
Притирка клапанов мазда 3
Добавил пользователь Алексей Ф. Обновлено: 04.10.2024
Mazda 3 › Бортжурнал › Замена поршневых колец мазда3 lf. Часть 5 — Притирка клапанов.
Привет всем. Сегодня моя запись пойдет о клапанах. Мы их очистили и подготовили головку блока к притирке. Сама голова была вымыта с помощью компрессора и пультивизатора для мойки всякими жидкостями.
Mazda 3 2004, двигатель бензиновый 2.0 л., 150 л. с., передний привод, механическая коробка передач — своими руками
Машины в продаже

Mazda Mazda3, 2005

Mazda Mazda3, 2008

Mazda Mazda3, 2008

Mazda Mazda3, 2006
Комментарии 15
А после притирки как с регулировкой клапанов? покупал стаканчики или как? У меня сейчас тоже капиталка. Низ собрали, вот голову делают.
Я притирал малость. Износа не было. Зазоры в допуске. Уменьшились.
Понял. Наверное также буду делать. ато эти стаканчики найти это проблема большая, а ждать 1.5 месяца не охото
Померяй зазоры. Посмотри где больше и те коапана притирай сильнее
это идея))) Спасибо большое)
Удачи в ремонте
Я притирал малость. Износа не было. Зазоры в допуске. Уменьшились.
Добрый день, подскажите допустимые зазоры клапанов впуск выпуск?
Стандартный зазор (на холодном двигателе):
— впуск – 0,22–0,28 мм;
— выпуск – 0,27–0,33 мм.
А если делать с учетом что в будущем будет ГБО?
это не ко мне а к гбошникам)
То есть за счет пасты края как бы отшлифовываются?
притирается седло к клапану или наоборот)
Понятно) но вообще странно, что на 100к начала кушать… у меня, тьфу-тьфу-тьфу, 170к 1,6л и все норм. От замены до замены (каждые 7к) расход мл 400-500
У всех дюратеков больное место кольца. При перегреве небольшом они садятся. Плюс масляное голодание. Плюс живу на севере и часто в мороз ее насиловал. В среднем 100-120т большинство меняют на них кольца что бы от жора избавиться.
ПРИТИРКА КЛАПАНОВ ДВИГАТЕЛЯ
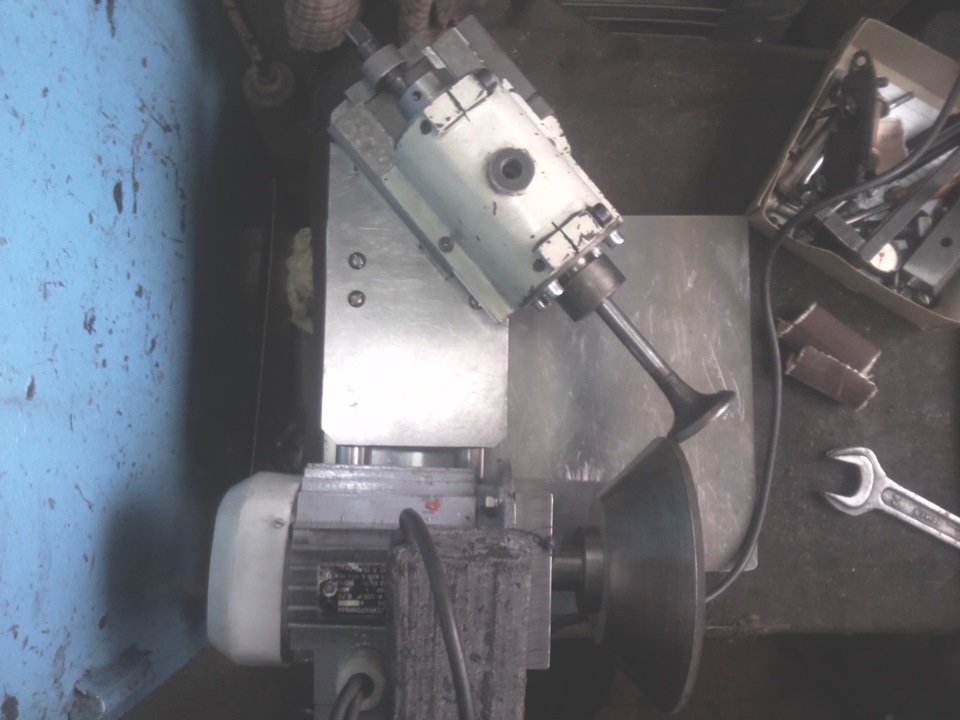
Притирку клапанов выполняют на снятой головке блока цилиндров. Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув из тарелок пружин сухари (см. «Замена маслосъемных колпачков», с. 87). Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).
Кроме того, в продаже есть готовые ручные держатели клапана.
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.19).
Вместо резинового шланга и хомутов можно приварить к стержню 1 приспособления наконечник, в его боковой стенке выполнено сквозное резьбовое отверстие, в которое ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.
2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
При отсутствии какого-либо приспособления притереть клапан можно с помощью шланга подходящего диаметра и хомута, прижимая и проворачивая им клапан.
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска, при этом на седле клапана после притирки также должен появиться матово-серый поясок соответствующего размера.
7. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты.
8. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой графита карандашного грифеля, вставьте клапан в направляющую втулку и, слегка прижав к седлу, проверните.
9. По следам графита на фаске седла можно судить о концентричности расположения клапана и седла.
10. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.
Рис. 5.20. Блок цилиндров и кривошипно-шатунная группа: А - только для двигателя объемом 2,5 л; 1 - поршневые кольца; 2 - поршень в сборе; 3 - вкладыши шатунных подшипников; 4 - крышка шатуна; 5 - балансировочные валы; 6 - масляная форсунка; 7 - блок цилиндров; 8, 11 - вкладыши коренных подшипников; 9,10 - коленчатый вал; 12 - рама крышек коренных подшипников
Видео по теме "Мазда 6 (2008+). ПРИТИРКА КЛАПАНОВ ДВИГАТЕЛЯ"
EGR клапан mazda 6 в реално време Притирка клапанов и проверка на герметичность тремя способами замена маслосъемных колпачков самый легкий способПроверка тепловых зазоров в механизме привода клапанов Mazda 3
Отсоедините отрицательный провод аккумуляторной батареи.
Снимите правое колесо.
Снимите правый брызговик.
Выверните свечи зажигания.
Отсоедините высоковольтный провод.
Отсоедините разъем управляющего масляного клапана (OCV).
Снимите шланг вентиляции.
Снимите крышку головки блока цилиндров.
Удостоверьтесь, что двигатель холодный.
Измерьте клапанный зазор. Для измерения клапанного зазора поверните коленчатый вал по часовой стрелке так, чтобы поршень №1 установился в ВМТ такта сжатия.

Рис. 1 . Порядок измерения клапанных зазоров
С помощью специального щупа измерьте клапанный зазор в точке А (рис. 1).
Запишите измеренные значения, чтобы выбрать соответствующие толкатели клапана, если в дальнейшем потребуется их замена.
Поверните коленчатый вал на 360 ° по часовой стрелке так, чтобы поршень №4 установился в ВМТ такта сжатия. Так же, как в первом случае, измерьте клапанный зазор в точке B (см. рис. 1).
Стандартный зазор (на холодном двигателе):
- впуск – 0,22–0,28 мм;
- выпуск – 0,27–0,33 мм.
Если клапанные зазоры не соответствует норме, отрегулируйте их, или, в случае невозможности регулировки, замените толкатели клапанов новыми. Установите все снятые детали на место в порядке, обратном снятию.
РЕГУЛИРОВКА ТЕПЛОВЫХ ЗАЗОРОВ В МЕХАНИЗМЕ ПРИВОДА КЛАПАНОВ
Отсоедините отрицательный провод аккумуляторной батареи.
Снимите правое колесо.
Снимите правый брызговик.
Выверните свечи зажигания.
Отсоедините высоковольтный провод.
Отсоедините разъем управляющего масляного клапана (OCV).
Снимите шланг вентиляции.
Снимите крышку головки блока цилиндров.
Удостоверьтесь, что двигатель холодный.
Снимите приводной ремень.
Снимите правый объединенный вал с промежуточного карданного вала.

Рис. 2. Нижняя заглушка передней крышки двигателя: 1 – заглушка
Снимите нижнюю заглушку передней крышки двигателя (рис. 2).
Снимите верхнюю заглушку передней крышки двигателя.

Рис. 3. Нижняя заглушка блока цилиндров: 1 – заглушка
Снимите нижнюю заглушку блока цилиндров (рис. 3).

Рис. 4. Установка специального устройства
Установите специальное приспособление (рис. 4). Поверните коленчатый вал по часовой стрелке до ВМТ поршня цилиндра №1.
Ослабьте цепь привода механизма газораспределения.
а) Используя подходящую отвертку или аналогичный инструмент, разблокируйте храповик натяжителя цепи.
б) Поверните распредвал привода выпускных клапанов по часовой стрелке, используя соответствующий гаечный ключ (шестигранник) и ослабьте цепь привода механизма газораспределения.

Рис. 5. Фиксация направляющей цепи в положении ослабления
в) Поместив соответствующий болт (M6 1,0 длина 25–35 мм) в отверстии верхней заглушки передней крышки двигателя, зафиксируйте направляющую цепи в положении ослабления (рис. 5).

Рис. 6. Фиксация распредвалов привода выпускных клапанов
Зафиксируйте распредвал привода выпускных клапанов, используя соответствующий ключ (шестигранник) (рис. 6).

Рис. 7. Нижняя заглушка блока цилиндров: 1 – звездочка распредвала впускных клапанов
Снимите звездочку распредвала привода выпускных клапанов (рис. 7).
Рис. 8. Порядок ослабления болтов распредвала
Ослабьте болты распредвала в несколько приемов в указанном порядке (рис. 8)
Головка блока цилиндров и крышки подшипников распредвала пронумерованы для облегчения их повторной установки в первоначальное положение при сборке.
После снятия держите крышки вместе с головкой блока цилиндров, с которой они были сняты. Не смешивайте крышки.
Снимите толкатель клапана.
Выберите соответствующую регулировочную прокладку, руководствуясь следующей схемой и записями, сделанными во время первоначальной проверки:
новая регулировочная прокладка = снятая прокладка + измеренный клапанный зазор – стандартный клапанный зазор.
Стандарт (на холодном двигателе):
- впуск – 0,22–0,28 мм (0.25±0.03 мм);
- выпуск – 0,27–0,33 мм (0.30±0.03 мм).
Установите распредвал, поршень цилиндра №1 должен находиться в положении ВМТ.

Рис. 9. Порядок затягивания болтов распредвала
Затяните болт распредвала в два приема (рис. 9): моментом 5,0–9,0 Нм; моментом 14,0–17,0 Нм.
Установите звездочку распредвала привода выпускных клапанов (см. рис. 9).
Болт звездочки распределительного вала не затягивайте. Сначала проверьте момент открытия или закрытия клапана, затем затяните болт.

Рис. 10. Установка специального приспособления на распредвал
Установите на распредвал специальное приспособление (рис. 10).
Снимите болт (M6х1,0, длина 25–35 мм) с передней крышки двигателя, чтобы натянуть цепь привода механизма газораспределения.
Поверните коленчатый вал по часовой стрелке до ВМТ поршня цилиндра №1.
Удерживайте распредвал привода выпускных клапанов, используя подходящий гаечный ключ (шестигранник) (см. рис. 6).
Затяните болт звездочки распредвала привода выпускных клапанов моментом затяжки 69–75 Н·м.
Снимите специальное приспособление с распредвала.
Снимите специальное приспособление из отверстия нижней заглушки блока.
Поверните коленчатый вал по часовой стрелке на два оборота до положения ВМТ.
Если положение ВМТ не достигается, ослабьте болт шкива коленчатого вала и проведите все операции, начиная с установки специального приспособления (см. рис. 4).
Нанесите кремниево-органический герметик на верхнюю заглушку передней крышки двигателя.
Установите верхнюю заглушку передней крышки двигателя, затянув ее моментом затяжки 10 Н·м.
Установите нижнюю заглушку блока цилиндров, затянув ее моментом затяжки 18–22 Н·м.
Установите новую нижнюю заглушку передней крышки двигателя, затянув ее моментом затяжки 12 Н·м.
Диагностика и ремонт Mitsubishi
нагуглил
Теперь вкраце о процессе притирки. Существует много разных способов притирки, а я делал так:
Кладем ГБЦ на стол.
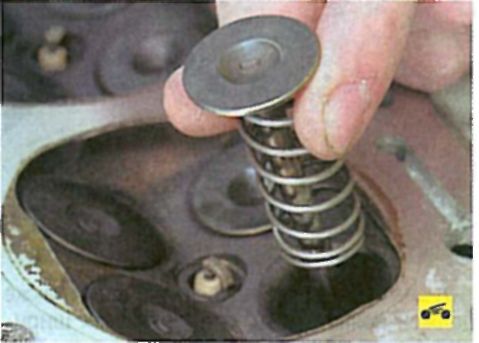
После рассухаривания очередной пары клапанов, снимаем с каждого обе пружины и нижнюю тарелку и вынимаем сами клапаны. Пружины потом желательно ставить на свое место к впускному и выпускному клапану. На ГБЦ еще остаются тонкие шайбы.
Аккуратно очищаем камеру сгорания и седла (не царапайте рабочую поверхность седел) от нагара, заткнув отверстие направляющей втулки куском тряпки. Все продуваем.
Берем новый клапан, стержень смазываем маслом, на седло наносим притирочную пасту, вставляем клапан на место. Поворачиваем ГБЦ вокруг продольной оси, чтобы был доступ к торцу клапана.
Берем кусок дюритового шланга, например от бензопровода, длиной сантиметров 10, важно чтобы он плотно надевался на торец клапана. В электродрель зажимаем сверло подходящего диаметра. Один конец трубки надеваем на сверло, а другой на клапан. Включаем дрель на небольших оборотах, время от времени включая реверс, а пальцем свободной руки (в хб перчатках) поджимаем клапан к седлу. Добавляем пасту если надо. В результате на седле и клапане должен образоваться равномерный серый поясок шириной около 2 мм. Затем проводим тонкую притирку другой пастой из комплекта.
Проверку качества притирки можно сделать несколькими способами:
а) С помощью простого карандаша.
Нанесите несколько поперечных меток на фаске тарелки клапана и на седле. Прокрутите клапан несколько раз туда-сюда. Если останутся нестертые метки, значит шлифовку надо продолжить.
б) С помощью керосина.
Можно залить в камеру сгорания керосин, если в течение одной минуты нет значительной течи из под клапана, значит притирку можно считать законченной. В книжке указывается время 3 мин. при установленных пружинах. Я проверял, если при снятых пружинах нет значительной течи керосина в течение одной минуты, то при установленных пружинах в течение 3 мин. будет все сухо.
У меня притирка клапанов заняла довольно значительное время, особенно долго пришлось притирать поврежденное седло, там где был прогоревший клапан.
Ну вот, очередная пара клапанов притерта, теперь все тщательно очищаем, протираем, продуваем от остатков пасты. Переворачиваем ГБЦ пружинами вверх и снимаем старые маслосъемные колпачки. Для этого советую купить специальный съемник с цанговым зажимом. Зажимаем старый колпачек в цангу и после 2х-3х ударов снимаем его. Протираем посадочное место тряпкой.
Теперь о напрессовке новых колпачков. Эта операция чрезвычайно простая:
Обильно поливаем стержни клапанов маслом и вставляем их на место. В камеру сгорания подкладываем какую-нибудь тряпочку, чтобы клапана не проваливались и переворачиваем стержнями клапанов вверх, надеваем на торец клапана пластиковый стаканчик, который был в комплекте с колпачками и надвигаем колпачек до упора в направляющую втулку клапана. Стакнчик снимаем. Пластиковый стаканчик защищает рабочие кромки колпачка в процессе его надевания на клапан от повреждений об острые кромки кольцевой выточки под сухари и торца клапана.
Берем оправку для напрессовки колпачков, приобретите ее заранее, если у вас ее нет. Смазываем маслом посадочное место колпачка и легкими ударами напрессовываем его до появления звонкого звука. Визуально проверяем, что колпачек сел до упора. Единственно, у меня возникла проблемка с напрессовкой крайних колпачков у первого и четвертого цилиндра – мешают шпильки корпуса распредвала, пришлось их временно вывернуть.
Ну вот, теперь устанавливаем нижнюю тарелку и пружины на место и засухариваем клапан с помощью той же струбцины. Когда все клапана и МСК установлены, устанавливаем выпускной и впускной коллекторы, очистив от грязи их фланцы, обязательно используем новые прокладки. Затягиваем все гайки необходимым моментом (я использовал динамометрический ключ). Еще раз очищаем привалочную поверхность ГБЦ от остатков грязи и переходим к процессу сборки.
Притирка клапанов Mitsubishi Lancer 9

Кроме того, в продаже имеются готовые ручные держатели клапана.
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.8).
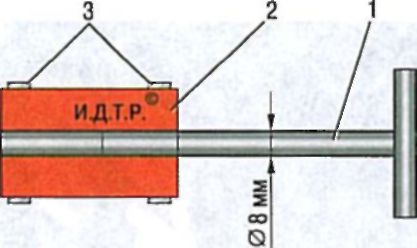
Рис. 5.8. Приспособление для притирки клапанов: 1 - металлический стержень; 2 - резиновый шланг; 3 - винтовой хомут
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, у которого в боковой стенке выполнено сквозное резьбовое отверстие, в него ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.

2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.

6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом.
7. . на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.

8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте, чтобы удалить остатки притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.
Ремонт двигателя Мазда 6 повышенный расход масла ,как убрать ?
При повышенном расходе масла на автомобиле Мазда 6 Mazda 6, Mazda 3 и др, имеет смысл задуматься о профилактическом ремонте двигателя, замене колец и маслосъёмных колпачков клапанов.
Для этого предварительно делается диагностика, проверка параметров работы двигателя Мазда.
Разборка двигателя Мазда
начинается с навесного оборудования и крышек, защиты картера двигателя.
Снимается механизм газораспределения и головка блока цилиндров. Ремонт головки Мазда начинается со снятия и разборки. Стаканчики клапанов имеют свои размеры, поэтому их необходимо подписать, какой стоял на каком клапане, это сильно облегчит и ускорит сборку двигателя мазда в последующем. Головка блока цилиндров тщательно дефектуется и осматриватеся, т.к. от головки зависит во многом эффективная работа двигателя Мазда.
Большое значение имеет состояние клапанов, направляющих и седел клапанов, от того на сколько хорошо прилегает клапан к седлу зависит охлаждение клапана, его ресурс и работа двигателя в целом, и расход масла, компрессия в частности. При необходимости клапана меняются, седла прирезаются на станке с тремя углами, 45 град основным и двумя вспомогательными. Имеет значение ширина фаски и её расположение относительно фаски клапана, лишние углы лучше убрать и скруглить, спилить. От фасок гбц зависит и ресурс клапана и мощность двигателя, т.к. они на прямую влияют на наполнение и проветривание цилиндров.

Ремонт начинается с разборки передней части автомобиля, снятия мешающих пластиковых деталей, крышек, корпуса воздушного фильтра и тд при необходимости.

Снятие бампера, передних фар, бачка омывателя, усилителя бампера и тд.
Далее сливаем охл жидкость, моторное масло

Далее разборка самого двигателя снятие впускного коллектора, клапанная крышка мазда, ремень генератора, подушка боковая гидравлическая, которая может уже быть на подходе и потребует далнейшей замены и передняя алюминиевая крышка.


Для снятия выпускного коллектора на авто мазда 6 необходимо открутить 2 гайки на 14 снизу, четыре болтика на 10 термо защиты под капотом, которые очень прикипают и чуть ли не срубывай их !, потом уже сами гайки крепления коллектора с гбц мазда 6.
Нагар на клапанах

Блок цилиндров Мазда 6
имеет никасиловое покрытие и не подлежат ремонтной расточке как в чугунных блоках, поэтому если цилиндры сильно изношены блок цилиндров Мазда6 заменяется. Но т.к. в этом двигателе никасилевое покрытие тверже и более износостойкое чем чугунное ремонт блока цилиндров ограничивается заменой поршневых колец на новые.

Головка блока цилиндров Мазда6
после ремонта моется и продувается сжатым воздухом. Сборка клапанов и сальником производится обязательно с моторным маслом. После установки стаканчиков и распредвалов обязательно проверяются зазоры между самим распредвалом и плоскостью регулировочного стаканчика.
Обычно тепловой зазор в клапанах не соотвествует необходимым 0,25 на впуске и 0,30 на выпуске. Зазор регулируется подбором стаканов соответствующей толщины.В некоторых случаях требуется торцовка стержня клапана, особенно после их прирезки на станке и шлифовке углов 45 град.
После механической обработки, чистки и мойки начинается сборка головки блока Мазда. На установленные клапана смазанные моторным маслом надеваются МСК (масло съемные колпачки), желательно специальными щипцами.
На данном двигателе был сделан ремонт ГБЦ, замена поршневых колец.
Некоторые запчасти номера :
Сальник впускного клапана L807-10-155
Прокладка Головки блока цилиндров без фазика LF0110271 (VR61-35435-00)
Клапанной крышки прокладка L501-10-230
Сальник выпускного клапана LF01-10-1F5
Стакан регулировочный LF01-12-561 3,382mm
Стоимость работы по замена сальников клапанов, ремонт ГБЦ с заменой поршневых колец на авто Мазда 6 составляет около 9000 грн.+ запчасти и мех обработка.
Проверка и притирка клапанов двигателя модели 1MZ-FE Toyota Camry 2001 - 2006
1. Прошлифуйте клапаны до устранения следов нагара и царапин. Убедитесь, что притертая фаска клапана образует угол 44,5° относительно плоскости, перпендикулярной оси стержня.

2. Проверьте толщину цилиндрической части тарелки клапана. Стандартная толщина тарелки – 1,0 мм.

Примечание:
Если толщина цилиндрической части тарелки клапана меньше минимально допустимого значения, замените клапан.
3. Проверьте общую длину клапана.

Примечание:
Если общая длина меньше минимально допустимой, замените клапан.
Номинальная длина:
- впускной клапан – 95,45 мм;
- выпускной клапан – 95,40 мм.
Минимальная общая длина:
- впускной клапан – 94,95 мм;
- выпускной клапан – 94,90 мм.
4. Проверьте состояние торцевой поверхности клапанов на предмет наличия износа.
Примечание:
Если торец клапана изношен, перешлифуйте торец или замените клапан.
После перешлифовки проверьте общую длину клапана. Затем фрезой из твердого сплава с углом конуса 45° прошлифуйте седла клапанов, сняв минимальный слой металла только для очистки рабочих фасок седел. Проверьте правильность посадки клапана в седло.
5. Нанесите тонкий слой белил на фаску клапана. Прижмите рабочую фаску клапана к седлу, но не вращайте клапан. Затем уберите клапан и осмотрите седло и фаску клапана.
– Если краска остается по всей окружности (360°) фаски клапана, то клапан концентричен. В противном случае замените клапан.
– Если краска проявляется по всей окружности (360°) седла клапана, направляющая (втулка) клапана и седло клапана концентричны. В противном случае перешлифуйте фаску.
– Убедитесь, что пятно контакта находится в средней части рабочей фаски клапана и имеет ширину 1,0–1,4 мм. В противном случае скорректируйте фаску так, чтобы пятно контакта не было расположено слишком высоко на фаске клапана. Для перешлифовки седла используйте фрезы с углом конуса 30° и 45°.

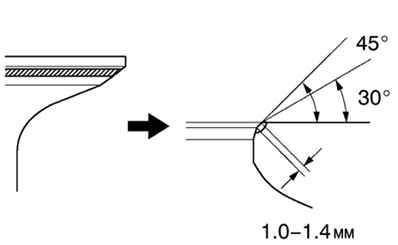
Схема перешлифовки седла фрезой с углом конуса 30° и 45°
– Если пятно контакта расположено слишком низко на фаске клапана, то для перешлифовки седла используйте фрезы с углом конуса 75° и 45°.
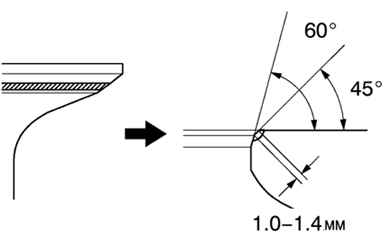
Схема перешлифовки седла фрезой с углом конуса 75° и 45°
6. Вручную притрите клапан и седло клапана с использованием абразивной пасты.
Мотоциклы Урал и Днепр
подскажите кто че клапана притирает всмысле приспособлений я один раз притарал не у себя на урале так: одевал шланг на клапан и сидел крутил туда-сюда пока руки не посинели но результат меня не особо устроил может есть что получше?а что если в дрель електрическую клапан захать и повертеть?
У меня знакомый на днепре так и сделал - очень даже удобно и быстрее получается.
на мой взгляд, при больших оборотах клапан начнет носить из стороны в сторону.что при обилии притирочной пасты может привести к предевременной кончине напрявляющих.
heh , nosit' iz storony v storonu
nu mozh togda chtob ne nosilo napravliajushije pomeniat' ? )
Если клапан без ступеньки (появляется в результате работы, удаляется наждаком на станке, чтобы не изменить угол тарелки) и направляющая без предельного зазора ( > 0.2 мм) и гнездо клапана не поцарапано, то притирается клапан с пастой ГОИ с помощью дрели за 10 минут.
Т.е. рецеп такой: засовываешь клапан на своё место с другой стороны на него одевашь шланг(можно законтрить проволокой чтобы не слетел, шланг не очень длинный) в другой конц шланга вставляешь пруток, пруток зажимаешь в электродрель. Добавляешь на притираемые места немного притирочной пасты. Берёшь дрель тянешь на себя закрепив головку цилиндра гденить или наступив на неё, начинаешь вращать клапан дрелью.
Если не так поправьте. Много ли пасты? Какую лучше. Как определить что клапан притёрся. ? Нужно ли его в процессе охлаждать водой? Как после сборки головки проверить клапана на герметичность?
А я использоват ручную дрель, зажимая в патроне непосредственно сам клапан.
Сумачечие. Не надо дрелью. Если седло и клапан нормальные, то притирка клапана займет 3 минуты. Покупаете пасту за 45 руб. АЛМАЗНУЮ. Берете специальный ключ с КАРДАНОМ за 50 руб (он дороже на 20 руб, но работать удобнее и правильнее это). Наносите 5-8 тоненьких полосочек поперек плоскости притирания и начинаете: 120 градусов без усилия прижатия в одну сторону, затем отрываете тарелочку от седла мм на 5 (что-бы выдавленная паста вернулась наместо притирки), затем прижимаете и 90 градусов в другую сторону. Тарелочку опять отрываете. Процедуру повторяете минуты 3. В результате клапан постепенно поворачивается вокруг своей оси. Если поверхности приобрели равномерный матовый слой, промывайте тщательно и проверяйте. Наносите простым карандашем риски на клапан и седло поперек вращения и без усилия прижатия проверните клапан на один оборот. Если риски стерлись (все и по всей длинне притираемых поверхностей), то процедура окончена.
[Редактировано 13/5/2003 evoluta]
Ключ стоит 50р, а дрель уже есть.
а нак герметичичность мне советовали проверять так : когда притираешь постой гоя с аллюминиевой стружкой и маслом.приподнимаешь клапан и появляеться пузырик своздухом вокруг клапана,так вот поднимаете на разные расстояния клапан если на 5-10мм пузырик не лопаеться значит притерлось все хорошо.ето так деды советовали с рем.цехов автомобильных.
Ну на счёт герметичности есть вариант такой. Налить в камеру сгорания какойнить жидкости текучей и посмотреть потечёт ли с другой стороны. Только вот какой жидкости. А из выше лписанного мне больше нравится способ с рисками карандашом.
Для Morfey: Величина пузырька будет зависеть от многих фактороа, например: Консистенция описаной табой чудо-притирки, Скорстью поднятия клапана, Степенью бодуна(если руки трясутся) и т.д.
Притирай притирочной пастой- она для этого и создана. Проверяй керасином, залитым канал.(Если несколько(точно не помню) секунд не протекает - значит нормально.
[Редактировано 14/5/2003 WW]
heh
a tipo vse golovki v ochen' horoshem sostojanii . da v osnovnom siodla pokryty rakovinami i bez dreli prosto zajebioshsia pritirat'
если керосином то вроде бы 30 секунд не должно протекать.а ведь дрель крутит в одну сторону а ето не особо хорошо если я не ошибаюсь
дрель нада с реверсом. и с регулируемым редуктором хорошо бы (хотя и с одним регулятором оборотов можно. )
А с ручной дрелью крути себе в любую сторону с любой скоростью.
Раковины снимать надо на токарном станке. Главное, чтобы угол был выдержан правильно. Иначе при притирке ты седло сточишь быстрее, чем клапан притрешь.
После этого притирка занимает достаточно мало времени даже руками.
Я так и делал. Набор обычный: притирочная паста и кусок шланга (желатель потолще, чтобы крутить рыками удобней было). Перед каждым прокручиванием приподнимал клапан и опускал обратно, чтобы он слегка стукнул по седлу. В этом случае, если туда попал какой-нибудь мусор, например, в виде кусочка металла - он должен вылететь. В случае с дрелью этот самый кусочек металла борозду просто на просто сделает. Поэтому притирать надо руками. Это не я придумал, знающие люди посоветовали. Да и притирать надо, пока клапан прилипать к седлу не начнет.
Дрель с реверсом загубишь основательно, да и реверсом щелкать заколебешься. Да и не сможешь ты останавливать её раньше 3-5 оборотов, а за эти лишние обороты клапан будет тереться посуху, что не гуд. НА ТОКАРНОМ станке не надо убирать раковины. За 600 рублей (а можно и подешевле поискать) приобретается набор из 2-х шарошек и 1-ой развертки для направляющей втулки клапана (что в прочем не дорого за спец инструмент). И шарошите наздоровье (после разворачивания), и гимору меньше и соосность стопудовая.
[Редактировано 14/5/2003 evoluta]
Алмазной пастой только раковины и риски выводить и только руками. Дрель таких рисок наоставляет - караул. Вот когда алмазной пастой задиры ликвидированы, я беру дрель с реверсом и регулятором оборотов, смываю пасту, наношу графитовую смазку и вперед. Получается самое оно. Ровный матовый цвет и керосин не протекает минут по 10. Но нужна твёрдая рука, чтобы не перекашивало. Самое прикольное, зажать башку в тисах по уровню строго горизонтально и клапан скоммутировать со сверлильным станком с помощью шпильки и куска бензошланга с хомутами. И во время притирки не выключая дрель просто елозить её вверх вниз, чтобы клапан отрывался от седла и снова садился. Ну и за смазкой следить конечно.
Блин, ВО АСЕХ УМНЫХ КНИГАХ НАПИСАНО, что притирать с переменой направления вращения.
Алмазная паста ВСЕГДА была финишная. У неё самая маленькая Rz. А то, что ты трёшь клапан по графитке, ничего хорошего не даёт. Либо у тебя сухое трение (что черевато задирами), либо трение по маслу (что равносильно нулю, ибо нахрена нужна смазка. ).
nu neznaju
vrode normal'no priteral drel'ju s reversom
tak kak v ruchnuju prosto zajebasli .
pravda almaznoj nebylo i poetomu vzial dva bruska i potior mezhdu soboj .potom etot abraziv s maslom smeshal i zajebis'
И сколько ты несчастную дрель мучал, какими оборотами притирал, какой зернистости бруски тер промеж себя, сколько оборотов в одну и в другую сторону подряд делал. Какова ширина притертых поверхностей получается. И вообще, надо всегда стремиться сделать как правильно, и только если это не оправдано тяжело (сложно, дорого . ) тогда уже искать методы достижения результата обходными путями. Помоему не дураки придумали технологию, они-же из чего-то исходили, когда её придумывали. Даже станок притирочный сделали с такой сложной кинематикой (что-бы и поворачивал на нужные углы и поднимал-опускал в нужный момент), чего проще - засунул голову в многошпиндельный сверлильный станок и хреначь головы. Лучше никак не притирать, чем кое как
Ну не наю. Дрель, дохренашпиндельный верстак и прочее, то что у каждого в конюшне стоит.
Мож новый цилиндр в сборе купить прошче?
Помнится в доблестной СовАрмии на своем козле притирал клапана.
Дык напаивал на шляпу шпильку, брал колворот и херачил руцами (подъем с поворотом естестт) а подмазывал -
наш мотор-масел + толченое в порошок стекло. Какое уж в те времена алмазное средство.
И вродь всегда в строю был. А ежели сейчас старый способ с новым средством? Дешево и сердито.
Не знаю про какую алмазную пасту вы говорите, но я брал Питерскую с самым малым размером частиц. Так вот, на упаковке прямо было написано крупными буквами Не использовать электродрель для притирки. Я попробовал электродрелью на самых малых оборотах и с реверсом. Паста один фиг оставляет риски, а вот ручной дрелью ничего. К тому же там же в инструкции написано, что пасту постепенно надо бодяжить маслом и заканчивать притирку на чистом масле. Так что не надо тут про размер частиц. Максимум, чего добивался на алмазной пасте это 1,5 - 2 минуты керосин не тек. Хотя в принципе и этого достаточно.
И откуда сухое трение у графитовой смазки. Это же СМАЗКА. И там на флаконе написано, можно использовать для конечной притирки клапанов. Я попробовал и мне понравилось.
Алгоритм такой. На дрели выставляются малые обороты, наносится паста и вперед. Минуту в одну сторону, переодически отрывая клапан от седла, потом переключаешь реверс, убираешь железную пыль, наносишь еще смазки и вперед. И так несколько раз.
Притрал дрелью , между клапаном и дрелью рез муфра-трубка (чтоб втулки не убить) с пастой за 25 рублей, вконце на чистом масле оч долго. ЗАЛИТЫЙ ТОСОЛ НЕ ПРОТЕКАЛ ДВА ДНЯ.
Я притирал импортной пастой (2 в одной упаковке COARSE и FINISH) пользовался дрелью.
На засухаренных клапанах керосин не должен течь несколько часов.
Только руками и только пасты. А от большинства советов у головки(мотоциклетной) сухари дыбом встанут(в смысле от страха). Убийцы головок. А керосин не должен протекать хотябы 2 минуты. Керосин, а не бензин, т. к. у керосина текучесть выше.
для свин: А я дрелью притирал и все ок было. А Ванитч вообще болгаркой Тож все ок, смотря какая паста. И керосин за сутки тока с одного клапана потек!
Вот не лень было сутки ждать.
Когда трешь дрелью образовываються борозды по окружности, изза них один клапан и потек. И потом на этих бороздах нагару легче осадиться. Поэтому и трут руками туда-сюда
для свин:
Хуюшки, никаких борозд
для свин: Точно, зависит как тереть. если пол часа дрелью гонять - то борозды реальные будут. а немного повертеть на невысоких оборотах,прижимая хорошенько пальцем клапан - и на последок ручками доработать чуток - все зашибись.
Для паштет: СА-А-АМ хуюшки. Но вобше если седло в норме , то могет и ничего на невысоких оборотах и нежно, но апосля все равно лучше рученками лучше поработать. Потому как можно и дрелью притереть а потом он через 1000км потечет, а хотя Х.З. , но я предпочитаю както аккуратно.
бла бла бла. мля. стоит сверлильный станокккк. брёш прут - на него шлангачку - хамутами нна.
в другой канецц пхаешш клапан (для малдаван - ужой вставленный как положенна) смазуваш крецыл его алмазной %уйнёй - НО И МАСЛО НЕ ЗАБЫТЬ ННА - бо можно сёдла утереть в усмерть. воть. закрепляш хамутами всё эт дело - включаш станок. и давай под собсным весом потёр 5-6 сек - приподнял - и так пока вибрация не пропадёть - реально мин 3-4. птом снимаш и сотриш на бороздки на клапани - 1 мм - карашо - больше - РУЛЬНО.
проверяш - киросинкой - у ней матьеянннах текучка карооооооошая - сразу видна держит клапан иль нет. воть.
другая технология, тоже на сверлильном станке (хотя и ручками можно):
1. в резиновую шайбу закручиваем шпильку и зажимаем в патрон
2. наносим на тарелку пасты, клапан в головку (снизу чем-нить подпружинить, дабы тарелка клапана отрывалась от седла)
3. центруемся в станке, и крутим <--->, мягонько прижимая клапан к седлу резиновым набалдашником.
4. повторить пп.2-3 до полного удовлетворения с соблюдением чувства меры.
я так и на урале и на 2101 и на ГАЗ66-м притирал
все довольны.
Да, ручками на "копейке" притирал нынче летом ваще элементарно:
в одну руку нижний сайлентблок, другой рукой снизу обеспечиваем пружинящий упор и понужаем. красота!
Я притераю в ручную смесь делаю : моторное масло + образивная пыль , притераеться в течении 10 минут держат отлично таким макаром я притер уже не один десяток.
Мазда 3 регулировка клапанов
Зазор клапанов следует регулировать только в случае обнаружения неправильной регулировки, замены или притирки клапанов, замены толкателей или распределительного вала.
МОДЕЛИ 1905 см3 И 1998 см3 C 16 КЛАПАНАМИ
Модели 1905 см3 и 1998 см3 с 16 клапанами имеют автоматическую регулировку зазоров клапанов.
Зазор клапанов проверяется щупом между кулачком и толкателем. Перед проверкой зазора двигатель при открытом капоте должен остывать по крайней мере 2 часа.
Пример вычисления толщины регулировочной пластинки клапана
2 – различие между 1 и 3,
5 – толщины новой пластинки
1 – маслопровод смазки подшипников распределительного вала
Один из методов последовательности проверки зазора клапанов
Довести до полного открытия выпускной клапан цилиндра №
Отрегулировать зазор следующих клапанов
впускной 3 цил., выпускной 4 цил.
впускной 4 цил., выпускной 2 цил.
впускной 2 цил., выпускной 1 цил.
впускной 1 цил., выпускной 3 цил.
– если измеренная величина зазора слишком большая, то следует установить пластинку большей толщины, на величину, записанную на линии 2.
После замены одной из деталей системы газораспределения или после притирки клапанов следует установить 8 регулировочных пластинок толщиной, по крайней мере, 2,15 мм.
Регулировка тепловых зазоров в механизме привода клапанов Мазда 3
Отсоедините отрицательный провод аккумуляторной батареи.
Снимите правое колесо.
Снимите правый брызговик.
Выверните свечи зажигания.
Отсоедините высоковольтный провод.
Отсоедините разъем управляющего масляного клапана (OCV).
Снимите шланг вентиляции.
Снимите крышку головки блока цилиндров. Удостоверьтесь, что двигатель холодный.
Снимите приводной ремень.
Снимите правый объединенный вал с промежуточного карданного вала.
| Рис. 2.78 . Нижняя заглушка передней крышки двигателя: 1 – заглушка |
Снимите верхнюю заглушку передней крышки двигателя.
| Рис. 2.79 . Нижняя заглушка блока цилиндров: 1 – заглушка |
| Рис. 2.80 . Установка специального устройства |
Поверните коленчатый вал по часовой стрелке до ВМТ поршня цилиндра №1.
Ослабьте цепь привода механизма газораспределения.
а) Используя подходящую отвертку или аналогичный инструмент, разблокируйте храповик натяжителя цепи.
б) Поверните распредвал привода выпускных клапанов по часовой стрелке, используя соответствующий гаечный ключ (шестигранник) и ослабьте цепь привода механизма газораспределения.
| Рис. 2.81 . Фиксация направляющей цепи в положении ослабления |
| Рис. 2.82 . Фиксация распредвалов привода выпускных клапанов |
| Рис. 2.83 . Нижняя заглушка блока цилиндров: 1 – звездочка распредвала впускных клапанов |
| Рис. 2.84 . Порядок ослабления болтов распредвала |
| Рис. 2.85 . Порядок затягивания болтов распредвала |
моментом 5,0–9,0 Н·м;
моментом 14,0–17,0 Н·м.
Болт звездочки распределительного вала не затягивайте. Сначала проверьте момент открытия или закрытия клапана, затем затяните болт.
Mazda 3 | Регулировка тепловых зазоров в механизме привода клапанов | Мазда 3
Отсоедините отрицательный провод аккумуляторной батареи.
Снимите правое колесо.
Снимите правый брызговик.
Выверните свечи зажигания.
Отсоедините высоковольтный провод.
Отсоедините разъем управляющего масляного клапана (OCV).
Снимите шланг вентиляции.
Снимите крышку головки блока цилиндров. Удостоверьтесь, что двигатель холодный.
Снимите приводной ремень.
Снимите правый объединенный вал с промежуточного карданного вала.
| Рис. 2.78. Нижняя заглушка передней крышки двигателя: 1 – заглушка |
Снимите верхнюю заглушку передней крышки двигателя.
| Рис. 2.79. Нижняя заглушка блока цилиндров: 1 – заглушка |
| Рис. 2.80. Установка специального устройства |
Поверните коленчатый вал по часовой стрелке до ВМТ поршня цилиндра №1.
Ослабьте цепь привода механизма газораспределения.
а) Используя подходящую отвертку или аналогичный инструмент, разблокируйте храповик натяжителя цепи.
б) Поверните распредвал привода выпускных клапанов по часовой стрелке, используя соответствующий гаечный ключ (шестигранник) и ослабьте цепь привода механизма газораспределения.
| Рис. 2.81. Фиксация направляющей цепи в положении ослабления |
| Рис. 2.82. Фиксация распредвалов привода выпускных клапанов |
| Рис. 2.83. Нижняя заглушка блока цилиндров: 1 – звездочка распредвала впускных клапанов |
| Рис. 2.84. Порядок ослабления болтов распредвала |
| Рис. 2.85. Порядок затягивания болтов распредвала |
моментом 5,0–9,0 Н·м;
моментом 14,0–17,0 Н·м.
Болт звездочки распределительного вала не затягивайте. Сначала проверьте момент открытия или закрытия клапана, затем затяните болт.
Снимите болт (M6х1,0, длина 25–35 мм) с передней крышки двигателя, чтобы натянуть цепь привода механизма газораспределения.
Поверните коленчатый вал по часовой стрелке до ВМТ поршня цилиндра №1.
Удерживайте распредвал привода выпускных клапанов, используя подходящий гаечный ключ (шестигранник) (см. рис. 2.82).
Затяните болт звездочки распредвала привода выпускных клапанов моментом затяжки 69–75 Н·м.
Снимите специальное приспособление с распредвала.
Снимите специальное приспособление из отверстия нижней заглушки блока.
Поверните коленчатый вал по часовой стрелке на два оборота до положения ВМТ. Если положение ВМТ не достигается, ослабьте болт шкива коленчатого вала и проведите все операции, начиная с установки специального приспособления (см. рис. 2.80).
Нанесите кремниево-органический герметик на верхнюю заглушку передней крышки двигателя.
Установите верхнюю заглушку передней крышки двигателя, затянув ее моментом затяжки 10 Н·м.
Установите нижнюю заглушку блока цилиндров, затянув ее моментом затяжки 18–22 Н·м.
Установите новую нижнюю заглушку передней крышки двигателя, затянув ее моментом затяжки 12 Н·м.
Установите правый промежуточный вал привода и объединенный вал.
Установите приводной ремень.
Установите крышку головки блока цилиндров.
Присоедините шланг вентиляции.
Подсоедините разъем управляющего масляного клапана (OCV).
Подсоедините высоковольтный провод.
Вверните свечи зажигания.
Установите правый брызговик.
Установите правое колесо.
Mazda 3 | Регулировка тепловых зазоров в механизме привода клапанов | Мазда 3
Снимите крышку аккумуляторной батареи.
Отсоедините отрицательный провод от аккумуляторной батареи.
Снимите переднее колесо и шину (правый).
Снимите узел воздушного фильтра.
Снимите катушки зажигания.
Отсоедините шланг вентиляции.
Снимите крышку головки блока цилиндров.
Снимите приводной ремень.
| Рис. 2.237. Снятие заглушки передней крышки двигателя: 1 – заглушки |
| Рис. 2.238. Установка болта в технологическое отверстие |
| Рис. 2.239. Ослабление натяжения цепи привода механизма газораспределения |
Утопите соединительную пластину натяжителя цепи через технологическое отверстие с левой стороны, используя тонкую отвертку с плоским шлицем (прецизионная отвертка).
| Рис. 2.240. Вращение шкива коленвала |
| Рис. 2.241. Перемещение рычага натяжителя |
| Рис. 2.242. Фиксация рычага натяжителя установленным болтом |
| Рис. 2.244. Снятие звездочки привода распредвала со стороны впуска |
| Рис. 2.245. Порядок ослабления болтов крепления крышки подшипника распредвала |
Снимите крышки подшипника распредвала.
Снимите распредвалы привода впускных и выпускных клапанов.
Снимите толкатели клапанов.
Подберите соответствующий толкатель клапана согласно результатам проверки клапанных зазоров и установите его.
Толкатель клапана, который будет выбран: толщина снятого толкателя клапана + измеренный клапанный зазор – стандартный клапанный зазор (0.3 мм).
Стандартный клапанный зазор (на холодном двигателе): 0.27–0.33 мм.
| Рис. 2.246. Выравнивание установочных меток на шкиве коленвала и предней крышке двигателя |
Установите распредвалы привода впускных и выпускных клапанов, при этом поршень цилиндра №1 должен находиться вблизи положения ВМТ такта сжатия.
| Рис. 2.247. Положения крышек подшипников распредвала |
| Рис. 2.248. Порядок затягивания болтов крепления распредвала |
Момент затяжки: 11,3–14,2 Н·м.
| Рис. 2.249. Выравнивание установочных меток на распредвалах по верхней горизонтальной поверхности головки блока цилиндров |
Зафиксируйте распредвал от проворачивания, удерживая его гаечным ключом за шестигранник.
Затяните болт крепления звездочки распределительного вала.
Момент затяжки: 6–60,8 Н·м.
Отверните болт (M10ґ1,25), удерживающий рычаг натяжителя.
Убедитесь в том, что цепь привода механизма газораспределения не имеет провисания, а затем проверьте совпадение меток на звездочке распределительного вала и шкиве коленвала.
Проверьте момент открытия и закрытия клапанов повернув коленчатый вал по часовой стрелке на два оборота.
| Рис. 2.250. Места нанесения герметика |
Установите заглушку передней крышки двигателя.
Момент затяжки: 3. 0–5.0 Н·м.
Установите приводной ремень.
Установите крышку головки блока цилиндров.
Подключите шланг вентиляции.
Установите катушки зажигания.
Установите воздушный фильтр в сборе.
Установите переднее колесо (правое).
Тепловые зазоры привода клапанов и их регулировка
Система управления и диагностика дизельного двигателя
3.2.6 Проверка и регулировка клапанных зазоров (модели 1.3 л)
Сервисное обслуживание и эксплуатация
Руководства → Mazda → 3 (Мазда 3)
Проверка и регулировка клапанных зазоров (модели 1.3 л)
1 — Измерительный щуп 2 — Контргайка
3 — Регулировочный винт
4 — Отвертка 5 — Ключ
Толкатели клапанов двигателей объемом 1.6 л оборудованы гидравлическими компенсаторами, а потому необходимость в регулировке клапанных зазоров отпадает.
3. С целью обеспечения доступа к первым двум клапанам выверните крепежный болт и снимите установленный под крышкой заливной горловины двигательного масла маслоотражатель А. 4. Толкатель подлежащего регулировке клапана должен упираться в пятку соответствующего кулачка распределительного вала (достигается проворачиванием коленчатого вала). Для удобства клапаны нумеруются, начиная от ближайшего к цепи привода ГРМ. Регулировка производится в соответствии с данной нумерацией, что позволяет избежать лишних проворачиваний коленчатого вала. Ниже приведена таблица, при помощи которой удобно определять порядок выполнения регулировок:
5. Требуемые размеры клапанных зазоров приведены в Спецификациях. Для выполнения регулировки ослабьте гаечным ключом шестигранную контргайку сферической опоры коромысла. Опора при этом удерживается от проворачивания отверткой. 6. Введите лезвие измерительного щупа соответствующей требованиям Спецификаций толщины в зазор между торцом стержня клапана и рабочей поверхностью коромысла его привода. Вращением регулировочного винта сферической опоры добейтесь плотной посадки лезвия в зазоре. Зафиксировав опору в требуемом положении, затяните контргайку и повторите проверку. 7. Соответствующим образом проворачивая коленчатый вал, повторите процедуру для оставшихся клапанов в оговоренном выше порядке.
8. Установите маслоотражатель и с требуемым усилием затяните крепежный болт. Установите на место крышку головки цилиндров и (если снимали) свечи зажигания (см. Раздел Замена свечей зажигания - модели 1.3 л).
2.2.2.5 Регулировка зазоров между кулачками распредвала и рычагами клапанов
Считая от привода распределительного вала: – клапаны № 1, 3, 6, 8 – выпускные;
– клапаны № 2, 4, 5, 7 – впускные.
Зазоры регулируются с помощью регулировочных шайб, которые изготавливаются толщиной от 3 до 4,25 мм с шагом 0,05 мм. Толщина написана на одной стороне шайбы.
Зазоры на холодном двигателе (при температуре охлаждающей жидкости 20 ± 5° С) должны быть: – для впускных клапанов 0,20 ± 0,05 мм;
– для выпускных клапанов 0,40 ± 0,05 мм.
Зазоры на теплом двигателе (при температуре охлаждающей жидкости 35° С и выше) должны быть: – для впускных клапанов 0,25 ± 0,05 мм;
– для выпускных клапанов 0,45 ± 0,05 мм.
Зазоры в приводе клапанов регулируют на теплом двигателе при температуре охлаждающей жидкости 35° С после пробега 30 000 км. Необходимо также регулировать зазоры после притирки и шлифовки клапанов и седел клапанов, после замены распределительного вала. В этих случаях через 1000 км пробега нужно повторно проверить зазоры в приводе клапанов на теплом двигателе.
Предупреждение. Запрещается проворачивать коленвал при снятой регулировочной шайбе, т. к. при этом распределительный вал может повредить толкатель.
Смотрите также
Читайте также:
- Пежо 206 через сколько менять грм
- Снять ремни безопасности сузуки сх4
- Byd f3 когда менять ремень
- Схема двигателя мерседес 350
- Предпусковой подогреватель двигателя kia rio