
Продувка гбц ваз классика
Обновлено: 29.04.2024
Ньюансы портинга ( распил гбц )
Привет! Если ты это читаешь, то головку блока цилиндров ты будешь распиливать сам, не так ли! На просторах интернета есть куча информации по этой теме. Ты уже знаешь, как делается портинг,какими шарошками и т.д. но я хочу рассказать о методах ,основанных на моём опыте.
Итак! Рассмотрим портинг на примере гбц ваз 8 кл.
Я считаю, что огромные каналы нам не нужны. Важно сделать канал оптимальной формы, без резких перепадов и поворотов,во избежание срыва потока. Уделить внимание нужно отрезку канала в месте,где расположена ножка клапана. А именно - канал должен чуть расшириться именно в месте выхода направляющей клапана, которая перекрывает часть сечения,поэтому нужно компенсировать проходимость этого участка удалением лишнего металла в этой области.
Металла со стороны захода (однобоко) канала в цилиндр надо снять больше. Примерно так..
Это нужно сделать именно так,потому что тарелка клапана с одной стороны экранирована стенкой цилиндра. Такая искривлённая форма канала улучшит наполнение цилиндра, так как газы должны ,в идеале,заходить по спирали,заполняя цилиндр.
Кстати, перед распилом нужно демонтировать направляющие! А после распила , и соответственно перед их установкой ,нужно доработать их таким образом,чтобы исключить перекос направляющих клапана.Примерно так..
Доработка камеры сгорания так же даёт хороший результат! Клапан экранирован стенкой камеры сгорания с одной стороны.
На рисунке видно,что убирать металл надо по краям камеры сгорания.
Хочу отметить,что вытеснители спиливать в камере сгорания не стоит!Внимание уделяется и седлу клапана,а именно - его фаске .
Седло не должно быть просаженным, так как это уменьшит клапанную щель. Уделить внимание нужно и объёму камеры сгорания. А именно - объём камер сгорания нужно измерить ,а при необходимости уравнять методом снятия излишек металла. Положительный результат даёт так же полировка днища поршней и камеры сгорания, но переоценивать эту процедуру не стоит,так как эффект хоть и есть,но не значительный.
Выпускной канал сильно распиливать нет смысла,хотя огрехи и неровности литья убрать нужно обязательно. Нормальное явление - когда диаметр выпускного канала в гбц чуть меньше, чем канал в выпускном коллекторе. Образовавшаяся там ступенька должна быть и сглаживать её не нужно! Так как она служит для погашения обратной волны в системе выпуска.
А вот в сопряжении впускного коллектора и головки блока нужно обязательно сгладить все ступеньки . Коллектор подгоняется,обычно, точно по прокладке.
Впускной канал не должен быть слишком большого диаметра! Это важно! Так как скорость потока снижается с увеличением сечения канала и наполнение цилиндра на низких оборотах ухудшается.
Для вазовской головки я бы не рекомендовал диаметр впускного канала больше 34 мм.
Есть ещё один ньюанс! При распиле гбц переднеприводного ваз 8 кл. случается вскрытие масляного канала во впуске 3-4 цилиндра. Приходится завтуливать этот канал трубкой, после чего нужно не забыть просверлить стенку трубки со стороны распредвала сверлом.
Доработка ГБЦ классики

Хочу немного рассказать о самостоятельной доработке головки блока ВАЗ.
Эта доработка также применима и к остальным автомобилям серийного производства,так как при серийном выпуске деталей,точность изготовления уменьшается,появляются большие допуска,особенно для отливок.
Доработка ГБЦ операция не простая, подходить к ней следует серьёзно и с трезвой головой.Нам нужно снять головку блока. Я на неё потратил 2 дня,но об этом не пожалел.Конечно зверем ваша машина не станет,но почувствуете заметную разницу,движок будет "дышать",развивать обороты быстрее.
Проблема кроется в стыках ГБЦ с впускным и выпускным коллекторами. "Ступеньки"могут достигать до 5 мм.Представьте какая преграда на пути воздушного потока,движущегося почти со скоростью звука. Что нужно(без набора ключей для снятия и разборки ГБЦ)
1) Небольшая электродрель
2) Борфреза(лучше разных форм и твёрдосплавные)
3) Шарошка из абразивного материала
4) Стеpжень (или тpубка) для шлифовки - диаметp 5-6 мм, длина 150-180 мм,
с одной стоpоны нужно сделать пpодольную пpоpезь ножовочным полотном
на длину 20-25 мм.
5) Наждачная бумага помельче(но не нулёвка)
6) Круглый напильный(побольше)с мелкой насечкой
7) Острая чертилка
Снимаем ГБЦ,на класике рекомендую снять капот,а то он будеть мешать, предварительно очертив карандашом или маркером места крепления,чтобы потом не регулировать его.
Процедура снятия/установки ГБЦ подробно расписана в "умной книжке" (руководстве по эксплуатации).
Разбираем головку,может понадобиться съёмник для клапанов(желательно), хотя можно воспользоваться и подручными средствами.

Закрепляем её на столе или другом удобном месте,по старой прокладке отчерчиваем границы впускных и выпускных каналов.Вообще их хорошо видно на бывшей в работе головке,там остаются следы нагара.А ещё точнее можно сделать с помощью пластилина,разогрейте его руками,облепите каналы головки вокруг,смочите водой коллектор и прижимите посильнее, выдавленный пластилин убираете,и сразу становиться видно в какую сторону расстачивать.После чего потихоньку,аккуратно доводим стыки каналов.
Движения проводите по дуге,не останавливаясь на месте,чтобы не было зарезов,и медленно перемещаетесь в глубь каналов,выводите форму канала так,чтобы небыло резких закруглений,горбов и "ступенек",по возможности, радиуса внутри каналов должны быть как можно больше.
Правильность формы проверяйте проводя пальцем,как можно чаще,лучше недорезать, чем перерезать.
Следующий шаг нашей доработки ГБЦ: проверка сопряжений каналов с сёдлами клапанов,тут тоже бывают ступеньки,убираем их.Делайте это очень аккуратно,чтобы не повредить фаску седла клапана.Со стороны камер сгорания тоже неплохо бы сделать скругления в каналах,только осторожнее (потребуется выпрессовка направляющих втулок клапанов).
Теперь берём трубку(стержень)с прорезью на конце,в прорезь вставляем наждачку и обматываем вокруг стержня,и начинаем шлифовку каналов ГБЦ. Пришла очередь впускного и выпускного коллекторов,с ними поступаем аналогично ГБЦ.

На фото видны места
пластилином,как было описано
выше.Каналы в коллекторе
нужно сделать вровень с
каналами в ГБЦ,или чуть
смесь не нашла себе преград.
Так же как и ГБЦ шлифуем впускной коллектор. Теперь круглым напильником стачиваем лишнюю сварку внутри каналов приёмной трубы(штанов),где приварен фланец к трубам,шов может выступать на 5 мм по окружности.
Проще приёмную трубу снять с машины,так будет намного удобней.
Перед сборкой тщательно промойте и продуйте детали от стружки и абразивной пыли,и обязательно смажте маслом стальные детали,купите новые прокладки и проверьте их на соосность каналов,при необходимости подрежте.
Собираем и устанавливаем на место,не забудьте старую прокладку ГБЦ и блока, сменить на новую.
После этой операции я был приятно удивлён, когда на своей "семёрке" при разгоне легко поднял стрелку до 5500 об/мин,даже чуть-чуть перевалил,такого раньше не было,она разгонялась не охотно.
Если вам этого мало, но есть терпение и время,и самое главное желание. можно увеличить диаметры каналов,это даст уже ощутимую прибавку к мощности и оборотам.
Ветошь и наждачка:грубая,средняя и мелкая.
Два длинных болта,один можно гнутый,или придётся погнуть чуть-чуть.
Две шайбы диаметром на 1 мм меньше расчётного диаиметра каналов, для контроля диаметра каналов,впускные растачивают до 34мм,выпускные до 30,больше опасно.
Вот примерно,что нужно:

Наматываем на сврло ветошь
с грубой шкуркой,чтобы плотно
входило в канал, и аккуратно
расстачиваем,начинать лучше с
контролируйте толщину стенок.
Вот такая разница получается:

Контроль производят вот так:

Шайбы должны проходить
Впускной коллектор,больше чем на 2/3 длины расточить сложно,оставшуюся перегородку убирают при помощи сверла.

Следующий этап-шлифовка,
то есть обрабатываем более
мелкой шкуркой,а потом совсем
мелкой(но не нулёвкой), не
Со стороны коллектора в ней можно,как уже говорилось,сделать диаметр немного больше.Протачиваем до направляющех втулок(их лучше выпрессовывать,что бы не повредить),потом начинаем обрабатывать со стороны камер сгорания,осторожнее с сёдлами клапанов.

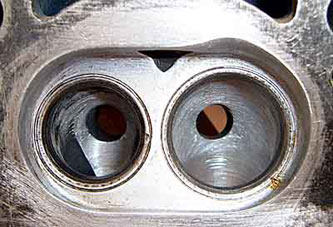
Хорошо видно, как убирается нарост вокруг отверстия под направляющую втулку, который очень неслабо закрывает канал:


После обработки всё промывается и сушиться.
Впуск: коллектор 34 (было 29), каналы ГБЦ 34 (было 29),у седла 33.5 (было 32.5)
Выпуск: каналы у седла 28 (было 27, наполовину перекрыты выступом под направляющую), на выходе из ГБЦ 30 (было 27), коллектор 30(было 29), седла 28 (были 27.5).
Результаты - в головке глядя на вход в канале, можно увидеть выход, в недоработанной такого нет:

Теперь насчет направляющих. Тщательно взвесив все за и против, решил остановиться на своем варианте и пилить ее сложно-пространственно.
Для начала разметил на ней метчиком линию, по которой она торчит в канале, также по всему периметру (чтоб легко точить и потом запрессовывать) прочертил ее перед и зад.

Смысл был в том, чтобы
торчащего металла, и в
то же время оставить по
максимуму по площади
канала изнутри (масло) и
не трогать вообще ее
(разобъет), и при этом все
Впускные получились по
Как видно, на пятке (та сторона, на которую давит при работе клапан) я практически не трогал металл, поэтому вряд-ли деформируется.
С выпускными немного тяжелее - там и отвод тепла и нагруженность сильнее, и направление потока больше. Поэтому смысл такой-же, но объем работ значительно меньше:
Продувка гбц 2101 с радиусным седлом
Всем привет.
Надеюсь ВЫ помните недавно у нас на продувке побывала гбц от мотоцикла спидвей.
Ее график продувки не мог, не удивить и не заставить желать, такие показатели.
Промерив радиусы и всякой еще хреновины, я попробовал по подобию создать канал на гбц от классики.
Конечно копировать в пропорциях не представится возможным никак, но ход мысли инженера был понятен и я реализовал лишь так сказать, тенденцию.
Как я говорил ранее, о том, что хочу показать опыт по поднятию средней скорости потока в канале.
По сути перед мной стояла задача максимально обрушить скорость потока не только в клапанной щели, но и в полости перед седлом.(это сделаю в следующий раз)
Значительно увеличивать сечение в зоне перед седлом я не стал, как и не стал уменьшать сечение в канале для максимальной скорости по потоку. (так же возможно это сделаю в следующий раз)
Вообщем, решил делать все поэтапно. Останавливаюсь на размере сечения канала близкому к заводским размерам. С учетом ликвидации прилива.
Напомню задача смоделировать канал с высокой скоростью потока надо мне 130 м\с невзирая на количество при этом CFM. Под установку распредвала с широкими фазами.
Если все таки и пытаться воссоздать такой канал с такой скоростью, то надо это делать с высокой эффективностью, так скажем, что бы использовать скорость и инерцию потока решено и изменить угол атаки потока на клапан.
В итоге, режем канал с углом наклона в 20 град относительно плоскости коллекторов, до направляющей втулки. Канал конечно же вскрылся и нам пришлось замазать все сваркой. Диаметр у нас вышел в 31,7 (около того) . Никаких овальных сечений! И стараемся максимально увеличить длину канала с сечением такого размера не изменяя его до самого "поворота" т.е. до направляющей втулки.Это позволит нам немного спрямить поток, конечно о 10-ти диаметров и даже о 5-ти диаметров речи не веду в нашем случае с продувкой, но это сработает если будет такое же начало в виде впускного коллектора(тему о продувке "труб" различного типа разжуем и выложим позднее после произведенных испытаний)
Далее наш запланированный канал, должен немного увеличиваться до диаметра примерно равного в 32.5мм. Т.е. по сути плавно увеличиваем менее, чем на 1мм в диаметре, от направляющей втулки до седла. По факту нам пришлось не резать металл, а добавлять материал в виде "холодной сварки" при производстве нашей геометрии именно той, что нам нужно. Радиусы перехода плоскостей канала(повороты), были увеличены и в этом нам опять же помогла "холодная сварка" . Это видно по добавлению материала на канал со стороны большего радиуса к седлу.
Седло клапана было обработано с радиусом в 16мм. Причем вершина радиуса находилась в миллиметре ниже от стыка седла и колодца.
В камере сгорания воссоздали плавный переход от днища камеры сгорания к стенке с помощью той же "холодной сварки" обработав нанесенный материал инструментом с радиусом в 6мм. Хочу сказать о том, что в последствии сварка оторвалась и мы получили падение наполнения более, чем в 10CFM причем на больших значения подъема.
Фото с замерами предоставлю с целой геометрией к.с. где материал еще не оторвался.
клапана на это седло установили с диаметром в 39мм. С одной фаской и не уменьшенной ногой.
Кстати рабочую фаску в 45град пришлось резать зацепив уже алюминий. Ну думаю простительно так как мы сделали всего лишь макет.
Устал печатать текст.
Далее давайте посмотрим на фотографии …
Представлены фото поведения нити указывающей на течение потока при различных высотах подъема клапана. Думаю ВАМ удастся разглядеть величину подъема клапана, анализируя размер клапанной щели. Высоты подъемов при которых производились фото : 1мм, 3мм, 6мм, 11мм, 12мм
Доработка ГБЦ классики
Отсюда видно, что размеры канала значительно уступают по сравнению с другими узкими местами впускного тракта. Это действительно только в момент полного открытия клапана, но это время почти полного открытия подавляющее. Короче, нада делать.
Максимум (покажу на фото) - это 34мм, на большее стандартный коллектор не расточить, стенка 1мм остается.
Считаем с учетом того, что клапанную ножку обточим до 7мм, а направляющую срежем заподлицо:
(34*34*3,1415/4)-(7*7*3,1415/4) = 909 - 39 = 870 мм2
получается, увеличиваем площадь самого узкого места на 70%, неплохо.
Начнем с замера мощности:
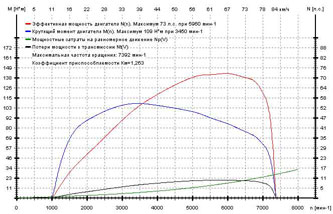
Абсолютные данные не точные, но в сравнении - ценная информация.
От составителя: Двигатель 1300, ГБЦ 2101, система питания – Webber 2101 23х24
Далее голова снимается с машины, разбирается и моется.
Шикарно конечно моется углекислотой, но не было огнетушителя под рукой. Мыл обычным керосином, а потом в ванной щеткой с порошком. Кстати, нужно не забыть смазать маслом все стальные детали (направляющие, седла, втулки под рокера), чтоб ржа не схватила.
Еще неплохой по слухам метод, когда ВД40 растворяется в незамерзайке. жидкости для омывателя - получается белая эмульсия, которая все смывает легко.
Шпильки, кстати, лучше тоже скрутить, но мне покуда не мешали.

Направляющие выбиваются приспособлением, которое я изготовил из болта. Выбиваются легко и непринужденно. наружа приспособы 13.5, внутренний штырь для направления - 8мм.
Теперь все готово для пиления каналов. Я бы советовал начинать с коллектора, поскольку в голове запаса металла по краям больше, лучше подгонять голову под коллектор а не наоборот.
Замеры: каналы в голове 29, выпуск 27, в коллекторе - 29, вып. коллектор 29.
растачивал я шкуркой в дрели. Самая эффективная головка ИМХО - это вал (в моем случае сверло толстое), на который наматывается ветошь, а на нее - полоса шкурки дето в 20см длиной (ессно все внахлест мотается, чтоб не соскакивало)
Использовал я самую грубую шкурку НА ТРЯПИЧНОЙ ОСНОВЕ какая только была под рукой - это 24-ка. Один канал в голове я ею делал за 2 часа.
Также для удобства сделал наборчик шайб на палочке (см. фото), номинальной (34мм) и уменьшенного диаметра (33) и комплект для выпуска. Такими ну очень удобно контролировать диаметр канала, чтоб не махнуть лишку - такая шайба должна свободно проходить по каналу перпендикулярно оси, и не сильно болтаться.
Технология - мотаем ветошь со шкуркой так, чтобы "головка" еле лезла в дырку, начинаем сверлить потихоньку пропихивая все дальше, покуда шкурка не рассыплется. Потом можно кусок оторвать или перевернуть полоску и заново. Контролируем диаметр шайбой, новую полосу шкурки и заново поехали.
неплохо бы еще заиметь инструмент для измерения толщины стенок, но я пользовался пинцетом с налепленными на концы кусочками пластилина.

Коллектор:
разительно отличаются по диаметру пропиленные каналы от не пропиленных:

коллектор точится значительно тяжелее чем голова, из-за того, что можно подлезть только с одной стороны (со стороны карба не сильно то и просунешься).
Смог пропилить коллектор до 34-х только на 2/3, пришлось устранить сверлом перегородку между каналами:
как было


Все, шайбы свободно проходят:

Теперь очередь головы.
А потом поехали. Растачиваем равномерно со стороны коллектора, покуда шайба не будет пролазить до дырки под направляющую, потом лучше точить со стороны КС. С этой стороны осторожнее с седлами. Растачиваются они на удивления быстро и легко, можно полностью уничтожить место под фаску.
разница очевидна:

Хорошо видно, как убирается нарост вокруг дырки под направляющую, который очень неслабо закрывает канал:

Каналы все пропилены, голова вымыта. Не забыть все стальные части перед мойкой смазать маслом, седла клапанов в первую очередь!). Для промывки системы охлаждения использовал электролит для акку - т.е. серную кислоту. Перевернул голову вверх тормашками, закупорил все отверстия и аккуратно, чтоб кислота не попала на наружную поверхность головы (она все ж алюминий хорошо ест), заливал внутрь, медленно покачивая голову. Накипь, налет и ржа растворяется полностью за несколько секунд, полный цикл возни головы в кислоте не думаю, что нужно растягивать более чем на 5 минут. Также аккуратно кислоту сливаем.
На фото отлично виден уровень стояние кислоты - сверху все грязно, снизу девственно чистый алюминий:

После голову сразу промыть, можно в растворе соды или стирального порошка и побыстрее высушить. Например, в духовке =)


впуск коллектор 34 (было 29), каналы 34 (было 29), седла 33.5 (было 32.5)
выпуск каналы у седла 28 (было 27, наполовину перекрыты выступом под направляющую), на выходе из головы 30 (было 27), коллектор 30(таким и был), седла 28 (были 27.5).
Ушло 0.5 м2 шкурки №24 и гдето столько же ветоши. На канал в впускном коллекторе уходило 2 часа, в голове впуск - 1 час. В голове выпуск - пол часика.
Нарезал небольшие ушки в КС:
Результаты - в голове глядя на вход в канале, можно увидеть выход, в недоработанной такого нет:


Теперь насчет направляющих. Тщательно взвесив все за и против, решил остановиться на своем варианте и пилить ее сложно-пространственно
Для начала разметил на ней метчиком линию, по которой она торчит в канале, также по всему периметру (чтоб легко точить и потом запрессовывать) прочертил ее перед и зад.

Смысл был в том, чтобы максимально снять торчащего металла, и в то же время оставить по максимуму по площади канал изнутри (масло) и не трогать вообще ее нагруженную сторону (разобъет), и при этом все максимально аэродинамично сгладить.
Впускные получились по оконцовке такими:
Как видно, на пятке (та сторона, на которую давит при работе клапан) я практически не трогал металл, поэтому вряд-ли деформируется.
С выпускными немного тяжелее - там и отвод тепла и нагруженность сильнее, и направление потока больше. Поэтому смысл такой-же, но объем работ значительно меньше:

Вот так торчит стандартная (тока покоцанная немного) в обработанном впускном канале:

вот так - обработанная (правда не до конца выведена, это бушная, я ее точил на пробу)

Доработал клапана.
Тяжеловато было, резец очень плохо берет, даже победитовый. Новый выпускной клапан практически вообще не берется, мне советовали на доработку брать только б/у, они лучше точатся - материал мягче.
Зато потом зажал в дрель и доводил форму шкуркой - берется на ура! Медленно зато уверенно снимается металл.
Вот что получилось в итоге:

Снимался металл вот так:
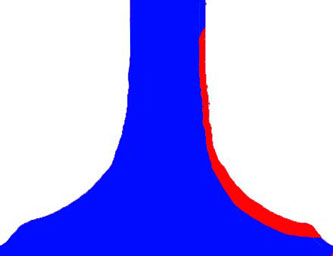
(обработанная фотка стокового впускного клапана, красным - снятый металл)
Запрессовал направляющие изготовленной оправкой (стальной прут, внутри отв. 11.0мм) Голова в духовке до 100 град, направляющие в морозилку. Забивать надо аккуратно, но очень быстро. Не забыть снять шпильки распреда, они будут мешаться (без снятия крайних вообще не запрессовать). Сначала лезет легко потом нагреваются, но все равно лезут нормально. Выбивались, чесслово, с гораздо большим усилием. Главное, шустрее орудовать.
Фото впуска с клапаном:

Выпуск с клапаном

ГТЖ вместо 135/125 ввинтил 140/140. Немного покатался для небольшой приработки, померился.
Как и следовало ожидать, ровный рост КМ по всей кривой, увеличение оборотов ММ, увеличение КП.
Прибавка получилась 14 лошадей (ну или 12, если учесть, что в молодости мотор имел 75), на что предварительно и рассчитывалось.
Ну, думаю, окончательной тарировкой карба еще одну-другую лошадку сниму (поскольку вроде и так едет нормально, без провалов)
Если все мои изыскания сжать в единый временной промежуток и выбросить эстетику (вроде надраивания до блеска головы), то в 5 рабочих дней уложиться можно легко. 1 день - снятие-установка-настройка, 3 дня пиления и 1 день на расслабоне посвятить можно клапанам.
Тюнинг двигателя
Если Вы решили заняться увеличением мощности своего двигателя не фильтрами-нулевиками и им подобными ухищрениями, а серьезно, то одно из первых на что советуем обратить внимание это доработка головки блока цилиндров (ГБЦ) и впускного коллектора. Этот метод известен практически с самого начала автомобилестроения. Если отполировать шероховатые каналы и этим хоть частично убрать сопротивление на впуске, то можно добиться феноменальных результатов. Даже простая полировка каналов может прибавить до 10 л.с., а если еще и расточить – можно увеличить мощность еще более существенно.
На разных моторах сама процедура, вид коллекторов и конструкция ГБЦ могут отличаться. Мы же рассматриваем процедуру доработки вцелом. В качестве исходного материала у нас мотор с ВАЗовской классики.
Метод действительно действенный. Жаль, что в силу высокой трудоемкости операции этого не делают на заводе.
Для начала требуется снять головку с машины и разобрать ее. Как это сделать описывать не будем – скорее всего и сами знаете, а нет так в Интернете есть достаточно книг и прочей литературы.
После разборки ГБЦ не лишним будет ее помыть. Тут уже все на Ваш вкус. Можете химией, а можете по-старинке – керосин, бензин, растворитель… Потом можно еще можно щеткой на дрели пройтись, чтоб все совсем красиво было.
Для выполнения процедур из инстумента нам понадобится следующее:
- дрель с возможностью регулировать обороты
- сверло
- гибкая штанга
- шарошки
- шкурки от грубой до самой мелкой
- тряпки, ветошь
- штангенциркуль
- выпускной клапан и набор шайб - если Вы растачиваете свыше 32мм
- графитная смазка
- тески


Проточка каналов
Сначала стоит определиться с тем в каком порядке будем все делать. Рекомендуем начинать с коллектора т.к. при его совмещении с ГБЦ проще снять чуть в последней, чем покупать в итоге новый коллектор.
Собираем рабочий инструмент: наматываем на сверло тряпку, а сверну на неё шкурку, причём наматываем внахлёст и побольше. Для удобства выполнения операции рекомендуем зажать коллектор в тиски.

Теперь вставляем сверло с наждаком в дрель и приступаем к пропиливанию. Самым трудным будет преодолеть первые 5см. Как только их прошли меряем выпускным клапаном

Двигаемся дальше! Коллектор имеет изгиб поэтому нужно соорудить такой-же инструмент и на штанге. Толкать сильно не стоит т.к. шкурка может сползти. Оно и само должно неплохо продвигаться.

Как видите ничего сложного в этой процедуре нет.
Коллектор до обработки:

Коллектор после обработки:

Не лишним будет отполировать коллектор и в районе установке карбюратора. Это удобно делать щёткой на дрели.
Вот, что получилось (извините за качество фото):

С впускным коллектором мы разобрались. Теперь переходим к самой головке.
Для того чтобы потоку топливно-водушной смеси было максимально легко поступать в цилиндры нужно убрать выступающий переход на стыке впускного коллектора и ГБЦ. В случае с моторами классики этот переход может иметь ступеньку (выступ) до 3мм. Для начала нам нудно идентифицировать где именно стачивать. Для этого вкручиваем в ГБЦ все шпильки для крепления коллектора, берем смазку, намазываем ею на поверхность вокруг канала и одеваем на шпильки впускной коллектор.

Этот способ позволяет наглядно увидеть где нужно стачивать. Можно попытаться пощупать пальцем со стороны седла, но у многих может не хватить длины пальцев.
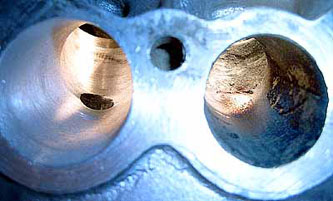
Сначала также чуть проходим чтобы влез клапан. После чего продвигаемся вглубь. Как только доходим до направляющих втулок сматываем чуть шкурку и спиливаем её. Должно получиться примерно как на фото ниже. Слева обработанный канал, справа заводской

Разница буквально бросается в глаза.
После того как мы прошли все каналы и спилили в них втулки – нужно отполировать канал и со стороны седла. Делать это нужно предельно аккуратно чтобы не повредить сёдла. Для этого можно надеть на дрель шарошку. Необходимо также сделать так, чтобы перед седлом канал был чуть-чуть шире, чем его остальная часть

Должно получиться примерно так, разница очевидна
Таким образом мы получили каналы, через которые свободно можно просунуть клапан


С выпуском операции те же. С той лишь разницей, что при стандартных клапанах нужно точить не более 31мм.
Начинаем с коллектора. В отличие от впуска здесь перепад между ГБЦ и коллектором должна быть: коллектор должен быть большего диаметра, чем канал на ГБЦ.
Многие ограничиваются расточкой и полировкой впускного коллектора, а выпускной не трогают т.к. он чугунный и поэтому его трудно точить. Трудно но возможно.


Если средства позволяют, что можно купить паук 4-1, стоит примерно 150 долларов.
Выпускной канал в ГБЦ идёт под иным углом нежели впуск поэтому тут сложнее стачивать втулки. Не стоит пугаться если тяжело идет.
Полученный результат: слева проточенный канал, справа нет. Хотя это и так видно :)

В идеале желательно сточить втулки на конус. Если их не трогать то они вот так выступают в канал:
Установка гбц 2107 инжектор




Прокладка ГБЦ является деталью одноразового использования, так как при установке изменяются её физические свойства и геометрия.
Для чего служит прокладка ГБЦ
Прокладка головки блока цилиндров предназначена для уплотнения соединения блока цилиндров и головки. Даже с учётом того, что эти составные части двигателя имеют идеально ровные привалочные плоскости, добиться полной герметичности без неё не получится, ведь давление в камерах сгорания достигает более десяти атмосфер. Кроме этого уплотнения требуют и соединения масляных каналов, а также каналов рубашки охлаждения. Герметичность достигается за счёт равномерного спрессовывания прокладки во время затяжки соединительных элементов.

Из чего изготавливают прокладки ГБЦ
Прокладка головки блока цилиндров может быть изготовлена из разных материалов:
- металла (медные и алюминиевые сплавы);
- асбеста;
- комбинации металла и асбеста;
- комбинации резины и асбеста;
- паронита.
Главные требования к прокладке — устойчивость к высоким температурам и способность сжиматься. Каждый из перечисленных материалов имеет свои плюсы и минусы. Изделия, изготовленные из нескольких слоёв металла или асбеста, например, лучше противостоят высоким температурам, но при этом не могут обеспечить наилучшую герметичность. Детали из резины и паронита, наоборот, максимально усиливают соединение головки и блока, однако их температурная устойчивость ниже.

При выборе прокладки лучше отдать предпочтение комбинированному изделию, например, изготовленному из асбеста и металла. Такие уплотнители сделаны из листового асбеста, но отверстия под цилиндры у них усилены металлическими кольцами. Такими же кольцами армированы отверстия под крепёжные элементы.
Замена и ремонт головки блока цилиндров ВАЗ 2107
Учитывая, что ГБЦ — это цельнометаллическая деталь, из строя она выходит довольно редко. Другое дело, если имеет место её механическое повреждение. Чаще всего головка может быть повреждена или разрушена вследствие:
- дорожно-транспортного происшествия;
- неисправности привода ГРМ (когда во время работы двигателя клапаны столкнулись с поршнями);
- выхода из строя деталей поршневой группы;
- сильного перегрева (образуются трещины);
- коррозии, вызванной использованием некачественных охлаждающих жидкостей.
Во всех перечисленных случаях головка блока цилиндров должна быть заменена. Если же неисправность ГБЦ заключается в поломке некоторых деталей механизма газораспределения, она может быть отремонтирована. Чтобы произвести ремонт головки, её нужно будет отсоединить от блока цилиндров.
Снятие ГБЦ ВАЗ 2107
Процесс демонтажа головки блока цилиндров для карбюраторного и инжекторного двигателя несколько отличается. Рассмотрим оба варианта.
Демонтаж ГБЦ на карбюраторном двигателе
Для снятия головки потребуются следующие инструменты и средства:
- гаечные ключи на «8», «10», «12», «13», «17»;
- свечной ключ;
- крестовая и шлицевая отвёртки;
- ёмкость для сбора сливаемой охлаждающей жидкости;
- отрезок алюминиевой проволоки или прочная верёвка.
-
Используя ключи на «10» и на «13», отсоединяем клеммы от аккумулятора, снимаем его и убираем в сторону.

Видео: демонтаж ГБЦ ВАЗ 2107
Демонтаж ГБЦ на инжекторном двигателе
Снятия головки на силовом агрегате с распределённым впрыском производится по следующему алгоритму:
- Демонтируем аккумулятор, сливаем охлаждающую жидкость, отсоединяем приёмную трубу в соответствии с п. п. 1–6 предыдущей инструкции.
- Отсоединяем питающий провод датчика температуры хладагента.
Дефектовка и замена деталей ГБЦ ВАЗ 2107
Раз мы уже демонтировали головку, не будет лишним произвести дефектовку элементов газораспределительного механизма и произвести замену неисправных деталей. Для этого потребуется ряд специальных инструментов:
- рассухариватель;
- оправка для выпрессовывания направляющих втулок клапанов;
- пинцет;
- линейка;
- микрометр;
- штангенциркуль;
- отвёртка;
- молоток.

Процесс разборки клапанного механизма выглядит следующим образом:
-
Накручиваем гайку на одну из шпилек крепления постели распределительного вала. Заводим под неё рассухариватель.
Теперь, когда детали сняты, производим их дефектовку. Ниже в таблице приведены допустимые размеры.
Таблица: основные параметры для дефектовки деталей клапанного механизма
| Элемент | Значение, мм |
| Диаметр стержня клапана | 7,98–8,00 |
| Внутренний диаметр направляющей втулки | |
| впускного клапана | 8,02–8,04 |
| выпускного клапана | 8,03–8,047 |
| Расстояние между плечами наружной пружины рычага | |
| в расслабленном состоянии | 50 |
| под нагрузкой 283,4 Н | 33,7 |
| под нагрузкой 452,0 Н | 24 |
| Расстояние между плечами внутренней пружины рычага | |
| в расслабленном состоянии | 39,2 |
| под нагрузкой 136,3 Н | 29,7 |
| под нагрузкой 275,5 Н | 20,0 |
В случае если параметры какой-то из деталей не соответствуют приведённым, деталь нужно заменить и произвести обратную сборку.
Клапаны, как и направляющие втулки, продаются только комплектом по восемь штук. И не зря. Эти элементы меняются тоже комплексно. Не рекомендуется производить замену только лишь одного клапана или одной втулки.
Процесс замены клапана заключается в извлечении повреждённого и установке нового. Здесь нет никаких сложностей. А вот со втулками придётся немножко повозиться. Они устанавливаются при помощи той же оправки, какой мы их выбивали. Нам необходимо перевернуть головку клапанным механизмом к себе. После этого новая направляющая устанавливается в гнездо, на её кромку кладётся оправка и с помощью молотка деталь забивается до упора.
Видео: ремонт ГБЦ ВАЗ 2107
Шлифовка головки блока цилиндров
Определить на глаз, утратила ли ГБЦ сою форму, невозможно. Для этого используются специальные инструменты. Поэтому шлифовка головки, обычно, производится при каждом демонтаже. Сделать это в домашних условиях не получится, ведь здесь нужен станок. Советы «специалистов», которые, утверждают, что ГБЦ можно отшлифовать вручную о наждачный круг во внимание брать не стоит. Лучше доверить это дело профессионалам. Тем более что обойдётся такая работа не более, чем в 500 рублей.

Установка новой прокладки и сборка двигателя
Когда все неисправные детали будут заменены и ГБЦ будет собрана, можно приступать к её монтажу. Здесь необходимо обозначить, что при каждом монтаже головки болты её крепления лучше использовать новые, так как они растягиваются. Если у вас нет особого желания покупать новые крепёжные элементы, не поленитесь их замерить. Их длина должна быть не больше 115,5 мм. Если же какой-нибудь из болтов имеет большие размеры, его нужно обязательно заменить. В противном случае вам не удастся нормально «протянуть» ГБЦ. И новые и старые болты перед монтажом рекомендуется замочить в моторном масле не менее, чем на полчаса.
Видео: замена прокладки ГБЦ ВАЗ 2107
Далее устанавливаем новую прокладку не на головку, а на блок. Никаких герметиков применять не нужно. Если ГБЦ отшлифована, она и так обеспечит нужную герметичность соединения. После монтажа головки наживляем болты, но ни в коем случае не закручиваем их с усилием. Здесь важно придерживаться установленного порядка затяжки (на фото), причём с определённым усилием.

Для начала все болты затягиваются моментом, равным 20 Нм. Далее усилие увеличиваем до 70–85,7 Нм. После проворачиваем все болты ещё на 90 0 , и ещё на такой же угол. Самым последним затягиваем болт наружного крепления головки. Величина момента затяжки для него — 30,5–39,0 Нм.
Видео: порядок и момент затяжки болтов ГБЦ
Когда все будет сделано, собираем двигатель в порядке, обратном для вышеприведённых инструкций. Когда автомобиль пройдёт 3–4 тысячи километров, затяжку болтов необходимо проверить и дотянуть те, которые со временем растянутся.
Естественно, любые работы, связанные с разборкой двигателя, требуют затрат средств и времени. Но в любом случае ремонт силового агрегата обойдётся дешевле, если этим заняться самому. К тому же такая практика вам обязательно пригодится в дальнейшем.
Как Поменять Заглушку На Блоке Ваз 2109

Заглушки в блоке мотора ВАЗ
Заглушки в блоке цилиндров являются неотъемлемыми элементами узла. Если из системы остывания начинает вытекать жидкость, то первопричиной могут быть заглушки, которые пришли в негодность. Возникновению дыр содействует ржавчина, образовывающаяся в процессе использования автомобиля. Смена заглушек на движке ВАЗ часто позволяет убрать такие проблемы, а установка новых своими руками занимает не настолько не мало времени, по сопоставлению с ремонтом мотора.
Как устранить течь ОЖ в двигателе ВАЗ
При появлении течи в движке из-за нехороших заглушек их необходимо просто сменять новыми. На более ранешнего выпуска автомобилей ВАЗ, в набор чашечных пробок мотора входят: одна заглушка малого поперечника – 20 5 мм и 5, огромного поперечника – 40 мм. Существует аннотация, как производится смена заглушки блока ВАЗ.
Материалы и инструменты для проведения работ
Отверстие перед этим необходимо отлично почистить и обезжирить.
Подготовительные работы перед сменой заглушек на авто ВАЗ
Сначала, необходимо высвободить к заглушкам доступ, убрать элементы и узлы, которые мешают:
- Отключается аккумуляторная батарея — снимается «минусовая» клемма.
- Из радиатора и блока цилиндров соединяется жидкость для остывания.
- Определяется, вероятна ли смена заглушки в блоке ВАЗ без дополнительного снятия головки мотора.
Если необходимо снять головку производится последующее:
- От выпускного коллектора отсоединяется труба глушителя.
- Убирается кронштейн для крепления трубы насоса, подводящую охлаждающую жидкость.
- Отсоединяются шланги, через которые осуществляется вентиляция системы, от крышки головки блока цилиндров и карбюратора, который запирается специальной крышкой.
Отсоединение от воздушного фильтра вентиляционных шлангов
- Снимается воздушный фильтр.
- Отключаются провода от датчика распределителя зажигания, карбюратора, свеч.
- Вынимается датчик распределяющий зажигание.
- Производится отсоединение шлангов от:
- топливного насоса, через который подается бензин;
- карбюратора, служащий для слива горючего;
- отводящего патрубка, который установлен на рубахе остывания мотора;
- вакуумного усилителя тормозов.
- Снимаются тросы, соединяющие привод дроссельной и воздушной заслонок карбюратора.
- С зубчатого ремня удаляется защитная крышка. Откручивается гайка, фиксирующая натяжной ролик, который потом снимается сразу с осью и дистанционным кольцом.
- Со шкива распределительного вала снимается ремень.
- Выворачивается болт и извлекается со шпонкой шкив.
- Освобождается от крепления и снимается головка мотора.
Совет: Смену малой заглушки либо большой на блоке цилиндров со стороны маховика, необходимо делать на разобранном движке автомобиля
Смена заглушек на авто ВАЗ
- Используя бородок либо зубило в одной руке, а молоток в другой, аккуратненько постукивая по краю заглушки, деталь проворачивают в блоке мотора.
Проворачивание при помощи отвертки заглушки блока цилиндров
- Потом она поддевается пассатижами и извлекается из гнезда. В очень покоробленной заглушке, когда ее нельзя провернуть, делают отверстие, в него вставляют вороток и убирают.
Просверленное отверстие в очень изношенной заглушке
Совет: При падении детали внутрь мотора ее можно подтащить к отверстию магнитной указкой и вынуть пассатижами.
- Зачищаются наждачной шкуркой от ржавчины края отверстий. Для надежности края новейшей заглушки смазываются перед установкой в гнездо герметиком.
На фото отлично видна разница меж старенькой и новейшей заглушками.
Новенькая и древняя заглушка для ВАЗ
- Пробка ставится на место.
- При помощи молотка и оправки заглушка аккуратненько запрессовывается в отведенное отверстие блока цилиндров мотора.
Как Поменять Заглушку На Блоке Ваз 2109
Запрессовка заглушки в корпус мотора
- Головка блока ставится на место. По мере надобности перед установкой производится смена заглушек на головки блока ВАЗ. Порядок выполнения работ аналогичен как для блока цилиндров.
Тщательно, как производится смена заглушек на ВАЗ 2108, можно узреть по видео.
Установка головки блока
После того, как была выполнена смена заглушек блока мотора ВАЗ, к блоку цилиндров крепится его головка. Итак:
- Нужно очистить головку от отложений и грязищи. Для этого можно использовать дизельное горючее либо керосин.
- Остатки охлаждающей воды и масла удаляются из резьбовых отверстий.
- От старенькой прокладки очищаются, а потом обезжириваются растворителем привалочные плоскости головки и блока цилиндров.
Совет: При установке головки цилиндров берется новенькая прокладка. Необходимо смотреть, чтоб на нее не попало масло.
- На блок цилиндров устанавливается головка.
- Крепежные элементы погружаются в моторное масло резьбой, стекают приблизительно в течение 30 минут и инсталлируются на головку.
- Ставится ремень. Для этого его одевают на шкив, расположенный на коленвалу. Натяжение ремня производится против часовой стрелки.
- Не затягивая совсем болты, крепится защита ременного привода. На два оборота плавненько проворачивается коленчатый вал, при всем этом ремень должен находиться в неизменном напряжении, при прекращении вращения вала не ослабляться.
- Проверяется совпадение метки на средней крышке и на шкиве коленвала, также на крышке головки цилиндров и шкиве распредвала. При их совпадении все, фиксирующие кронштейн натяжного ролика болты, затягиваются. Поначалу – правый, позже – левый.
- Ставятся тросы привода дроссельной и воздушной заслонок карбюратора.
- Подсоединяются ранее убранные шланги.
- Подключается датчик рассредотачивания зажигания.
- Верно выставляется момент зажигания, по другому могут появиться перебои в работе мотора, возрастет расход горючего, произойдет перегрев мотора.
- Верхняя мертвая точка выставляется по меткам, размещенным на шкале лючка картера и маховике. Для этого с лючка картера снимается резиновая заглушка. Проворачивается по ходу вращения коленвал, до совпадения меток на маховике и средней метки на корпусе лючка. При всем этом поршни первого и 4-ого цилиндров будут находиться в зоне ВМТ.
- К карбюратору, датчикам подсоединяются провода.
- Устанавливается воздушный фильтр.
- Заправляется водой, лучше тосолом, охлаждающая система автомобиля.
- Подключается аккумуляторная батарея.
- Проверяется работа мотора.
Установка зажигания
Так производится смена заглушек на движки ВАЗ. Утечка из блока цилиндров мотора воды либо неисправности в охлаждающей системе на дорогах делают огромное количество механических поломок авто. Возникающая в охлаждающей системе завышенная температура приводит к образованию накипи, которая загрязняет внутренние стены корпуса мотора. К тому же накипь забивает каналы радиатора остывания и блока цилиндров, а это приводит к перегреву мотора, который может выйти со строя.
Все это показывает на то, что смена заглушки мотора ВАЗ должна выполняться вовремя.
Ваз 2109 | снятие и установка заглушек блока цилиндров | лада самара
Рис. 67. Передняя часть блока цилиндров: 1 — штифт натяжения пружины; 2 — опорный палец успокоителя цепи; 3 — металлической шарик поперечником 17 мм; 4 — маслоразбрызгивающее сопло; 5 — заглушка блока цилиндров; 6 — опорный палец ботинка натяжителя цепи; 7 — опорный палец натяжителя цепи привода масляного насоса
Рис. 66. Задняя часть блока цилиндров с указанием местопребывания железного шарика (1), перекрывающего главную масляную магистраль, и заглушки (2) блока цилиндров
— слить охлаждающую жидкость;
— снять детали и узлы, которые могут помешать доступу к заглушкам;
Рис. 69. Установка отвертки либо зубила для демонтажа заглушек блока цилиндров
Рис. 70. Извлечение заглушки из блока
— кропотливо зачистить посадочное отверстие заглушки в блоке цилиндров. На уплотнительной поверхности не должно остаться следов смазки;
— намазать посадочное отверстие фиксирующим средством Loctite и воткнуть новейшую заглушку при помощи специальной оправки (номер по спецификации 00) или другой подходящей оправки таким макаром, чтоб она была заподлицо с поверхностью блока цилиндров;
— установить все снятые детали на свои места и после паузы 45 минут залить охлаждающую жидкость в движок, если он не снимался с автомобиля;
— после чего пустить движок и проконтролировать его на отсутствие утечек.
Читайте также: