
Гбц ваз расточка каналов гбц
Обновлено: 15.05.2024
Доработка ГБЦ на ВАЗ 2109 (8 клапанов)
Конструкция любого двигателя внутреннего сгорания, включая моторы ВАЗ 2109 на 8 клапанов, предусматривают наличие следующих компонентов:
- Камера сгорания;
- Клапанный механизм;
- Отлитые магистрали;
- Выпускные коллекторы;
- Впускные коллекторы.
Если выполнить расточку и откорректировать текущее состояние коллектора и каналов ГБЦ, можно повысить коэффициент наполнения цилиндров, что ведет к повышению отдачи, мощности двигателя. Не редко доработку выполняют как завершающий этап по увеличению объема ДВС.
Цели доработки
Доработка ГБЦ выполняется для достижения следующих целей:
- Немного увеличить диаметр;
- Удалить дефектные литьевые участки;
- Откорректировать радиусы скругления;
- Отполировать каналы.
Геометрия коллекторов вместе с магистралями ГБЦ в процессе доработки изменяется. При неправильно выполненной работе можно не просто не добиться желаемого повышения мощности, но также потерять эффективность работы мотора, привести к его быстрому износу, поломкам.
Инструменты
Чтобы выполнить процедуру расточки каналов ГБЦ, вам потребуется:
- Шаровой фрез, соответствующий нужному диаметру расточки (29, 31, 32 миллиметра);
- Наждачная бумага;
- Шарошки;
- Дрель;
- Штангенциркуль;
- Шланг меньшего диаметра по сравнению с расточенным каналом.
Расточка коллекторов
Чтобы доработать коллекторы, необходимо выполнить два основных этапа работы.
Этап
Цель
Получить необходимый диаметр каналов в результате выполнения фрезерной обработки коллекторов
Отполировать тракт при помощи специальных инструментов и приспособлений. Для этого необходимо на шланге закрепить наждачную бумагу средней зернистости, а шланг насадить на дрель. За счет вращений насадки внутри расточенного канала достигается необходимый эффект
При выполнении данной операции самым главным является сохранение штатного расположения оси каналов и формы сечения проточной части.
Дорабатывая коллекторы, соблюдайте несколько важных правил.
- Перед началом расточки коллектора ГБЦ обязательно точно определите расположение коллекторов относительно головки блока цилиндров. Для этого нужно установить пару штифтов.
- Диаметр отверстия впускного трубопровода можно делать меньше на 1-1,5 миллиметра, чем диаметр ответных окон в головке. Во многом из-за этого многие владельцы ВАЗ 2109 отказываются от расточки коллекторов.
- Отверстия выпускного коллектора по диаметру могут быть равными или больше, чем диаметр ответных трактов ГБЦ на 1-1,5 миллиметра.
Расточка выпускных и впускных каналов ГБЦ
Прежде чем приступить к созданию новой геометрии впускных и выпускных каналов, запомните, что по результатам расточки она обязательно должна оказаться соосной с коллекторами, которые вы уже обработали.
Чтобы соблюсти данное условие, необходимо состыковать трубопровод с ГБЦ и по полученным следам задать необходимую геометрию путем расточки. Для получения четкой метки используйте солидол или пластилин, которым обрабатывается торец ГБЦ.
Расточка каналов ГБЦ должна быть направлена на получение следующих диаметров.
Канал
Диаметр канала
Впускной канал ГБЦ
Выпускной канал ГБЦ
Тракт в головке блока обрабатывается с соблюдением следующей последовательности:
- Растачивается фрезером со стороны коллектора до втулки под клапан;
- Расточка ведется со стороны камеры сгорания. Убедитесь, что седла для новых клапанов установлены;
- Расточка геометрии при помощи шарошек различной конфигурации;
- Шлифовка каналов.
Важные нюансы
Прежде чем приступить к работе по обработке впускных и выпускных каналов ГБЦ, обратите внимание на несколько важных рекомендаций специалистов:
- Дополнительно обрабатывать, доводить до совершенства внутренние поверхности впускных каналов не обязательно при помощи наждачки. Получаемые в результате фрезеровки дефекты на поверхности будут способствовать скапливанию капель бензина и его испарению;
- Обрабатывая впускной канал четвертого цилиндра, вы обязательно вскроете канал масляной системы. В него потребуется установить выточенную в соответствии с размерами втулку;
- Дорабатывая каналы, пристальное внимание обратите на соблюдение диаметров. Выполнив отверстия больше положенных размеров, вы рискуете вскрыть рубашку охлаждения, которая проходит рядом. Если это сделать, ваша ГБЦ окажется непригодной для дальнейшего использования.
Установить втулку в четвертном впускном канале нужно обязательно. В противном случае вы оставите один на один тонкую алюминиевую стенку с давлением масла при работающем двигателе. Прорыв такой стенки окажется неизбежен.
Завершающий этап
На завершающем этапе доработки ГБЦ вам потребуется установить на торец головки блока новую прокладку и доработать ее в соответствии с расточкой.
При расточке каналов головки блока цилиндров на автомобилях ВАЗ 2109 с 8 клапанным двигателем необходимо заменить все клапана на аналогичные элементы, только большего размера с обязательным сохранением соотношения — диаметр впускного канала должен составлять 0,75 от диаметра выпускного канала. В основном используют пару на 39 и 34 миллиметра, хотя можно задействовать 34 и 41 мм.
Обязательно выполните доработку фасок и седел клапанов.
Доработка головки блока — это достаточно сложный, трудоемкий процесс, который потребует повышенной концентрации и осторожности в ваших действиях. В связи с этим рекомендуем обращаться к профессионалам, либо выполнять такую работу своими руками, получив предварительно необходимые знания.
ПОЭТАПНЫЙ ТЮНИНГ АВТО. №9 – ПОДГОТОВКА ГБЦ, РАСТАЧИВАНИЕ КАНАЛОВ, УСТРАНЕНИЕ НАПЛЫВОВ И НЕРОВНОСТЕЙ, ШЛИФОФКА («ЗАПИЛ» ГБЦ).
Итак, мы с Вами установили впуск и выпуск, прошили ЭБУ. Машина с учетом комплекса всех доработок стала ехать ощутимо быстрее «стока». На достигнутом Мы не останавливаемся и идем дальше. Следующий этап доработок касается самого двигателя и является более серьезным этапом модернизации чем был до этого.
Расточка каналов ГБЦ конечно по большому счету затрагивает и впуск, и выпуск и двигатель одновременно.
Что же не так со штатной ГБЦ? Во – первых, не ровная форма самого канала. Она ближе к овалу, и нутрии есть заводские наплывы в форме прямых перегородок. Во – вторых, шероховатость, как результат некачественного литья с завода. В – третьих, это конечно диаметр самих каналов.
Изначально я сделал каналы в форме круга, убрал все наплывы и прочее. Затем диаметр каналов я увеличил на 2,5мм., при этом впуск точим равномерно, а вот выпуск по ходу выхлопных газов точим конусом, все время расширяя его, так того требует теория ДВС. При расточке вскрылся масляный канал между 3 и 4 цилиндрами, ничего стршного, диаметр канала 15,5мм., берем райбер на 16мм. и спокойно увеличиваем канал. Райбер всегда растачивает ровно по каналу, вкось он не уйдет. Затем берем втулку из любого цветного метала, со стеночкой более 1мм., немного развальцовываем верхнюю часть, смазываем красным резьбовым герметиком, и аккуратно запрессовываем. Не забудь сверлом на 0,5мм. с привалочной части ГБЦ рассверлить отверстие во втулке для масла на распредвал. После всего этого насадкой на дрель для шлифовки полностью полируем каналы, отмываем продуваем и собираем ГБЦ.
Здесь смело можно заявить, что распил ГБЦ приносит еще 10% полезной мощности, что совокупно составит уже 104?6л/с. Теперь это ощутимый результат, так как мы добавили нашему мотору почти 30л/с., и кстати распил тюнинг как раз универсальный – он и для низового и верхового моторов, и для турбо и для атмо везде актуален.
Стоимость – в моем случае фрезы самодельные, насадки для зачистки в пределах 80р., резьбовой герметик 160р., остальное – время и труд. Если отдавать кому то – цены у всех разные, поэтому здесь не подскажу.
Доработка ГБЦ на ВАЗ 2109 (8 клапанов)
Конструкция любого двигателя внутреннего сгорания, включая моторы ВАЗ 2109 на 8 клапанов, предусматривают наличие следующих компонентов:
- Камера сгорания;
- Клапанный механизм;
- Отлитые магистрали;
- Выпускные коллекторы;
- Впускные коллекторы.
Если выполнить расточку и откорректировать текущее состояние коллектора и каналов ГБЦ, можно повысить коэффициент наполнения цилиндров, что ведет к повышению отдачи, мощности двигателя. Не редко доработку выполняют как завершающий этап по увеличению объема ДВС.

Объект доработки
Цели доработки
Доработка ГБЦ выполняется для достижения следующих целей:
- Немного увеличить диаметр;
- Удалить дефектные литьевые участки;
- Откорректировать радиусы скругления;
- Отполировать каналы.
Геометрия коллекторов вместе с магистралями ГБЦ в процессе доработки изменяется. При неправильно выполненной работе можно не просто не добиться желаемого повышения мощности, но также потерять эффективность работы мотора, привести к его быстрому износу, поломкам.

Инструменты
Чтобы выполнить процедуру расточки каналов ГБЦ, вам потребуется:
- Шаровой фрез, соответствующий нужному диаметру расточки (29, 31, 32 миллиметра);
- Наждачная бумага;
- Шарошки;
- Дрель;
- Штангенциркуль;
- Шланг меньшего диаметра по сравнению с расточенным каналом.
Расточка коллекторов
Чтобы доработать коллекторы, необходимо выполнить два основных этапа работы.
Этап
Цель
Получить необходимый диаметр каналов в результате выполнения фрезерной обработки коллекторов
Отполировать тракт при помощи специальных инструментов и приспособлений. Для этого необходимо на шланге закрепить наждачную бумагу средней зернистости, а шланг насадить на дрель. За счет вращений насадки внутри расточенного канала достигается необходимый эффект
При выполнении данной операции самым главным является сохранение штатного расположения оси каналов и формы сечения проточной части.

Работа инструментом
Дорабатывая коллекторы, соблюдайте несколько важных правил.
- Перед началом расточки коллектора ГБЦ обязательно точно определите расположение коллекторов относительно головки блока цилиндров. Для этого нужно установить пару штифтов.
- Диаметр отверстия впускного трубопровода можно делать меньше на 1-1,5 миллиметра, чем диаметр ответных окон в головке. Во многом из-за этого многие владельцы ВАЗ 2109 отказываются от расточки коллекторов.
- Отверстия выпускного коллектора по диаметру могут быть равными или больше, чем диаметр ответных трактов ГБЦ на 1-1,5 миллиметра.
Расточка выпускных и впускных каналов ГБЦ
Прежде чем приступить к созданию новой геометрии впускных и выпускных каналов, запомните, что по результатам расточки она обязательно должна оказаться соосной с коллекторами, которые вы уже обработали.
Чтобы соблюсти данное условие, необходимо состыковать трубопровод с ГБЦ и по полученным следам задать необходимую геометрию путем расточки. Для получения четкой метки используйте солидол или пластилин, которым обрабатывается торец ГБЦ.
Расточка каналов ГБЦ должна быть направлена на получение следующих диаметров.
Канал
Диаметр канала
Впускной канал ГБЦ
Выпускной канал ГБЦ
Тракт в головке блока обрабатывается с соблюдением следующей последовательности:
- Растачивается фрезером со стороны коллектора до втулки под клапан;
- Расточка ведется со стороны камеры сгорания. Убедитесь, что седла для новых клапанов установлены;
- Расточка геометрии при помощи шарошек различной конфигурации;
- Шлифовка каналов.
Обработка поверхностей
Важные нюансы
Прежде чем приступить к работе по обработке впускных и выпускных каналов ГБЦ, обратите внимание на несколько важных рекомендаций специалистов:
- Дополнительно обрабатывать, доводить до совершенства внутренние поверхности впускных каналов не обязательно при помощи наждачки. Получаемые в результате фрезеровки дефекты на поверхности будут способствовать скапливанию капель бензина и его испарению;
- Обрабатывая впускной канал четвертого цилиндра, вы обязательно вскроете канал масляной системы. В него потребуется установить выточенную в соответствии с размерами втулку;
- Дорабатывая каналы, пристальное внимание обратите на соблюдение диаметров. Выполнив отверстия больше положенных размеров, вы рискуете вскрыть рубашку охлаждения, которая проходит рядом. Если это сделать, ваша ГБЦ окажется непригодной для дальнейшего использования.
Установить втулку в четвертном впускном канале нужно обязательно. В противном случае вы оставите один на один тонкую алюминиевую стенку с давлением масла при работающем двигателе. Прорыв такой стенки окажется неизбежен.
Завершающий этап
На завершающем этапе доработки ГБЦ вам потребуется установить на торец головки блока новую прокладку и доработать ее в соответствии с расточкой.
Обязательно выполните доработку фасок и седел клапанов.
Расточка каналов ГЦБ
Улучшенное наполнение цилиндров двигателя позволяет получить прибавку в мощности двигателя до 15%. Это достигается только за счет доработки каналов головки блока цилиндров и впускного коллектора. Без установки спортивного распредвала или турбины. Такая доработка требует ясной головы и понимания того, что вы делаете. Иначе вам поможет уехать только Эвакуатор Мытищи.
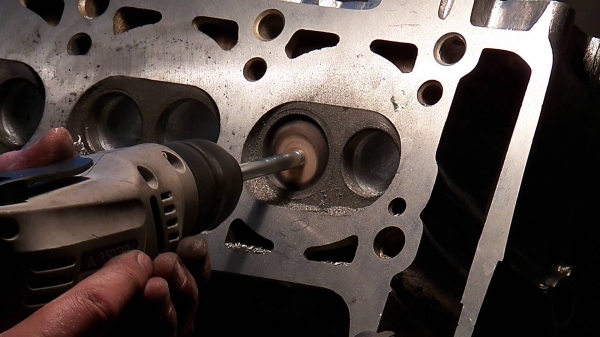
Для доработки каналов нужны шаровые фрезы. Впускные каналы восьмиклапанной головки блока цилиндров можно расточить до диаметра 33мм, выпускные до 30м.Если такие фрезы есть, то доработка каналов выполняется довольно просто. Державку фрезы закрепляют в электродрель и, смазав канал wd-40, растачивают его фрезой. Нужно проявить осторожность при приближении к седлам клапанов. Шаровая форма помогает фрезе самоцентрироваться по каналу. Говоря упрощенно, фреза просто идет по пути наименьшего сопротивления.
Головку блока цилиндров перед доработкой нужно тщательно отмыть от масляного нагара, а после доработки удалить стружку. Это нужно, чтобы избежать попадания стружки в собранный двигатель.
Некоторые любители каналы головки блока цилиндров полируют. Это излишне. Воздушный поток ваших стараний не оценит.
Где взять фрезы. Вопрос интересный! Кому то удается приобрести в магазине. Кто-то заказывает через интернет. Мне не удалось. Попалось, только предложение приобрести набор фрез за 18 тысяч рублей. Бывает, что фрезы делают самодельные, из шариков для подшипника.
Можно применить цилиндрическую фрезу, например диаметром 25 . Но форма каналов будет зависеть от ваших усилий. Такая доработка показана в следующем видео. Противникам ненормативной лексики смотреть не стоит.
Дорабатывая каналы ГБЦ, нужно помнить о масляном канале между третьим и четвертым цилиндром. Головка крепится на блок цилиндров болтами М12. Под них имеются отверстия. Одно из отверстий увеличено до диаметра 15 и кроме стержня болта, используется для прохода масла. Дорабатывая каналы, легко прорвать стенку. Даже если этого не произошло сразу, толщина стенки становится недопустимо малой и может быть прорвана давлением масла.
Поэтому маслоканал рассверливают до 16 мм и завтуливают. Логично для этого применить дюралюминиевую трубку, внутренним диаметром 14мм. Сечение пригодное для прохода масла уменьшается, но его вполне достаточно.

А теперь самый главный вопрос: «Стоит ли это делать?». Доработанные каналы позволять двигателю вашего автомобиля выдать большую максимальную мощность. Но при обычной езде по городу максимальная мощность используется редко. Если вы привыкли ездить экономично, не открывая дроссель полностью, то и доработка каналов ГБЦ вам просто не нужна.
Доработка ГБЦ 2108. Как это было…
Материал написан для новичков, опытные автолюбители не найдут ничего нового, а некоторые моменты могут вызвать удивление у них т.к. на момент доработки ГБЦ опыта у меня не было =) Статья написано для тех, кто хочет добавить немного динамики своему автомобилю, естественно содержит ошибки, которые постараюсь указать. Это не руководство к действию
Удачным средством поднятия мощности на высоких оборотах является доработка головки, которую несет блок цилиндров. Прежде всего требуется доработка впускных и выпускных каналов ГБЦ. Это необходимо для улучшения наполнения цилиндров за счет снижения потерь в каналах ГБЦ. Любые местные нестыковки и шероховатости ведут к торможению потока, собственно к ухудшению наполнения и потере мощности.
1)Снятие, разборка и дефектовка
Нам потребуется мурзилка, рассухариватель 2108, инструмент для забивания направляющих, химия для чистки
Разбираем все по мурзилке, чистим, подписываем что и откуда. Разбирается всё просто, но осторожность не помешает при работе с пружинками, любят они стрелять — пострадавшие все как один говорят что не смогли среагировать, да ещё и выстреливают они вверх, а сверху обычно лицо находится удивленное, я с ней работал с особой опасностью. Ещё выбил направляющие – клапана просто болтались в них поэтому решил менять.
2) Закупка запчастей после дефектовки:
— направляющие
— маслосъёмные колпачки
— фрезы маленькие
-шарошки (сделал сам)
-наждачная бумага Р80-120-180-240-320 и Р600
3) Шарошки 28,30,32 мм своими руками – из-за ограниченного бюджета
Если есть возможность — купите хорошие фрезы, если денег мало, а желания расточить ГБЦ много читаем …
Потребуются:
-верх.шаровая 2107(33мм) — 1шт
-нижн.шаровая 2107(30мм) — 2шт
-болт и гайка( соединительная)
Освобождил заготовки для фрез, заварил болт.
Начинаем вырезать зубья стараясь поддерживаться этому рисунку)
Обтачиваем до размера 28, 30 и 32 мм, измеряя штангенциркулем в процессе обточки)
Минусы: низкое качество, небольшой ресурс, неудобства при работе
Плюс: экономия
4) Расточка ГБЦ каналы впуск 33 мм, выпуск 30 мм
Наплывы лучше снимать маленькими бор-фрезами (комплект около 80руб), но их длины не хватает немного и приходит на помощь вот такое 3-минутное изобретение, фрезой не назову, но пилит. Проходя канал 28 мм фрезой очень чувствуются косяки при производстве. Прошёл первый вечер, расточены впуск/выпуск в 30 мм.
Проваливается выпускной клапан как показатель 30 мм, растачиваем в 33 мм)
Ничего сложного в расточке ГБЦ нет, если не выходить за рамки 32/29, дальше есть риск провалиться в рубашку охлаждения, маслоканал втулить обязательно, каналы шлифовать после фрезы, полировать впускные каналы нельзя, выпускные можно, но эффекта полировки немного.
5) Втулим маслоканал
Добрый человек нарисовал чертеж втулки.
Втулочку вытачиваем только после обработки отверстия в ГБЦ, иначе, вполне можно пролететь с размерами.
Наружный диаметр
6) Расточка впускного коллектора в 33мм
После расточки впускных каналов ГБЦ в 33мм нужно расточить коллектор в эти же 33мм, всё вроде просто, но на деле ГБЦ точится гораздо проще)))
Особняком нервов и злости стала перегородка между каналами — фрезой трудно проходить из-за перегородки, наждачной бумагой тоже, приходилось классически — через резиновый шланг, ветоши и нождачной бумагой, предварительно убрав эту перегородку мелкими фрезами)
7) Шлифовка ГБЦ
Использовал гибкий шланг и шестигранник, в котором срезал поворот и сделал вырез, куда крепил наждачку)
Шлифовка Р80-120-180-240-320-600
8)Стыковка вып.коллектора
Доработка необходимая, даже без расточки каналов
Использовал пластилин, прижимая коллектор видно нестыковку, которую и надо убрать. Штифты чтобы коллектор не гулял.
Любые "ступеньки" в канале рождают паразитные завихрения, заметно тормозящие поток, поэтому от них необходимо избавиться. Убираем нестыковки, одновременно доработав прокладки под коллектора (дабы пресловутых ступенек не создавали и они). Настоятельно рекомендую перед удалением нестыковок каналов сделать следущее — посадить коллектора на штифты. Причиной тому служит крепёж коллекторов на некоторых двигателях, допускающий некоторое смещение плоскостей коллекторов и ГБЦ друг относительно друга. Чем это грозит, предельно ясно — немного сместив коллектора при крепеже после удаления нестыковок, мы самостоятельно убиваем плоды своей же работы. Штифтов достаточно по два на коллектор — по краям. Ищем место на ГБЦ и коллекторе, где можно безопасно всверлиться. В ГБЦ прочно сажаем металлический штифт, на который легко, но без особых люфтов должен надеваться коллектор — вуаля, точное позиционирование коллекторов относительно ГБЦ нам гарантировано. Не забудьте только сделать несколько дополнительных отверстий в прокладке. Отмечу так же, что если диаметр канала впускного коллектора меньше диаметра канала ГБЦ на 1-1,5 мм при нормальной соосности каналов, то это не создаст измеримого сопротивления прохождению потока, поэтому филигранной подводкой диаметров каналов в этом случае можно пренебречь. На выпуске аналогично, только наоборот — выпускной канал в ГБЦ может быть несколько меньше канала в выпускном коллекторе. Более того, т.к. называемые "обратные ступеньки" на выпуске используют для борьбы с некоторыми негативными явлениями настроенной выпускной системы, но сейчас разговор не об этом.
9) Замена направляющих
С направляющими интересная ситуация — купил когда-то комплект SM, а они оказались без колец и отдельно они не продаются( Пришлось покупать ещё комплект уже проверяя наличие колец)
На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у направляющих втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.
Выбиваются просто, забиваются несложно — главное равномерно нагреть ГБЦ, а сами направляющие охладить)
Клапана не заходят и это хорошо, надо развернуть
10) Зенковка седел
а – седло впускного клапана б – седло выпускного клапана I – новое седло II – седло после ремонта
Сначала проходил под 45гр, потом 20гр и 15гр. хотя можно и наоборот. Качество зенковок не радует.
Итог, фаски 20 и 15 градусов почти не видно, но они есть)
11) Притирка клапанов
Притирку клапанов делал впервые, жутко утомительное занятие…
Проверка (взято из мурзилки): Для проверки герметичности клапана установите его в головку с пружинами и сухарями.
Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном.
Если в течение трех минут керосин не просочится в камеру сгорания – клапан
герметичен.
12) Доработка КС
Седла клапанов после прирезки получились просажены на 2 мм. В начале открытия впускного клапана (на 1-2 мм) топливовоздушная смесь будет испытывать значительные затруднения, проникновению в цилиндры двигателя. В случае с выпускным клапаном уступ будет мешать очистке цилиндров от выхлопных газов в конечной фазе выпуска. Наличие неровностей и острых углов очень сильно сказывается на "продувке цилиндров", очень важной фазе работы двигателя, к примеру на известный распредвал Нуждин 10,93 широкофазный и КПД сильно зависит от "продувки" =)
Использовал точильние камни и нождачную бумагу. Чтобы не испортить случайно кромки седел вставляем ненужные клапаны. Сглаживаем и выводим форму КС.
Ставим ГБЦ ровно на столе, для этого пригодится строительный уровень, закручиваем свечи, вставляем клапана и заливаем маслом
Чтобы не возиться с формулами использовал удобный сервис для расчета степени сжатия — это не реклама)))
После фрезеровки плоскости расчетная степень сжатия 10,5
13) Фрезеровка ГБЦ
Фрезеровал на 2мм. Сделали качественно)
После фрезеровки остается много масла и стружки, прикупил химию для чистки
Напшикал, подождал, прочистил, продул с помощью компрессора и так до логического завершения)
14) Расточка карбюратора 24*26
Расточка карбюратора экспериментальная, дело в том что диффузоры имеют форму конуса и аккуратно повторить форму после расточки очень сложно, просто увеличив отверстие карб не будет работать должным образом =)
При правильном подходе солекс 21083 просто заменяется, к примеру 21073 или растачивается на координатно-расточном станке. Этот карб точил сам гибким шлангом с нождачной бумагой, если ехать не будет то заменю его карбом с большими размера диффузоров)))
Растачивал 80, после шлифовал постепенно до Р1000. Промывал и продувал компрессором. Плоскость была неровной — выровнил)
15) Распредвал Нуждин 10,93 282гр.
Хороший человек предложил 10,93 вместе с шестерней, валик бегал немного, долго сравнивал, прикидывал, читал отзывы и решил купить 10,93, хорошие результаты должен показать с расточенной ГБЦ)))
Данные с оф.сайта (Нуждин 10,93) :
Подъем клапана (мм) 10.93
Ширина фазы (градусы ПКВ) 282
Базовый диаметр 37,5 мм
Рекомендуемые установочные фазы — впуск открытие 34 градуса до ВМТ, закрытие 68 градусов после НМТ, выпуск открытие 65 градусов до НМТ, закрытие 32 градуса после ВМТ.
Двигатель. Часть III.Расточка ГБЦ.Ништяки.И прочее.
Рассказ в основном будет про то, как дорабатывал гбц:
Но в первую очередь хочу сказать про мои блоги на драйв2.ру. Чтобы не выкладывать мелочевку и разную незначительную ерундень, я стараюсь накапливать побольше материала, а затем все это грамотно описать, рассказать, показать и выложить сразу…один грамотный пост лучше, чем 10 мелочевочных.
Это такое встпупление)
Закончилось всё на вытаскивании мотора.
После этого, блок естественно был разобран под ноль = )
После разборки блока пришло время разбирать ГБЦ. Для этого мне был необходим инструмент: рассухариватель и выбивалка для направляющих клапанов. Это всё было куплено. Выбивалка универсальная, для ремонта двигателя.вот такого типа:
1. Рассухариватель — 120 рублей
2. Набор оправок — 200 рублей
3. Ключ для притирки клапанов – 70 рублей
Итак, разобрал ГБЦ:
Все разбирал без книжки, скажем так по интуиции. = ) Люблю очень всё додумывать сам, как и что разбирается и делается.к тому же при полном понимании работы системы. Из особенностей при разборке скажу одно: некоторые клапана не хотят рассухариваться. Это не повод расстраиваться = ) ) ) Берёте свечной ключ, ставите на тарелку клапана и бьёте молотком или кувалдой. Затем снова берёте рассухариватель и всё идеально рассухаривается. При знании этого метода вы рассухарите клапаны за 5 минут.
Направляющие выбиваются просто, с этим труностей не будет никаких! Правило такое: выбивать на холодной гбц, забивать на горячей! Тогда всё будет как надо!
Разложил все запчасти по полочкам аккуратно, чтобы под ногами не валялось и всё было правильно и чётко.надо было так с самого начала разбора движки делать…всё приходит с опытом!
Затем пришло время распила впускного коллектора и гбц. После тренировки расточки каналов на пробном коллекторе понял свою ошибку – увожу канал не туда. Это не очень хорошо. Думаю, что не у меня одного эта ошибка была. Вот в чём она заключается:
Слева ровный неуведенный канал, справа кривой и уведённый) разница я думаю заметна всем. Каков же способ ровной расточки канала?
Нашел как избежать такого увода канала, чтобы всё было ровно и каналы были круглые.
Этот способ просто банальное рисование. Каналы коллектора по своей природе ровные и круглые( в отличии от каналов ГБЦ ). Поэтому отмеряете сколько вам нужно с каждой стороны миллиметров.и рисуете…вот так:
И канал вы теперь точно не уведете. Будете знать в каком направлении двигаться. Очень удобный метод. Всем советую. Семь раз отмерь, один раз отрежь.
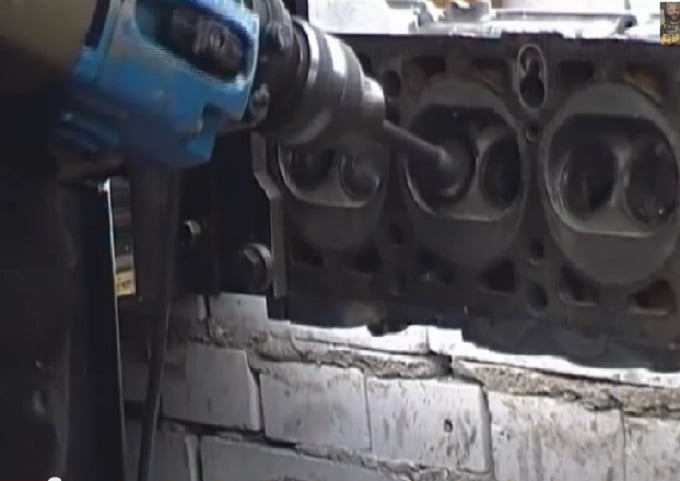
Точу каналы наждачкой, да это муторно, согласен, но всё же надежно. Впилиться в канал охлаждения шансы малы. Поэтому работается намного спокойнее. Инструмент как и все юзают: дрель -> шланг надетый чуть чуть и затянутый хомутом -> ткань(ветош) -> шкурка намотанная внахлёст. Минус этого нструмента — часто рвутся шланги.
После долгого пиления каналов, отмывания и наружного шкурения коллектора вышло вот так:
Ура! Коллектор расточен. Каналы 32-33 мм в диаметре. То есть выпускной клапан проваливается и болтается в канале.
Точить коллектор очень муторно. Проблема заключается в постоянно рвущихся шлангах…поэтому запаситесь терпением.
После того как коллектор расточил, решил поехать закупиться некоторыми ништяками:
Итак, вот полный список и цены на все детали:
1. Развёртка для направляющей клапана – 200 рублей
2. Шпильковёрт — 100 рублей
3. Сцепление VALEO – 2700 рублей
4. Вкладыши коренные и шатунные ЗМЗ – 185 и 149 рублей
5. Комплект прокладок двигателя – 495 рублей
6. Кольца SM – 715 рублей
7. Масляный фильтр SCT – 121 рубль
8. Успокоитель — -54 рубля
9. Башмак натяжителя – 45 рублей
10. Пальцы – 160 рублей. Но взял не те. Мне нужны от 2108…
11. Клапана AMP(Польша) – 900 рублей
12. Направляющие АвтоВАЗ 2101 – 270 рублей
13. Рокера АвтоВАЗ – 850 рублей
14. Постель распредвала АвтоВАЗ – 400 рублей
15. Оправка для колец – 250 рублей
16. Зенковки – 900 рублей
17. Кольца стопорные, болт кпп, гайка храповика – 200 рублей
Вроде ничего не упустил = ) ) )
Теперь пришло время распила ГБЦ.
1. Всё начинается с совмещения каналов с коллектором. Для этого нам понадобится металлическая трубка. Лично я купил в сантехническом магазине медный соединитель двух проводков походу, Он идеально подошел для моего дела.
Берём его. Стачиваем до нужного радиуса чтобы потом вставить в каналы охлаждения коллектор — гбц, тем самым получив недвижимое их соединение друг с другом, так сказать без люфта. Совмещение очень важно в распиле гбц, этим нельзя пренебрегать. Иначе вся ваша работа будет выполнена насмарку при неправильном совмещении…итак, получили вот такую деталь
2. После подгона, обрезания и тд получаются вот такие штифты в каналах охлаждения. Важно сделать так чтобы он стояли плотно, не выпадали и не шатались.
3. С подгоном закончил. Коллектор ровно и не шатаясь стоит на гбц. Цель достигнута. Теперь берем обычный пластелин и обклеиваем им канал вот таким образом
4. Затем посыпаем его любой металлической крошкой( нужно для того чтобы пластелин не прилипал к коллектору который будет в дальнейшем прислоняться)
5. Прислоняем коллектор и на пластелине видим отпечатки каналов:
6. Отрезаем продавленный пластелин канцелярским ножиком, тем самым делая царапины и просто убирая лишнее., кладём новый пластелин между тем который был положен ранее…и повторяем всё те же операции
7. В конце концов вырисовывается вот такое очертание, как надо пилить канал, чтобы всё ровненько совместилось. Скажете криво вырисовалось? Ан нет. Сам сначала подумал что я накосячил. Потом после прочтения в интернете кучи тем по этому вопросу, увидел что так совмещается абсолютно у всех. = )
После проверки клапаном, оказалось, получилось всё просто идеально. Клапан скользит по каналам ничего не задевая, как будто это один единый канал. Совмещением я очень и очень доволен! Не ожидал такого блестящего результата.
Вот пожалуй всё, что я хотел рассказать про совмещение, а то многие вопросы задают, буду надеятся что такое объяснение пригодится.
Так же хочу сказать СПАСИБО таким сайтам/форумам как ваз2101.ру и ваз.ее, так же некоторым юзерам драйв2.ру, прочел на них очень много полезной информации и попытался выложить её всю в одной записи чтобы вам всё это бешеное количество постов не читать = ) ) )
Что скажу по самому распилу каналов гбц?
1. Пилятся намного быстрее и лучше чем каналы коллектора. Из-за отсутствия гибких шлангов. Гибкий шланг при распиле гбц мне не понадобился.
2. Для распила желательно купить комплект любых шарошек, лишь бы подлезть. Понадобится при грубом убирании наплыва под направляющую в выпускном канале и для убирания резких перегибов в каналах вообщем.
После совмещения пилим каналы.
Впуск распилился очень быстро и очень просто по сравнению с коллектором. Я очень обрадовался. Расточил.
И думал что так же легко расточу выпуск, ну чуть тяжелее из-за большего наплыва.
Ошибался.
Выпуск по сравнению со впуском пилится намного тяжелее, как раз из-за этого дурацкого, непонятного наплыва сделанного заводом…
вообщем я делал так
1. сначала шарошкой срубал направляйку по максимуму со стороны камеры сгорания
2. как олько появилось место чтобы подлезть шкуркой, точим…
3. срезали. получаем канал который уже в два раза больше стокового) ) ) хотя срублен только наплыв.
4. затем все подравниваем шарошкой и выводим наждачкой на гибком шланге и получаем такую красоту
Общий результат вы видели на первой фотографии.
спасибо всем за внимание, за прочтение этих многабукав…успехов вам с вашими проектами!
Особенности расточки каналов ГБЦ своими руками
string(10) «error stat»
Расточка каналов ГБЦ даёт превосходную возможность для повышения мощности автомобильного двигателя. Это потребует определённой доработки каналов впускного/выпускного типа, чтобы наполнение цилиндрических систем топливом претерпело значительные улучшения. Топливо проходит через каналы с очень большой скоростью, из-за чего любой дефект может замедлить поток.

Расточка головки блока цилиндров (ГБЦ) требует выполнения следующих этапов:
- Доработка (тюнинг) каналов – изменение диаметра, установление правильного радиуса креплений;
- Тюнинг сёдел клапанов;
- Точное совмещение коллекторных отверстий и каналов системы ГБЦ;
- Шлифовка поверхности.
Для выполнения данной деятельности требуются особые навыки и спецоборудование. В результате проведения этой работы двигатель становится мощнее в среднем на пятнадцать процентов.
Для чего это нужно?
Само понятие «расточка блока» подразумевает процесс восстановления геометрии цилиндров силового агрегата при помощи специальных станков. Главной предпосылкой к расточке блока является проведение капитального ремонта двигателя, однако сейчас процедура в основном проводится для увеличения его мощности.
Растачивать цилиндры при капитальном ремонте необходимо по той причине, что находящиеся в них поршни под воздействием высокого температурного режима, давления и прочих постоянных нагрузок, являются причиной нарушения геометрической формы цилиндров. Говоря проще от постоянного трения и высоких нагрузок цилиндр вместо идеально круглой формы, приобретает форму эллипса. Из-за этого поршень уже не может полностью прилегать к его стенкам, в результате чего образовывается значительный зазор, через который отработанные газы либо топливо проникают в картер, а моторное масло – в камеру сгорания.
Естественно, из-за всего этого силовой агрегат значительно теряет свою мощность, увеличивается потребление топлива и масла. Одним из верных признаков, свидетельствующих о необходимости проведения расточки двигателя, является увеличенный расход моторного масла. Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата.
Буквально несколько десятков лет назад невозможно было найти моторное масло либо охлаждающую жидкость хорошего качества, из-за этого возникали частые перегревы моторов. Доходило даже до того, что приходилось выполнять капремонт двигателя нового автомобиля спустя 30-50 тыс. км пробега. А агрегаты на грузовой и специальной технике приходилось восстанавливать намного чаще.
Сегодня ситуация изменилась кардинально. Современные смазывающие и охлаждающие жидкости позволяют значительно увеличить ресурс автомобильного двигателя. Сейчас средняя величина пробега до проведения капитального ремонта составляет примерно 200-250 тыс. км, причем, за год далеко не каждый автомобилист проезжает даже 12-15 тыс. км. Выходит, что этого ресурса силового агрегата должно хватить на более чем 15 лет эксплуатации. Далеко не каждое транспортное средство может выдержать столько.
Расточка блока в последнее время крайне редко применяется в качестве необходимой ремонтной меры. В основном эта процедура используется при тюнинге для увеличения объема и мощности двигателя. Но, во втором случае расточка проводиться лишь тогда, когда состояние стенок цилиндров позволяет ее выполнить. В этом случае необходима установка поршней с большим диаметром. Также для обеспечения корректности работы силового агрегата потребуется большее количество топливной смеси, поскольку его объем увеличится, соответственно, возрастет мощность.
Увеличение диаметра седла клапана
Одним из самых действенных видов тюнинга для головки блока, считается увеличение диаметра впускных и выпускных клапанов. Операция очень спецефическая требует подбора новых клапанов, седел клапанов и спецефического оборудования для совершения этой процедуры.
Эффект увеличения клапанов можно получить и методом расточки диаметра клапанного седла на некоторую небольшую величину (по обстоятельствам) Рабочее место уплотнения клапанов смещается при этом к краю тарелки клапана. Величина на которую по максимуму можно расточить седла зависит от конкретного двигателя, толщины и диаметра седла. Обычно чем меньше клапаны и чем совершеннее двигатель, тем на меньшую величину можно расточить седла. В любом случае если вы увеличите диаметр седла на 0.75 — 1.2 мм надежность двигателя от этого не пострадает, но пропускная способность увеличится, как от аналогичного увеличения диаметра клапана с седлами.
К стати, если внутренний диаметр седел увеличен, то не обязательно оставлять прежние клапана, можно заменить их на новые, с большим диаметром тарелки.
Какие моторы можно точить, а какие нельзя?
Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
Расточка с целью тюнинга двигателя
Форсирование – это другой вариант вмешательства в двигатель, он является не менее распространённым. Такое действие требует чёткого понимания того, зачем владельцу авто нужны тюнинг двигателя или доработка.
Например, если хонингование двигателя вы имеете возможность произвести своими руками, то расточка блока — делается сложнее. Если для хонингования распредвала необходимо немного оборудования: ручная хонинговальная головка и электродрель; то для расточки потребуется специальный станок для расточки блока цилиндров.
Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Выступы седел клапанов
При установке седел клапанов в головку блока образуются уступы во впускных и выпускных каналах, из за несовершенства самой отливки и прямых цилиндрических форм седел. Места сопряжений стоковых деталей, обычно никак не обрабатываются. Даже если заводом предусмотрена обработка мест стыковки седел клапанов и головки блока, выполнена она посредственно с образованием новых уступов, так как обработка предусматривает лишь прохождение фрезой, что не дает необходимого качества при обработке сложных, изогнутых поверхностей. Сглаживание мест сопряжения тела головки блока с седлами клапанов, дает очень хорошие результаты, в плане уменьшения сопротивления потоку и как следствие повышения наполнения цилиндров двигателя.
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Стыковка коллекторов с головкой
Необходимость в подгонке внутренних поверхностей впускных и выпускных коллекторов, к аналогичным каналам головки блока, обуславливается неточным их изготовлением и отсутствием подгонки в процессе сборки на заводе изготовителе. Тем не менее гладкий переход от коллектора к каналам головки очень важен для хорошгего наполнения двигателя. Если убрать все уступы, то поток топливо-воздушной смеси, меньше встретит на своем пути препятствий и большее количество смеси попадет в цилиндры двигателя.
Прилегающая поверхность впускного коллектора
Прилегающие поверхности впускного коллектора и головки блока необходимо тщательным образом обработать до получения полной стыковки. Для начала желательно посадить коллектор на штифты, для жесткой фиксации коллектора относительно головки блока. Далее отметить места несостыковок «маркером» (как вариант, поверхности смазать краской, после высыхания разъединить, при разломе будут видны места выступов металла на обоих поверхностях) Чтобы метки не стирались, процарапать по контуру шилом, после чего обработать поверхности шарошками до получения полной стыковки.
2 Метод. Воспользоваться пластилином
1.Нанести пластилин на стыковочную зону и частично внутри каналов ГБЦ. 2. Присыпать мелкой стружкой, пылью идр. Разделительный материал, нужен чтоб не слиплись поверхности при стыковке. 3. Присоединить коллектор к ГБЦ и притянуть болтами до неполного выдавливания пластилина из щели. Должно остаться 0.5-1мм 4. Отсоединить коллектор и по отпечаткам будет видно где материал ГБЦ выступает. 5. Отчертить шилом и спилить шарошками лишнее. 6. Повторить процедуру для коллектора, так как первые 5 пунктов определяют зону выступания только ГБЦ.
Операции по выявлению мест обработки (съема металла), головки блока для лучшей стыковки с коллекторами.

3 Метод. Воспользоваться прокладкой коллектора. Прокладку необходимо приложить поочередно к поверхности стыковки ГБЦ и коллектора. При отчерчивании мест съема металла, обратить особое внимание, на точность совпадений отверстий крепления либо штифтов, так как они являются ориентирами.
Немного отклонюсь от темы и замечу, что весьма не лишним будет состыковать и сгладить все резкие уступы всех деталей находящихся на впуске, так как они создают весьма значимое сопротивление, потоку топливовоздушной смеси.
Детали создающие сопротивление на впуске для инжекторных или карбюраторных систем:
— Ступеньки стыковки дросселя с впускным коллектором и впускным трубопроводом — Не совершенная форма дроссельной заслонки — Не совершенная форма массового расходомера воздуха — Не совершенная форма впускного коллектора — Гофрированный впускной трубопровод — Воздушный фильтр — Стыковочное место карбюратора с впускным коллектором и термоизолирующей вставкой
Прилегающая поверхность выпускного коллектора
Если выпускной коллектор имеет внутренние диаметры патрубков те-же, что и на головке блока цилиндров, то их так же необходимо состыковать. если отверстия труб выпускного коллектора значительно больше отверстий в головке блока цилиндров, то растачивать головку не нужно, ибо сея мера сделана специально, чтоб ограничить обратное давление с системы выпуска обратно в цилиндры. (выхлопные газы испытывают значительное сопротивление, встречаясь с ступенькой образованной меньшим отверстием на головке блока.)
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренней части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.
Что не стоит полировать
Впускные и выпускные каналы полировать не стоит. Во первых из за труднодоступности полировать внутренние каналы очень долго и нудно. Во вторых на впуске из за очень гладкой поверхности образуется пленка из бензина которая периодически срывается в поток образуя неравномерную работу двигателя на малых нагрузках. Особенно пагубно сказывается полировка для двигателя с карбюраторной системой питания и моновпрыска, так как топливовоздушная смесь движется через весь впускной тракт, полностью проходя по впускным каналам. Для каналов достаточно шлифованной гладкой поверхности, без ненужной, а иногда и вредной полировки.
Увеличение впускных и выпускных каналов
Увеличение диаметра впускных и выпускных каналов уменьшает сопротивление движению газов, но так же уменьшается и скорость их движения. Что хорошо для высокооборотистых моторов и плохо для мотора без расчета его работы на высоких оборотах. Увеличение диаметра каналов малоэффективно, без увеличения диаметра клапанов. В связи с этим, нужно либо расточить и перепрессовать седла под большие клапана, либо расточить уже имеющиеся седла на небольшую величину, чтоб увеличить диаметр и в зоне клапана, а не только самих каналов.
Срезание части направляющей
Ножка впускного и выпускного клапана стоит посредине каналов, создавая значительное сопротивление на впуске и выпуске. Ситуация усугубляется наличием выступающей части направляющих втулок клапанов и приливом обтекающим их. В «жестком» тюнинге все выступающие части срезаются, а ножка клапана обтачивается на меньший диаметр. Ножку клапана не рекомендуется уменьшать меньше чем на 10%. Торчащий конец направляющей лучше обработать снаружи для получения более обтекаемой формы, так сложнее и менее эффективно с точки зрения наполнения, но срезая часть направляющей уменьшается ее длинна и сильно возрастает износ, особенно с использованием распредвала с увеличенным подъемом клапана. При полном срезании выступа направляющей, можно несколько скомпенсировать ее износ, путем замены обычных втулок на бронзовые, имеющие гораздо более высокую износостойкость чем обычные.
Тюнинг направляющих втулок клапанов
Обработанные направляющие клапанов, для обеспечения меньшего сопротивления потоку.

Полное срезание направляющих клапанов, для обеспечения еще более лучшего наполнения цилиндров. В ущерб долговечности клапанного механизма.
Читайте также: