышать 0,08 мм. В противном случае кольцо необходимо поменять. Для его снятия предусмотрены пазы с помощью которых кольцо можно вынуть с посадочного места.
Седла клапанов
Второе на что обязательно необходимо обратить внимание это состояние седел клапанов. на седлах может образоваться трещина. Или седло может просесть в своем посадочном месте и разболтаться. Для того чтобы в это убедиться необходимо распрячь клапана. Также возможно образование выработки в направляющих втулках клапанов. С этим разобраться сложнее. Замена направляющих на головках автомобиля камаз сложная задача. Они очень тяжело выпрессовываются. Делать это самостоятельно не советую. Специалисты не охотно берутся за ремонт камазовских головок. Именно по этой причине. И назначают цену немного менее, чем стоит новая головка. Поэтому здесь горячиться не нужно. Если люфт небольшой, то направляющие лучше не трогать. Попробовать установить новые клапана . Если люфт все равно большой попробовать найти другие головки. Это будет дешевле и надёжнее.
Притирка клапанов
Клапана желательно очистить от нагара и притереть. Клапана притирают при помощи дрели. Соединение дрели с клапаном не должно быть жестким. Желательно использовать резиновый шланг. Он быстро выходит из строя и его приходится менять но это того стоит. При жестком соединение возможна не правильная посадка клапана в седло. В момент соединение клапана с седлом должен происходить удар клапана и его одновременное проворачивание.
Правильная притирка клапанов считается при помощи коловорота со стороны шляпки клапана. При этом с обратной стороны необходимо установить слабую пружину что бы клапан отрывался от седла. Это самый надёжный способ притирки, но очень неудобный. Потому что приходится придумывать какой то паз чтобы коловорот смог проворачивать клапан. Самый простой способ это вырезать резиновый пятак с прорезью под коловорот. Для этого хорошо подходит транспортерная лента. И приклеить её к клапана при помощи расплавленной смолы. Это самый простой и доступный способ.
Посте притирки необходимо тщательно очистить клапана и седла от абразива который применялся при притирке. Бывали случаи когда забывали это сделать, в результате клапана с седлами приходили в негодность. Головку после притирки необходимо промыть и тщательно продуть воздухом. После этого клапана можно устанавливать на место. Предварительно требуется установить новые масло съёмные колпачки. И запрячь их в пружины при помощи съёмника клапанов.
Когда клапана установлены на место устанавливаются коромысла. После того как притянуться гайки необходимо их застопорить. Если гайки расслабятся то кронштейн вала коромысел начнет двигаться. В результате будут обламываться шпильки с определенной периодичностью.
Установка ГБЦ Камаз
Собранную головку устанавливают на двигатель.
Установка прокладок ГБЦ
Предварительно требуется установить прокладки. Ранее каналы системы охлаждения уплотнялись так называемыми присосками. Они вставлялись в три водяных канала головки а плоская х часть была обращена к блоку двигателя. И также ставилась резиновая прокладка. По всей плоскости прилегания головки. Она выполняла роль пыльника. Что бы грязь и пыль не попадали под головки не вызывали коррозию.
На современных двигателях устанавливается плоска резиновая прокладка с металлическим каркасом. Она выполняет общую роль как прокладки охлаждающей жидкости так и пыльника.Единственно что осталось неизменным это резиновое колечко которое ставится в выступ масленого канала. О этом колечке не в коем случае забывать нельзя. Какие прокладки лучше старого или нового образца трудно сказать. Скорее всего дело в аккуратности при сборке. И дальнейшей эксплуатации двигателя.

Установка фторопластового кольца
На двигателях оснащенных турбокомпрессорами дополнительно устанавливается фторопластовое колечко. Его необходимо аккуратно установить внутрь компрессионного (газового) кольца. Так чтобы при переворачивании головки оно не смогло выпасть. Это кольцо служит дополнительным уплотнением. Что бы предостеречь прорыв газов. из под газового кольца. Потому что турбины закачивают больший объём воздуха. Это приводит к более полному сгоранию топлива. И как следствие повышает температуру горения в камере сгорания. Дополнительное фторопластовое кольцо уплотняет соединение между головкой и гильзой.
После того как установлены прокладки необходимо вставить на свои места штанги толкателей. Делать это нужно аккуратно если штанга не попадет в своё посадочное место внутри двигателя может провалиться в в поддон и достать его без снятия поддона будет очень тяжело. Штангу необходимо вставить и после этого немного приподнять и опустить на свое место. Как бы убедиться что она стоит правильно.
Теперь необходимо одеть головку , так чтобы штанги вошли в свои каналы и уперлись в регулировочные винты коромысел. Также выступ масленого канала с надетой на нем резиновым колечком должен попасть в отверстие головки блока. Головка должна сесть на свое место без особого усилия. Если кулачки распредвала будут направлены на открытие впускного или выпускного клапана. Штанги упрутся в коромысла. И не дадут сразу плотно прижаться головке . ничего страшного. После того как вставятся болты крепления головки и будут закручиваться пружины клапанов сожмутся. Клапана станут в открытое положение . Это не помешает притягиванию головки.
Можно. прокрутить коленчатый вал. Штанги опустятся вниз и головка плотно прижмется к гильзе. Самое важное на начальном этапе притягивания головки равномерно её выставить по плоскости гильзы. Если какой то болт сильнее будет притянут. То получится рычаг. И после того как будет притягиваться противоположный болт возникнет большое усилие которое может привести к отрыву головки болта. По этому первоначально нужно добиться при помощи притягивания болтов равномерного расположения головки относительно гильзы. Протяжку болтов необходимо провести с помощью динамометрического ключа.
Затяжка ГБЦ Камаз
Схеме протяжки выглядит следующим образом
Крест на крест протягиваются противоположные болты.
Момент затяжки ГБЦ Камаз
Затяжка производится при помощи динамометрического ключа
Первый момент затяжки гбц составляет 40 Н-м. протяжка производится согласно показанной выше схемы
Момент второй затяжки гбц составляет 120-150 Н-м
Третья окончательная затяжка производится моментом 190-210 Н-м
Чтобы более равномерно установить головку ГБЦ , коромысла на них можно сразу не устанавливать. Сначала притянуть головки. Потом аккуратно установить штанги и после этого установить и притянуть коромысла. И застопорить крепёжные гайки.
Регулировка клапанов
Остаётся поставить на свое место коллектора. Установка ГБЦ требует последующей регулировки клапанов. Страшна она тем . что нужно хорошо понимать как работает двигатель. Так же необходимо знать метод регулировки который предлагают конструктора. Разные двигатели имеют свою методику регулировки. Связано это с конструктивными особенностями. Всегда предлагается самый простой и удобный способ регулировки для конкретного двигателя. Способ регулировки клапанов автомобиля подробно описан в этой статье. Он подходит для всех V-образных моделей двигателей.
Ремонт двигателя (часть первая)
До истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и выпускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси.
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер;
трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно приложению 9;
неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
не подгибайте шпильки при надевании на них деталей.
Рекомендации по снятию, установке и дефектовке деталей и узлов двигателя.
Для снятия шестерни привода топливного насоса в сборе с валом:
-выверните четыре болта крепления компрессора и снимите компрессор;
-выверните три болта крепления насоса гидроусилителя руля и снимите насос;
-ослабьте затяжку стяжного болта 10 (рис. Установка угла опережения впрыскивания топлива двигателя 740.13-260) или 6 (рис. Установка угла опережения впрыскивания топлива двигателей 740.11-240 и 740.14-300).
-снимите корпус заднего подшипника в сборе с манжетой;
-снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. Снятие шестерни привода ТНВД в сборе с вапом ).
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала.

Снятие шестерни привода ТНВД в сборе с валом
Для снятия гильзы цилиндра съемником 801.05.000 (рис. Снятие гильзы цилиндров съемником ) сложите захват вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.

Снятие гильзы цилиндров съемником: 1 - винт; 2 - рукоятка; 3 - корпус; 4 - опора; 5 - гильза; 6 - захват.
Для снятия картера маховика:
-снимите компрессор (см. выше);
-снимите насос гидроусилителя руля (см. выше);
-выверните три болта и снимите рым задний;
-снимите скобы крепления трубки отвода топлива от форсунок;
-выверните болт крепления масляного щупа;
-выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. Снятие маховика монтажными болтами );

Снятие маховика монтажными болтами
-выверните болты крепления картера маховика, снимите картер.
При установке картера маховика, для предохранения манжеты уплотнения хвостовика коленчатого вала, используйте оправку (рис. Оправка манжеты для установки картера маховика) : при этом манжету обильно смажьте моторным маслом.

Оправка манжеты для установки картера маховика
Для ремонта коленчатого вала, блока и шатуна предусмотрено семь ремонтных размеров вкладышей (см. приложения 1 и 2). Обозначение вкладышей нанесено на его тыльной стороне.
Для снятия и разборки шатунно-поришевой группы:
-снимите головку цилиндра (см. «Механизм газораспределения»);
-удалите нагар с верхнего пояса гильзы;
-снимите крышку нижней головки шатуна съемником (рис . Снятие съемником нижн е й головки шатуна );
-извлеките поршень в сборе с шатуном из цилиндра;
-снимите поршневые кольца приспособлением (рис. Снятие поршневых колец съемником И801.08.000);
-выньте стопорные кольца из бобышек поршня щипцами И801.23.000;
-нагрейте поршень в масляной ванне до температуры 80 - 100°С;
-выньте поршневой палец.
При сборке и установке шатунно-поришевой группы:
-компрессионные кольца устанавливайте конической поверхностью (с клеймом ВЕРХ) к днищу поршня, на двигателях 740.13-260 и 740.14-300 верхнее кольцо устанавливается так, чтобы внутренняя выборка была расположена со стороны днища;
-маслосъемные кольца устанавливайте так: сначала встаньте в канавку пружинный расширитель, затем наденьте маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца; смежные кольца направьте замками в противоположные стороны;

Снятие съемником нижнем головки шатуна

Снятие поршневых колец съемником И801.08.000: 1 - поршень; 2 - кольцо; 3 - съемник
-поршень и шатун при сборке устанавливайте так, чтобы выточки А под клапаны в днище поршня и паз В в шатуне под замковый ус вкладыша были на одной стороне (см. рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров ):
-не запрессовывайте палец в холодный поршень;
-при установке поршня в цилиндр предварительно вставьте его в обойму И801.00.000 (см рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров );
-индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы, если не было замены поршня. Выточки под клапаны на днище поршня смести те в сторону развала блока цилиндров. Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.

Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров: 1 - поршень; 2 - обойма И801.00.01; 3 - гильза цилиндра
Для снятия коленчатого вала демонтируйте:
-шатунно-поршневую группу (см. выше);
-переднюю крышку блока с гидромуфтой в сборе;
-масляный насос с маслозаборником в сборе;
-крышки коренных опор;
-снимите коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель: совместите метки на шестернях привода агрегатов;
-обеспечьте соответствие размеров вкладышей размерам шеек вала;
-установите полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (см. рис. Установка полуколец упорного подшипника коленчатого вала );
-проследите за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (см. рис. Установка крышек коренных опор )
-номера начинаются от переднего торца;
-болты крепления крышек коренных подшипников и стяжные болты блока затягивайте в такой последовательности:
1 Очистите от грязи резьбу в отверстиях блока и на болтах, смажьте моторным маслом резьбу на болтах, избыток масла удалите.
2. Установите по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
3. Вверните с установкой шайб 16x3 болты M16 крепления крышек, обеспечив предварительный момент затяжки 95-120 Н.м (9,6 - 12 кгс.м).

Установка полуколец упорного подшипника коленчатого вала: 1 - полукольцо; А - канавка.
4. Затяните окончательно болты крепления крышек, обеспечив момент затяжки 275-295 Н.м (28 - 30 кгс.м)
5. Вверните и затяните стяжные болты блока, обеспечив момент затяжки 147-167 Н.м (15-17 кгс.м). При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа. По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.

Установка крышек коренных опор: 1 - порядковый номер на крышке коренной опоры
Примечание: В переходный период освоения выпуска в составе двигателя может быть использован блок цилиндров с привертными направляющими толкателей, с втулками распределительного вала увеличенной размерности, без увеличенных маслоканалов, с моментами затяжки болтов крепления крышек коронных подшипников:
-предварительная затяжка - 95-120 Н.м (9,6-12 кгс.м);
-окончательная затяжка - 206-230 Н.м (21-23.5 кгс.м);
-стяжные болты затягиваются моментом 81-91 Н.м (8.2-9.2 кгс.м).
Для разборки и сборки коленчатого вала:
снимите передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000. Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (см. рис. Сн ятне шестерни и заднего противовеса коленчатого вала съемником ) заведите за край шестерни противовеса и зафиксируйте стопорами 5. Винт 3 через наконечник 2 уприте в торец коленчатого вала и, вращая рукоятку 6, вверните винт 3 в траверсу 4 до полного снятия шестерни.

Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. Снятие шестерни и заднего противовеса коленвала. ) на наконечник 3 установите наконечник 2 и снимите шестерню аналогично снятию шестерни коленчатого вала;

Снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала: 1 - захват; 2 - наконечник; 3 - винт; 4 - траверса; 5 - стопор: 6 - рукоятка.
-перед сборкой очистите маслоподводящие отверстия от отложений;
-промойте вал и продуйте каналы сжатым воздухом;
Примечание: при применении нового коленчатого вала необходимо вывернуть ввертыш, промыть вал, продуть каналы сжатым воздухом.
Сборку коленчатого вала производите в обратной последовательности, перед напрессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагревайте до температуры 105 °С.
РАЗМЕРЫ ДЕТАЛЕЙ, мм

Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
-слейте охлаждающую жидкость из системы охлаждения двигателя:
-выверните болты крепления выпускного коллектора и снимите коллектор;
-выверните из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы,
-ослабьте крепления этих же болтов на других головках с целью получения необходимого зазора для снятия *;
* Для снятия головок цилиндров правого ряда предварительно снимите с двигателя компрессор.
-снимите соединительный патрубок впускных воздухопроводов;
-отсоедините от головки все трубопроводы и защитите их полости от попадания пыли и грязи;
-снимите форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
-ослабьте болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис. Последовательность затяжки болтов крепления головки цилиндра ), затем выверните их;
-снимите головку цилиндра с двигателя.

Последовательность затяжки болтов крепления головки цилиндра
При установке головки цилиндра обратите внимание на правильность монтажа прокладок. Болты крепления головки цилиндра затяните в три приема в последовательности, указанной на рис. Последовательность затяжки болтов крепления головки цилиндра . После затяжки болтов проверьте и, если необходимо, отрегулируйте тепловые зазоры между клапана ми и коромыслами.
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (см. рис. Разборка головки цилиндра в приспособлении И801.06. 000 ):
-установите на основание головку блока цилиндров так, чтобы штифты вошли в штифтовые отверстия головки;
-вращая вороток 2, вверните винт 1 и тарелкой 3 отожмите пружины клапанов;
-снимите сухари и втулки;
-выверните винт 1 из траверсы, снимите тарелку и пружины клапанов;
-выньте впускной и выпускной клапаны.

Разборка головки цилиндра в приспособлении И801.06.000: 1 - винт; 2 - вороток; 3 - тарелка; 4 - штифт.
Размеры клапанов приведены в табл. «Клапаны».
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом.

Размеры клапанов: А - длина направляющей; В - высота седла; Д - диаметр отверстия под седло; Д 1 | - диаметр тарелки; Д 2 - диаметр седла; Д 3 - диаметр стержня; Д 4 - внутренний диаметр направляющей; Д 5 - наружный диаметр направляющей; Д 6 - диаметр отверстия под направляющую; а - угол фаски седла; у - угол фаски клапана.
Для притирки клапанов:
-разберите клапанный механизм, как описано выше:
-приготовьте пасту из 1.5 частей (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0.5 части дизельного топлива. Перед применением притирочную пасту перемешайте (микропорошок способен осаждаться):
-нанесите на фаску седла клапана тонкий равномерный слой насты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением. Нажимая клапан, поверните его на 1/3 оборота, затем на 1/4 оборота в обратном направлении. Не притирайте клапаны круговыми движениями. Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1.5 мм (рис. Расположение матового пояска на седле клапана);
Ремонт балансира КАМАЗ
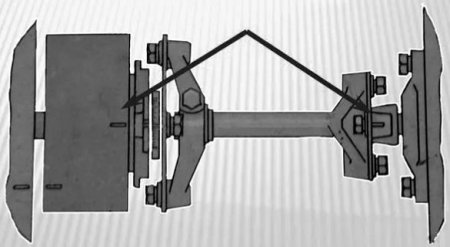
Автомобили КАМАЗ имеют заднюю подвеску, оснащённую балансирным устройством, которое запрессовано в кронштейн, являющийся частью оси балансира, играя роль стяжки. Рессоры оборудованы съёмными опорами. Расположенные снизу реактивные рычаги, повышающие ремонтоспособность, также являются съёмными. Для фиксации опор, чтобы воспрепятствовать их перемещению, применяются установочные пластины. Чтобы ограничить ход мостов в нижнем направлении, опоры рессор оснащены ограничителями качки мостов.
Ремонт балансиров КАМАЗ, включая ремонт и восстановление оси балансира КАМАЗ, подразумевает проверку прежде всего состояния рессор, реактивных тяг, балансирных башмаков, а также стремянок. При износе втулок башмаков, относящихся к балансирному устройству, когда уровень износа превышает допустимый, следует провести шлифовку осей до удаления признаков износа и монтировать ремонтные втулки, имеющие уменьшённый внутренний диаметр.

Особенности конструкции балансирной подвески
Балансирная подвеска состоит из следующих элементов:
- Кронштейнов, зафиксированных на раме;
- Оси, установленной между кронштейнами;
- Рессорных башмаков – применяются для крепления рессор и штанги;
- Балансирные штанги. Соединяются с мостами и кронштейнами.
На раме грузовика имеются жестко зафиксированные кронштейны, необходимые для крепления оси. Стержень располагается в пространстве между передним и задним мостом, и служит для налаживания связи между ними. На оси установлены рессорные башмаки, вмонтированные во втулки балансира, что необходимо для их свободного качения.
Рессоры крепятся на башмак, с одной стороны они соединены со средним мостом, с другой – с задним мостом. Штанга соединена с кронштейнами и мостами.
Болт М10х1,25х30 корзина сцепления КАМАЗ, компрессор ГАЗ 4301, штанга реактивная КАМАЗ под РМШ Болт карданный КАМАЗ М16х1,5х42 среднего моста В СБОРЕ (ТС) САМОКОНТРЯЩАЯСЯ гайка
Ремонт
В процессе эксплуатации КамАЗа балансир, несмотря на прочность деталей, изнашивается, что приводит к поломке его узлов. Поэтому проверку и обслуживание выполняют своевременно в специализированных сервисных центрах или своими руками.
Ремонт задней подвески связан с диагностикой и заменой кронштейнов и втулок из-за появившихся дефектов, таких как:
При этом проверяют состояние рессор, реактивных тяговых нагрузок, стремянок, сальников и башмаков.
Износ втулок — распространенная причина выхода из строя балансира. Посадку деталей периодически проверяют постукиванием молотка. При ослаблении штифты меняют на новые. Втулки ремонтируют при износе расходных материалов до 90,2 мм.

Если возникла течь масла из картера, производят замену сальников.
Ремонт оси балансира заключается в устранении следов повреждения путем шлифования и установки ремонтных элементов, уменьшенных по внутренним размерам.
Как отрегулировать
Регулировка осевого зазора в башмаке балансира на машине КамАЗ выполняется следующим образом:

Замена втулок
В процессе езды увеличивается скорость износа. Увеличение пространства между втулкой и осью влияет на балансир, который раскачивается в разных плоскостях и деформирует детали.
Стандартный диаметр оси — 88 мм. Для плотной запрессовки наружные размеры втулки балансира составляют 100,2-100,3 мм, внутренние — на 1 мм меньше.
Номинальный зазор — 0,12-0,30 мм. Замена изношенных втулок производится при достижении критического показателя до 1 мм.

Балансир в месте посадки может быть эллипсоидной или конусной формы. Для соосности и надежности лучше запрессовать втулки в башмак, установить на расточный станок и расточить сразу 2 штуки. Рассчитываемый диаметр втулки должен быть больше на 0,05-0,08 мм.
Ремонт
В процессе эксплуатации КамАЗа балансир, несмотря на прочность деталей, изнашивается, что приводит к поломке его узлов. Поэтому проверку и обслуживание выполняют своевременно в специализированных сервисных центрах или своими руками.
Ремонт задней подвески связан с диагностикой и заменой кронштейнов и втулок из-за появившихся дефектов, таких как:
- трещины;
- изломы;
- износ.
При этом проверяют состояние рессор, реактивных тяговых нагрузок, стремянок, сальников и башмаков.
Износ втулок — распространенная причина выхода из строя балансира. Посадку деталей периодически проверяют постукиванием молотка. При ослаблении штифты меняют на новые. Втулки ремонтируют при износе расходных материалов до 90,2 мм.
Если возникла течь масла из картера, производят замену сальников.
Ремонт оси балансира заключается в устранении следов повреждения путем шлифования и установки ремонтных элементов, уменьшенных по внутренним размерам.
Причины неисправностей
На фото в начале статьи представлена схема работы балансира в большегрузе Камаз. Рассмотрим какие причины могут привести к его неисправности подробнее.
Износ оси балансира
Ось балансира очень тяжела в производстве, поэтому она может быть изготовлена только на заводе. Это связано с тем, что деталь требует термической обработки для увеличения срока эксплуатации. Место под втулкой имеет такую же твердость, что и напильник. Сама же втулка мягче. Если не обрабатывать ее термически, то делать изнашивается при выработке, равной 2 годам. на современных производствах термическая обработка изделия не осуществляется, поэтому срок службы сокращенный и деталь стачивается гораздо быстрее. Стоит иметь ввиду, что даже если ось балансира изношена, то втулки к ней должны крепится стандартного размера. Иначе они просто не смогут правильно функционировать.

Износ щечек под рессору
Этот вид поломки является самым частым. Между втулками и осью балансира есть небольшое свободное пространство, поэтому на втулки рессора оказывается повышенная нагрузка. Втулки бывают сделаны из разных материалов (пластиковые, алюминий или бронза). После изнашивания оси балансира нужно заменить пластиковые втулки на металлические, тогда износ щечек под рессору будет происходить медленнее.

Протяжка балансиров на Камазе
Протянуть балансиры своими руками будет достаточно сложно, так как у них достаточно сложная сборка:
- Поднять грузовик на ремонтной платформе.
- Ослабить крепление затяжки.
- Демонтировать рессор и другие вспомогательные запчасти протяжки.
- Полностью слить масло.
- Извлечь старый балансир.
- Установить новые запчасти.
- Закрепить устройство.
- Проверить надежность протяжки и крепления.
Лучше осуществлять данную процедуру в специализированном ТО, а не самостоятельно, так как процесс является достаточно кропотливым. Есть вероятность, что при ошибке деталь просто выйдет из строя и перестанет функционировать.
Как отрегулировать
Регулировка осевого зазора в башмаке балансира на машине КамАЗ выполняется следующим образом:
Замена втулок
В процессе езды увеличивается скорость износа. Увеличение пространства между втулкой и осью влияет на балансир, который раскачивается в разных плоскостях и деформирует детали.
Стандартный диаметр оси — 88 мм. Для плотной запрессовки наружные размеры втулки балансира составляют 100,2-100,3 мм, внутренние — на 1 мм меньше.
Номинальный зазор — 0,12-0,30 мм. Замена изношенных втулок производится при достижении критического показателя до 1 мм.
Балансир в месте посадки может быть эллипсоидной или конусной формы. Для соосности и надежности лучше запрессовать втулки в башмак, установить на расточный станок и расточить сразу 2 штуки. Рассчитываемый диаметр втулки должен быть больше на 0,05-0,08 мм.
Как расточить втулки
Нужно правильно выбрать диаметр втулок. Подгон втулок по размеру осуществляется на токарном станке. Видео с примером расточки можно найти в интернете. Сначала втулки должны быть плотно запрессованы в балансир. Затем они крепятся на станок и сразу обрабатываются две втулки.
Какие втулки балансира лучше поставить на Камаз
Как уже упоминалось ранее на Камаз лучше установить металлические втулки балансира, сделанные из алюминия или бронзы. Такие модели прослужат гораздо дольше, чем те, которые выполнены из пластика.
Расточка втулок
Расточка втулок на токарном станке и дальнейшая запрессовка не дадут необходимого результата, потому что балансир довольно часто имеет конусное и эллипсоидное посадочное место, по наружному диаметру втулка также имеет припуск в 0,2-0,3 миллиметра, поэтому после проведения запрессовки втулок с 2-х сторон соосность между ними не будет идеальной, внутренний размер втулки повторит все погрешности балансира, и в результате окажется почти невозможен подгон по диаметру оси. Именно поэтому втулки запрессовываются в балансир, устанавливаются на расточный станок, затем рассчитываются с 1-ой установки одновременно две втулки.
Втулки должны иметь рассчитываемый диаметр больше на 0,05-0,08 миллиметра, чем ось балансира. Если стандартная ось имеет диаметр 88, то посадочное место в балансире будет обладать размером 88,05-88,08. Чем зазор между втулками и осью меньше, тем больше времени потребуется для ее износа до критических размеров.
С каждой десятой миллиметра износа втулки в разы увеличивается скорость износа, потому что из-за зазора балансир может качаться в различных плоскостях, изнашивая ось и втулки. Потому практика нашей компании позволяет говорить, что до замены втулок балансира максимальный зазор должен быть не больше 0,5 миллиметра.
Дополнительные работы
Одной из сопутствующих работ по замене деталей системы является расточка втулок. Использование токарного станка не приветствуется, потому что посадочное место имеет конусную или эллипсоидную форму. Для обеспечения достаточного припуска необходимо запрессовать втулки и только потом производить расточку.
Расчетный диаметр втулок обязан превышать ось балансира на 0,05-0,08 миллиметра. Самое малое расстояние между втулкой и осью повышает продолжительность эксплуатации механизма. Практика показывает, что минимальный зазор не должен превышать половину миллиметра.
Другой вид работ – регулировка оси. Изготовление элемента отличается своей сложностью и может производиться исключительно в заводских условиях. Особенность производства заключается в необходимости термической обработки после токарного этапа работ. Отсутствие термической обработки ведет к износу детали на один миллиметр в течение двух лет. В конструкциях такого типа отсутствуют сальники. Смазка осуществляется только через тавотницы. Именно поэтому попадание влаги внутрь конструкции приводит к быстрому износу, так как образование ржавчины воздействует на элемент механически.
Приобретение запчастей через официальных посредников заводов-изготовителей снижает риск получения некачественной детали. Заводское изготовление отличается тщательным контролем процесса на всех этапах производства. Вся продукция имеет сертификаты качества и гарантийный срок, в течение которого можно получить бесплатное гарантийное обслуживание. Выявление заводского брака является основанием замены детали за счет производителя.
КамАЗ-5511: Регулировка клапанов двигателя КамАЗ-740

Каждый опытный автовладелец или даже новичок, без особых проблем чётко и качественно сможет настроить клапанные зазоры на двигателе своего КамАЗа. В данной статье, рассмотрен процесс регулировки клапанов для двигателя КамАЗ-740 на самосвале КамАЗ-5511.
Итак, первым делом перед началом процесса регулировки клапанов, следует отогнать грузовик либо на ровную площадку, либо на стояночное место со смотровым углублением. Автомобиль сразу переводится на ручник (чтобы самостоятельно он не съехал с места проведения работ), либо под его колёса подкладываются противооткатные приспособления.
Глушим мотор автомобиля и ждем пока он остынет. Далее, поднимаем кабину и ставим ее на фиксатор, а также устанавливаем рычаг переключения передач в нейтральное положение.


ТНВД деактивируется при помощи специального рычага, устанавливаемого в положение “отключено” - это практически полностью исключит возможность непредвиденного пуска мотора.
Убеждаемся, что все болты, удерживающие головку блока цилиндров, нормально затянуты. В случае заметного ослабления крепления, они подтягиваются (моменты затяжки 157-176 Н/м (16-18 кгс/м) в последовательности 1-2-3-4 крест накрест). Также, проверяем затяжку гаек шпилек стоек каромысел (42-54 Нм (4,3-5,5 кгс/м)).

Далее, берем и приподнимаем шток держателя фиксатора маховика (если на нем есть грязь, то чистим его в солярке). Ложимся под кабину и демонтируем крышку люка картера маховика - эта крышка имеет вытянутую форму и фиксируется при помощи двух болтов размера М8.
Вставляем крестовую отвёртку в отверстие маховика и крутим его в направлении движения коленчатого вала мотора (против часовой стрелки, если смотреть сзади двигателя). На маховике видны 12 выступов или отверстий – его полный оборот также определяется по тому, пройдены ли все эти 12 позиций.


При блокировке маховика, выбираемся из-под кабины и проверяем метки ТНВД. Для моторов КамАЗ-7403.10, КамАЗ-740.11 и КамАЗ-740.14 - должны совпасть метка муфты опережения впрыска топлива в приводе ТНВД и метка на торце ТНВД.
Для моторов КамАЗ-740.1З и КамАЗ-740.30 - должны совпасть метка на фланце ведомой полумуфты в приводе ТНВД и указатель на корпусе ТНВД.
Если метки не совпадают, то вытаскиваем шток держателя из паза маховика и вновь залазим под кабину. Опять прокручиваем маховик, пока не добьемся нужного результата. Когда метки будут выставлены - знайте, что теперь коленчатый вал находится в положении, которое означает начало впрыска топливной смеси в 1-ом цилиндре.
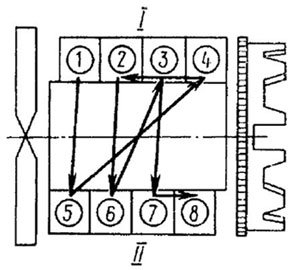
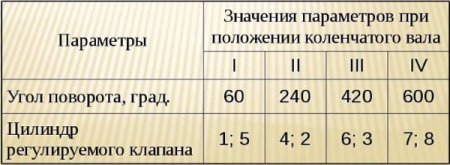
Теперь, прокручиваем коленвал на 60 градусов (2 позиции, т.к. угол между 1-м и 2-м отверстием в маховике - 30 градусов). Подгонка теплозазоров клапанов начинается с первой пары головок и выполняется одновременно для 2-х цилиндров (1 и 5), которые по порядку работы идут друг за другом.
Ослабляем контровочную гайку регулировочного винта и в образовавшийся зазор между коромыслом и клапаном помещаем щуп нужной толщины.
Отверткой проворачиваем регулировочный винт и выставляем правильный зазор (впускной клапан - 0,30 мм, а выпускной - 0,40 мм).
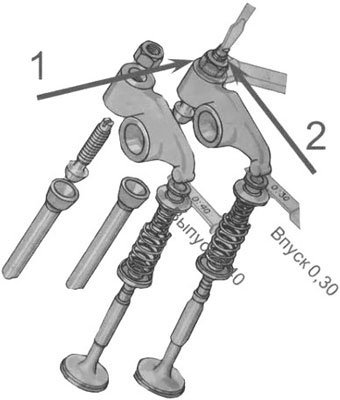
Для исключения проворачивания винта вместе с гайкой - придерживаем его при помощи отвёртки. Щуп на 0,3 мм вставляем между стержнем впускного клапана и коромыслом, одновременно затягивая или приспуская винт регулировки. Результат - небольшое усилие при движении щупа между коромыслом и стержнем, при этом щуп не должен гнуться.
Затягиваем контрирующую гайку и фиксируем винт регулировки от прокручивания. Повторно проверяем, с каким усилием входит щуп. Также, допускается вставка несколько более толстого щупа, например на 0,35 мм, но он не должен продвигаться внутрь.
Затем, берётся щуп на 0,4 мм и вставляется в щель выпускного клапана - он должен проходить с едва заметным усилием, а вот у щупа на 0,45 мм, хода быть не должно. В целом, действия по регулировке данного клапана полностью повторяют манипуляции с предыдущим.

После регулировки, вертим штангу пальцами без всяких инструментов – она в идеале должна двигаться ровно, без зацепов и застопориваний. При обнаружении заеданий (перегибов), штанга правится или меняется полностью.
После окончания регулировки клапанов 1-го цилиндра, переходим к 5-му и повторяем с ним все предыдущие регулировочные действия.
Далее, залазим под машину и прокручиваем коленчатый вал сразу на пол-оборота (180 градусов), чтобы перейти к регулировке клапанов 2-го и 4-го цилиндров. А закончив с ними, проворачиваем маховик еще 2-ы по 180 градусов, согласно данным таблицы, чтобы отрегулировать оставшиеся клапана.
Таким образом, провернув маховик 4-е раза и каждый раз регулируя клапана в 2-х цилиндрах, вы вскоре завершите процесс выставления правильных зазоров.
Итак, регулировка клапанного механизма завершена, а значит теперь можно завести мотор и на практике оценить, как изменился в результате звук работы двигателя.
Техническое обслуживание балансира КамАЗа своими руками: ремонт, замена втулок

Назначение балансира КамАЗа:
- компенсация вертикальных нагрузок;
- стабилизация поперечного смещения;
- уменьшение износа ходовой системы;
- поддержание устойчивости.
Как устроен узел
Устройство балансира содержит в зависимости от конструкции машины 1 или 2 поперечные оси:
- В механизме с 1 осью рессорное соединение усилено стремянками.
- С 2 осями запрессовывается в кронштейны, соединяемые стяжкой, закрепляется шпильками к элементам задней подвески. Последние соединяются со сварными лонжеронами рамы усиленными болтами.
На каждом свободном конце оси расположены башмаки на рессорах. Они фиксируют детали, имеют пробковое отверстие, через которое заливается масляная жидкость, и оснащены уплотнителями:
- резиновые манжеты предохраняют от вытекания масла;
- кольца защищают внутреннюю часть от загрязнения.

В точке крепления башмака устанавливается специальная втулка из материала с низким коэффициентом трения и повышенной устойчивостью к износу. Производитель чаще всего делает ее из алюминия или бронзы.
Современные грузовики оборудованы втулками из алюминиево-цинкового сплава или фторопласта.
Смазка в башмаках жидкая или консистентная. При монтаже полимерных втулок используется густая заливка, требующая меньшего ухода.
Ось балансира разных моделей Камаза
- основная ось детали;
- кронштейн крепления детали.
- кронштейн крепления на осевой основе;
- стяжка балансира.
- кронштейн детали в сборе;
- кронштейн в разборе;
- заглушка;
- ось балансира.
Ремонт
В процессе эксплуатации КамАЗа балансир, несмотря на прочность деталей, изнашивается, что приводит к поломке его узлов. Поэтому проверку и обслуживание выполняют своевременно в специализированных сервисных центрах или своими руками.
Ремонт задней подвески связан с диагностикой и заменой кронштейнов и втулок из-за появившихся дефектов, таких как:
- трещины;
- изломы;
- износ.
При этом проверяют состояние рессор, реактивных тяговых нагрузок, стремянок, сальников и башмаков.
Если возникла течь масла из картера, производят замену сальников.
Ремонт оси балансира заключается в устранении следов повреждения путем шлифования и установки ремонтных элементов, уменьшенных по внутренним размерам.
Причины неисправностей
На фото в начале статьи представлена схема работы балансира в большегрузе Камаз. Рассмотрим какие причины могут привести к его неисправности подробнее.
Износ оси балансира
Ось балансира очень тяжела в производстве, поэтому она может быть изготовлена только на заводе. Это связано с тем, что деталь требует термической обработки для увеличения срока эксплуатации. Место под втулкой имеет такую же твердость, что и напильник. Сама же втулка мягче. Если не обрабатывать ее термически, то делать изнашивается при выработке, равной 2 годам. на современных производствах термическая обработка изделия не осуществляется, поэтому срок службы сокращенный и деталь стачивается гораздо быстрее. Стоит иметь ввиду, что даже если ось балансира изношена, то втулки к ней должны крепится стандартного размера. Иначе они просто не смогут правильно функционировать.
Износ щечек под рессору
Этот вид поломки является самым частым. Между втулками и осью балансира есть небольшое свободное пространство, поэтому на втулки рессора оказывается повышенная нагрузка. Втулки бывают сделаны из разных материалов (пластиковые, алюминий или бронза). После изнашивания оси балансира нужно заменить пластиковые втулки на металлические, тогда износ щечек под рессору будет происходить медленнее.
Протяжка балансиров на Камазе
Протянуть балансиры своими руками будет достаточно сложно, так как у них достаточно сложная сборка:
- Поднять грузовик на ремонтной платформе.
- Ослабить крепление затяжки.
- Демонтировать рессор и другие вспомогательные запчасти протяжки.
- Полностью слить масло.
- Извлечь старый балансир.
- Установить новые запчасти.
- Закрепить устройство.
- Проверить надежность протяжки и крепления.
Лучше осуществлять данную процедуру в специализированном ТО, а не самостоятельно, так как процесс является достаточно кропотливым. Есть вероятность, что при ошибке деталь просто выйдет из строя и перестанет функционировать.
Как отрегулировать
Регулировка осевого зазора в башмаке балансира на машине КамАЗ выполняется следующим образом:
Замена втулок
В процессе езды увеличивается скорость износа. Увеличение пространства между втулкой и осью влияет на балансир, который раскачивается в разных плоскостях и деформирует детали.
Балансир в месте посадки может быть эллипсоидной или конусной формы. Для соосности и надежности лучше запрессовать втулки в башмак, установить на расточный станок и расточить сразу 2 штуки. Рассчитываемый диаметр втулки должен быть больше на 0,05-0,08 мм.
Как расточить втулки
Нужно правильно выбрать диаметр втулок. Подгон втулок по размеру осуществляется на токарном станке. Видео с примером расточки можно найти в интернете. Сначала втулки должны быть плотно запрессованы в балансир. Затем они крепятся на станок и сразу обрабатываются две втулки.
Какие втулки балансира лучше поставить на Камаз
Как уже упоминалось ранее на Камаз лучше установить металлические втулки балансира, сделанные из алюминия или бронзы. Такие модели прослужат гораздо дольше, чем те, которые выполнены из пластика.
Техническое обслуживание
ТО лучше проходить на специализированных ремонтных станциях. При своевременной замене деталей и ремонте балансира срок его эксплуатации может достигать до 10 лет. Инструкция по прохождению технического обслуживания этой детали Камаза представлена на официальном сайте производителя.
При прохождение технического обслуживание необходимо:
- проверить протяжки балансира;
- проверить плотность крепления;
- убедиться в том, что втулки балансира можно эксплуатировать дальше и они не требуют замены;
- проверить наличия залитого масла и смазки в устройства;
- проверить процент сточенности втулок и рессора.
Смазка балансира Камаз
Смазка используется в балансирах для обработки открытых мест устройства, которые защищены пыльниками. Масло следует заливать в герметичные узлы в небольшом количестве. Какое масло выбрать вам посоветуют, в СТО, в котором автомобиль проходит техническое обслуживание.
Читайте также: